Minimum bøyeradius: Unngå sprekker i aluminium 5052 vs. 6061
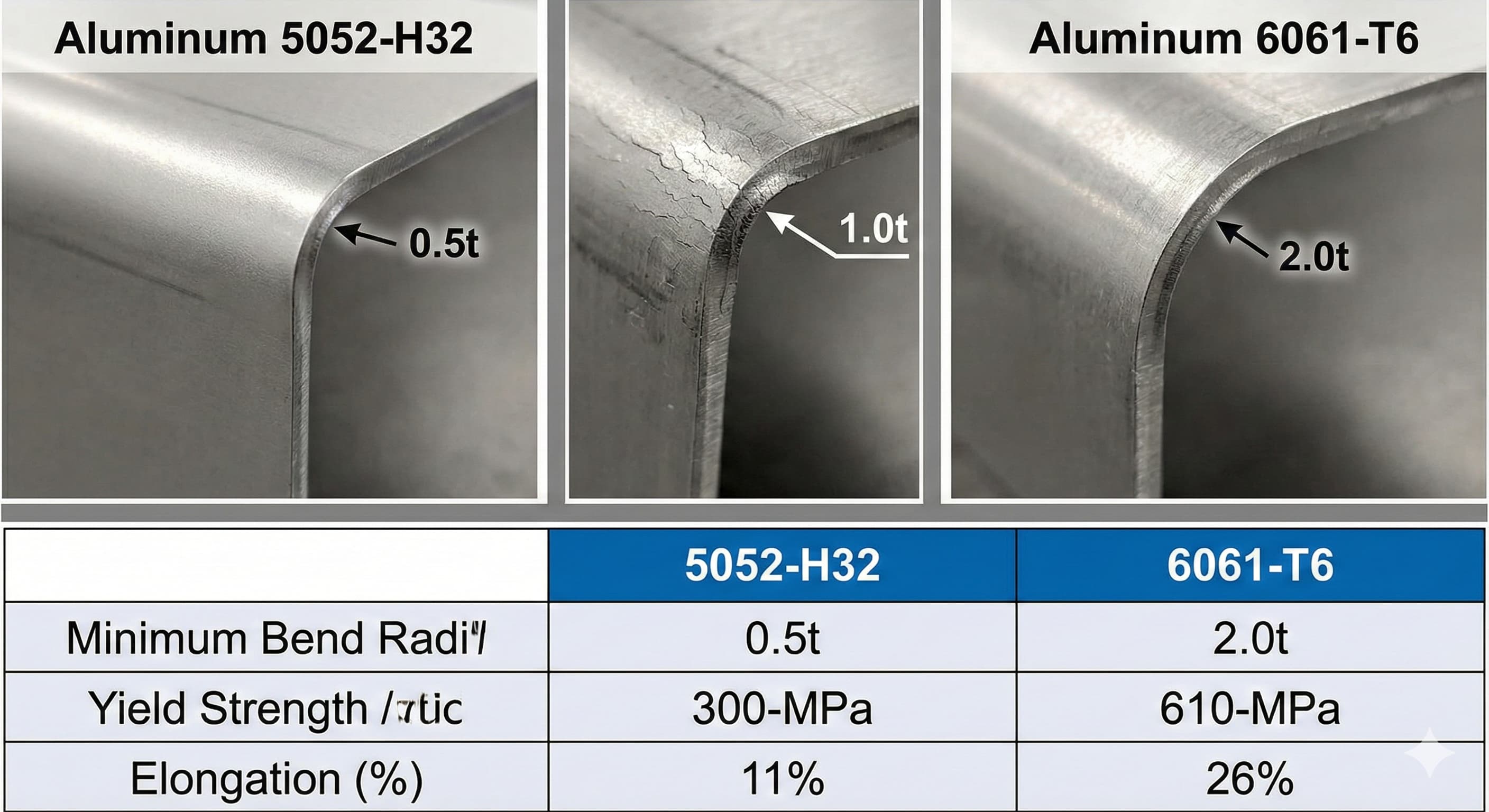
Aluminiumsbøyefeil koster europeiske produsenter millioner årlig, der 5052- og 6061-legeringer representerer over 70 % av bruksområdene for metallplater. Den kritiske forskjellen ligger i minimumskravene til bøyeradius: 5052-H32 tåler bøying til 0,5t (materialtykkelse), mens 6061-T6 krever minimum 2,0t for å forhindre mikrosprekker.
- Materialvalgets innvirkning:Al 5052-H32 gir overlegen formbarhet med bøyeradier så stramme som 0,5t, mens Al 6061-T6 krever minimum 2,0t radius for å unngå spenningsbrudd
- Tempereringstilstand kritisk:Glødede forhold (O-temperering) reduserer minimum bøyeradius med 40-60 % sammenlignet med arbeidsherdede eller nedbørsherdende tilstander
- Kornretning er viktig:Bøying parallelt med valseretningen øker minimum bøyeradius med 25-30 % på grunn av kornstrukturens justering
- Kostnads-kvalitetsbalanse:Riktig spesifikasjon av bøyeradius forhindrer 95 % av sprekkfeilene samtidig som dimensjonsnøyaktigheten opprettholdes innenfor ±0,1 mm
Forståelse av grunnleggende om aluminiumslegeringer for bøyeapplikasjoner
Den grunnleggende forskjellen mellom aluminium 5052 og 6061 ligger i deres metallurgiske sammensetning og forsterkningsmekanismer. Al 5052 tilhører 5xxx-serien, forsterket gjennom magnesiumtilsetninger (2,2-2,8 %) og arbeidsherding. Dette skaper en flatesentrert kubisk krystallstruktur som opprettholder utmerket duktilitet selv etter kaldforming.
Al 6061 representerer 6xxx-serien, som bruker magnesium (0,8-1,2 %) og silisium (0,4-0,8 %) for nedbørsherding gjennom varmebehandling. T6-tempereringen oppnår toppstyrke gjennom kontrollert aldring, men ofrer formbarheten. Denne avveiningen påvirker direkte minimumskravene til bøyeradius.
Når du spesifiserer materialer for tjenester for metallplatefabrikasjon, forhindrer forståelse av disse metallurgiske forskjellene kostbare redesign. Arbeidsherdingskoeffisienten (n-verdi) for 5052-H32 varierer typisk fra 0,20-0,25, mens 6061-T6 måler bare 0,05-0,08, noe som indikerer betydelig redusert kapasitet for deformasjonsherding.
| Egenskap | Al 5052-H32 | Al 6061-T6 | Innvirkning på bøying |
|---|---|---|---|
| Flytegrense (MPa) | 193-228 | 276-310 | Høyere styrke = større bøyeradius |
| Forlengelse (%) | 12-18 | 8-12 | Lavere duktilitet = risiko for sprekker |
| Arbeidsherdingseksponent | 0.20-0.25 | 0.05-0.08 | Lav n-verdi = dårlig formbarhet |
| Minimum bøyeradius | 0.5t-1.0t | 2.0t-3.0t | Kritisk for å forhindre sprekker |
Beregninger og standarder for minimum bøyeradius
Beregning av minimum bøyeradius krever forståelse av forholdet mellom materialegenskaper, platetykkelse og spenningsfordeling. Den grunnleggende formelen vurderer strekkfasthet, forlengelse og en sikkerhetsfaktor som er spesifikk for hvert legeringssystem.
For Al 5052-H32 følger minimumsbøyeradiusberegningen: R_min = t × (UTS/2σ_y - 1), der UTS representerer ultimat strekkfasthet og σ_y indikerer flytegrense. Dette gir vanligvis 0,5t til 1,0t for de fleste platetykkelser fra 0,5 mm til 6,0 mm.
Al 6061-T6 krever en modifisert tilnærming på grunn av sin nedbørsherdende struktur: R_min = t × [(UTS/1,5σ_y) + K], der K representerer en materialkonstant (1,5-2,0) som tar hensyn til redusert duktilitet. Denne beregningen forklarer hvorfor 6061-T6 krever 2,0t til 3,0t minimum bøyeradius.
ISO 2768-2 gir generelle toleranser for bøyde metallplatekomponenter, men spesifisering av minimum bøyeradius krever henvisning til ISO 12004-2 for prinsipper for kaldformede stålprodukter, tilpasset for aluminiumsapplikasjoner. Den europeiske EN 485-2-standarden omhandler spesifikt toleranser for aluminiumsplater og formingskrav.
Tykkelsesavhengige krav til bøyeradius
Materialtykkelse påvirker minimum bøyeradius direkte gjennom spenningskonsentrasjonseffekter. Tykkere materialer opplever høyere spenningsgradienter over bøyesonen, noe som krever proporsjonalt større radier for å fordele belastningene effektivt.
| Tykkelse (mm) | Al 5052-H32 Min Radius | Al 6061-T6 Min Radius | Anbefalt verktøy |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Skarp dor, 1-2 mm matriseradius |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm dorradius |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm verktøyradius |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm formeradius |
For høypresisjonsresultater, Send inn prosjektet ditt for et 24-timers tilbud fra Microns Hub.
Kornretningens effekter på bøyeegenskaper
Valseretningen påvirker bøyeradiuskravene og tendensene til sprekkdannelse betydelig. Aluminiumsplater viser retningsegenskaper på grunn av kornforlengelse under valseprosesser, noe som skaper anisotropisk oppførsel som påvirker formbarheten.
Bøying parallelt med valseretningen (med kornet) krever vanligvis 25-30 % større minimum bøyeradius sammenlignet med vinkelrett bøying. Dette skjer fordi langstrakte korn skaper foretrukne sprekkforplantningsbaner langs korngrensene når de belastes parallelt med lengden.
For Al 5052-H32 oppnår bøying vinkelrett på valseretningen pålitelig 0,5t radius, mens parallell bøying kan kreve minimum 0,8t. Al 6061-T6 viser mer uttalt retningseffekter: vinkelrett bøying tillater 2,0t radius, mens parallell orientering krever minimum 2,5-3,0t.
Materialsertifikater bør spesifisere valseretningen, vanligvis merket med piler eller kornstrømindikatorer. Når du designer deler som krever stramme bøyeradier, orienter bøyer vinkelrett på valseretningen der det er mulig. Denne vurderingen integreres naturlig med våre produksjonstjenester planleggingsprosess.
Metallurgisk strukturinnvirkning
Den underliggende krystallstrukturen forklarer retningsbestemte atferdsforskjeller mellom legeringer. Al 5052s arbeidsherdede struktur inneholder relativt uniforme dislokasjonsnettverk som imøtekommer deformasjon mer konsekvent på tvers av orienteringer.
Al 6061-T6s nedbørsstruktur skaper lokaliserte spenningskonsentrasjoner ved Mg2Si-partikler. Disse nedbørene justeres noe med valseretningen, og skaper anisotrope feilmoduser. Skanningselektronmikroskopi avslører at sprekker starter ved grensesnitt mellom nedbør og matrise når bøyeradiusen faller under kritiske terskler.
Forståelse av disse mikrostrukturelle effektene muliggjør optimalisering av delorientering under fabrikasjonsplanlegging. Komponentdesign bør ta hensyn til kornretningseffekter tidlig i utviklingsprosessen for å unngå produksjonsbegrensninger.
Tempereringstilstandens innflytelse på minimum bøyeradius
Tempereringsbetegnelsen påvirker bøyeligheten dypt, med glødede (O-tempererte) forhold som gir maksimal formbarhet på bekostning av styrke. Forholdet mellom temperering og minimum bøyeradius følger forutsigbare mønstre basert på dislokasjonstetthet og nedbørsfordeling.
Al 5052 tempereringstilstander spenner fra fullstendig glødet (5052-O) til forskjellige arbeidsherdede forhold (H32, H34, H36). Hvert tempereringsnivå øker styrken samtidig som duktiliteten reduseres proporsjonalt. 5052-O oppnår bøyeradier så stramme som 0,2t, mens 5052-H38 (full hard) kan kreve minimum 1,5t.
Al 6061 tempereringsalternativer inkluderer glødet (6061-O), løsningsvarmebehandlet (6061-T4) og nedbørsherdet (6061-T6). Den dramatiske forskjellen mellom T4- og T6-forholdene illustrerer aldringseffekter: T4 tillater 0,8-1,2t bøyeradius, mens T6 krever minimum 2,0-3,0t.
| Legering-Temperering | Flytegrense (MPa) | Min. bøyeradius | Typiske bruksområder |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Dyp trekking, komplekse former |
| 5052-H32 | 193-228 | 0.5t-1.0t | Generell fabrikasjon |
| 5052-H38 | 262-290 | 1.2t-1.8t | Strukturelle bruksområder |
| 6061-O | 55-75 | 0.3t-0.6t | Komplekse bøyeoperasjoner |
| 6061-T4 | 145-186 | 0.8t-1.5t | Moderat styrkebehov |
| 6061-T6 | 276-310 | 2.0t-3.0t | Bruksområder med høy styrke |
Praktisk testing og validering av bøyeradius
Laboratorietesting gir definitive minimum bøyeradiusverdier for spesifikke materialpartier og prosesseringsforhold. Standard testmetode innebærer progressiv radiusreduksjon til sprekkdannelse oppstår, typisk observert ved 10× forstørrelse.
Testprøver bør representere faktisk produksjonsmateriale, inkludert tykkelse, temperering og overflatetilstand. Prøveorientering i forhold til valseretningen må samsvare med tiltenkt delgeometri. Testing bruker vanligvis 90-graders bøyningsvinkler med konstant stansehastighet (5-10 mm/min) for å sikre konsistente tøyningshastigheter.
Visuelle inspeksjonskriterier definerer feil som overflatesprekker synlige ved 10× forstørrelse eller målbar tykkelsesreduksjon som overstiger 10 %. Mer strenge bruksområder kan kreve fargepenetranttesting eller ultralydinspeksjon for å oppdage defekter under overflaten.
Produksjonsvalidering innebærer bøyetesting på faktiske deler eller representative prøver fra hvert materialparti. Statistiske prosesskontrollkart sporer minimum bøyeradiuskapasitet over tid, og identifiserer materialpartivariasjoner eller prosesseringsendringer som påvirker formbarheten.
Kvalitetskontroll og inspeksjonsmetoder
Effektiv kvalitetskontroll kombinerer materialverifisering før bøying med inspeksjonsprotokoller etter bøying. Innkommende materialinspeksjon bør verifisere tempereringsbetegnelse, overflatekvalitet og tykkelsesuniformitet innenfor spesifiserte toleranser.
Inspeksjon etter bøying omfatter visuell undersøkelse, dimensjonsverifisering og vurdering av strukturell integritet. Kritiske bruksområder kan kreve ikke-destruktiv testing som væskepenetrantinspeksjon eller magnetisk partikkeltesting tilpasset for aluminiumsapplikasjoner.
Når du arbeider med presisjonskrav, blir riktig spesifikasjon av kanttilstand avgjørende for både sikkerhet og ytelse. Bøyde kanter krever nøye oppmerksomhet for å forhindre spenningskonsentrasjoner som kan initiere utmattingsfeil.
Dokumentasjon bør registrere materialsertifikater, testresultater og inspeksjonsfunn for sporbarhet. Dette blir spesielt viktig for romfarts- eller medisinske bruksområder som krever full materialgenealogi.
Verktøydesignhensyn for å forhindre sprekker
Riktig verktøydesign representerer den primære kontrollmetoden for å oppnå minimum bøyeradius uten sprekker. Stanse- og dysegeometri påvirker spenningsfordelingen i bøyesonen direkte, noe som gjør verktøyvalget kritisk for suksess.
Stanseneseradius bør samsvare med eller overstige den tiltenkte delbøyeradiusen litt. Skarpe stanser konsentrerer spenningen for mye, mens overdimensjonerte stanseradier skaper fjærproblemer. Den optimale stanseradiusen er vanligvis lik 1,0-1,2× den ønskede delradiusen for aluminiumsapplikasjoner.
Dyseåpningsbredden påvirker materialstrømmen og spenningsmønstrene betydelig. Smale dyseåpninger begrenser materialbevegelsen, og øker strekkspenningen på den ytre fiberen. Den generelle regelen spesifiserer dyseåpningsbredde = 8-12× materialtykkelse for aluminium, avhengig av bøyeradius og materialegenskaper.
Dyseskulderradius forhindrer spenningskonsentrasjon ved kontaktpunkter samtidig som den tillater kontrollert materialstrøm. Skarpe dyseskuldre skaper trykkpunkter som kan initiere overflatedefekter. Anbefalt dyseskulderradius varierer fra 1-2× materialtykkelse for de fleste aluminiumsbøyeapplikasjoner.
| Verktøyparameter | Al 5052-H32 | Al 6061-T6 | Funksjon |
|---|---|---|---|
| Dorradius | 0.5t-1.2t | 2.0t-3.5t | Former bøyeradius |
| Matriseåpning | 8t-10t | 10t-12t | Kontrollerer materialflyt |
| Matriseskulderradius | 1t-2t | 2t-3t | Reduserer spenningskonsentrasjon |
| Dor-Matrise Klaring | 1.1t-1.2t | 1.2t-1.3t | Forhindrer binding/gnaging |
Kostnadsanalyse: Materialvalg vs. designkompleksitet
Økonomisk optimalisering krever balansering av materialkostnader mot produksjonskompleksitet og feilrisiko. Al 5052-H32 koster vanligvis €2,80-3,20 per kg, mens Al 6061-T6 varierer €3,50-4,10 per kg i europeiske markeder, noe som gjenspeiler forskjellige prosesseringskrav.
Imidlertid inkluderer totalkostnaden formingskompleksitetsfaktorer. Deler som krever stramme bøyeradier kan nødvendiggjøre glødet materiale med påfølgende varmebehandling, og legge til €150-250 per prosesseringsparti. Alternative tilnærminger inkluderer designmodifikasjoner for å imøtekomme standard tempereringsbøyekapasiteter.
Feilkostnader påvirker den totale prosjektøkonomien betydelig. Sprekkede deler krever omarbeiding eller kassering, med erstatningskostnader inkludert materiale, arbeidskraft og forsinkelser i tidsplanen. Forebygging gjennom riktig spesifikasjon av bøyeradius koster vanligvis 5-10 % av den totale delkostnaden, samtidig som 95 % av bøyerelaterte feil elimineres.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige serviceinnstilling betyr at hvert prosjekt får den metallurgiske analysen og verktøyoptimaliseringen det fortjener for sprekkfrie resultater.
Avkastning på investeringen for riktig design
Investering i riktig bøyeradiusanalyse gir målbare avkastninger gjennom reduserte skraphastigheter, forbedrede syklustider og forbedret delpålitelighet. Produksjonsoperasjoner ser vanligvis 15-25 % kostnadsreduksjoner når bøye feil elimineres gjennom riktig design.
Dokumentasjon og standardisering av minimumskrav til bøyeradius skaper gjenbrukbar kunnskap som gagner fremtidige prosjekter. Ingeniørteam kan referere til validerte bøyeradiusdata i stedet for å gjennomføre dyre prøve-og-feile-utviklingssykluser.
Langsiktige fordeler inkluderer forbedrede leverandørforhold, reduserte garantikrav og forbedret produktpålitelighet. Disse faktorene bidrar til konkurransefortrinn som strekker seg utover umiddelbare kostnadsbesparelser.
Avanserte bruksområder og spesielle hensyn
Komplekse geometrier krever sofistikert analyse utover grunnleggende minimumsbøyeradiusberegninger. Flerbøyesekvenser, varierende materialtykkelser og sammensatte kurver skaper spenningsinteraksjoner som påvirker tendensene til sprekkdannelse.
Sekvensielle bøyeoperasjoner kan arbeidsherde materialet lokalt, og redusere formbarheten for påfølgende bøyer. Denne effekten er spesielt uttalt i Al 5052, der hver formingsoperasjon øker lokal flytegrense med 15-25 %. Planlegging av bøyesekvenser krever vurdering av kumulative deformasjonsherdingseffekter.
Sammensatte kurver innebærer samtidig bøying i flere plan, og skaper komplekse spenningstilstander som ikke fanges opp av enkle bøyeradiusberegninger. Finite element-analyse blir nødvendig for nøyaktig prediksjon av formingsgrenser i slike applikasjoner.
Temperatureffekter endrer materialegenskapene betydelig. Varmforming (150-200 °C) kan redusere minimum bøyeradius med 30-50 % for begge legeringene, men krever spesialisert utstyr og prosesskontroll. Kryogen forming finner av og til anvendelse for spesifikke krav til høy styrke.
Integrasjon med andre prosesser som sveising eller maskinering skaper ytterligere hensyn. Varmepåvirkede soner fra sveising endrer lokale materialegenskaper, og kan potensielt påvirke bøyeegenskapene nær sveisesømmer. Maskinerte funksjoner kan skape spenningskonsentrasjoner som påvirker tendensene til sprekkdannelse.
Ofte stilte spørsmål
Hva er den absolutte minimum bøyeradiusen for aluminium 5052-H32 uten sprekker?
Aluminium 5052-H32 kan oppnå bøyeradier så stramme som 0,5t (halvparten av materialtykkelsen) ved bøying vinkelrett på valseretningen med riktig verktøy. For bøying parallelt med kornet, øk minimumsradiusen til 0,8t. Disse verdiene forutsetter standard formingshastigheter, romtemperatur og riktig dyse design med tilstrekkelige klaringer.
Hvorfor krever aluminium 6061-T6 så store bøyeradier sammenlignet med 5052?
Al 6061-T6s nedbørsherdende struktur inneholder Mg2Si-partikler som skaper lokaliserte spenningskonsentrasjoner og reduserer den generelle duktiliteten. T6-tempereringen oppnår høy styrke gjennom kontrollert aldring, men denne prosessen reduserer deformasjonsherdingskoeffisienten betydelig fra 0,20+ (i 5052) til bare 0,05-0,08, noe som krever 2,0-3,0t minimum bøyeradius for å forhindre mikrosprekker.
Kan jeg redusere minimum bøyeradius ved å endre tempereringstilstanden?
Ja, betydelig. Endring fra 6061-T6 til 6061-T4 reduserer minimum bøyeradius fra 2,0-3,0t til 0,8-1,5t. For 5052 tillater glødet tilstand (5052-O) 0,2-0,4t radius sammenlignet med 0,5-1,0t for H32 temperering. Styrkeegenskapene reduseres imidlertid proporsjonalt med forbedret formbarhet.
Hvordan påvirker valseretningen kravene til bøyeradius?
Bøying parallelt med valseretningen øker vanligvis minimum bøyeradius med 25-30 % på grunn av kornforlengelseseffekter. For kritiske bruksområder, orienter bøyer vinkelrett på valseretningen når det er mulig. Materialsertifikater bør angi valseretningen med retningsbestemte piler eller kornstrømningsmarkeringer.
Hvilke verktøymodifikasjoner hjelper til med å oppnå strammere bøyeradier?
Optimaliser stanseneseradiusen for å samsvare med ønsket delradius (1,0-1,2× målradius), bruk passende dyseåpningsbredde (8-12× tykkelse), og sørg for tilstrekkelig dyseskulderradius (1-3× tykkelse). Riktig stans-dyseklaring (1,1-1,3× tykkelse) forhindrer gnaging samtidig som den tillater kontrollert materialstrøm under forming.
Hvordan kan jeg teste minimum bøyeradius for mitt spesifikke materialparti?
Utfør progressiv bøyetesting ved hjelp av representative prøver med samme tykkelse, temperering og orientering som produksjonsdeler. Reduser bøyeradiusen trinnvis til overflatesprekker vises ved 10× forstørrelse. Test både parallelle og vinkelrette orienteringer i forhold til valseretningen for fullstendig karakterisering.
Hvilke inspeksjonsmetoder oppdager bøyerelaterte defekter mest effektivt?
Visuell inspeksjon ved 10× forstørrelse fanger opp de fleste overflatedefekter. For kritiske bruksområder, bruk væskepenetranttesting for å avsløre sprekker under overflaten. Ultralydtesting kan oppdage interne defekter, mens dimensjonsinspeksjon verifiserer bøyeradiusnøyaktigheten innenfor spesifiserte toleranser. Etabler statistisk prosesskontroll for løpende kvalitetsovervåking.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece