Pulverlakkering av metallplater: Ta hensyn til tykkelsesoppbygging i toleranser
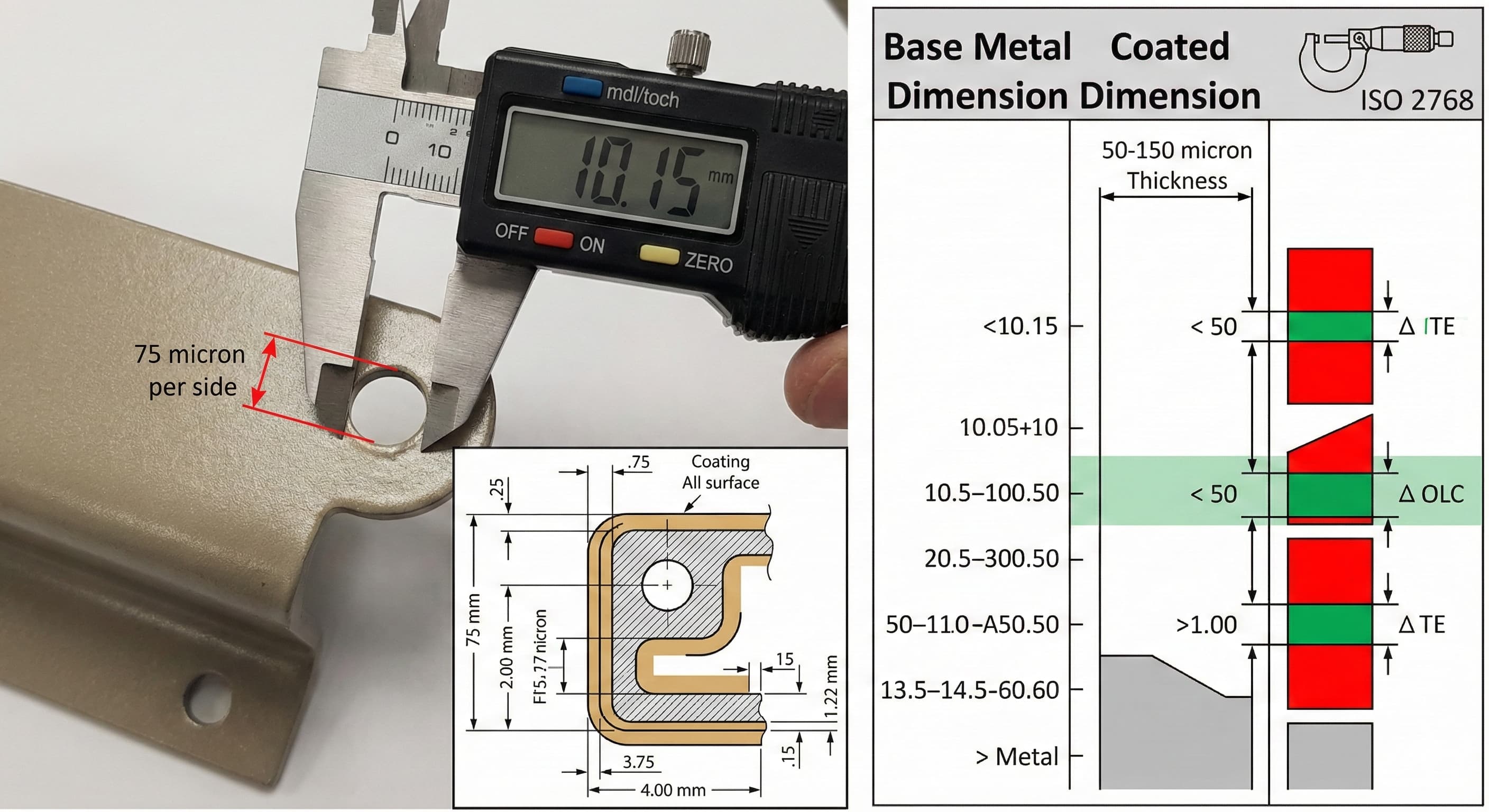
Pulverlakkeringstykkelse er en av de mest oversette variablene i presisjonsplatebearbeiding. En typisk pulverlakkering legger til 50-150 mikron på alle overflater, noe som fundamentalt endrer dimensjonsnøyaktigheten og krever nøye toleranseplanlegging fra designfasen til sluttkontrollen.
Viktige punkter:
- Standard pulverlakkeringstykkelse varierer fra 50-150 mikron, noe som direkte påvirker dimensjonstoleransene på alle lakkerte overflater
- Kritiske dimensjoner må ta hensyn til lakkoppbygging gjennom bevisst underdimensjonering av grunnmetallkomponenter
- ISO 2768 generelle toleranser blir utilstrekkelige for pulverlakkerte deler som krever presis passform og montering
- Dimensjonsplanlegging før lakkering kan forhindre kostbar omarbeiding og sikre riktig funksjonalitet
Forståelse av tykkelsesvariabler for pulverlakkering
Pulverlakkeringstykkelsen varierer betydelig basert på påføringsmetode, pulvertype og substratforberedelse. Elektrostatisk spraypåføring produserer vanligvis filmer mellom 60-120 mikron, mens fluidbedlakkering kan oppnå 150-500 mikron avhengig av deltemperatur og nedsenkingstid.
Forholdet mellom pulverpartikkelstørrelse og endelig tykkelse følger forutsigbare mønstre. Fine pulvere (10-30 mikron) skaper jevnere overflater, men krever flere strøk for tilstrekkelig tykkelse, mens grove pulvere (30-80 mikron) bygger tykkelse raskt, men kan kompromittere overflatekvaliteten på detaljerte funksjoner.
Substratgeometri påvirker beleggfordelingen betydelig. Innvendige hjørner og forsønkede områder får vanligvis 70-80 % av tykkelsen som finnes på flate overflater, mens utvendige kanter og skarpe hjørner ofte akkumulerer 120-150 % av nominell tykkelse på grunn av elektrisk feltkonsentrasjon under påføring.
Temperaturkontroll under herding påvirker den endelige tykkelsen gjennom flyt- og utjevningsegenskaper. Polyesterpulvere herder optimalt ved 180-200 °C, og gir jevn tykkelse med minimal appelsinhudtekstur. Epoksyformuleringer krever 160-180 °C, men gir overlegen kantdekning og penetrering i komplekse geometrier.
Dimensjonell innvirkning på vanlige metallplatefunksjoner
Hull og innvendige funksjoner opplever diameterreduksjon lik to ganger beleggtykkelsen. Et 10,0 mm hull med 75-mikron belegg blir 9,85 mm, noe som representerer en 1,5 % dimensjonsendring som kan forhindre riktig innsetting av festemidler eller komponentmontering.
Gjengede funksjoner gir spesielle utfordringer siden beleggoppbygging forekommer på både store og små diametre. M6 x 1,0 gjenger med 100-mikron belegg kan kreve justering av tappebordiameter fra 5,0 mm til 5,2 mm for å opprettholde riktig gjengeinngrep etter belegg.
Bøyde kanter og formede funksjoner akkumulerer beleggtykkelse på både innvendige og utvendige radier.Beregninger av minimum bøyeradius må vurdere beleggtykkelse for å forhindre sprekker under bøying eller beleggpåføring.
Spaltebredder reduseres med to ganger beleggtykkelsen, noe som påvirker glidepassninger og klaringer. En 12,0 mm spalte blir 11,85 mm med 75-mikron belegg, noe som potensielt binder komponenter designet for H7/g6-passninger.
Materialspesifikke belegghensyn
Ulike substratmaterialer viser varierende beleggadhesjon og tykkelsesuniformitetsegenskaper som direkte påvirker dimensjonsnøyaktigheten.
| Materialkvalitet | Typisk tykkelsesområde (μm) | Uniformitetsfaktor | Kantoppbygging | Kostnadspåvirkning |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Kaldvalset stål | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Rustfritt 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Galvanisert stål | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Aluminiumsubstrater gir generelt den mest forutsigbare beleggtykkelsen på grunn av utmerket elektrostatisk tiltrekning og jevn overflateforberedelse. Det naturlige oksidsjiktet forbedrer pulveradhesjonen samtidig som det opprettholder konsistent filmbygging over komplekse geometrier.
Kaldvalset stål krever fosfatkonverteringsbelegg for optimal adhesjon, og legger til 5-10 mikron til total tykkelse. Denne forbehandlingen forbedrer belegguniformiteten, men øker dimensjonsvariasjonen, spesielt rundt sveisede skjøter og varmepåvirkede soner.
Rustfrie stålsubstrater gir unike utfordringer på grunn av deres passive oksidsjikt. Mekanisk slitasje eller kjemisk etsing blir nødvendig for tilstrekkelig adhesjon, noe som potensielt påvirker grunnmaterialdimensjonene før beleggpåføring.
Toleransedesignstrategier
Effektiv toleransedesign for pulverlakkerte deler krever systematisk dimensjonskompensasjon basert på beleggtykkelsesprediksjoner og geometrisk kompleksitet.
Kritiske dimensjoner bør spesifisere beleggfrie soner gjennom maskering eller maskinering etter belegg. Maskering legger til €0,50-1,20 per funksjon, men sikrer dimensjonsnøyaktighet for lagerflater, gjengede hull og presisjonsfester.
Bilaterale toleranser gir optimal fleksibilitet for lakkerte dimensjoner. I stedet for å spesifisere 25,0 ±0,1 mm, bruk 24,925 +0,175/-0,025 mm for å ta hensyn til forventet beleggtykkelse samtidig som du opprettholder funksjonelle krav.
For resultater med høy presisjon, Få et tilbud på 24 timer fra Microns Hub.
Funksjonell dimensjonering skiller kritiske fra ikke-kritiske funksjoner. Lagerdiametre, parringsflater og monteringsreferanser krever stram kontroll, mens estetiske overflater kan romme standard beleggvariasjoner uten funksjonell innvirkning.
Statistisk toleranseanalyse blir avgjørende for samlinger som inneholder flere lakkerte komponenter. Monte Carlo-simulering hjelper til med å forutsi suksessrater for montering og identifisere kritiske toleransebidragsytere før produksjonen starter.
Kvalitetskontroll og inspeksjonsmetoder
Beleggtykkelsesmåling krever ikke-destruktive teknikker som er egnet for produksjonsmiljøer. Magnetiske og virvelstrømmålere gir ±2-5 % nøyaktighet for de fleste bruksområder, mens ultralydmetoder oppnår ±1-2 % presisjon på komplekse geometrier.
Destruktiv testing gjennom tverrsnittsanalyse gir definitiv tykkelsesmåling og vurdering av beleggkvalitet. Denne metoden identifiserer delaminering, porøsitet og adhesjonsproblemer som påvirker langsiktig dimensjonsstabilitet.
Prosessovervåking under pulverpåføring bidrar til å opprettholde tykkelseskonsistens. Elektrostatisk spenning, pulverstrømningshastighet og jordingsdel påvirker alle den endelige tykkelsen og bør registreres for hvert produksjonsparti.
Dimensjonsinspeksjon etter herding må ta hensyn til beleggkrymping under polymerisering. Termoherdende pulvere krymper vanligvis 2-5 % under herding, noe som påvirker de endelige dimensjonene og potensielt skaper indre spenninger i tynnveggede komponenter.
| Inspeksjonsmetode | Nøyaktighet | Kostnad per test | Tid påkrevd | Beste bruksområde |
|---|---|---|---|---|
| Magnetisk avtrekk | ±5% | €0.20 | 10 sekunder | Jernholdige substrater |
| Virvelstrøm | ±3% | €0.35 | 15 sekunder | Ikke-jernholdige metaller |
| Ultralyd | ±2% | €0.50 | 30 sekunder | Komplekse geometrier |
| Tverrsnitt | ±1% | €15.00 | 45 minutter | Kvalitetsvalidering |
| Beta-tilbake spredning | ±2% | €0.80 | 60 sekunder | Automatiserte systemer |
Prosessintegrering med produksjonsarbeidsflyt
Vellykket pulverlakkeringsintegrering krever koordinering mellom design, fabrikasjon og etterbehandlingsoperasjoner. Våre produksjonstjenester omfatter denne komplette arbeidsflyten for å sikre dimensjonsnøyaktighet gjennom hele produksjonssekvensen.
Fabrikasjon før belegg må ta hensyn til beleggtykkelse i alle maskinerte funksjoner. CNC-programmering krever offsetjusteringer som vanligvis varierer fra 0,050-0,150 mm avhengig av forventet beleggtykkelse og funksjonskritikalitet.
Oppspenningsdesign påvirker beleggfordelingen og de endelige dimensjonene. Kontaktpunkter skaper beleggskygger, mens overdreven klemkraft kan deformere tynne seksjoner under herdesyklusen. Fjærbelastede fester opprettholder delposisjonering samtidig som de rommer termisk ekspansjon.
Sveiseskjøtforberedelse blir kritisk siden beleggtykkelsesvariasjoner rundt varmepåvirkede soner kan skape spenningskonsentrasjoner og dimensjonsinkonsistenser. Etter-sveising sliping til jevn overflateprofil sikrer konsistent beleggpåføring.
Ligner på sprøytestøpingstjenester som krever presis temperatur- og trykkontroll, krever pulverlakkering nøye parameterstyring for å oppnå konsistente resultater over produksjonsløp.
Kostnadsoptimalisering gjennom design
Beleggoptimalisert design reduserer både materialkostnader og dimensjonsvariasjon samtidig som funksjonelle krav opprettholdes. Enkle geometriske funksjoner lakkeres mer jevnt enn komplekse former, noe som reduserer tykkelsesvariasjonen og forbedrer forutsigbarheten.
Delkonsolidering gjennom sveising eller mekanisk montering før belegg eliminerer flere beleggoperasjoner og reduserer dimensjonsstabling. Konstruksjon i ett stykke koster vanligvis 15-25 % mindre enn å lakkere individuelle komponenter separat.
Overflateforberedelseskrav varierer betydelig basert på substrattilstand og beleggspesifikasjon. Fjerning av valsebelegg legger til €1,50-3,00 per kvadratmeter, men sikrer konsistent beleggadhesjon og tykkelse. Kjemisk rengjøring koster €0,80-1,20 per kvadratmeter og passer for de fleste kommersielle bruksområder.
Gjenvinningspulversystemer kan redusere materialkostnadene med 20-40 % samtidig som beleggkvaliteten opprettholdes. Tykkelseskontroll blir imidlertid mer utfordrende på grunn av partikkelstørrelsesendringer under gjenvinningsprosessen, noe som krever hyppigere kalibrering og overvåking.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer som kreves for konsistente pulverlakkeringsresultater.
Avanserte beleggteknologier og tykkelseskontroll
Elektrostatiske skiver og roterende klokkeapplikatorer gir overlegen tykkelsesuniformitet sammenlignet med konvensjonelle sprøytepistoler. Disse systemene oppnår ±5-8 % tykkelsesvariasjon over flate overflater og ±10-15 % på komplekse geometrier, noe som forbedrer dimensjonsforutsigbarheten.
Pulse charging-teknologi gir presis kontroll over pulveravsetningshastigheter og endelig tykkelse. Kort pulsvarighet (0,1-0,5 sekunder) bygger tynne filmer gradvis, mens lengre pulser (1-3 sekunder) oppnår maksimal tykkelse effektivt.
Infrarøde herdesystemer gir forbedret temperaturkontroll sammenlignet med konveksjonsovner, reduserer beleggflyt og oppnår mer konsistente endelige dimensjoner. Nær-infrarøde bølgelengder (0,7-1,4 μm) trenger effektivt inn i pulverfilmer samtidig som de minimerer substratoppvarming.
Plasmaforbehandling forbedrer beleggadhesjonen på vanskelige substrater samtidig som dimensjonsnøyaktigheten opprettholdes. Lavtrykksplasmarengjøring fjerner overflateforurensninger uten mekanisk slitasje, og bevarer grunnmaterialdimensjonene før belegg.
Bransjespesifikke applikasjoner og krav
Bilkomponenter krever beleggtykkelsesuniformitet innenfor ±10 mikron for riktig passform og finish. Dørhåndtak, listverk og strukturelle komponenter må opprettholde dimensjonsnøyaktighet samtidig som de gir korrosjonsbeskyttelse i 10+ års levetid.
Luftfartsapplikasjoner krever statistisk prosesskontroll med Cpk-verdier som overstiger 1,33 for alle dimensjonsegenskaper. Beleggtykkelsesdokumentasjon blir en del av den permanente journalen, og krever sporbarhet til individuelle pulverpartier og herdesykluser.
Medisinsk utstyr spesifiserer ofte biokompatible pulverformuleringer med kontrollert tykkelse for FDA-overholdelse. Kirurgiske instrumenter krever beleggtykkelse under 50 mikron for å opprettholde skarphet og taktil tilbakemelding.
Elektronikakabinetter trenger presis tykkelseskontroll rundt kjølevifter og kontaktåpninger. Overdreven beleggoppbygging kan begrense luftstrømmen eller forhindre riktig parring, mens utilstrekkelig dekning kompromitterer EMI-skjermingseffektiviteten.
Feilsøking av vanlige tykkelsesproblemer
Appelsinhudtekstur indikerer overdreven beleggtykkelse eller feil herdeforhold. Å redusere pulverstrømningshastigheten med 10-20 % eller øke herdetemperaturen med 10-15 °C løser vanligvis overflatekvalitetsproblemer samtidig som tilstrekkelig beskyttelse opprettholdes.
Tynne flekker rundt kanter og hjørner skyldes overdreven deljording eller utilstrekkelig pulverlading. Justering av elektrostatisk spenning fra 60-90 kV forbedrer ofte dekningsuniformiteten uten å påvirke den totale tykkelsen nevneverdig.
Beleggrenner og sig oppstår når filmtykkelsen overskrider kritiske grenser før gelering. De fleste pulverformuleringer begynner å flyte ved 80-120 mikron, noe som krever temperaturrampekontroll for å forhindre defekter på vertikale overflater.
Delaminering mellom belegg og substrat indikerer forurensning eller utilstrekkelig overflateforberedelse. Løsemiddelrengjøring etterfulgt av mekanisk slitasje gjenoppretter vanligvis riktig adhesjon og beleggintegritet.
Ofte stilte spørsmål
Hvor mye bør jeg redusere hulldiametrene for å ta hensyn til pulverlakkeringstykkelsen?
Reduser hulldiametrene med to ganger den forventede beleggtykkelsen. For 75-mikron belegg, øk borstørrelsen med 0,15 mm. Et 10,0 mm ferdig hull krever en 10,15 mm boret diameter før belegg for å oppnå riktige endelige dimensjoner.
Kan pulverlakkeringstykkelsen kontrolleres til ±10 mikron konsekvent?
Ja, med riktig utstyrskalibrering og prosesskontroll. Elektrostatiske skiveapplikatorer kombinert med automatisert pulverstrømningskontroll kan opprettholde ±10-15 mikron konsistens på flate overflater, selv om komplekse geometrier kan vise ±20-25 mikron variasjon.
Bør gjengede hull tappes før eller etter pulverlakkering?
Gjengeskjæring bør skje etter belegg for kritiske bruksområder. Masker gjenger under belegg eller bruk spesialiserte lavtemperaturherdende formuleringer som ikke skader tappeskjæreverktøy. Gjenging før belegg krever overdimensjonerte tappebor og risikerer gjengeskade under beleggfjerning.
Hvilken toleransekvalitet bør jeg spesifisere for pulverlakkerte metallplater?
Bruk IT12 eller IT13 toleransekvaliteter for ikke-kritiske dimensjoner på lakkerte deler, og stram til IT9 eller IT10 for funksjonelle overflater med maskinering etter belegg. Standard ISO 2768-m generelle toleranser blir utilstrekkelige for presisjonsmonteringer som involverer pulverlakkerte komponenter.
Hvordan påvirker beleggtykkelsen delvekt og balanse?
Belegg legger til omtrent 0,1-0,4 g per kvadratmeter per mikron tykkelse. En 1000 cm² del med 100-mikron belegg får 1-4 gram, noe som potensielt påvirker dynamisk balanse i roterende komponenter eller presisjonsmekanismer.
Kan jeg spesifisere forskjellige beleggtykkelser på samme del?
Selektiv maskering tillater tykkelsesvariasjon, men øker kostnadene med €2-5 per maskert funksjon. Alternativt kan du spesifisere maskinering etter belegg for kritiske dimensjoner mens du aksepterer standard tykkelse på ikke-funksjonelle overflater.
Hva skjer med beleggtykkelsen ved sveisesømmer og varmepåvirkede soner?
Sveiseområder får vanligvis 80-120 % av nominell tykkelse på grunn av overflateruhet og geometriske effekter. Varmepåvirkede soner kan vise redusert adhesjon, noe som krever mekanisk overflateforberedelse før belegg for konsistente resultater.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece