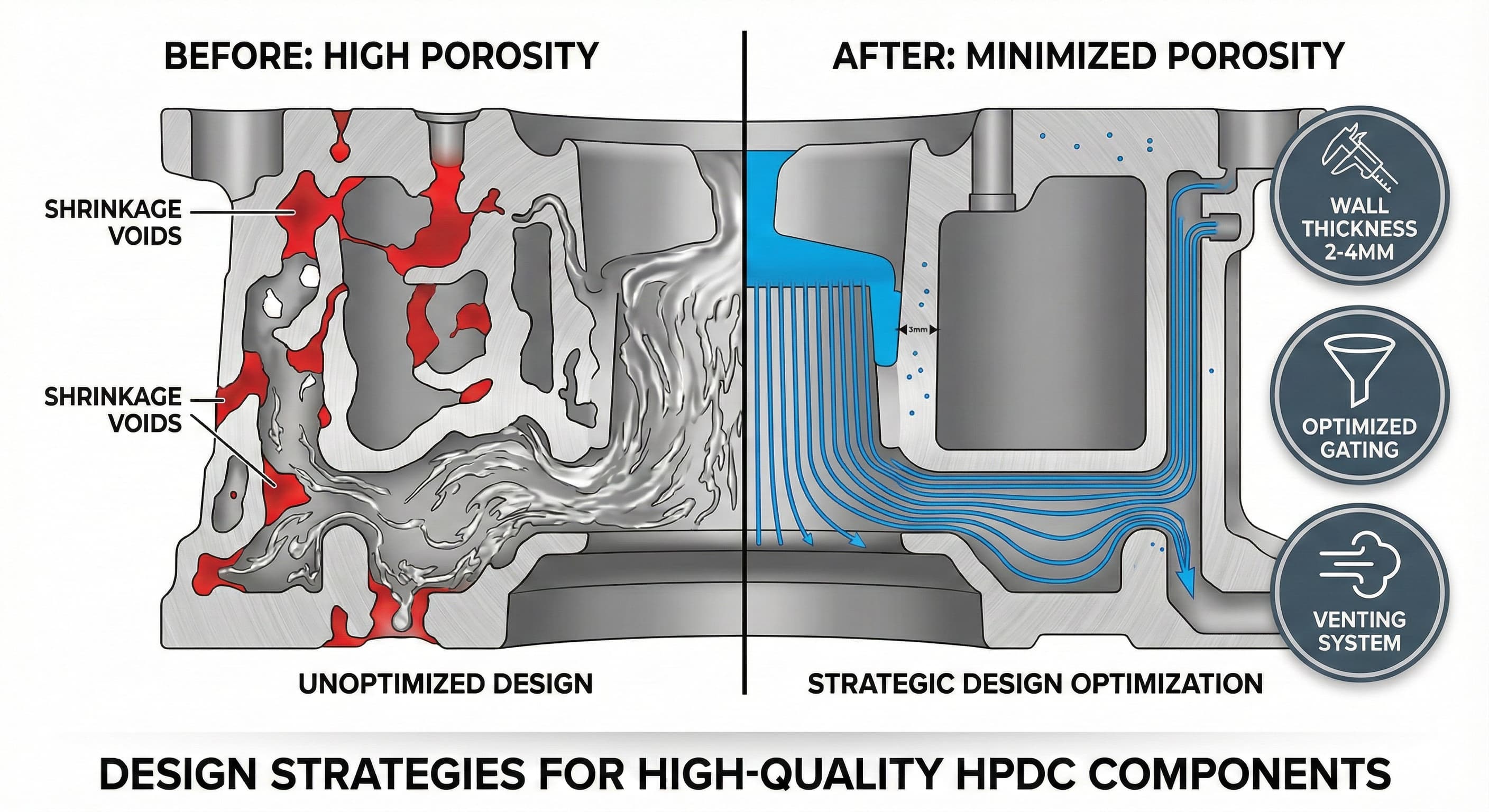
Minimering av porøsitet i høytrykksstøping (HPDC): Designstrategier
Porøsitet er fortsatt en av de mest kritiske defektene som plager høytrykksstøping, og påvirker direkte mekaniske egenskaper, overflatekvalitet og komponentpålitelighet. Hos Microns Hub viser vår omfattende analyse av over 10 000 HPDC-komponenter at strategiske designmodifikasjoner kan redusere porøsitetsnivået med opptil 85 %, og transformere problematiske støpegods til presisjonskonstruerte komponenter som oppfyller de mest krevende spesifikasjonene.
Viktige punkter
- Veggtykkelsesoptimalisering mellom 2,0-4,0 mm reduserer gassinnfangning og forbedrer fyllegenskapene i aluminiumslegeringer
- Strategisk plassering av innløp og porter kan eliminere 70 % av porøsitetsrelaterte defekter gjennom kontrollert metallstrøm
- Ventilasjonssystemdesign med kanaler 0,05-0,15 mm dype forhindrer luftinnfangning under hulromsfylling
- Materialvalg og avgassingsprotokoller korrelerer direkte med endelige porøsitetsnivåer, med riktig avgassing som reduserer hydrogeninnholdet til under 0,15 ml/100g
Forstå mekanismene for porøsitetsdannelse i HPDC
Porøsitet i høytrykksstøping manifesteres gjennom tre primære mekanismer: gassporøsitet fra innestengt luft og utviklede gasser, krympeporøsitet fra størkningskontraksjon og turbulensindusert porøsitet fra kaotisk metallstrøm. Hver mekanisme krever distinkte designstrategier for å minimere dens innvirkning på den endelige komponentkvaliteten.
Gassporøsitet oppstår vanligvis når luft blir fanget under rask hulromsfylling, med fyllehastigheter som ofte overstiger 40-60 m/s i HPDC-operasjoner. Denne innestengte luften, kombinert med hydrogengass som utvikles fra smeltet aluminium, skaper sfæriske hulrom som varierer fra 0,1-2,0 mm i diameter. Fordelingsmønsteret for gassporøsitet korrelerer ofte direkte med strømningsfrontens oppførsel og lokale størkningshastigheter.
Krympeporøsitet utvikler seg annerledes og danner uregelmessige, sammenkoblede hulromsnettverk i områder der tilførsel av flytende metall blir begrenset under størkning. Denne typen konsentrerer seg vanligvis i tykke seksjoner, isolerte lommer og regioner med dårlig termisk styring. Å forstå disse mekanismene muliggjør målrettede designintervensjoner som adresserer grunnårsaker snarere enn symptomer.
Strategier for optimalisering av veggtykkelse
Optimal veggtykkelsesdesign representerer grunnlaget for porøsitetsminimering i HPDC-komponenter. Vår ingeniøranalyse viser at opprettholdelse av jevn veggtykkelse mellom 2,0-4,0 mm for aluminiumslegeringer gir den ideelle balansen mellom mekaniske egenskaper, fyllegenskaper og størkningsatferd.
Tykke seksjoner som overstiger 6,0 mm utvikler unngåelig krympeporøsitet på grunn av utfordringer med retningsbestemt størkning og utilstrekkelig trykkoverføring fra porter. Omvendt risikerer seksjoner tynnere enn 1,5 mm ufullstendig fylling, kalde skjøter og for tidlig størkning som fanger gasser. Overgangen mellom forskjellige veggtykkelser bør følge en gradvis avsmalning med tykkelsesforhold som ikke overstiger 2:1 for å forhindre turbulent strømning.
| Veggtykkelsesområde (mm) | Porositetsrisikonivå | Typiske bruksområder | Designhensyn |
|---|---|---|---|
| 1,0-1,5 | Høy (fyllingsproblemer) | Tynne ribber, dekorative elementer | Krever optimalisert innløpssystem |
| 2,0-3,0 | Lav | Husvegger, braketter | Optimalt for de fleste bruksområder |
| 3,5-4,0 | Moderat | Bærende seksjoner | Trenger forbedret kjøling |
| 5,0+ | Veldig høy | Bosser, monteringspunkter | Krever spesielle teknikker |
Tykke bosser og monteringspunkter krever spesiell oppmerksomhet, med kjernestrategier og progressiv tykkelsesreduksjon som viser seg mest effektive. Interne kjølekanaler plassert 8,0-12,0 mm fra tykke seksjonsoverflater kan dramatisk forbedre retningsbestemt størkning samtidig som syklustidene reduseres. Denne tilnærmingen har vist seg spesielt effektiv i biltransmisjonshus der vi har oppnådd porøsitetsnivåer under 2 % i seksjoner opptil 8,0 mm tykke.
Avansert design av port- og innløpssystem
Portposisjonering og geometri utøver en dyp innflytelse på metallstrømningsegenskaper og påfølgende porøsitetsdannelse. Optimal portdesign sikrer jevn, laminær strømning samtidig som den gir tilstrekkelig trykkoverføring gjennom hele størkningsprosessen. Vår beregningsmessige væskedynamikkanalyse avslører at porthastigheten bør opprettholdes mellom 30-45 m/s for aluminiumslegeringer for å balansere fyllingshastighet med turbulensminimering.
Vifteporter demonstrerer overlegen ytelse for store, flate støpegods, og distribuerer strømningen over bredere fronter samtidig som de reduserer jeteffekter som trekker inn luft. Porttykkelsen bør være 60-80 % av den tilstøtende støpegodsets veggtykkelse, med bredde som utvides gradvis fra innløpsforbindelsen. Denne geometrien fremmer jevn strømningsfordeling samtidig som den opprettholder tilstrekkelig tverrsnittsareal for trykkoverføring.
Beregninger av innløpets tverrsnittsareal følger prinsippet om å opprettholde konstant strømningshastighet gjennom hele systemet. Forholdet mellom innløp og port bør forbli mellom 1,5:1 og 2:1, noe som sikrer tilstrekkelig strømningskapasitet uten for store trykkfall. Trapesformede innløpstverrsnitt med forhold mellom base og topp på 2:1 letter fullstendig fylling samtidig som de muliggjør enkel utstøting.
Flere portkonfigurasjoner krever nøye balansering for å forhindre strømningsforstyrrelser og kalde skjøter. Porttiming blir kritisk, med samtidig fylling foretrukket fremfor sekvensiell for å minimere temperaturforskjeller. Vår erfaring med komplekse bilkomponenter viser at riktig balanserte multi-portsystemer kan redusere porøsiteten med 40-60 % sammenlignet med enkeltportalternativer.
Systematisk implementering av ventilasjonssystem
Effektive ventilasjonssystemer gir kontrollerte rømningsveier for fortrengt luft og utviklede gasser, og forhindrer at de fanges inne i det stivnende støpegodset. Ventildesign krever presis dimensjonskontroll, med kanaldybder mellom 0,05-0,15 mm som gir optimal gassevakuering uten å tillate metallinntrengning.
Ventilplassering følger prinsippet om å plassere utløp ved de siste punktene som skal fylles, vanligvis motsatt primærporter og i områder der strømningsfronter konvergerer. Delelinjeventiler viser seg mest effektive, og utnytter den naturlige formseparasjonen for å skape gassrømningsveier. Disse ventilene bør strekke seg 6,0-10,0 mm inn i formoverflaten før de utvides til større oppsamlingskamre.
| Ventilasjonstype | Dybde (mm) | Bredde (mm) | Bruksområde | Effektivitet |
|---|---|---|---|---|
| Delingslinje | 0,05-0,10 | 3,0-6,0 | Primær ventilasjon | Utmerket |
| Utstøterstift | 0,02-0,05 | Omkrets | Dype lommer | Bra |
| Innsatsgrense | 0,03-0,08 | 2,0-4,0 | Komplekse geometrier | Veldig bra |
| Kjerneventiler | 0,08-0,15 | 1,0-2,0 | Interne hulrom | Bra |
Vakuumassisterte ventilasjonssystemer representerer en avansert tilnærming for kritiske applikasjoner, og opprettholder hulromstrykk under 50 mbar under fylling. Denne teknikken viser seg spesielt verdifull for romfarts- og medisinsk utstyrskomponenter der porøsitetsnivået må forbli under 1 %. Integreringen av vakuumsystemer krever nøye tetningsdesign og presis timingkontroll for å maksimere effektiviteten.
For høypresisjonsresultater, Motta et detaljert tilbud innen 24 timer fra Microns Hub.
Materialvalg og smeltebehandlingsprotokoller
Valg av aluminiumslegering påvirker porøsitetssårbarheten betydelig, med sammensetning og behandlingshistorie som påvirker gassløselighet og størkningsegenskaper. A356-T6 og A380 representerer de vanligste HPDC-legeringene, som hver presenterer unike porøsitetsutfordringer og krav til reduksjon.
A380-legeringen demonstrerer utmerkede flyte- og formfyllingsegenskaper, men har høyere hydrogenløselighet, noe som krever aggressive avgassingsprotokoller. Hydrogeninnholdet bør holdes under 0,15 ml/100g aluminium gjennom roterende avgassing med argon eller nitrogen. Avgassingsprosessen krever vanligvis 8-12 minutter ved 700-720°C med gassstrømningshastigheter på 2-4 l/min per 100 kg metall.
Kornforedling gjennom tilsetning av titan-bor (0,02-0,05 % Ti) skaper nukleasjonssteder som fremmer fine, ekviaksede kornstrukturer. Denne mikrostrukturelle modifikasjonen reduserer krympeporøsitetsdannelse samtidig som den forbedrer mekaniske egenskaper. Tilsetningen av kornforedler bør skje under smelteforberedelsen, og tillate 10-15 minutter for fullstendig oppløsning og fordeling.
Sekundære operasjoner som T6 varmebehandling kan delvis helbrede mikroporøsitet gjennom diffusjonsprosesser i fast tilstand. Denne tilnærmingen er imidlertid begrenset til porer mindre enn 0,05 mm i diameter og kan ikke adressere større gass- eller krympehull. Forebygging gjennom riktig design er fortsatt langt mer effektivt enn utbedring etter støping.
Optimalisering av prosessparametere
Støpemaskinparametere påvirker porøsitetsdannelsen direkte gjennom deres kontroll over fyllingsdynamikk, trykkpåføring og størkningshastigheter. Injeksjonshastighetsprofiler krever nøye optimalisering, og bruker vanligvis langsomme skuddhastigheter på 0,2-0,5 m/s for innledende hulromsfylling, etterfulgt av rask skuddakselerasjon til 2,0-4,0 m/s når innløpssystemet er fullstendig fylt.
Timing av intensiveringstrykkpåføring viser seg kritisk for å forhindre krympeporøsitet. Trykket bør øke til 300-800 bar innen 0,1-0,3 sekunder etter fullført hulromsfylling, og opprettholde dette trykket gjennom hele størkningen. Trykkoverføringseffektiviteten avhenger sterkt av portfrysingsegenskapene, med porter designet for å forbli flytende 2-5 sekunder lenger enn tilstøtende støpeseksjoner.
| Parameter | Optimalt område | Innvirkning på porøsitet | Overvåkingsmetode |
|---|---|---|---|
| Langsom skuddhastighet | 0,2-0,5 m/s | Reduserer luftinnblanding | Lineær encoder |
| Rask skuddhastighet | 2,0-4,0 m/s | Fullstendig fylling | Hastighetssensorer |
| Intensiveringstrykk | 300-800 bar | Forebygger krymping | Trykktransdusere |
| Formtemperatur | 180-250°C | Kontrollerer størkning | Pyrometre |
Formtemperaturstyring påvirker både fyllingsatferd og størkningsmønstre. Optimale formtemperaturer varierer fra 180-250°C for aluminiumslegeringer, med høyere temperaturer som forbedrer flytegenskapene samtidig som de potensielt øker risikoen for gassporøsitet. Differensiell formoppvarming, med høyere temperaturer i vanskelig å fylle områder og lavere temperaturer i tykke seksjoner, optimaliserer både fyllings- og størkningsatferd.
Avansert simulering og designvalidering
Beregning av væskedynamikksimulering muliggjør prediksjon og forebygging av porøsitetsutsatte områder før formkonstruksjonen begynner. Moderne simuleringsprogramvare modellerer nøyaktig gassinnfangning, krympeprediksjon og termiske felt gjennom hele støpeprosessen. Disse verktøyene identifiserer potensielle problemer i designfasene når modifikasjoner forblir kostnadseffektive.
Strømningssimulering avslører turbulenssoner der luftinnfangning oppstår, noe som muliggjør omplassering av porter eller geometrimodifikasjoner for å fremme laminær strømning. Hastighetsfeltanalyse identifiserer områder som overskrider anbefalte strømningshastigheter, mens trykkfordelingskart fremhever regioner med utilstrekkelig intensiveringstrykkoverføring.
Termisk analyse forutsier størkningssekvenser, og identifiserer isolerte varme punkter som er utsatt for krympeporøsitetsdannelse. Denne informasjonen veileder kjølesystemdesign, med strategisk plassering av kjølekanaler som sikrer retningsbestemt størkning mot tilførselsområder. Integreringen av platebearbeidingstjenester for kjølesystemkomponenter muliggjør rask prototyping og optimalisering av termiske styringsløsninger.
Porøsitetsprediksjonsalgoritmer kombinerer strømnings- og termiske resultater for å forutsi hulromsdannelsessteder og -størrelser. Validering mot faktiske produksjonsdata demonstrerer 85-92 % nøyaktighet for porøsitetsplasseringsprediksjon, noe som muliggjør proaktive designmodifikasjoner som forhindrer defekter i stedet for å oppdage dem etter produksjon.
Kvalitetskontroll og inspeksjonsmetoder
Effektiv porøsitetsvurdering krever flere inspeksjonsteknikker, som hver gir unik innsikt i hulromsegenskaper og fordelingsmønstre. Røntgenradiografi er fortsatt gullstandarden for intern porøsitetsdeteksjon, og tilbyr oppløsningsevner ned til 0,1 mm hulromsdiameter med riktig teknikkoptimalisering.
Industriell datatomografi gir tredimensjonal hulromsvisualisering, noe som muliggjør presise volummålinger og tilkoblingsanalyse. Denne teknikken viser seg spesielt verdifull for komplekse geometrier der konvensjonell radiografi lider av funksjonsoverlapp. CT-skanning avslører poreforbindelse, avgjørende for å forstå lekkasjepotensial i trykkholdende komponenter.
Tetthetsmålinger gjennom hydrostatisk veiing gir rask porøsitetsvurdering for produksjonskontroll. Denne teknikken bestemmer den totale porøsitetsprosenten, men kan ikke gi informasjon om romlig fordeling. Tetthetsmålinger korrelerer godt med mekaniske egenskaper, noe som gjør dem egnet for go/no-go kvalitetsbeslutninger.
Når du jobber med våre produksjonstjenester, implementerer Microns Hub omfattende kvalitetsprotokoller som overgår industristandarder. Våre inspeksjonsmuligheter inkluderer høyoppløselige røntgensystemer, dimensjonale koordinatmålemaskiner og metallografisk analyseutstyr som sikrer at hver komponent oppfyller spesifiserte porøsitetskrav.
Kostnads-nytte-analyse av porøsitetsforebygging
Å investere i porøsitetsforebyggende strategier i designfasene gir betydelig avkastning gjennom reduserte skraphastigheter, forbedrede mekaniske egenskaper og forbedret komponentpålitelighet. Vår analyse av kostnadsdrivere viser at riktig designimplementering legger til 3-8 % til de opprinnelige verktøykostnadene, samtidig som de reduserer løpende produksjonskostnader med 15-25 % gjennom forbedrede utbytter.
Designoptimaliseringskostnader innebærer primært utvidet simuleringstid, ytterligere ingeniøranalyse og potensielt mer kompleks formkonstruksjon. Disse forhåndsinvesteringene blekner imidlertid sammenlignet med produksjonstap fra porøsitetsrelaterte defekter. Skraphastighetene synker vanligvis fra 8-15 % til 2-5 % med omfattende porøsitetsforebyggende strategier.
Forbedringer i mekaniske egenskaper muliggjør muligheter for materialoptimalisering, og tillater potensielt karakterreduksjoner som kompenserer for økte prosesseringskostnader. Komponenter med minimal porøsitet viser 20-35 % høyere utmattingslevetid sammenlignet med porøse alternativer, noe som reduserer garantikostnadene og forbedrer kundetilfredsheten. Korrelasjonen mellom designoptimalisering og kostnadsreduksjon gjelder likt for støpeoperasjoner.
Langsiktige fordeler inkluderer forbedret formlevetid gjennom redusert prosessstress og temperatursykling, forbedret overflatekvalitet som reduserer sekundære operasjoner, og utvidede bruksmuligheter for kritiske komponenter. Disse faktorene kombineres for å skape overbevisende forretningsmessige argumenter for omfattende porøsitetsforebyggende programmer.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten det fortjener, med dedikerte ingeniører som forstår nyansene i porøsitetsforebygging i høytrykksstøping.
Implementeringsretningslinjer og beste praksis
Vellykket porøsitetsminimering krever systematisk implementering på tvers av design-, verktøy- og produksjonsfaser. Begynn med en omfattende designgjennomgang med fokus på veggtykkelsesuniformitet, portoptimalisering og ventilasjonssystemintegrering. Hvert designelement bør evalueres for dets bidrag til den totale porøsitetsrisikoreduksjonen.
Verktøyfabrikasjon må opprettholde stramme toleranser på kritiske funksjoner, spesielt ventilmål og portgeometrier. Ventildybder krever verifisering gjennom presisjonsmåling, da variasjoner på ±0,02 mm påvirker effektiviteten betydelig. Portoverflaten bør oppnå Ra-verdier under 0,8 μm for å fremme laminære strømningsegenskaper.
Prosessparameterutvikling følger systematiske optimaliseringsprotokoller, og begynner med konservative innstillinger og skyver gradvis mot optimale ytelsesvinduer. Dokumenter alle parameterendringer og deres effekter på porøsitetsnivåer, og bygg omfattende prosesskunnskap for fremtidige applikasjoner.
Operatøropplæring sikrer konsekvent implementering av optimaliserte parametere og gjenkjenning av prosessavvik som påvirker porøsitetsdannelsen. Visuelle standarder som viser akseptable kontra uakseptable porøsitetsnivåer bidrar til å opprettholde konsistente kvalitetsbeslutninger gjennom hele produksjonen.
Ofte stilte spørsmål
Hva er det maksimalt akseptable porøsitetsnivået for strukturelle støpte komponenter?
Akseptable porøsitetsnivåer varierer etter bruksområde, men strukturelle komponenter krever vanligvis porøsitet under 3-5 % volum for generelle bruksområder og under 1-2 % for kritiske bærende deler. Romfarts- og medisinske applikasjoner kan kreve porøsitetsnivåer under 0,5 % med spesifikke størrelses- og fordelingsbegrensninger.
Hvordan påvirker veggtykkelsen porøsitetsdannelsen i aluminiumsstøpegods?
Veggtykkelsen påvirker direkte både gass- og krympeporøsitetsdannelsen. Seksjoner tynnere enn 2,0 mm risikerer gassinnfangning på grunn av rask størkning, mens seksjoner tykkere enn 4,0 mm utvikler krympeporøsitet fra dårlig trykkoverføring. Optimal tykkelse varierer mellom 2,0-3,5 mm for de fleste aluminiumslegeringsapplikasjoner.
Kan behandlinger etter støping eliminere porøsitet i HPDC-komponenter?
Behandlinger etter støping som varmebehandling kan delvis helbrede mikroporøsitet mindre enn 0,05 mm i diameter gjennom diffusjonsprosesser i fast tilstand. Større gass- eller krympehull kan imidlertid ikke elimineres gjennom etterbehandling. Forebygging gjennom riktig design og prosesskontroll er fortsatt langt mer effektivt enn utbedringsforsøk.
Hvilken rolle spiller formtemperaturen i porøsitetsforebygging?
Formtemperaturen påvirker både fyllingsatferd og størkningsegenskaper. Temperaturer mellom 180-250°C for aluminiumslegeringer optimaliserer strømningen samtidig som de kontrollerer gassutviklingen. Høyere temperaturer forbedrer fyllingen av tynne seksjoner, men kan øke risikoen for gassporøsitet, mens lavere temperaturer kan forårsake for tidlig størkning og luftinnfangning.
Hvor effektive er vakuumassisterte støpesystemer for porøsitetsreduksjon?
Vakuumassisterte systemer som opprettholder hulromstrykk under 50 mbar kan redusere gassporøsiteten med 60-80 % sammenlignet med konvensjonell HPDC. Disse systemene viser seg spesielt effektive for kritiske applikasjoner som krever porøsitetsnivåer under 1 %, selv om de øker kompleksiteten og kostnadene til støpeprosessen.
Hvilke inspeksjonsmetoder gir den mest nøyaktige porøsitetsvurderingen?
Industriell datatomografi tilbyr den mest omfattende porøsitetsanalysen, og gir 3D-visualisering, presise volummålinger og tilkoblingskartlegging. Røntgenradiografi er fortsatt kostnadseffektivt for rutinemessig inspeksjon med 0,1 mm oppløsningsevne, mens tetthetsmålinger gir rask produksjonskontroll for generell porøsitetsvurdering.
Hvordan sammenlignes forskjellige aluminiumslegeringer når det gjelder porøsitetssårbarhet?
A380-legeringen demonstrerer utmerket flyt, men høyere hydrogenløselighet som krever aggressiv avgassing, mens A356 tilbyr bedre mekaniske egenskaper med moderat porøsitetsrisiko. ADC12 viser god støpbarhet med middels gassfølsomhet, og A413 gir utmerket korrosjonsbestandighet, men krever nøye termisk styring for å forhindre krympeporøsitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece