Redusere verktøykostnader: Modulære verktøy og strategi for familieverktøy
Verktøykostnader kan utgjøre 30-40 % av budsjettet for et produksjonsprosjekt, men de fleste selskaper tilnærmer seg design av verktøy og former med en tankegang om kun ett formål. Modulære verktøy og familieverktøy representerer et strategisk skifte mot kostnadsoptimalisering uten at det går på bekostning av kvalitet – reduserer verktøykostnadene med 25-60 % samtidig som ledetider reduseres og produksjonsfleksibiliteten forbedres.
Viktige punkter:
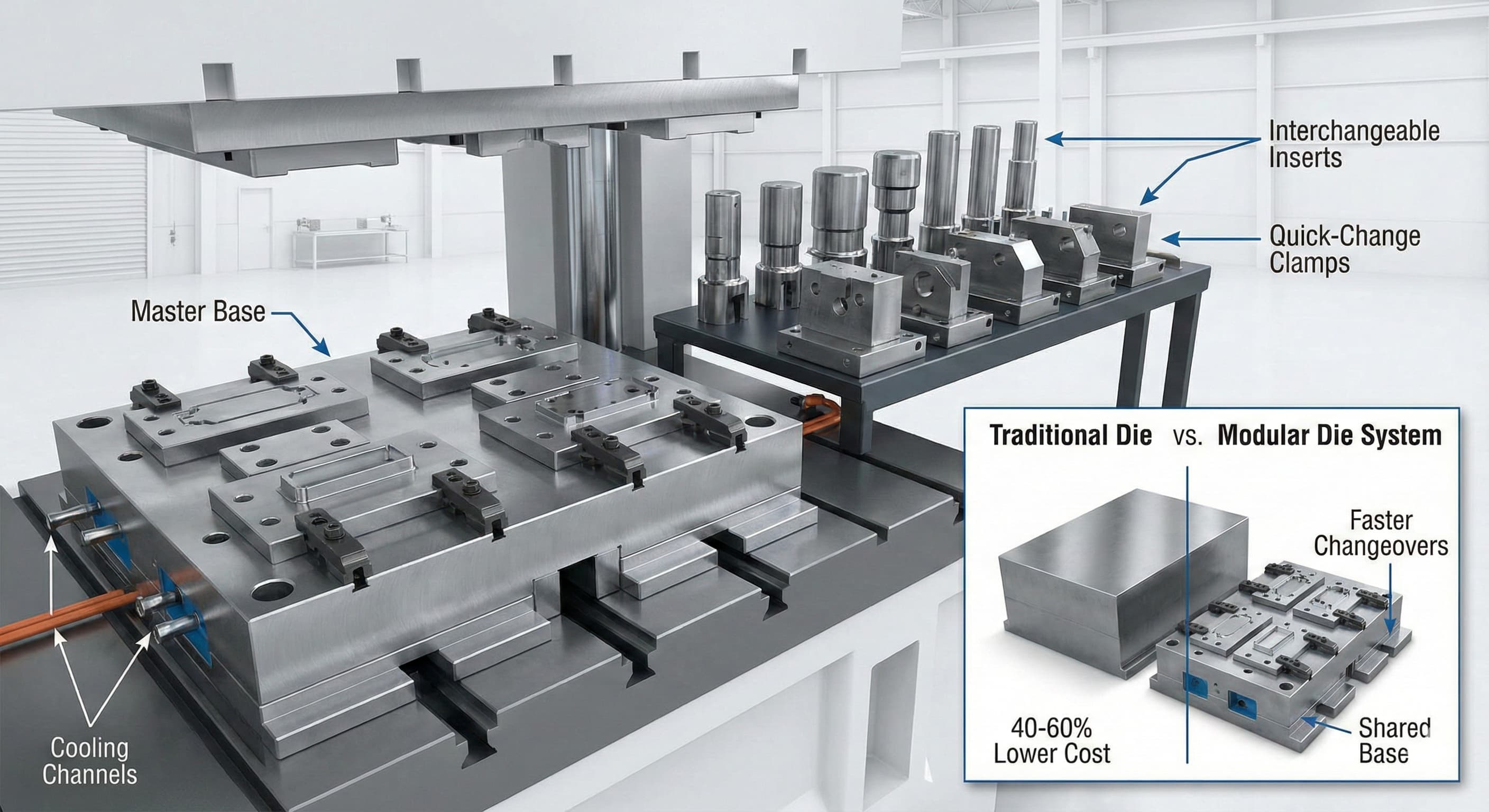
- Modulære verktøysystemer reduserer den opprinnelige verktøyinvesteringen med 40-60 % gjennom delte basekomponenter og utskiftbare innsatser
- Familieverktøy muliggjør samtidig produksjon av flere delvarianter, optimaliserer maskinutnyttelsen og reduserer kostnadene per del
- Strategisk designplanlegging for modularitet krever forhåndsanalyse, men gir 3-5 ganger avkastning på investeringen over verktøyets levetid
- Riktig materialvalg og presisjonsfremstilling er avgjørende – H13 verktøystålbaser med P20-innsatser gir optimalt forhold mellom holdbarhet og kostnad
Forstå modulær verktøyarkitektur
Modulære verktøy omstrukturerer fundamentalt tradisjonell verktøyproduksjon ved å skille faste basekomponenter fra variable formelementer. Basestrukturen huser utstøtningssystemet, kjølekanaler og monteringsgrensesnitt, mens utskiftbare innsatser definerer delgeometrien. Denne arkitekturen gjør det mulig for produsenter å utnytte betydelige stordriftsfordeler på tvers av produktfamilier.
Det typiske modulære systemet består av tre primære nivåer: masterbasen (€15 000-45 000), standardiserte underplater (€3 000-8 000 hver) og presisjonsinnsatser (€500-2 500 per hulrom). Ved produksjon av 5-10 relaterte deler reduserer den delte baseinfrastrukturen individuelle verktøykostnader med 40-60 % sammenlignet med dedikerte verktøy.
Materialvalg spiller en avgjørende rolle for modulær suksess. H13 verktøystål (herdet til 48-52 HRC) gir det optimale grunnlaget for applikasjoner med høyt volum, og tilbyr eksepsjonell termisk sykkelmotstand og dimensjonsstabilitet. For produksjon med lavere volum gir P20-stål (28-32 HRC) tilstrekkelig ytelse til 30 % lavere kostnad. Innsatsmaterialer avhenger av delkompleksitet: enkle geometrier bruker P20, mens intrikate funksjoner som krever skarpe detaljer drar nytte av A2 verktøystål herdet til 58-62 HRC.
Designhensyn strekker seg utover materialvalg. Modulære systemer krever presise justeringsmekanismer – vanligvis oppnådd gjennom dyvelpinner med ±0,02 mm posisjoneringsnøyaktighet og mekaniske klemmer som er i stand til 150-200 bar klemmetrykk. Kjølesystemdesign blir mer komplekst, og krever hurtigkoblingsfittings og fleksible manifold-systemer for å imøtekomme ulike innsatskonfigurasjoner.
Designstrategier for familieverktøy
Familieverktøy konsoliderer flere delvariasjoner i ett enkelt verktøysystem, og maksimerer maskinutnyttelsen og minimerer oppsettkostnadene. Strategien fungerer spesielt godt for komponenter som deler lignende materialtykkelser, dimensjonale rammer og produksjonsvolumer.
Tre primære familieverktøykonfigurasjoner dominerer produksjonsapplikasjoner: stripeoppsett, sirkulær arrangement og modulære hulromsblokker. Stripeoppsett arrangerer deler lineært, ideelt for progressive operasjoner og deler med lignende geometrier. Sirkulære arrangementer optimaliserer materialutnyttelsen for runde eller kompakte komponenter, mens modulære hulromsblokker gir maksimal fleksibilitet for blandede delfamilier.
Kritiske designparametere inkluderer hulromsavstand, optimalisering av løpersystem og utstøtningssynkronisering. Minimum hulromsavstand varierer vanligvis fra 25-40 mm avhengig av delstørrelse og materialstrømningskrav. Løpersystemer må balansere materialavfall mot fyllingskvalitet – varme løpersystemer reduserer materialavfall med 15-25 %, men øker verktøykostnadene med €20 000-50 000.
Volumanalyse bestemmer optimale familiegrupperinger. Deler med produksjonsforhold innenfor 3:1 fungerer godt sammen, mens større forskjeller skaper ineffektivitet. For eksempel maksimerer gruppering av en del med et årlig volum på 100 000 enheter med en komponent på 25 000 enheter verktøyutnyttelsen, men sammenkobling med en spesialvare på 5 000 enheter skaper unødvendig kompleksitet.
| Familieverktøykonfigurasjon | Optimalt antall deler | Oppsettstid | Materialeffektivitet | Verktøykostnadsområde |
|---|---|---|---|---|
| Stripelayout | 2-4 deler | 15-25 minutter | 75-85% | €25,000-60,000 |
| Sirkulær arrangement | 4-8 deler | 20-35 minutter | 80-90% | €35,000-80,000 |
| Modulære hulromsblokker | 3-6 deler | 10-20 minutter | 70-80% | €40,000-100,000 |
Ensartet veggtykkelse blir spesielt utfordrende i familieverktøy på grunn av varierende delgeometrier og strømningsmønstre. Beregningsmessig væskedynamikkanalyse hjelper til med å optimalisere portplasseringer og løperdimensjonering for å sikre jevn fylling over alle hulrom.
Kostnadsanalyse og ROI-beregninger
Kvantifisering av reduksjon av verktøykostnader krever omfattende analyse som strekker seg utover den opprinnelige investeringen. Tradisjonell verktøyproduksjon for ett formål for en fem-delt familie koster vanligvis €150 000-300 000, mens tilsvarende modulære eller familieverktøysystemer varierer fra €80 000-180 000 – noe som representerer umiddelbare besparelser på 25-40 %.
Imidlertid oppstår reell verdi gjennom livssyklusanalyse. Modulære systemer muliggjør raske designiterasjoner gjennom innsatsmodifikasjoner som koster €1 500-5 000 kontra €25 000-50 000 for komplette verktøyrekonstruksjoner. Familieverktøy reduserer oppsettkostnadene per del fra €150-300 til €30-75, spesielt virkningsfullt for produksjonsløp med middels volum.
Reduksjon av ledetid gir merverdi. Standard verktøyproduksjon krever 12-16 uker for komplekse verktøy, mens modulære systemer med forhåndsbygde baser reduserer dette til 6-10 uker for ny innsatsutvikling. Familieverktøy eliminerer flere oppsett, og reduserer den totale produksjonstiden med 15-30 % for blandede delkjøringer.
Forbedringer i maskinutnyttelsen gir sammensatte kostnadsfordeler. Verktøyproduksjon for ett formål oppnår ofte 40-60 % utnyttelse på grunn av krav til omstilling og planleggingsbegrensninger. Familieverktøy kan presse utnyttelsen til 75-85 %, og effektivt øke produksjonskapasiteten uten investering i kapitalutstyr.
| Kostnadskategori | Tradisjonell verktøyproduksjon | Modulære matriser | Familieverktøy | Sparepotensial |
|---|---|---|---|---|
| Startinvestering | €200,000 | €120,000 | €100,000 | 40-50% |
| Designendringer | €35,000 | €8,000 | €15,000 | 57-77% |
| Oppsettskostnader/Kjøring | €250 | €180 | €75 | 28-70% |
| Leveringstid (uker) | 14-18 | 8-12 | 10-14 | 30-44% |
Materialvalg og holdbarhetshensyn
Valg av verktøymateriale påvirker både opprinnelige kostnader og langsiktig holdbarhet direkte. Den økte kompleksiteten til modulære og familiesystemer krever nøye materialtilpasning til applikasjonskrav og produksjonsvolumer.
For høyt volum trykkstøping applikasjoner som overstiger 500 000 sykluser, gir H13 verktøystål optimal ytelse. Dets 1,05 % krom- og 1,50 % molybdeninnhold gir utmerket termisk utmattingsmotstand og opprettholder hardheten opp til 600 °C. Overflatebehandlinger som nitridbelegg forlenger verktøyets levetid med 40-60 %, og legger til €3 000-8 000 til verktøykostnadene, men reduserer utskiftingsfrekvensen.
Applikasjoner med middels volum (100 000-500 000 sykluser) drar nytte av P20 ståls balanse mellom ytelse og kostnad. Forherdet til 28-32 HRC, eliminerer P20 risikoen for varmebehandlingsforvrengning samtidig som den gir tilstrekkelig slitestyrke. Dens overlegne bearbeidbarhet reduserer produksjonstiden med 20-25 % sammenlignet med H13.
Spesialiserte applikasjoner krever skreddersydde løsninger.Thixoforming operasjoner som opererer ved 580-620 °C krever premium verktøystål som H11 eller tilpassede legeringer med forbedret termisk ledningsevne. Mens de opprinnelige kostnadene øker med 40-60 %, rettferdiggjør forlenget verktøylevetid investeringen for produksjon med høyt volum.
Innsatsmaterialer følger forskjellige optimaliseringskriterier. Hyppige omstillingsapplikasjoner prioriterer bearbeidbarhet og kostnad over ultimat holdbarhet. 1018 stål eller aluminium 7075-T6 gir tilstrekkelig ytelse for prototype- og lavvolumproduksjonsinnsatser, og reduserer kostnadene med 60-70 % sammenlignet med verktøystålalternativer.
Kjølesystemmaterialer påvirker ytelsen betydelig. Kjøleledninger i kobberlegering gir 3 ganger bedre termisk ledningsevne enn stål, men koster 4 ganger mer. For applikasjoner med høy syklus rettferdiggjør den forbedrede varmeavledningen investeringen gjennom reduserte syklustider og forlenget verktøylevetid.
Produksjonspresisjon og kvalitetskontroll
Modulære og familieverktøysystemer krever forhøyede presisjonsstandarder for å sikre riktig passform og jevn delkvalitet. Dimensjonale toleranser strammes inn med 30-50 % sammenlignet med verktøy for ett formål, med kritiske grensesnitt som krever ±0,01 mm nøyaktighet.
Basekomponentproduksjon etablerer grunnlaget for systemsuksess. Monteringsflater krever overflatefinish på Ra 0,4 μm eller bedre for å forhindre mikrobevegelse under produksjon. Dyvelpinnhull opprettholder ±0,005 mm posisjonstoleranse, mens klemmeoverflater må forbli flate innenfor 0,02 mm over hele spennet.
Innsatsproduksjon balanserer presisjon med kostnadseffektivitet. Kritiske formingsoverflater opprettholder ±0,025 mm dimensjonstoleranse, mens ikke-kritiske funksjoner kan slappe av til ±0,05 mm. Overflatefinishkrav varierer etter applikasjon: Klasse A-overflater for synlige deler krever Ra 0,2 μm, mens funksjonelle overflater aksepterer Ra 0,8 μm.
Kvalitetskontrollprosedyrer utvides utover tradisjonell verktøyverifisering. Modulære systemer krever protokoll for monteringsverifisering som bekrefter riktig innsatsplassering, kjølekretsintegritet og synkronisering av utstøtningssystemet. Familieverktøy krever flytanalysevalidering som sikrer balansert fylling over alle hulrom.
For høypresisjonsresultater,Be om et gratis tilbud og få priser på 24 timer fra Microns Hub.
Måle- og inspeksjonsprotokoller tilpasses modulær kompleksitet. Koordinatmålemaskiner verifiserer basekomponentgeometri, mens optiske komparatorer sjekker innsatsprofiler. Monteringsverifisering bruker go/no-go-målere som bekrefter riktig passform og funksjon før produksjonsforsøk.
Integrasjon med moderne produksjon
Industri 4.0-teknologier forsterker fordelene med modulære og familieverktøy gjennom forbedret overvåking, prediktivt vedlikehold og automatiserte omstillingssystemer. Smarte verktøy inneholder sensorer som overvåker temperatur, trykk og syklustall, og gir sanntids tilbakemelding om ytelse.
Automatiserte omstillingssystemer reduserer oppsetttidene fra 30-60 minutter til 5-15 minutter gjennom robotisert innsatshåndtering og forhåndsbestemte posisjoneringssystemer. Mens automatiseringen legger til €50 000-150 000 til systemkostnadene, betaler den seg tilbake innen 18-24 måneder for produksjonsmiljøer med høy miks.
Digital tvillingteknologi muliggjør virtuell optimalisering av familieverktøykonfigurasjoner før fysisk produksjon. Simuleringsprogramvare forutsier fyllingsmønstre, identifiserer potensielle kvalitetsproblemer og optimaliserer løpersystemer, og reduserer fysiske prototypekostnader med 40-60 %.
Prediktive vedlikeholdsalgoritmer analyserer sensordata for å forutsi innsats slitasje og planlegge utskifting før kvalitetsforringelse oppstår. Denne proaktive tilnærmingen reduserer skraphastigheten med 15-25 % og eliminerer nedetid for nødreparasjoner.
Integrasjon med platebearbeidingstjenester skaper omfattende produksjonsløsninger som kombinerer flere prosesser i optimaliserte produksjonssekvenser. Denne helhetlige tilnærmingen reduserer håndteringskostnadene og forbedrer den generelle kvalitetskontrollen.
Implementeringsstrategi og planlegging
Vellykket implementering av modulære verktøy krever systematisk analyse av eksisterende produktporteføljer og fremtidige utviklingsplaner. Prosessen begynner med omfattende delfamilieanalyse som identifiserer muligheter for konsolidering og standardisering.
Delklassifisering undersøker dimensjonale rammer, materialkrav, produksjonsvolumer og kvalitetsspesifikasjoner. Komponenter som deler lignende egenskaper blir kandidater for familieverktøy, mens deler som krever hyppige designendringer drar nytte av modulære tilnærminger.
Investeringsanalyse sammenligner tradisjonelle verktøykostnader med modulære alternativer over 3-5 års horisonter. Analysen inkluderer opprinnelige verktøykostnader, modifikasjonsutgifter, oppsettidsbesparelser og forbedringer i maskinutnyttelsen. Tilbakebetalingsperioder varierer vanligvis fra 12-24 måneder avhengig av produksjonsvolumer og delkompleksitet.
Risikovurdering identifiserer potensielle utfordringer, inkludert økt designkompleksitet, leverandørkapasitetskrav og kvalitetskontrollkrav. Avbøtingsstrategier adresserer hver identifiserte risiko gjennom leverandørkvalifisering, forbedrede inspeksjonsprosedyrer og beredskapsplanlegging.
Når du jobber med Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer som er nødvendig for vellykket implementering av modulære verktøy.
Implementeringen fortsetter gjennom pilotprogrammer som validerer konsepter på representative delfamilier før fullskala distribusjon. Pilotresultater informerer om forbedring av designstandarder, produksjonsprosedyrer og kvalitetskontrollprotokoller. Suksessmålinger inkluderer kostnadsreduksjonsresultater, kvalitetsforbedringer og reduksjoner i ledetid.
Opplæringsprogrammer sikrer at produksjonsteam forstår modulær systemdrift, omstillingsprosedyrer og vedlikeholdskrav. Dokumentasjonsstandarder fanger opp lærdom og etablerer beste praksis for fremtidige applikasjoner.
Avansert designoptimalisering
Optimalisering av modulære og familieverktøy strekker seg utover grunnleggende konsolidering for å omfatte sofistikerte designstrategier som maksimerer effektiviteten og minimerer kostnadene. Avanserte teknikker inkluderer parametriske designsystemer, topologioptimalisering og multiobjektive optimaliseringsalgoritmer.
Parametrisk design muliggjør raske konfigurasjonsendringer gjennom variabeldrevet geometrimodifikasjon. Mastermaler inneholder designregler og begrensninger, og justerer automatisk kjølekanaler, utstøtningssystemer og strukturelle elementer etter hvert som innsatskonfigurasjonene endres. Denne tilnærmingen reduserer designtiden med 50-70 % for derivative produkter.
Topologioptimaliseringsalgoritmer bestemmer optimal materialfordeling i verktøystrukturer, og reduserer vekten med 20-30 % samtidig som den strukturelle integriteten opprettholdes. Vektredusjon oversettes til materialkostnadsbesparelser og forbedrede håndteringsegenskaper under oppsettsoperasjoner.
Multiobjektiv optimalisering balanserer konkurrerende krav, inkludert verktøykostnad, syklustid, delkvalitet og verktøylevetid. Genetiske algoritmer utforsker tusenvis av designvariasjoner som identifiserer Pareto-optimale løsninger som gir best total ytelse.
Kjølesystemoptimalisering bruker beregningsmessig væskedynamikk og varmeoverføringsanalyse som optimaliserer kanalruting, diameterdimensjonering og strømningsfordeling. Avanserte kjøledesign reduserer syklustidene med 10-20 % samtidig som delkvalitetskonsistensen forbedres gjennom bedre temperaturkontroll.
Integrasjon med våre produksjonstjenester gir omfattende løsninger som spenner over designoptimalisering, verktøyproduksjon og produksjonsimplementering. Denne integrerte tilnærmingen sikrer sømløs utførelse fra konsept til fullskala produksjon.
Ofte stilte spørsmål
Hvilket minimum produksjonsvolum rettferdiggjør investering i modulære verktøy?
Modulære verktøy blir kostnadseffektive for kombinerte familievolumer som overstiger 50 000 enheter årlig på tvers av 3-5 relaterte deler. Individuelle delvolumer så lave som 10 000 enheter kan rettferdiggjøre modulære tilnærminger når designendringer er hyppige eller fremtidig volumvekst forventes.
Hvordan påvirker modulære verktøy delkvaliteten sammenlignet med dedikerte verktøy?
Riktig utformede modulære systemer oppnår tilsvarende delkvalitet som dedikerte verktøy. Kritiske faktorer inkluderer presise innsats-til-base-grensesnitt (±0,01 mm), riktig kjølekretsintegrasjon og validerte monteringsprosedyrer. Noen applikasjoner kan se små forbedringer på grunn av optimaliserte kjøle- og utstøtningssystemer.
Hvilke vedlikeholdskrav er forskjellige mellom modulære og tradisjonelle verktøy?
Modulære systemer krever ekstra oppmerksomhet på grensesnittrenslighet, tetningsintegritet og justeringsverifisering. Vedlikeholdsintervaller kan forkortes med 10-20 % på grunn av økt kompleksitet, men vedlikeholdskostnadene på innsatsnivå reduseres betydelig sammenlignet med fullstendig verktøyservice.
Kan eksisterende verktøy konverteres til modulære systemer?
Konverteringsmuligheten avhenger av originalt verktøydesign og tilstand. Enkle geometrier med tilstrekkelig strukturelt materiale kan ofte imøtekomme konvertering, mens komplekse verktøy kan kreve fullstendig rekonstruksjon. Konverteringskostnadene varierer vanligvis fra 40-70 % av ny modulær verktøyinvestering.
Hvilke ledetidsfordeler gir familieverktøy?
Familieverktøy reduserer totale produksjonsledetider med 25-40 % gjennom eliminering av flere oppsett og omstillinger. Design- og produksjonsledetider kan øke med 2-4 uker på grunn av økt kompleksitet, men produksjonseffektivitetsgevinster mer enn kompenserer for lengre opprinnelig utvikling.
Hvordan sammenlignes materialkostnadene mellom modulære og tradisjonelle tilnærminger?
Opprinnelige materialkostnader for modulære systemer øker vanligvis med 15-25 % på grunn av presisjonsgrensesnitt og spesialiserte komponenter. Materialkostnadene for livssyklusen reduseres imidlertid gjennom utskifting på innsatsnivå kontra fullstendig verktøyrekonstruksjon, noe som resulterer i 30-50 % materialkostnadsbesparelser over 3-5 år.
Hvilke designbegrensninger gjelder for modulære verktøysystemer?
Modulære systemer fungerer best med deler som deler lignende materialstrømningskrav, utstøtningsmønstre og kjølebehov. Ekstreme sideforhold, komplekse underskjæringer eller sterkt varierende syklustider kan begrense konsolideringsmulighetene. Nøye delfamilieanalyse identifiserer optimale grupperinger samtidig som problematiske kombinasjoner unngås.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece