Redusere verktøyslitasje ved titanbearbeiding: Optimaliserte CAD-strategier
Titanbearbeiding er en av produksjonens største utfordringer: å balansere de eksepsjonelle egenskapene til Ti-6Al-4V og andre titanlegeringer mot deres beryktede tendens til å ødelegge skjæreverktøy. Verktøyslitasjehastigheten i titan kan overstige stålbearbeiding med 300-500 %, med karbidverktøy som varer i bare noen få minutter under suboptimale forhold. Løsningen ligger ikke bare i skjæreparametere, men i strategiske CAD-designbeslutninger som fundamentalt endrer bearbeidingsdynamikken.
Viktige punkter
- Strategisk funksjonsorientering i CAD kan redusere verktøyets inngrepstid med opptil 40 %, noe som dramatisk forlenger verktøyets levetid
- Riktig hjørneradiusdesign (minimum 0,5 mm) eliminerer spenningskonsentratorer som akselererer karbidverktøyets svikt
- Optimalisering av materialfjerningsvolum gjennom smart funksjonsplassering reduserer total bearbeidingstid og varmeutvikling
- Integrert kjølekanalsdesign i komplekse deler muliggjør kontinuerlig tilgang til flomkjølevæske til kritiske skjæresoner
Forstå titanets verktøyslitasjemekanismer
Titans lave varmeledningsevne (16,4 W/m·K sammenlignet med aluminiums 237 W/m·K) skaper en perfekt storm for verktøyets nedbrytning. Varme som genereres i skjæresonen kan ikke spres gjennom arbeidsstykket, og konsentreres ved verktøy-spon-grensesnittet der temperaturene når 800-1000 °C. Denne termiske belastningen kombineres med titans kjemiske reaktivitet for å skape adhesiv slitasje, der titanatomer binder seg direkte til karbidoverflater.
Arbeidsherdingsegenskapene til Ti-6Al-4V forsterker denne utfordringen. Under skjærekrefter transformeres materialets mikrostruktur fra en relativt bearbeidbar α+β-fase til en herdet struktur som kan nå 45-50 HRC i det umiddelbare underlaget. Dette herdede laget, typisk 0,05-0,15 mm dypt, skaper abrasiv slitasje på påfølgende verktøyoverganger.
Galling representerer en annen kritisk feilmodus. Titans tendens til kaldsveising under trykk forårsaker oppbygging av eggdannelse på skjæreverktøy. Disse sveisede avsetningene endrer verktøyets geometri, øker skjærekreftene og akselererer katastrofal svikt gjennom flising eller kantutbrudd.
CAD-strategier for å minimere verktøyinngrep
Den mest effektive tilnærmingen for å redusere verktøyslitasje begynner med strategisk funksjonsorientering i designfasen. Tradisjonelle bearbeidingstilnærminger plasserer ofte funksjoner basert på funksjonelle krav alene, og ignorerer implikasjonene for bearbeidingssekvensen. Smart CAD-design vurderer skjæreverktøyets banelengde og inngrepsvinkel for hver funksjon.
Optimalisering av lommedybde representerer en kritisk designbeslutning. Dype lommer (dybde-til-bredde-forhold som overstiger 3:1) skaper utfordrende evakueringsforhold der spon ikke kan unnslippe effektivt. Dette fører til omskjæring, forhøyede temperaturer og rask verktøynedbrytning. Designalternativer inkluderer trinnvise lommekonfigurasjoner eller flerlags bearbeidingsstrategier som opprettholder optimale dybde-til-bredde-forhold under 2:1.
Konsistens i veggtykkelse over delgeometrien eliminerer varierende skjærebelastninger som forårsaker verktøyavbøyning og for tidlig slitasje. Å opprettholde en jevn veggtykkelse på 2,0-3,0 mm gjennom hele designet gir mulighet for konsistente skjæreparametere og forutsigbar verktøylevetid. Når tykkelsesvariasjon er uunngåelig, forhindrer gradvise overganger over avstander på minst 10 mm plutselige belastningsendringer.
Hjørneradier fortjener spesiell oppmerksomhet i titanapplikasjoner. Skarpe indre hjørner skaper spenningskonsentratorer som fører til verktøybrudd, mens radier under 0,3 mm krever verktøy med liten diameter som er utsatt for avbøyning og rask slitasje. Optimale indre hjørneradier varierer fra 0,5-1,5 mm, og matcher tilgjengelige karbidverktøygeometrier samtidig som de gir tilstrekkelig styrke for titans skjærekrefter.
| Funksjonstype | Tradisjonell design | Optimalisert design | Forbedring av verktøylevetid |
|---|---|---|---|
| Innvendige hjørner | 0.1-0.3 mm radius | 0.5-1.5 mm radius | 200-300% |
| Lommodybde | Dybde/Bredde > 3:1 | Dybde/Bredde< 2:1 | 150-250% |
| Veggtykkelse | Variabel (1-5 mm) | Konsistent (2-3 mm) | 100-200% |
| Overflateoverganger | Skarpe endringer | Gradvis (>10 mm) | 75-150% |
Avansert funksjonsgeometri for verktøybevaring
Rampestrategier må vurderes i CAD-fasen for å sikre optimale verktøyinngangsforhold. Vertikale stupkutt i titan skaper maksimale skjærebelastninger og termisk sjokk. Designfunksjoner bør inkludere rampeoverflater med vinkler mellom 2-5 grader, noe som gir gradvis verktøyinngrep som fordeler skjærekreftene over en utvidet kontaktlengde.
Hulldesign krever spesiell vurdering for titanbearbeiding. Standard boreoperasjoner skaper betydelig verktøyslitasje på grunn av dårlig sponevakuering og konsentrert varmeutvikling. CAD-design bør inkludere forhåndsmaskinerte faser eller forsenkninger som gjør at boreoperasjoner kan starte med reduserte skjærebelastninger. For kritiske hull bør spiralinterpolasjonsgeometri designes inn i omkringliggende funksjoner for å muliggjøre denne overlegne bearbeidingstilnærmingen.
Gjengedesignmodifikasjoner kan dramatisk påvirke verktøyets levetid i titanapplikasjoner. Standard metriske gjenger med 60-graders inkluderte vinkler skaper høye skjærekrefter under gjengeoperasjoner. Der det er mulig, reduserer modifiserte gjengeformer med 45-50 graders inkluderte vinkler skjærebelastningene samtidig som de opprettholder tilstrekkelig gjengestyrke for de fleste applikasjoner. Gjengeutløpsgeometri bør gi tilstrekkelig lengde (minimum 3 gjengestigninger) for gradvis verktøytilbaketrekking.
For applikasjoner som krever presisjons CNC-maskineringstjenester, blir funksjonstilgjengelighet avgjørende. Lukkede funksjoner som krever dype verktøyforlengelser bør redesignes som åpne geometrier der det er mulig. Denne tilnærmingen muliggjør bruk av kortere, mer stive verktøy som motstår avbøyning og opprettholder skjærekantens integritet gjennom utvidede maskineringssykluser.
Optimalisering av materialfjerningsvolum
Strategisk materialfordeling i CAD-design kan minimere total bearbeidingstid og tilhørende verktøyslitasje. Prinsippet innebærer å konsentrere materialfjerning i områder der skjæreforholdene kan optimaliseres, samtidig som materialet minimeres i regioner som krever utfordrende verktøytilgang eller ugunstige skjæregeometrier.
Grovbearbeidingstillegg bør innlemmes i det første designet for å muliggjøre effektive materialfjerningsstrategier. I stedet for å maskinere endelige dimensjoner direkte fra solid materiale, bør design inkludere mellomliggende geometrier som tillater grovbearbeiding med robuste verktøy, etterfulgt av etterbehandlingspass med optimaliserte skjæreforhold. Typiske grovbearbeidingstillegg for titan varierer fra 0,5-1,5 mm per overflate, avhengig av delens kompleksitet.
Ribbe- og nettkonfigurasjoner påvirker maskineringseffektiviteten betydelig. Tradisjonelle ribbedesign med konstant tykkelse krever ofte omfattende semi-etterbehandlingsoperasjoner som akselererer verktøyslitasje. Koniske ribbedesign med tykkelse som reduseres fra base til spiss muliggjør mer effektive maskineringssekvenser samtidig som de opprettholder strukturelle krav. Basetykkelsen bør samsvare med tilgjengelige verktøydiametre (6-12 mm typisk), mens spisstykelsen kan reduseres til 2-3 mm minimum.
Bossdesignintegrasjon påvirker både verktøytilgang og skjærebelastninger. Isolerte bosser krever individuelle verktøytilnærminger som øker total bearbeidingstid og verktøybytter. Der det er funksjonelt akseptabelt, bør bossefunksjoner integreres i omkringliggende geometri eller utformes som kontinuerlige funksjoner som muliggjør effektive verktøybaner med konsistente skjærebelastninger.
Termisk styring gjennom design
Varmespredning representerer en kritisk faktor i titans verktøylevetid, og krever CAD-design som letter effektive kjølestrategier. Tradisjonelle flomkjølevæskeapplikasjoner når ofte ikke kritiske skjæresoner, spesielt i dype funksjoner eller lukkede geometrier. Designmodifikasjoner kan sikre kjølevæsketilgang der det er mest nødvendig.
Kjølekanaler bør integreres i delgeometrien i designfasen i stedet for å legges til i etterkant. Disse kanalene, typisk 4-6 mm i diameter, gir rettet kjølevæskestrøm til kritiske skjæresoner. Kanalplassering må vurdere maskineringssekvensen for å sikre at de forblir intakte gjennom grovbearbeiding samtidig som de gir kjøling for etterbehandlingspass.
Materialtykkelse påvirker termisk masse og varmeabsorpsjonsegenskaper. Tykke seksjoner (>20 mm) gir bedre varmesenking, men kan kreve interne kjølefunksjoner. Tynne seksjoner (<5 mm) gir rask varmespredning, men kan lide av termisk forvrengning. Optimale tykkelsesområder for titanapplikasjoner faller mellom 8-15 mm, og gir tilstrekkelig termisk masse samtidig som de muliggjør effektiv kjøling.
Overflatearealoptimalisering gjennom designmodifikasjoner kan forbedre naturlig konveksjonskjøling. Ribbede overflater, trinnvise geometrier og integrerte kjøleribbefunksjoner øker overflatearealet som er tilgjengelig for varmeoverføring. Disse modifikasjonene må balanseres mot maskineringskompleksitet, men kan gi 15-30 % forbedringer i skjæresonetemperaturer.
For høypresisjonsresultater, Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Toleranse- og overflatefinishhensyn
Toleransespesifikasjon påvirker direkte verktøyvalg og maskineringsstrategier for titandeler. Tette toleranser (±0,025 mm eller bedre) krever vanligvis etterbehandlingspass med lette skjærebelastninger, noe som forlenger verktøyets levetid, men øker maskineringstiden. Nøkkelen ligger i å optimalisere toleransekravene for å balansere presisjon med produksjonseffektivitet.
Kritiske dimensjoner bør konsentreres på overflater med gunstige skjæregeometrier. Eksterne funksjoner gir generelt bedre verktøytilgang og skjæreforhold sammenlignet med interne funksjoner. Der det er mulig, bør kritiske toleranser tildeles eksterne overflater eller funksjoner som er tilgjengelige med korte, stive verktøy.
Overflatefinishkrav påvirker verktøyslitasjemønstre betydelig. Ra-verdier under 0,8 μm krever vanligvis flere etterbehandlingspass med minimal materialfjerning per pass. Denne tilnærmingen forlenger verktøyets levetid gjennom reduserte skjærebelastninger, men øker total maskineringstid. Overflatefinishoptimalisering kan innebære å spesifisere forskjellige krav for funksjonelle kontra kosmetiske overflater.
Form- og posisjonstoleranser må vurdere titans elastiske egenskaper og potensial for forvrengning under maskinering. Spenningsavlastende funksjoner som symmetrisk materialfjerning og balanserte skjærebelastninger bør innlemmes i design som krever tette geometriske toleranser. Denne tilnærmingen minimerer forvrengningsinduserte toleransebrudd samtidig som den reduserer skjærekrefter som akselererer verktøyslitasje.
| Toleranseområde | Anbefalt tilnærming | Forventet verktøylevetid | Kostnadspåvirkning |
|---|---|---|---|
| ±0.1 mm | Enkelt finish-pass | Maksimal | +15-25% |
| ±0.05 mm | Lett finish-pass | God | +25-35% |
| ±0.025 mm | Flere lette pass | Moderat | +40-60% |
| ±0.01 mm | Spesialverktøy | Begrenset | +75-100% |
Integrasjon med produksjonsprosessplanlegging
CAD-design må vurdere hele produksjonssekvensen for å optimalisere verktøyets levetid på tvers av alle operasjoner. Funksjonssekvensering påvirker arbeidsstykkets stivhet, klemkrav og skjærebelastningsfordeling. Strategisk funksjonsplassering kan minimere verktøybytter og muliggjøre optimaliserte skjæreparametere gjennom hele maskineringssyklusen.
Fiksturintegrasjon bør vurderes under designutvikling i stedet for som en separat produksjonsbekymring.Holdefliker og klemmeoverflater designet inn i delgeometrien gir sikker arbeidsstykkeoppbevaring samtidig som de minimerer oppsettstid og reduserer vibrasjoner som akselererer verktøyslitasje.
Verktøytilgangsanalyse i CAD-fasen identifiserer potensielle interferensproblemer som kan kreve spesialisert verktøy eller utvidede verktøylengder. Standard verktøybiblioteker bør refereres til under design for å sikre at funksjoner kan maskineres med lett tilgjengelig, kostnadseffektivt verktøy. Egendefinerte verktøykrav bør minimeres gjennom designmodifikasjoner der det er mulig.
Oppsettreduserende strategier gjennom fleroperasjonsdelorientering kan redusere total maskineringstid og tilhørende verktøyslitasje betydelig. Design bør muliggjøre fullstendig eller nesten fullstendig maskinering i ett enkelt oppsett, og minimere arbeidsstykkets håndtering og oppsettstid. Denne tilnærmingen krever nøye vurdering av slippvinkler, delelinjer og funksjonstilgjengelighet fra flere retninger.
Kostnads-nytte-analyse av designoptimalisering
Den økonomiske effekten av CAD-optimalisering for titanmaskinering strekker seg utover enkel reduksjon av verktøykostnader. Forbedringer i verktøyets levetid på 200-400 % oversettes til redusert nedetid på maskinen, lavere arbeidskostnader for verktøybytter og forbedret delkonsistens gjennom stabile skjæreforhold. Disse fordelene rettferdiggjør ofte designmodifikasjoner som kan øke den første delkompleksiteten.
Reduksjon av maskineringstid gjennom optimaliserte design varierer vanligvis fra 20-50 % sammenlignet med tradisjonelle tilnærminger. Denne forbedringen kommer fra reduserte verktøybytter, optimaliserte skjæreparametere og eliminering av utfordrende maskineringsoperasjoner. Tidsbesparelsene øker over produksjonsvolumer, noe som gjør designoptimalisering stadig mer verdifull for applikasjoner med høyere kvantitet.
Kvalitetsforbedringer fra stabile skjæreforhold reduserer skraphastigheter og omarbeidingskostnader. Konsistent verktøytilstand gjennom hele maskineringssyklusen opprettholder dimensjonsnøyaktighet og overflatefinishkvalitet. Denne påliteligheten er spesielt verdifull for romfarts- og medisinske applikasjoner der delavvisningskostnadene er betydelige.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise innen titanmaskinering og omfattende forståelse av designoptimalisering betyr at hvert prosjekt får den spesialiserte oppmerksomheten titanapplikasjoner krever.
Avanserte CAD-teknikker og programvareintegrasjon
Moderne CAD-systemer tilbyr spesialiserte verktøy for maskineringsoptimalisering som kan utnyttes i designfasen. Maskinerbarhetsanalysefunksjoner identifiserer problematiske geometrier før produksjonen begynner, og muliggjør designmodifikasjoner mens endringer forblir kostnadseffektive. Disse verktøyene evaluerer skjæreverktøytilgang, inngrepsvinkler og potensielle interferensforhold.
Funksjonsbaserte designtilnærminger muliggjør rask evaluering av alternative geometrier for forbedret maskinerbarhet. Parametrisk modellering lar designere raskt vurdere virkningen av hjørneradiusendringer, veggtykkelsesmodifikasjoner eller funksjonsflyttinger på produksjonskravene. Denne funksjonen akselererer optimaliseringsprosessen samtidig som den opprettholder designtanken.
Integrasjon av produksjonssimulering gir tidlig tilbakemelding om verktøyvalg og skjæreparametere. Avanserte CAD-systemer kan simulere komplette maskineringssekvenser, identifisere potensielle verktøyslitasjeproblemer og optimaliseringsmuligheter. Denne simuleringsfunksjonen muliggjør proaktive designmodifikasjoner i stedet for reaktiv problemløsning i produksjonen.
Samarbeidsverktøy i CAD-systemer letter kommunikasjonen mellom design- og produksjonsteam. Innebygde merknads- og gjennomgangsfunksjoner gjør det mulig for produksjonsingeniører å gi spesifikk tilbakemelding om bekymringer for verktøyslitasje og muligheter for designoptimalisering. Dette samarbeidet sikrer at produksjonshensyn er riktig integrert i endelige design.
Designregelkontroll kan tilpasses for titanmaskineringskrav, og flagger automatisk geometrier som kan forårsake verktøyslitasjeproblemer. Standardregler kan inkludere minimumskrav til hjørneradius, maksimale dybde-til-bredde-forhold og konsistenskontroller for veggtykkelse. Disse automatiserte kontrollene forhindrer at problematiske geometrier går videre til produksjon.
Casestudier og implementeringseksempler
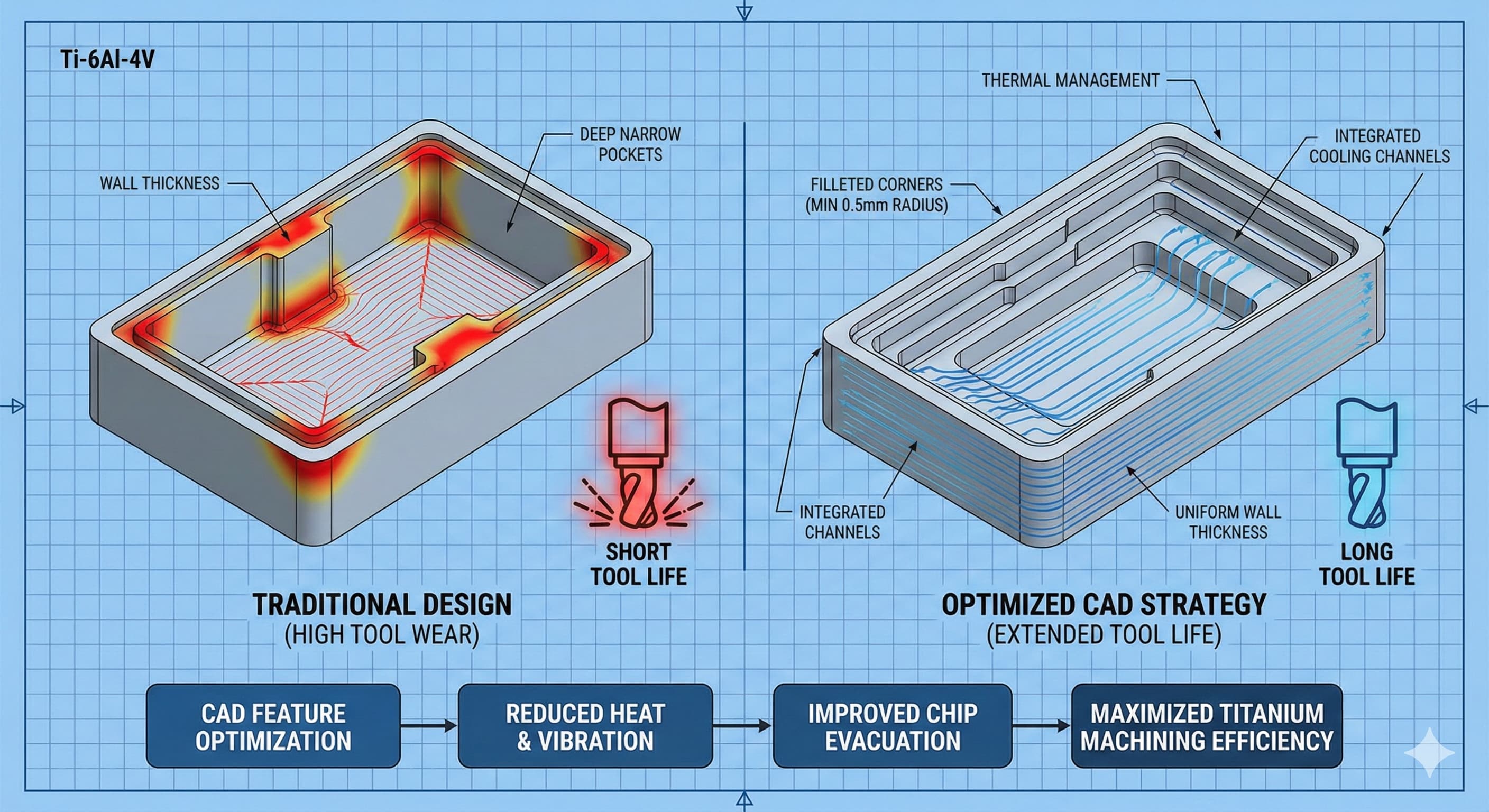
En typisk redesign av en romfartbrakett demonstrerer virkningen av systematisk CAD-optimalisering for titanmaskinering. Det originale designet hadde skarpe indre hjørner (0,2 mm radius), variabel veggtykkelse (1-4 mm) og dype lommer med 4:1 dybde-til-bredde-forhold. Verktøyets levetid var i gjennomsnitt 15-20 minutter med hyppige brudd på grunn av termisk sjokk og variasjoner i skjærebelastning.
Det optimaliserte designet inneholdt 0,8 mm indre radier, konsistent 2,5 mm veggtykkelse og trinnvis lommegeometri som opprettholdt 1,8:1 maksimalt dybde-til-bredde-forhold. Integrerte kjølekanaler ga direkte kjøling til kritiske skjæresoner. Verktøyets levetid ble forbedret til 80-120 minutter samtidig som alle funksjonelle krav ble opprettholdt og total maskineringstid ble redusert med 35 %.
Medisinske implantatapplikasjoner gir unike utfordringer på grunn av biokompatibilitetskrav og komplekse organiske geometrier. Tradisjonelle tilnærminger krever ofte omfattende håndfinisering på grunn av verktøyslitasjeproblemer som skaper overflateuregelmessigheter. Optimaliserte CAD-design inkluderer gradvise overganger, optimaliserte skjærevinkler og strategisk materialfordeling for å muliggjøre konsistent maskinering gjennom hele skjæresyklusen.
Lignende optimaliseringsprinsipper gjelder for kostnadsreduksjonsstrategier på tvers av ulike produksjonsprosesser, der designmodifikasjoner kan påvirke den totale produksjonsøkonomien betydelig gjennom forbedret effektivitet og reduserte verktøykostnader.
Kvalitetskontroll- og valideringsmetoder
Verifisering av CAD-optimaliseringseffektivitet krever systematisk måling av verktøyslitasjemønstre, maskineringstider og delkvalitetsmålinger. Baseline-målinger fra tradisjonelle design gir sammenligningsstandarder for evaluering av forbedringsnivåer. Viktige målinger inkluderer gjennomsnittlig verktøylevetid, skjæretid per del, overflatefinishkonsistens og dimensjonsnøyaktighetsvariasjon.
Verktøyslitasjeanalyse bør undersøke både gradvise slitasjemønstre og katastrofale feilmoduser. Optimaliserte design viser vanligvis mer forutsigbar, gradvis slitasje i stedet for plutselige feilhendelser. Denne forutsigbarheten muliggjør bedre produksjonsplanlegging og reduserer uventet nedetid fra verktøybrudd.
Overflateintegritetsevaluering blir kritisk for titanapplikasjoner, spesielt i romfarts- og medisinske sektorer. Optimaliserte maskineringsforhold bør opprettholde konsistent overflatefinish og minimere varmeberørte soner som kan kompromittere materialegenskapene. Regelmessig overflateintegritetstesting validerer effektiviteten av CAD-optimaliseringsstrategier.
Implementering av statistisk prosesskontroll sporer konsistensen av optimaliserte design på tvers av produksjonsvolumer. Kontrollkart for verktøylevetid, maskineringstid og kvalitetsmålinger identifiserer når prosessforholdene driver fra optimale områder. Denne overvåkingen muliggjør proaktive justeringer for å opprettholde optimaliseringsfordeler gjennom hele produksjonsløpet.
Fremtidige trender og nye teknologier
Integrering av kunstig intelligens i CAD-systemer lover automatisert optimalisering for titanmaskineringsapplikasjoner. Maskinlæringsalgoritmer kan analysere historiske maskineringsdata for å identifisere optimale designparametere og forutsi verktøyets levetid basert på geometriske funksjoner. Denne funksjonen vil akselerere optimaliseringsprosessen samtidig som den forbedrer prediksjonsnøyaktigheten.
Integrering av additiv produksjon tilbyr nye muligheter for komplekse interne geometrier som forbedrer kjøling og reduserer materialvolumet. Hybridtilnærminger som kombinerer additive forformer med optimalisert subtraktiv etterbehandling muliggjør geometrier som er umulige med tradisjonelle produksjonsmetoder. Disse tilnærmingene krever nye CAD-strategier som vurderer både additive og subtraktive produksjonsbegrensninger.
Avansert materialkarakterisering gir bedre forståelse av titans maskineringsatferd under forskjellige forhold. Sanntidsovervåking av skjærekrefter, temperaturer og verktøyslitasje muliggjør kontinuerlig optimalisering av skjæreparametere basert på faktisk ytelse i stedet for teoretiske modeller. Denne tilbakemeldingen kan informere CAD-optimaliseringsstrategier for forbedret effektivitet.
Digital tvillingteknologi muliggjør virtuell validering av CAD-optimaliseringsstrategier før fysisk implementering. Komplett simulering av produksjonsprosessen, inkludert prediksjon av verktøyslitasje og termisk analyse, gir omfattende evaluering av designmodifikasjoner. Denne funksjonen reduserer kostnadene og tiden som kreves for optimaliseringsvalidering samtidig som den forbedrer prediksjonsnøyaktigheten.
Implementeringsretningslinjer og beste praksis
Vellykket implementering av CAD-optimalisering for titanmaskinering krever systematisk tilnærming og tydelig kommunikasjon mellom design- og produksjonsteam. Optimaliseringsretningslinjer bør dokumenteres og integreres i standard designprosedyrer for å sikre konsistent bruk på tvers av prosjekter.
Opplæringsprogrammer for designingeniører bør understreke forholdet mellom geometriske funksjoner og maskineringsutfordringer som er spesifikke for titan. Å forstå begrensninger for skjæreverktøy, krav til termisk styring og strategier for materialfjerning gjør det mulig for designere å ta informerte optimaliseringsbeslutninger under designprosessen i stedet for å kreve omfattende redesign senere.
Samarbeidsprotokoller mellom design- og produksjonsteam sikrer at produksjonsbegrensninger kommuniseres og forstås på riktig måte. Regelmessige designgjennomganger med produksjonsinnspill kan identifisere optimaliseringsmuligheter tidlig i designsyklusen når endringer forblir kostnadseffektive.
For organisasjoner som bruker våre produksjonstjenester, gir vi omfattende designgjennomgang og optimaliseringsanbefalinger for å sikre at titandelene dine oppnår optimal maskinerbarhet samtidig som alle funksjonelle krav opprettholdes.
Ofte stilte spørsmål
Hva er minimum hjørneradius anbefalt for interne funksjoner i titandeler?
Interne hjørneradier bør være minimum 0,5 mm for titanmaskineringsapplikasjoner. Mindre radier krever delikate skjæreverktøy som er utsatt for brudd og termisk skade. Optimale radier varierer fra 0,8-1,5 mm, og matcher standard karbidverktøygeometrier samtidig som de gir tilstrekkelig styrke for titans skjærekrefter. Skarpe hjørner under 0,3 mm resulterer vanligvis i reduksjoner i verktøyets levetid på 70-80 % sammenlignet med riktig avrundede funksjoner.
Hvordan påvirker lommedybde-til-bredde-forholdet verktøyets levetid i titanmaskinering?
Lommedybde-til-bredde-forhold bør forbli under 2:1 for optimal verktøylevetid i titanapplikasjoner. Forhold som overstiger 3:1 skaper dårlige sponevakueringsforhold, noe som fører til omskjæring, forhøyede temperaturer og akselerert verktøyslitasje. Dype lommer krever også utvidede verktøylengder som øker avbøyning og vibrasjon. Trinnvise lommedesign eller flerlags maskineringsstrategier opprettholder optimale forhold samtidig som de oppnår nødvendig delgeometri.
Hvilken veggtykkelse gir den beste balansen mellom materialfjerning og maskineringsstabilitet?
Konsistent veggtykkelse mellom 2,0-3,0 mm gir optimal balanse for titanmaskinering. Tynnere vegger mangler stivhet og kan vibrere under skjæring, mens tykkere vegger krever overdreven materialfjerning. Tykkelsesvariasjoner bør være gradvise over minimum 10 mm avstander for å forhindre plutselige skjærebelastningsendringer som akselererer verktøyslitasje. Design med variabel tykkelse reduserer ofte verktøyets levetid med 40-60 % sammenlignet med tilnærminger med konsistent tykkelse.
Hvordan bør gjengegeometri modifiseres for forbedret verktøylevetid i titan?
Standard 60-graders metriske gjenger kan modifiseres til 45-50 graders inkluderte vinkler der det er funksjonelt akseptabelt, noe som reduserer skjærebelastningene under gjengeoperasjoner. Gjengeutløp bør gi minimum 3 stigningslengder for gradvis verktøytilbaketrekking. Eksterne gjenger er å foretrekke fremfor interne gjenger på grunn av bedre verktøytilgang og sponevakuering. Interne gjenger som krever tappoperasjoner bør inkludere fasede starter og tilstrekkelig innledningsgeometri.
Hvilken rolle spiller kjølekanaler i CAD-design for titanmaskinering?
Integrerte kjølekanaler, typisk 4-6 mm i diameter, bør designes inn i delgeometrien for å gi rettet kjøling til kritiske skjæresoner. Kanalplassering må vurdere maskineringssekvensen for å forbli intakt gjennom grovbearbeiding mens den kjøler etterbehandlingsoperasjoner. Riktig kjølevæskelevering kan redusere skjæresonetemperaturene med 150-250 °C, og forlenge verktøyets levetid med 200-300 %. Kanaler bør plasseres innenfor 10-15 mm fra kritiske skjæreområder for maksimal effektivitet.
Hvordan påvirker toleransekrav verktøyvalg og slitasje i titanmaskinering?
Tette toleranser (±0,025 mm eller bedre) krever etterbehandlingspass med reduserte skjærebelastninger, noe som forlenger verktøyets levetid, men øker maskineringstiden. Kritiske dimensjoner bør plasseres på eksterne funksjoner eller overflater med gunstige skjæregeometrier der det er mulig. Toleranser under ±0,01 mm kan kreve spesialisert verktøy og skjæreparametere som påvirker verktøyets levetid og kostnader betydelig. Toleranseoptimalisering kan redusere maskineringskostnadene med 25-40 % samtidig som funksjonelle krav opprettholdes.
Hvilke CAD-funksjoner bør unngås for å forhindre overdreven verktøyslitasje i titan?
Unngå skarpe indre hjørner under 0,3 mm radius, dype lukkede lommer med dårlig verktøytilgang, variabel veggtykkelse som skaper plutselige belastningsendringer, og funksjoner som krever utvidede verktøylengder med høye lengde-til-diameter-forhold. Kryssende funksjoner som skaper komplekse skjæregeometrier bør forenkles der det er mulig. Blinde hull dypere enn 5 diametre og interne gjenger i dype boringer bør redesignes som eksterne funksjoner når det er funksjonelt akseptabelt. Disse problematiske funksjonene kan redusere verktøyets levetid med 60-80 % sammenlignet med optimaliserte alternativer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece