Panelavstivere: Legge til ribber og flenser for å forhindre "oljekasse"
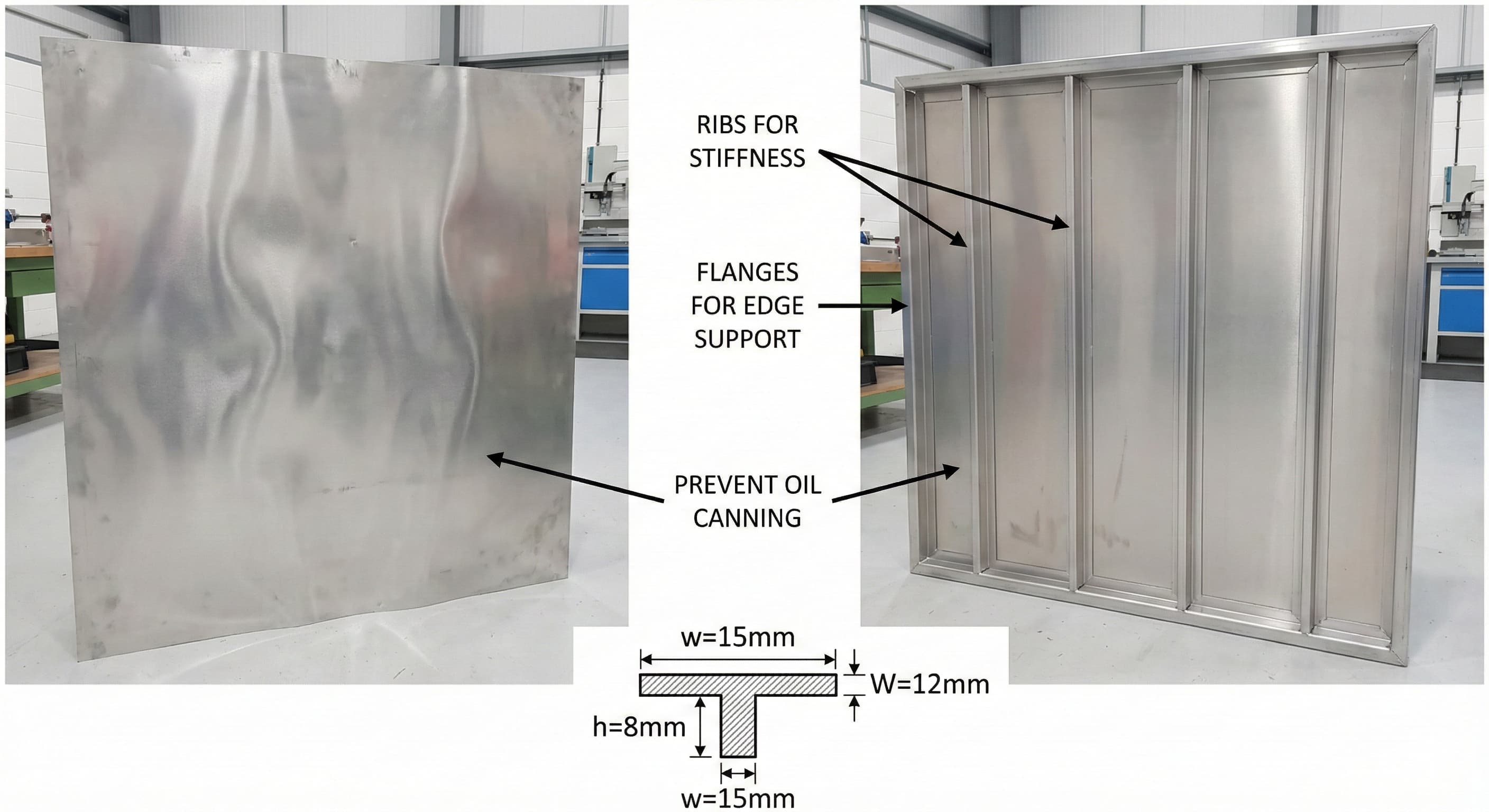
Oljekasse – den uønskede bøyedeformasjonen av tynne metallpaneler under belastning – representerer en av de mest vedvarende utfordringene innen platebearbeiding. Denne strukturelle ustabiliteten manifesterer seg som synlig bølging eller buling som kompromitterer både estetisk appell og funksjonell integritet til produserte komponenter.
Ingeniører hos Microns Hub støter på problemer med oljekasse i forskjellige bruksområder, fra arkitektoniske paneler til elektroniske kabinetter, der materialtykkelsesbegrensninger er i konflikt med stivhetskrav. Fenomenet oppstår når paneldimensjonene overskrider materialets naturlige stivhetsterskel, vanligvis når forholdet mellom tykkelse og spennvidde faller under kritiske verdier.
- Strategisk ribbeplassering kan øke panelstivheten med 300-400 % samtidig som det tilfører minimal materialkostnad
- Flensgeometrioptimalisering reduserer mottakeligheten for oljekasse ved å fordele belastninger over forsterkede omkretser
- Materialvalg mellom aluminiumskvaliteter (6061-T6 vs 7075-T6) påvirker stivhetskravene og produksjonskostnadene betydelig
- Riktig avstiverdesign eliminerer problemer med vridning etter produksjon som plager tynnplatefabrikasjoner
Forstå oljekasse: Ingeniørfysikken
Oljekasse oppstår når påførte krefter overskrider den lokale knekkningsstyrken til tynne paneler, og skaper elastiske deformasjoner som blir visuelt tydelige under normale visningsforhold. Den kritiske knekkningsspenningen for rektangulære paneler følger forholdet:
σ_cr = k × π² × E × (t/b)²
Der k representerer knekkningskoeffisienten avhengig av grensebetingelser, E er elastisitetsmodulen, t er paneltykkelse og b er den ikke-støttede breddedimensjonen. For aluminium 6061-T6 med E = 68,9 GPa, viser paneler som overskrider bredde-til-tykkelse-forhold på 150:1 vanligvis tendenser til oljekasse.
Den visuelle terskelen for deteksjon av oljekasse varierer fra 0,2-0,5 mm nedbøyningsamplitude, avhengig av overflatefinish og synsvinkel. Anodiserte overflater forsterker utseendet til små deformasjoner på grunn av lysrefleksjonsmønstre, mens børstede finisher gir bedre kamuflasje for mindre uregelmessigheter.
Materialegenskaper påvirker direkte mottakeligheten for oljekasse. Aluminiumlegeringer viser varierende motstandsnivåer basert på tempereringstilstand og sammensetning:
| Legeringsgrad | Flytegrense (MPa) | Elastisitetsmodul (GPa) | Motstand mot oljebulking | Kostnadsfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Bra | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Utmerket | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Grei | 0.9x |
| Stål 304 SS | 290 | 200 | Utmerket | 1.8x |
Ribbedesign Fundamentals: Geometri og plasseringsstrategi
Effektiv ribbedesign krever forståelse av forholdet mellom tverrsnittegenskaper og bøyemotstand. Arealmomentet øker proporsjonalt med høyden i tredje potens, noe som gjør høye, smale ribber mer effektive enn brede, grunne for tilsvarende materialbruk.
Optimal ribbeavstand følger tredjedelsregelen for rektangulære paneler, med primære ribber plassert ved 33 % og 67 % av hoveddimensjonen. Denne konfigurasjonen minimerer maksimal nedbøyning samtidig som den opprettholder produksjonseffektiviteten. Sekundære ribber, når det er nødvendig, bør opprettholde avstandsforhold mellom 1:2 og 1:3 i forhold til primære ribber.
Ribbehøydeberegninger avhenger av panellastforhold og stivhetskrav. For jevnt belastede paneler er den minimale effektive ribbehøyden lik:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Der L representerer det ikke-støttede spennet og δ_max definerer den akseptable nedbøyningsgrensen. Praktiske ribbehøyder varierer vanligvis fra 3-15 mm for plateapplikasjoner, med 5-8 mm som gir optimale stivhet-til-vekt-forhold.
Produksjonshensyn påvirker ribbedesignparametrene betydelig. Presisjons CNC-maskineringstjenester muliggjør komplekse ribbeprofiler med stramme toleranser, mens bremseforming begrenser ribbekompleksiteten til enkle geometriske former. Valget mellom maskinerte og formede ribber påvirker både kostnads- og ytelsesegenskapene.
Ribbeprofiloptimalisering
Tverrsnittsribbeprofiler påvirker stivhetseffektiviteten og produksjonskompleksiteten dramatisk. Vanlige profiler inkluderer rektangulære, trekantede og T-formede konfigurasjoner, som hver tilbyr distinkte fordeler:
Rektangulære ribber gir maksimal materialutnyttelse og enkel produksjon, men konsentrerer spenning i skarpe hjørner. Filetradier på 0,5-1,0 mm eliminerer spenningskonsentrasjoner samtidig som de opprettholder formbarhet i tynne materialer.
Trekantede ribber tilbyr utmerkede stivhet-til-vekt-forhold og naturlig spenningsfordeling, men krever spesialisert verktøy for konsistent forming. Den inkluderte vinkelen varierer vanligvis fra 60-90 grader for optimale styrkeegenskaper.
T-formede ribber maksimerer det andre arealmomentet, men nødvendiggjør komplekse formingssekvenser eller maskineringsoperasjoner. Disse profilene passer for bruksområder med høy belastning der optimalisering av materialbruk rettferdiggjør økt produksjonskompleksitet.
Flensingeniørfag: Perimeterforsterkningsstrategier
Flensdesign representerer den primære metoden for å forhindre kantinitiert oljekasse samtidig som det gir monteringsgrensesnitt og strukturell kontinuitet. Effektiv flensgeometri må balansere stivhetsforbedring med produksjonsbegrensninger og monteringskrav.
Minimum flensbredde følger forholdet: W_flens ≥ 3 × t_material + bøyeradius, som sikrer tilstrekkelig materiale for pålitelig forming uten sprekker. For 2,0 mm aluminium 6061-T6 gir minimum flensbredder på 8-10 mm tilstrekkelig stivhetsforbedring samtidig som formbarhetsgrensene opprettholdes.
Flensstivhetsbidraget avhenger av den effektive seksjonsmodulen til den bøyde konfigurasjonen. En 90-graders flens øker den lokale stivheten med omtrent 8-12 ganger sammenlignet med det flate panelekvivalenten, noe som gjør flenser til svært effektive stivhetselementer.
Overgangen mellom panel og flens krever nøye radiusvalg for å forhindre spenningskonsentrasjon samtidig som maksimal stivhetsoverføring opprettholdes. Hjørneavlastningsdesign blir kritisk ved flenskryss, der materialstrømningsbegrensninger kan forårsake sprekker eller ufullstendig forming.
| Flenskonfigurasjon | Stivhetsmultiplikator | Formingskompleksitet | Materialutnyttelse | Kostnadspåvirkning |
|---|---|---|---|---|
| Enkel 90° bøy | 8-10x | Lav | 95% | +15% |
| Falset kant | 12-15x | Høy | 85% | +35% |
| Returflens | 6-8x | Middels | 90% | +25% |
| Sammensatt bøy | 15-20x | Veldig høy | 80% | +50% |
Flens-til-panel-integrasjon
Overgangssonen mellom panel og flens representerer et kritisk designelement som bestemmer den totale stivhetseffektiviteten. Skarpe overganger skaper spenningskonsentrasjoner som kan initiere utmattingsfeil, mens altfor gradvise overganger reduserer stivhetsfordelene.
Optimale bøyeradier for aluminiumlegeringer varierer fra 1,0-2,0 ganger materialtykkelsen, noe som gir tilstrekkelig materialstrøm samtidig som det opprettholdes stram hjørnedefinisjon. Større radier forbedrer formbarheten, men reduserer stivhetsoverføringseffektiviteten, noe som krever nøye balanse basert på brukskrav.
Flerstegs flensforming muliggjør komplekse profiler som maksimerer stivheten samtidig som de imøtekommer produksjonsbegrensninger. Progressive matrissekvenser kan skape sammensatte flenser med variable høyder og integrerte monteringsfunksjoner, selv om verktøykostnadene øker proporsjonalt med kompleksiteten.
Materialvalgs innvirkning på avstivers ytelse
Materialegenskaper bestemmer fundamentalt avstivereffektiviteten og produksjonskravene. Elastisitetsmodul, flytegrense og formbarhetsegenskaper påvirker designparametrene og kostnadsoptimaliseringsstrategiene direkte.
Aluminiumlegeringer dominerer plateapplikasjoner på grunn av utmerkede styrke-til-vekt-forhold og korrosjonsbestandighet. Imidlertid viser forskjellige legeringssammensetninger varierende responser på avstiverintegrasjon:
6061-T6 aluminium gir optimal balanse mellom formbarhet og styrke for de fleste stivhetsapplikasjoner. Materialet aksepterer lett komplekse bøyesekvenser samtidig som det opprettholder forutsigbare fjær-tilbake-egenskaper. Arbeidsherding under formingsoperasjoner kan øke den lokale flytegrensen med 10-15 % i høybelastningsområder.
7075-T6 aluminium tilbyr overlegne styrkeegenskaper, men gir formingsutfordringer på grunn av redusert duktilitet. Avstiverdesign må imøtekomme høyere formingskrefter og potensielle sprekker ved skarpe overganger. Materialet utmerker seg i bruksområder der maksimale styrke-til-vekt-forhold rettferdiggjør økt produksjonskompleksitet.
5052-H32 aluminium viser utmerket formbarhet, men lavere styrkeegenskaper krever økte avstiverdimensjoner for tilsvarende ytelse. Denne legeringen passer for bruksområder som prioriterer kompleks geometri fremfor ultimate styrkekrav.
Korrosjonshensyn for avstivede paneler
Avstiverintegrasjon skaper geometriske funksjoner som kan fange opp fuktighet og akselerere korrosjonsprosesser, spesielt i utendørs applikasjoner. Designstrategier må adressere både materialvalg og beskyttende beleggkrav.
Galvaniserte stålalternativer gir forbedret korrosjonsbestandighet, men krever forskjellige formingsparametere og avstiverdesignmetoder på grunn av beleggtykkelse og sprøhethensyn.
Dreneringsbestemmelser blir kritiske i ribbede paneldesign, der horisontale overflater kan samle fuktighet. Inkluder dreneringshull med minimum 3 mm diameter ved lave punkter, plassert for å forhindre strukturelle kompromisser samtidig som effektiv vannevakuering sikres.
Integrasjon av produksjonsprosess
Avstiverproduksjonsmetoder påvirker designgjennomførbarhet, kostnadsstrukturer og kvalitetsresultater betydelig. Valget mellom forming, maskinering og hybridmetoder avhenger av produksjonsvolumer, toleransekrav og geometrisk kompleksitet.
Pressebremseforming representerer den mest kostnadseffektive tilnærmingen for enkle ribbe- og flensgeometrier. Standardverktøy imøtekommer bøyeradier fra 0,5-6,0 mm med repeterbarhet innenfor ±0,1 mm. Komplekse flerbøyesekvenser krever nøye verktøyplanlegging for å unngå interferensproblemer og opprettholde dimensjonsnøyaktighet.
Progressiv matriseforming muliggjør høyvolumsproduksjon med integrerte hulltaking, forming og trimming. Initielle verktøyinvesteringer på €15 000-50 000 krever produksjonsvolumer som overstiger 10 000 stykker for økonomisk begrunnelse, men stykkostnadene kan falle til €0,50-2,00 avhengig av kompleksitet.
CNC-maskinering gir ultimate fleksibilitet for prototypeutvikling og lavvolumsproduksjon. Komplekse ribbeprofiler med varierende høyder og integrerte monteringsfunksjoner er lett oppnåelige, selv om materialavfall og syklustider begrenser økonomisk levedyktighet til spesialapplikasjoner.
| Produksjonsmetode | Oppstartskostnad (€) | Enhetskostnadsområde (€) | Leveringstid | Designfleksibilitet | Volumterskel |
|---|---|---|---|---|---|
| Kantpressforming | 200-500 | 2.50-8.00 | 3-5 dager | Middels | 50-1000 stykker |
| Progressivt verktøy | 15,000-50,000 | 0.50-2.00 | 6-8 uker | Høy | 10,000+ stykker |
| CNC-maskinering | 100-300 | 8.00-25.00 | 1-2 dager | Veldig høy | 1-500 stykker |
| Hydroforming | 5,000-15,000 | 3.00-7.00 | 4-6 uker | Høy | 1,000+ stykker |
Kvalitetskontroll og dimensjonsverifisering
Avstivet panelinspeksjon krever spesialiserte måleteknikker for å verifisere både geometrisk nøyaktighet og strukturell ytelse. Koordinatmålemaskiner (CMM) gir presis dimensjonsverifisering, men kan kreve tilpasset feste for komplekse geometrier.
Flathetsmåling blir kritisk for paneler med integrerte avstivere, der lokale deformasjoner kan forplante seg over ikke-avstivede områder. Laserskanningssystemer muliggjør rask overflateprofilering med oppløsning ned til 0,01 mm, og identifiserer potensielle oljekasseproblemer før endelig montering.
Lasttesting validerer avstiverytelsen under driftsforhold. Enkeltstøttet bjelketesting med fordelte belastninger simulerer faktiske bruksforhold samtidig som den gir kvantitative nedbøyningsmålinger for designverifisering.
For høypresisjonsresultater, Få et tilbud på 24 timer fra Microns Hub.
Kostnadsoptimaliseringsstrategier
Avstiverkostnadsoptimalisering krever balansering av materialbruk, produksjonskompleksitet og ytelseskrav. Totalkostnaden inkluderer råvarer, prosesseringsoperasjoner, verktøyamortisering og kvalitetsverifiseringsaktiviteter.
Materialutnyttelseseffektivitet påvirker prosjektøkonomien betydelig. Nestede layouter for laserskjæring kan oppnå 85-95 % materialutnyttelse, mens komplekse matriseformingsoperasjoner kan kaste bort 15-20 % på grunn av skjelettkrav og trimoperasjoner.
Avstiverstandardisering reduserer verktøykostnadene og forbedrer produksjonseffektiviteten. Utvikling av familier av ribbeprofiler og flenskonfigurasjoner muliggjør gjenbruk av verktøy på tvers av flere prosjekter samtidig som designfleksibiliteten for spesifikke applikasjoner opprettholdes.
Volumkonsolideringsstrategier kan redusere enhetskostnadene ved å kombinere flere delenumre i enkeltproduksjonskjøringer. Imidlertid må lagerføringskostnader og kundeleveringskrav balanseres mot produksjonsstordriftsfordeler.
Design for produksjonsprinsipper
DFM-prinsipper for avstivede paneler fokuserer på å redusere produksjonskompleksiteten samtidig som den strukturelle ytelsen opprettholdes. Viktige hensyn inkluderer bøyesekvensoptimalisering, verktøytilgjengelighet og minimering av sekundære operasjoner.
Bøyesekvensplanlegging forhindrer verktøyinterferens og opprettholder dimensjonsnøyaktighet gjennom hele formingsprosessen. Komplekse deler kan kreve flere oppsett med mellomliggende glødeoperasjoner for å forhindre arbeidsherding og sprekker.
Funksjonskonsolidering eliminerer sekundære operasjoner ved å integrere monteringshull, spor og andre funksjoner i primære formingsoperasjoner. Denne tilnærmingen reduserer håndteringskostnadene og forbedrer dimensjonsforholdene mellom kritiske funksjoner.
Avanserte avstivingsteknikker
Utover tradisjonelle ribber og flenser, adresserer avanserte avstivingsteknikker spesialiserte krav for vektkritiske applikasjoner, ekstreme belastningsforhold og estetiske begrensninger.
Perleavstiving skaper lineære forsterkningselementer gjennom kontrollert deformasjon uten materialtilsetning. Perleprofiler måler vanligvis 2-5 mm i høyden med gradvise overganger for å minimere spenningskonsentrasjoner. Denne teknikken passer for applikasjoner der utstikkende ribber forstyrrer monterings- eller estetiske krav.
Myntavstiving innebærer lokalisert materialforskyvning for å skape grunne forsterkningsmønstre. Prosessen krever høyere formingskrefter, men produserer praktisk talt usynlige avstivingselementer som er ideelle for utseendekritiske applikasjoner. Myntdybder på 0,3-0,8 mm gir målbar stivhetsforbedring samtidig som overflatekontinuiteten opprettholdes.
Sandwichkonstruksjon med honeycomb-kjerne representerer den ultimate avstivingsmetoden for vektkritiske applikasjoner. Aluminium honeycomb-kjerner gir eksepsjonelle stivhet-til-vekt-forhold, men krever spesialiserte bindingsprosesser og miljømessige tetningshensyn.
Integrerte designtilnærminger
Moderne avstivingsstrategier integrerer flere forsterkningsteknikker for å optimalisere ytelsen samtidig som produksjonskompleksiteten minimeres. Hybridtilnærminger kombinerer ribber, flenser og formede funksjoner i koordinerte design som maksimerer strukturell effektivitet.
FEA-optimalisering muliggjør ytelsesbasert avstiverplassering som minimerer materialbruk samtidig som den oppfyller nedbøyningskriterier. Topologioptimaliseringsalgoritmer kan identifisere optimale forsterkningssteder som kanskje ikke er intuitive gjennom tradisjonelle designtilnærminger.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, fra innledende designkonsultasjon til endelig kvalitetsverifisering.
Additive produksjonsteknikker muliggjør komplekse interne avstivingsgeometrier som er umulige gjennom konvensjonelle formingsmetoder. 3D-printede avstivingselementer kan integreres med tradisjonelle platekomponenter for å skape hybridstrukturer med optimaliserte ytelsesegenskaper.
Ytelsesvalidering og testing
Avstivet panelytelsesvalidering krever omfattende testprotokoller som verifiserer både umiddelbar strukturell ytelse og langsiktige holdbarhetsegenskaper. Testmetodologier må simulere faktiske driftsforhold samtidig som de gir kvantitative data for designoptimalisering.
Statisk lasttesting gir grunnlinjestivhetsmålinger under kontrollerte forhold. Trepunkts- og firepunktsbøyningstester kvantifiserer last-nedbøyningsforhold samtidig som de identifiserer feilmoduser og ultimate kapasitetsgrenser. Testarmaturer må imøtekomme forskjellige panelgeometrier samtidig som konsistente grensebetingelser opprettholdes.
Dynamisk testing evaluerer avstivet panelrespons på vibrasjons- og slagbelastning. Modalanalyse identifiserer naturlige frekvenser og modusformer som kan føre til resonansproblemer i driftsmiljøer. Slagtesting validerer skademotstand og energiabsorpsjonsegenskaper for transport- og håndteringsscenarier.
Utmattelsestesting blir kritisk for avstivede paneler som er utsatt for sykliske belastningsforhold. S-N-kurveutvikling for spesifikke avstiverkonfigurasjoner muliggjør levetidsforutsigelse og optimalisering av vedlikeholdsplanlegging. Testparametere må reflektere faktiske lastspektre og miljøforhold som forventes i drift.
Gjennom våre produksjonstjenester sikrer vi at hvert avstivet panel oppfyller eller overgår spesifiserte ytelseskriterier gjennom strenge test- og kvalitetssikringsprotokoller.
Ofte stilte spørsmål
Hvilket tykkelse-til-spennvidde-forhold krever vanligvis avstiving for å forhindre oljekasse?
Paneler med tykkelse-til-spennvidde-forhold under 1:150 krever generelt avstiving for aluminiumlegeringer. For eksempel bør et 300 mm bredt panel være minst 2,0 mm tykt for å unngå oljekasse, eller inkorporere ribber/flenser hvis tynnere materiale er nødvendig. Stålpaneler tåler forhold opp til 1:200 på grunn av høyere elastisitetsmodul.
Hvor mye stivhetsforbedring kan ribber gi sammenlignet med flate paneler?
Riktig utformede ribber kan øke panelstivheten med 300-400 % samtidig som de bare legger til 10-15 % materialkostnad. En 5 mm høy ribbe i 2,0 mm aluminium kan gi tilsvarende stivhet som et 4,5 mm solid panel, noe som representerer betydelige vekt- og kostnadsbesparelser i store panelapplikasjoner.
Hva er minimum flensbredde som trengs for effektiv avstiving?
Minimum effektiv flensbredde er lik 3 ganger materialtykkelsen pluss bøyeradius. For 2,0 mm aluminium med 2,0 mm bøyeradius er minimum flensbredde 8,0 mm. Imidlertid gir 10-15 mm bredder bedre stivhetsforbedring og enklere produksjonstoleranser.
Kan avstivere legges til eksisterende paneler uten fullstendig redesign?
Ja, ettermontering av avstiving er mulig gjennom limbinding eller mekanisk feste av eksterne ribber. Strukturelle lim som 3M VHB eller Loctite strukturelle akryler kan binde aluminiumsavstivere med styrker som overstiger 15 MPa. Imidlertid gir integrerte designtilnærminger vanligvis bedre ytelse og estetikk.
Hvordan påvirker miljøforholdene avstiverdesignkravene?
Temperaturendringer forårsaker differensiell ekspansjon som kan stresse avstiverfester. Design ekspansjonsfuger eller fleksible forbindelser for temperaturområder som overstiger 50 °C. Utendørs applikasjoner krever dreneringsbestemmelser og korrosjonsbeskyttelse. UV-eksponering kan nedbryte limbindinger, noe som krever mekaniske sikkerhetssystemer.
Hvilke produksjonstoleranser er oppnåelige for ribbede paneler?
Pressebremseforming opprettholder ±0,1 mm dimensjonstoleranse for enkle ribbegeometrier. Progressive matriseoperasjoner oppnår ±0,05 mm repeterbarhet, men krever høyere verktøyinvestering. CNC-maskinerte ribber kan holde ±0,02 mm, men koster 3-4 ganger mer enn formede alternativer.
Hvordan påvirker materialkornretningen avstiverytelsen?
Bøying parallelt med kornretningen (med kornet) gir 10-15 % bedre formbarhet, men litt redusert styrke vinkelrett på bøyeaksen. For maksimal stivhet, orienter ribber vinkelrett på valseretningen når det er mulig. Krysskornbøying krever større bøyeradier for å forhindre sprekker, men gir isotrope styrkeegenskaper.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece