Magnesiumstøping: Lettvektsstrategier for bilkomponenter
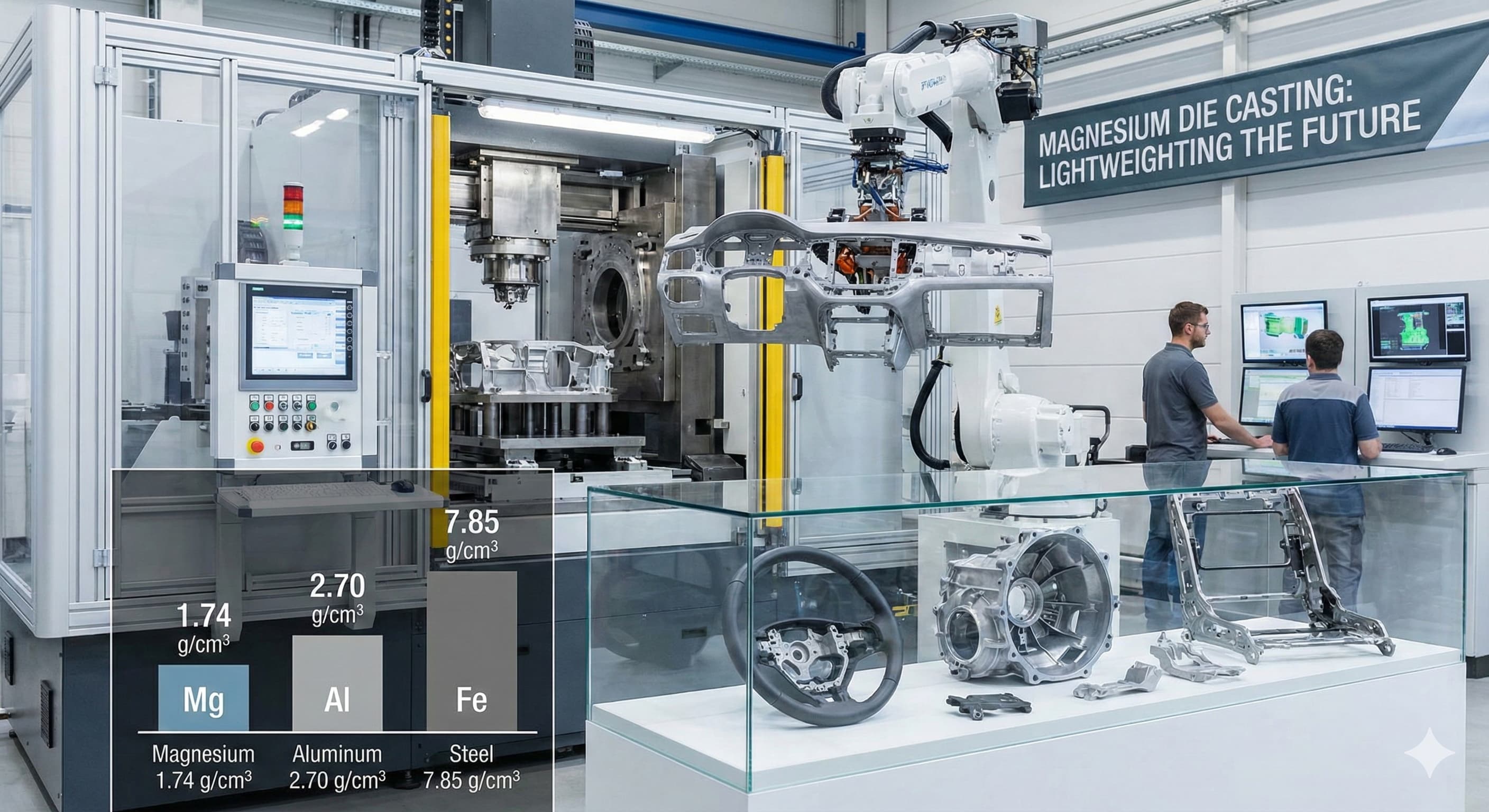
Bilprodusenter står overfor en enestående utfordring: å redusere kjøretøyvekten med 15-20 % samtidig som de opprettholder strukturell integritet og kostnadseffektivitet. Magnesiumstøping fremstår som den mest levedyktige løsningen, og tilbyr en tetthet som er 35 % lavere enn aluminium og 75 % lavere enn stål, noe som gjør det til det letteste strukturelle metallet som er tilgjengelig for bilapplikasjoner.
Viktige punkter:
- Magnesiumstøping oppnår vektreduksjoner på 25-40 % sammenlignet med aluminiumsekvivalenter, samtidig som det opprettholder sammenlignbare styrke-til-vekt-forhold
- AZ91D- og AM60B-legeringer dominerer bilapplikasjoner med strekkfasthet som når henholdsvis 240 MPa og 220 MPa
- Avanserte støpesystemer og kontrollert størkning reduserer porøsiteten til mindre enn 2 %, og oppfyller kvalitetsstandardene for biler
- Integrasjon med modulære verktøystrategier reduserer verktøykostnadene med 30-50 % for komponentfamilier
Materialegenskaper og legeringsvalg for bilkomponenter
Magnesiums eksepsjonelle spesifikke styrke gjør det uunnværlig for lettvektsstrategier for biler. Tettheten på 1,74 g/cm³ gir umiddelbare vektfordeler, men legeringsvalget bestemmer ytelsesegenskapene som er kritiske for bilapplikasjoner.
AZ91D er fortsatt arbeidshestlegeringen for magnesiumstøping for biler, og inneholder 9 % aluminium og 1 % sink. Denne sammensetningen gir optimal støpeevne med fyllingsevne i seksjoner så tynne som 0,6 mm. Legeringen oppnår en strekkfasthet på 230-240 MPa med 2-3 % forlengelse, egnet for instrumentpaneler, seterammer og transmisjonshus.
AM60B tilbyr overlegen duktilitet med 6-8 % forlengelse, noe som gjør den foretrukket for kollisjonsfølsomme komponenter som rattarmaturer og dørkarmer. Det reduserte aluminiuminnholdet (6 %) forbedrer slagfastheten samtidig som det opprettholder en respektabel strekkfasthet på 220 MPa.
| Egenskap | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Tetthet (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Strekkfasthet (MPa) | 240 | 220 | 210 | 250 |
| Flytegrense (MPa) | 160 | 130 | 140 | 180 |
| Forlengelse (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Driftstemperatur (°C) | 120 | 120 | 150 | 175 |
| Kostnadsfaktor | 1.0 | 1.1 | 1.4 | 1.8 |
For applikasjoner med forhøyede temperaturer inneholder AS41B- og AE44-legeringer henholdsvis silisium og sjeldne jordarter. AS41B opprettholder strukturell integritet opp til 150 °C, egnet for motornære komponenter, mens AE44 fungerer pålitelig til 175 °C for transmisjonskasser og oljepanner.
Prosessoptimalisering av støping for vektreduksjon
For å oppnå optimal lettvekt kreves presis kontroll av prosessparametrene for støping. Optimalisering av veggtykkelse representerer den primære vektreduksjonsstrategien, med moderne teknikker som muliggjør uniforme vegger så tynne som 0,8 mm i store bilkomponenter.
Kaldkammerstøping dominerer magnesiumapplikasjoner for biler på grunn av metallets reaktivitet med varmkammerutstyr. Skuddhastigheter mellom 3-6 m/s sikrer fullstendig fylling av formen samtidig som turbulens som skaper porøsitet minimeres. Portehastighetene må overstige 40 m/s for å forhindre for tidlig størkning i tynne seksjoner.
Kontrollert størkning gjennom optimalisert plassering av kjølekanaler forhindrer dannelse av krympedefekter som kompromitterer strukturell integritet. Opprettholde ensartet veggtykkelse innenfor ±0,2 mm sikrer konsistente mekaniske egenskaper i hele komponenten.
Formtemperaturer krever nøye styring mellom 200-250 °C for magnesiumlegeringer. Lavere temperaturer forårsaker ufullstendig fylling i tynne seksjoner, mens overdreven varme fremmer lodding av formen og reduserer verktøyets levetid. Termiske styringssystemer med integrerte varme- og kjølekretser opprettholder optimale temperaturgradienter.
Avanserte støpesystemer for lettvekt
Sofistikerte portdesign muliggjør produksjon av lette komponenter med komplekse geometrier. Vifteporter fordeler materialstrømmen over brede, tynne seksjoner samtidig som de opprettholder laminære strømningsforhold. Portetykkelsen varierer vanligvis fra 0,4-0,8 mm, omtrent 60-80 % av den tilstøtende veggtykkelsen.
Flere portsystemer viser seg å være avgjørende for store bilkomponenter som instrumentpanelsubstrater. Strategisk portplassering sikrer samtidig fylling av fjerne seksjoner samtidig som sveiselinjer i høyspenningsområder forhindres. Beregningsmessig væskedynamikkmodellering optimaliserer portplasseringer for å oppnå fullstendig fylling med minimalt materialavfall.
Strukturelle designstrategier for maksimal vektreduksjon
Effektiv lettvekt strekker seg utover materialvalg for å omfatte intelligent strukturell design. Magnesiums utmerkede stivhet-til-vekt-forhold muliggjør tynnveggskonstruksjon med strategiske forsterkningsribber som opprettholder strukturell ytelse.
Ribbedesign følger spesifikke geometriske regler for magnesiumstøping. Ribbetykkelsen bør ikke overstige 60 % av den tilstøtende veggtykkelsen for å forhindre synkemerker og intern porøsitet. Slippvinkler på 1-2° letter utstøtingen samtidig som den strukturelle effektiviteten opprettholdes. Ribbeavstand på 20-30 mm gir optimal stivhetsforbedring uten å kompromittere støpeevnen.
Hul seksjonsintegrasjon representerer en avansert lettvektsteknikk. Tapte saltkjerner eller sammenleggbare metallkjerner skaper interne hulrom som reduserer vekten med 15-25 % sammenlignet med solide seksjoner. Kjernematerialer må tåle støpetemperaturer på 650-700 °C samtidig som de gir dimensjonsstabilitet.
| Designfunksjon | Vektreduskjon | Kompleksitetsfaktor | Verktøykostnadspåvirkning |
|---|---|---|---|
| Veggtykkelseoptimalisering | 20-30% | Lav | +5-10% |
| Strategisk avstiving | 10-15% | Middels | +15-20% |
| Hule seksjoner | 15-25% | Høy | +30-50% |
| Topologioptimalisering | 25-35% | Høy | +40-60% |
| Multifunksjonsintegrasjon | 30-45% | Veldig høy | +50-80% |
For høypresisjonsresultater, Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Kvalitetskontroll og forebygging av defekter
Bilapplikasjoner krever strenge kvalitetsstandarder med defektrater under 100 PPM. Magnesiums reaktivitet med atmosfærisk fuktighet og oksygen krever spesialiserte håndteringsprosedyrer for å forhindre inneslutninger og gassporøsitet.
Beskyttende atmosfærer som bruker SF6 eller alternative dekkasser forhindrer oksidasjon under smelting og oppbevaring. SF6-konsentrasjoner på 0,2-0,5 % i luft gir tilstrekkelig beskyttelse samtidig som miljøpåvirkningen minimeres. Alternative systemer som bruker SO2 eller CO2 tilbyr miljøfordeler med sammenlignbare beskyttelsesnivåer.
Ikke-destruktive testmetoder verifiserer intern kvalitet uten komponentdestruksjon. Røntgeninspeksjon oppdager porøsitetsnivåer som overstiger 2 volumprosent, mens ultralydtesting identifiserer defekter under overflaten. Akseptkriterier krever vanligvis porøsitetsnivåer under 2 % uten at et enkelt hulrom overstiger 2 mm i diameter.
Dimensjonskontroll opprettholder toleranser som er kritiske for bilmontering. Magnesiums termiske ekspansjonskoeffisient på 26 μm/m·K krever temperaturkontrollerte målemiljøer. Koordinatmålemaskiner med temperaturkompensasjon sikrer nøyaktighet innenfor ±0,05 mm for kritiske dimensjoner.
Overflatebehandling og etterbehandling
Magnesiums korrosjonsfølsomhet nødvendiggjør beskyttende overflatebehandlinger for biltjenester. Anodisering gir utmerket korrosjonsbeskyttelse med beleggtykkelser på 5-25 μm. Type III-anodisering oppnår overlegen holdbarhet for utvendige applikasjoner.
Konverteringsbelegg tilbyr kostnadseffektiv beskyttelse for innvendige komponenter. Kromatbehandlinger, selv om de fases ut på grunn av miljøhensyn, gir utmerket vedheft for maling. Alternative kromfrie systemer som bruker permanganat- eller fosfatkjemi leverer sammenlignbar ytelse.
Kostnadsanalyse og økonomiske vurderinger
Mens magnesium krever en prispremie i forhold til aluminium, inkluderer den totale kostnadsberegningen prosesseringsfordeler og nedstrømsbesparelser. Råvarekostnadene for AZ91D varierer vanligvis fra €3,20-3,80 per kilogram, sammenlignet med €1,80-2,20 for aluminium A380.
Prosesseringseffektivitet kompenserer for materialkostnader gjennom reduserte syklustider. Magnesiums lavere latente smeltevarme muliggjør raskere størkning, og reduserer syklustidene med 15-25 % sammenlignet med aluminium. Former når stabile temperaturer raskere, noe som forbedrer produktiviteten i produksjon med høyt volum.
| Kostnadselement | Magnesium AZ91D | Aluminium A380 | Forskjell |
|---|---|---|---|
| Materialkostnad (€/kg) | 3.50 | 2.00 | +75% |
| Prosesseringskostnad (€/kg) | 2.80 | 3.20 | -12.5% |
| Syklustid (sekunder) | 45 | 60 | -25% |
| Verktøylevetid (skudd) | 80,000 | 100,000 | -20% |
| Sekundære operasjoner | Minimal | Moderat | -30% |
| Total delkostnad | €8.50 | €9.20 | -7.6% |
Kostnadsfordeler på kjøretøynivå rettferdiggjør materialpremier gjennom forbedret drivstoffeffektivitet og ytelse. Vektreduksjoner på 1 kg sparer vanligvis €15-25 i drivstoffkostnader over kjøretøyets levetid, samtidig som det muliggjør neddimensjonerte drivlinjer og forbedrede kjøreegenskaper.
Integrasjon med produksjonssystemer
Vellykket implementering av magnesiumstøping krever integrasjon med eksisterende produksjonsinfrastruktur. Mange billeverandører utnytter sprøytestøpingstjenester sammen med støping for å skape hybridkomponentløsninger som optimaliserer både vekt og funksjonalitet.
Automatiseringssystemer må tilpasses magnesiums unike håndteringskrav. Robotiske avtrekkere bruker spesialiserte gripere designet for magnesiums termiske egenskaper. Uttrekkingskreftene forblir minimale på grunn av magnesiums lavere termiske ekspansjon, noe som reduserer formslitasje og forbedrer delkvaliteten.
Kvalitetsstyringssystemer integrerer sanntidsovervåking med statistisk prosesskontroll. Temperaturovervåking på flere formplasseringer forhindrer overoppheting som forårsaker formlodding. Trykksensorer i det hydrauliske systemet oppdager variasjoner som indikerer formslitasje eller prosessdrift.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår integrerte tilnærming til våre produksjonstjenester betyr at hvert magnesiumstøpeprosjekt får den spesialiserte oppmerksomheten og tekniske ekspertisen som kreves for bilapplikasjoner.
Miljømessige og bærekraftige hensyn
Magnesiumstøping støtter bilindustriens bærekraftsmål gjennom flere veier. Vektreduksjonen på 35 % sammenlignet med aluminium oversettes direkte til redusert drivstofforbruk og lavere CO2-utslipp over kjøretøyets levetid.
Primære energikrav for magnesiumproduksjon har redusert betydelig med moderne elektrolytiske prosesser som forbruker 35-40 MWh per tonn, sammenlignet med 45-50 MWh historisk. Resirkuleringseffektiviteten nærmer seg 95 %, med sekundært magnesium som bare krever 5 % av primærproduksjonsenergien.
Resirkulerbarhet ved endt levetid sikrer lukkede materialkretser. Magnesiumkomponenter beholder metallurgiske egenskaper gjennom flere resirkuleringssykluser, i motsetning til aluminium som krever tilsetning av jomfrumateriale for å opprettholde styrkeegenskapene.
Alternative smelteteknologier
Induksjonssmeltesystemer forbedrer energieffektiviteten samtidig som de reduserer miljøpåvirkningen. Frekvensstyrt induksjon gir presis temperaturkontroll med 85-90 % energieffektivitet sammenlignet med 60-70 % for gassfyrte ovner. Redusert forbrenning eliminerer direkte CO2-utslipp på bruksstedet.
Elektromagnetisk omrøring sikrer homogen legeringssammensetning samtidig som drossdannelse minimeres. Redusert oksiddannelse reduserer materialavfall og eliminerer behovet for aggressive flusskjemikalier. Saltflussforbruket synker med 60-80 % sammenlignet med konvensjonelle smeltesystemer.
Fremtidige utviklinger og avanserte applikasjoner
Nye magnesiumlegeringer er rettet mot spesifikke bilapplikasjoner med forbedrede ytelsesegenskaper. Kalsiumholdige legeringer som AXJ530 tilbyr forbedret krypmotstand for drivlinjeapplikasjoner, mens litiumtilsetninger i LAE442 reduserer tettheten til 1,35 g/cm³.
Vakuumstøpeteknologi eliminerer gassporøsitet for kritiske strukturelle applikasjoner. Kammertrykk under 100 mbar forhindrer gassinnfangning under fylling, noe som muliggjør tynnveggstøpegods med nesten-netto-form-nøyaktighet. Vakuumsystemer integreres med eksisterende kaldkammermaskiner gjennom ettermonteringsmodifikasjoner.
Halvfaste prosesseringsteknikker som thixomolding kombinerer fordelene med støping med nesten-netto-form-egenskaper. Delvis størknet magnesium viser ikke-newtonsk strømningsatferd, og fyller komplekse geometrier med minimal turbulens. Prozesstemperaturer 50-80 °C under konvensjonell støping reduserer formslitasje og forlenger verktøyets levetid.
| Teknologi | Nåværende status | Potensial for vektreduksjon | Tidslinje |
|---|---|---|---|
| Vakuumstøping | Kommersiell | 5-10% ekstra | Tilgjengelig |
| Halvfast prosessering | Utvikling | 10-15% ekstra | 2-3 år |
| Hybrid Mg-Al-komponenter | Pilot | 15-25% vs. all-Al | 3-5 år |
| Additiv produksjon | Forskning | 30-50% optimalisert | 5-7 år |
Ofte stilte spørsmål
Hva er de typiske toleransene som kan oppnås med magnesiumstøping for bilkomponenter?
Magnesiumstøping oppnår dimensjonstoleranser på ±0,08-0,15 mm for funksjoner opp til 100 mm, med strammere toleranser på ±0,05 mm mulig for kritiske dimensjoner gjennom sekundær maskinering. Overflatefinishen varierer vanligvis fra 1,6-3,2 μm Ra som støpt.
Hvordan sammenlignes magnesiumstøping med aluminium når det gjelder korrosjonsbestandighet?
Ubehandlet magnesium viser lavere korrosjonsbestandighet enn aluminium, og krever beskyttende belegg for biltjenester. Med riktig anodisering eller konverteringsbelegg oppnår magnesiumkomponenter korrosjonsbeskyttelse av bilkvalitet som oppfyller 1000-timers saltspraytestkrav.
Hva er brannsikkerhetshensynene ved arbeid med magnesiumstøping?
Magnesiums antennelsestemperatur på 650 °C er over typiske støpetemperaturer på 620-680 °C, noe som gjør brannrisikoen minimal under normal drift. Nødprosedyrer krever brannslukningsapparater i klasse D som er spesielt utviklet for metallbranner. Vannbaserte systemer er strengt forbudt da de intensiverer magnesiumbranner.
Kan magnesiumstøpegods sveises eller sammenføyes med andre bilmaterialer?
Magnesiumkomponenter sammenføyes med andre materialer gjennom mekanisk feste, limbinding eller spesialiserte sveiseteknikker. Friksjonsrøresveising muliggjør sammenføyning med aluminiumkomponenter, mens strukturelle lim som er vurdert for biltjenester gir holdbare bindinger. Tradisjonell lysbuesveising krever inert gasskjerming og magnesiumfyllmaterialer.
Hvilke minimum veggtykkelser kan oppnås i magnesiumstøping for biler?
Minimum veggtykkelse avhenger av komponentstørrelse og legeringsvalg. Små komponenter oppnår 0,6 mm vegger konsekvent, mens større bildeler som instrumentpaneler opprettholder 0,8-1,0 mm tykkelse. Uniform veggtykkelsesvariasjon innenfor ±0,2 mm sikrer konsistente mekaniske egenskaper.
Hvordan påvirker resirkuleringshensyn design av magnesiumstøpekomponenter?
Design for resirkulering krever minimering av ulikt materiale og sikrer ren separasjon ved endt levetid. Magnesium opprettholder egenskaper gjennom flere resirkuleringssykluser, men forurensning fra stålfestemidler eller aluminiumsinnsatser påvirker legeringskvaliteten. Snap-fit-design eliminerer permanente festemidler samtidig som monteringsintegriteten opprettholdes.
Hva er de typiske ledetidene og verktøykostnadene for magnesiumstøpeverktøy for biler?
Verktøyfabrikasjon krever 12-16 uker for komplekse bilkomponenter, med kostnader som varierer fra €85 000-250 000 avhengig av komponentkompleksitet og hulromstall. H13 verktøystål gir optimal balanse mellom varmeledningsevne og slitasjemotstand for magnesiumtjeneste, med forventet verktøylevetid på 80 000-120 000 skudd.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece