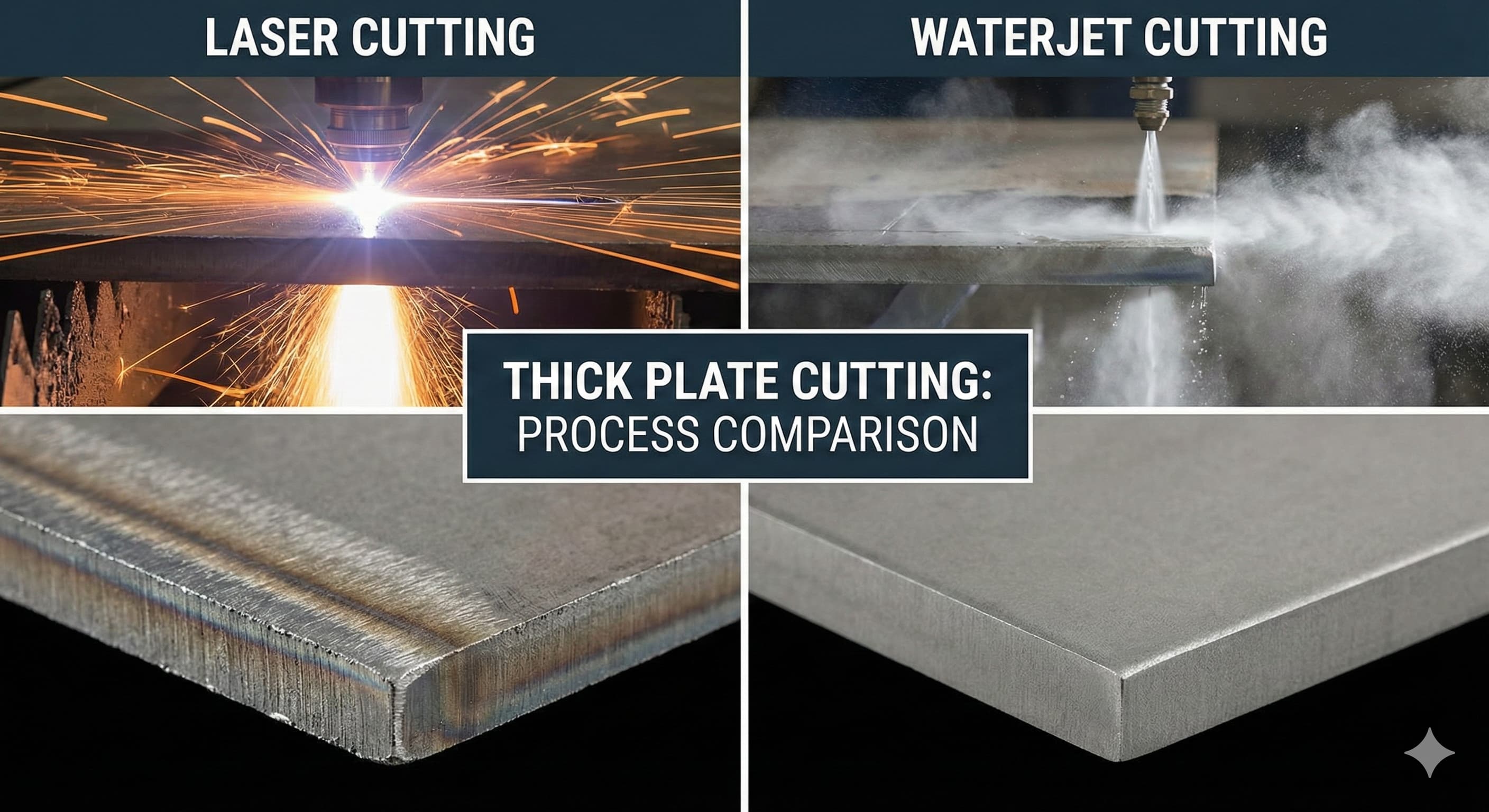
Laserskjæring vs. Vannskjæring: Velge Riktig Metode for Tykk Plate
Ved skjæring av tykke plater over 25 mm tykkelse, vil valget mellom laserskjæring og vannskjæringsteknologi fundamentalt bestemme prosjektets suksess, kostnadseffektivitet og endelig delkvalitet. Denne beslutningen påvirker alt fra metallurgiske egenskaper til dimensjonsnøyaktighet og produksjonsøkonomi.
Viktige punkter:
- Vannskjæring utmerker seg for plater over 100 mm tykke med overlegen kantkvalitet og ingen varmepåvirkede soner
- Laserskjæring dominerer hastighet og kostnadseffektivitet for plater 25-50 mm tykke i karbonstål
- Materialtype dikterer metodevalg: reflekterende materialer favoriserer vannskjæring, karbonstål favoriserer laser
- Total prosjektkostnad inkluderer materialavfall, sekundære operasjoner og oppsettstid utover timepriser
Forståelse av Grunnleggende om Skjæring av Tykk Plate
Skjæring av tykk plate gir unike utfordringer som forsterker forskjellene mellom laser- og vannskjæringsteknologier. Etter hvert som materialtykkelsen øker utover 25 mm, blir faktorer som varmetilførsel, skjærehastighet, kantvinkelretthet og materialspenning kritiske hensyn som kan avgjøre prosjektspesifikasjonene.
Laserskjæring bruker en fokusert stråle av koherent lys, typisk fra fiber- eller CO2-kilder, kombinert med hjelpegasser for å smelte og blåse bort materiale. For tykke plater er fiberlasere med effekt fra 6 kW til 30 kW standard, med høyere effekt som muliggjør raskere skjærehastigheter og forbedret tykk seksjonskapasitet. Prosessen genererer betydelig varmetilførsel, og skaper en varmepåvirket sone (HAZ) som strekker seg 0,1-0,5 mm fra skjærekanten avhengig av materiale og tykkelse.
Vannskjæring bruker ultrahøytrykksvann (vanligvis 60 000-90 000 PSI) blandet med slipende granatpartikler for å erodere materiale gjennom mekanisk virkning. Denne kalde skjæreprosessen genererer ingen HAZ og kan skjære praktisk talt alle materialer uavhengig av hardhet eller termiske egenskaper. Prosessen opererer med mye lavere hastigheter enn laser, men gir overlegen kantkvalitet og dimensjonsnøyaktighet for tykke seksjoner.
Materialtykkelseskapasiteter og Begrensninger
Å forstå de praktiske tykkelsesgrensene for hver teknologi hjelper til med å etablere foreløpige prosessvalgskriterier før detaljert analyse.
| Materialtype | Laser Maksimum (mm) | Vannskjærer Maksimum (mm) | Optimalt Område Laser | Optimalt Område Vannskjærer |
|---|---|---|---|---|
| Karbonstål | 40-50 | 200+ | 6-25 | 25-150 |
| Rustfritt Stål 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Verktøystål H13 | 15-20 | 200+ | Anbefales ikke | 10-100 |
| Inconel 718 | 8-12 | 100+ | Anbefales ikke | 5-50 |
Disse tykkelsesområdene representerer praktiske grenser der akseptabel skjærekvalitet og rimelige produksjonshastigheter kan opprettholdes. Å overskride optimale områder resulterer vanligvis i dårlig kantkvalitet, overdreven konisitet eller uøkonomiske skjærehastigheter.
Kantkvalitet og Metallurgiske Hensyn
Forskjeller i kantkvalitet mellom laser og vannskjæring blir uttalt i tykke plateapplikasjoner, og påvirker direkte delens funksjonalitet og sekundære driftskrav.
Laserskjæring av tykke plater gir en karakteristisk kantfinish med distinkte soner. Den øvre delen viser typisk en jevn, lett stripet overflate fra smelte- og gassblåsevirkingen. Etter hvert som tykkelsen øker, kan den nedre delen vise økte striper, svak konisitet og potensiell slaggfesting. HAZ strekker seg 0,2-0,8 mm avhengig av materiale og tykkelse, noe som potensielt påvirker mekaniske egenskaper i kritiske applikasjoner.
Vannskjæring gir jevn kantkvalitet gjennom hele materialtykkelsen med minimal konisitet (vanligvis 0,003-0,005 mm per mm tykkelse). Kanten viser en fin, jevn tekstur fra den slipende skjærehandlingen uten metallurgiske endringer. Dette gjør vannskjæring ideell for applikasjoner som krever presise kantforhold for sikker håndtering eller påfølgende sveiseoperasjoner.
For høypresisjonsresultater, Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Overflateruhetsverdier varierer betydelig mellom prosesser. Laserskjæring gir typisk Ra-verdier på 6,3-12,5 μm på tykke plater, mens vannskjæring oppnår 1,6-6,3 μm konsistent. Denne forskjellen eliminerer ofte sekundære maskineringskrav for vannskjæringsdeler.
Skjærehastighet og Produksjonsøkonomi
Produksjonshastighetsanalyse må ta hensyn til oppsettstid, piercingtid og faktisk skjærehastighet for å bestemme sanne gjennomstrømningskapasiteter.
| Tykkelse (mm) | Materiale | Laserhastighet (mm/min) | Vannskjærerhastighet (mm/min) | Laser Gjennomtrengningstid (sek) | Vannskjærer Gjennomtrengningstid (sek) |
|---|---|---|---|---|---|
| 25 | Karbonstål | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Karbonstål | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Rustfritt 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Ikke praktisk | 100-150 | N/A | 25-40 |
| 100 | Karbonstål | Ikke praktisk | 80-120 | N/A | 40-60 |
Piercingtid blir stadig viktigere for tykke plater, spesielt påvirket små deler med flere piercinger. Laserpiercing forringes raskt med tykkelsen, mens vannskjæringspiercingtiden øker mer lineært, men starter fra en høyere baseline.
Materialspesifikke Hensyn
Ulike materialer viser varierende responser på laser- og vannskjæring, noe som påvirker prosessvalget utover enkle tykkelseshensyn.
Karbonstålytelse: Karbonstål reagerer utmerket på laserskjæring opp til 40-50 mm tykkelse på grunn av den eksoterme reaksjonen mellom jern og oksygenhjelpegass. Denne reaksjonen gir ekstra skjæreenergi, noe som muliggjør raskere hastigheter og renere kutt. Vannskjæring av karbonstål gir overlegen kantkvalitet, men med betydelig lavere hastigheter for tynnere seksjoner.
Utfordringer med Rustfritt Stål: Rustfritt stål gir vanskeligheter for laserskjæring på grunn av høy reflektivitet og varmeledningsevne. Nitrogenhjelpegass er vanligvis nødvendig for å forhindre oksidasjon, noe som øker driftskostnadene. Vannskjæring eliminerer disse bekymringene samtidig som det gir utmerkede resultater på tvers av alle rustfrie kvaliteter.
Aluminiumskomplikasjoner: Aluminiums høye reflektivitet og varmeledningsevne gjør laserskjæring utfordrende, spesielt for tykke seksjoner. Vannskjæring utmerker seg for aluminiumskjæring, og gir rene kanter uten smelting og størkning som kan kompromittere overflatefinishen i kritiske applikasjoner.
Eksotiske Legeringer: Materialer som Inconel, Hastelloy og verktøystål er bedre egnet for vannskjæring på grunn av deres høytemperaturstyrke og arbeidsherdingsegenskaper som kompliserer laserbehandling.
Toleranse og Dimensjonsnøyaktighet
Oppnåelige toleranser varierer betydelig mellom prosesser og påvirkes av materialtykkelse, delgeometri og maskintilstand.
Laserskjæringstoleranser for tykke plater varierer typisk fra ±0,1-0,3 mm avhengig av tykkelse og materiale. Termisk forvrengning blir en betydelig faktor etter hvert som tykkelsen øker, noe som potensielt påvirker dimensjonsnøyaktigheten på store deler. Spaltebredden (vanligvis 0,2-0,4 mm) forblir relativt konsistent, men svak konisitet kan utvikle seg i tykke seksjoner.
Vannskjæring oppnår konsekvent toleranser på ±0,05-0,1 mm over hele tykkelsesområdet med minimal konisitet. Den smale spaltebredden (0,8-1,2 mm) og kalde skjæreprosessen eliminerer bekymringer for termisk forvrengning. Lengre skjæretider kan imidlertid tillate svak maskindrift på svært lange kutt.
Kostnadsanalyse og Økonomiske Faktorer
Ekte kostnadssammenligning krever analyse utover enkle timepriser, inkludert oppsettstid, materialutnyttelse, sekundære operasjoner og kvalitetshensyn.
| Kostnadsfaktor | Laserskjæring | Vannskjæring | Påvirkning på Totalkostnad |
|---|---|---|---|
| Timepris | €45-85 | €55-95 | Middels |
| Oppsettstid | 15-30 minutter | 20-40 minutter | Høy for små partier |
| Materialutnyttelse | 85-92% | 88-95% | Høy for dyre materialer |
| Sekundære Operasjoner | Ofte nødvendig | Sjelden nødvendig | Høy |
| Forbrukskostnader | €2-8 per time | €15-25 per time | Middels |
Forbrukskostnader varierer betydelig mellom prosesser. Laserskjæring bruker hjelpegasser (oksygen, nitrogen eller luft) og sporadiske dyseutskiftninger. Vannskjæring krever slipende granat (€0,30-0,50 per kg), høytrykksforseglinger og periodisk utskifting av juvelåpning.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, med tilgang til både laser- og vannskjæringskapasiteter under ett tak.
Beslutningsmatrise for Prosessvalg
Systematisk prosessvalg krever evaluering av flere faktorer vektet etter prosjektprioriteringer. Kritiske beslutningsfaktorer inkluderer materialtype og tykkelse, nødvendig kantkvalitet, dimensjonstoleranser, produksjonsvolum og budsjettbegrensninger.
Velg laserskjæring når: materialtykkelsen er under 25 mm for de fleste materialer, produksjonshastigheten er kritisk, materialet er karbonstål, tett nesting er nødvendig for materialeffektivitet, eller budsjettbegrensninger favoriserer lavere timepriser til tross for potensielle sekundære operasjoner.
Velg vannskjæring når: materialtykkelsen overskrider optimale laserområder, overlegen kantkvalitet er nødvendig, ingen HAZ er akseptabelt, materialer inkluderer aluminium, rustfritt stål eller eksotiske legeringer, stramme toleranser er kritiske gjennom tykkelsen, eller applikasjonen involverer elektriske komponenter som krever rene kanter.
Integrasjon med Produksjonsarbeidsflyt
Begge skjæremetodene integreres forskjellig med nedstrøms produksjonsprosesser, noe som påvirker den totale produksjonseffektiviteten og delkvaliteten.
Deler skåret med laser krever ofte avgrading, kantfinishing eller spenningsavlastning, spesielt for tykke seksjoner. HAZ kan nødvendiggjøre varmebehandling for å gjenopprette mekaniske egenskaper i kritiske applikasjoner. De raskere skjærehastighetene kan imidlertid muliggjøre just-in-time produksjonsstrategier for mange applikasjoner.
Vannskjæringsdeler går vanligvis direkte til påfølgende operasjoner som forming, sveising eller montering uten mellomliggende behandling. Denne strømlinjeformede arbeidsflyten kompenserer ofte for de lavere skjærehastighetene gjennom redusert håndtering og sekundære operasjoner. Integrasjon med presisjons CNC-maskineringstjenester er sømløs på grunn av den overlegne kantkvaliteten og dimensjonsnøyaktigheten.
Begge prosessene utfyller hele spekteret av våre produksjonstjenester, inkludert forming, sveising og etterbehandlingsoperasjoner. Nøkkelen er å velge skjæremetoden som optimaliserer hele produksjonsarbeidsflyten i stedet for å fokusere utelukkende på skjæreytelse.
Kvalitetskontroll og Inspeksjonskrav
Kvalitetskontrollprosedyrer varierer mellom laser- og vannskjæring på grunn av de distinkte egenskapene til hver prosess og deres typiske applikasjoner.
Laserskårne deler krever inspeksjon for kantkvalitetskonsistens, slaggfesting, dimensjonsnøyaktighet inkludert potensiell termisk forvrengning, HAZ-omfang og -egenskaper, og overflatefinishvariasjon mellom øvre og nedre skjæreflater. Tykkere seksjoner kan vise konisitet som krever måling og sammenligning med spesifikasjoner.
Vannskjærte deler trenger evaluering for dimensjonsnøyaktighet og konisitet, overflatefinishkonsistens, kantvinkelretthet og potensiell delaminering i lagdelte materialer. Den konsistente skjærehandlingen resulterer vanligvis i mer forutsigbare kvalitetsresultater på tvers av produksjonsløp.
Begge prosessene drar nytte av statistisk prosesskontroll overvåking av nøkkelparametere som skjærehastighet, forbruksvaretilstand og maskinkalibrering for å opprettholde konsistente resultater på tvers av produksjonsløp.
Miljø- og Sikkerhetshensyn
Miljøpåvirkning og sikkerhetskrav varierer betydelig mellom laser- og vannskjæringsoperasjoner, noe som påvirker fasilitetskrav og driftsprosedyrer.
Laserskjæring genererer røyk og partikler som krever avtrekk- og filtreringssystemer. Hjelpegassforbruk, spesielt nitrogen for skjæring av rustfritt stål, representerer et pågående miljøhensyn. Støynivåene er generelt moderate, men lasersikkerhetsprotokoller krever streng overholdelse for å forhindre øyeskade.
Vannskjæring produserer minimale luftbårne forurensninger, men genererer betydelige mengder slipende slam som krever forsvarlig deponering. Vannbehandlings- og resirkuleringssystemer er avgjørende for miljøoverholdelse. Støynivåene er høyere enn laserskjæring, noe som krever hørselsvern for operatører.
Begge prosessene bruker betydelig elektrisk energi, med lasersystemer som typisk trekker 20-100 kW og vannskjæringssystemer som krever 50-200 kW avhengig av størrelse og konfigurasjon. Energieffektivitetshensyn favoriserer laserskjæring for de fleste applikasjoner innenfor sitt kapasitetsområde.
Ofte Stilte Spørsmål
Hva er den maksimale tykkelsen hver prosess kan skjære pålitelig?
Laserskjæring håndterer pålitelig karbonstål opp til 40-50 mm og rustfritt stål til 30-40 mm med god kantkvalitet. Vannskjæring kan behandle praktisk talt alle materialer opp til 200+ mm tykkelse med jevn kvalitet, hovedsakelig begrenset av maskinens halsdybde snarere enn skjærekapasitet.
Hvordan sammenlignes skjærehastigheten mellom laser og vannskjæring for tykke plater?
Laserskjæring er betydelig raskere for materialer innenfor sin tykkelseskapasitet, ofte 3-5 ganger raskere enn vannskjæring. Men etter hvert som tykkelsen nærmer seg laserens grenser, reduseres hastighetsfordelen mens kantkvaliteten forringes. Vannskjæring opprettholder konsistente skjærehastigheter uavhengig av tykkelse.
Hvilken prosess gir bedre dimensjonsnøyaktighet for tykke plater?
Vannskjæring gir konsekvent overlegen dimensjonsnøyaktighet (±0,05-0,1 mm) med minimal konisitet gjennom hele materialtykkelsen. Laserskjæringsnøyaktigheten forringes med tykkelsen på grunn av termiske effekter og potensiell konisitet, og oppnår typisk ±0,1-0,3 mm på tykke seksjoner.
Hva er de typiske kostnadsforskjellene mellom laser- og vannskjæring?
Laserskjæring tilbyr generelt lavere timepriser (€45-85 vs €55-95 for vannskjæring), men kan kreve sekundære operasjoner. Vannskjæring har høyere forbrukskostnader (€15-25/time vs €2-8/time), men trenger sjelden ytterligere behandling. Total prosjektkostnad avhenger av spesifikke krav og delkompleksitet.
Hvordan påvirker materialegenskaper prosessvalget?
Karbonstål favoriserer laserskjæring på grunn av eksoterme reaksjonsfordeler, mens reflekterende materialer (aluminium, kobber) og høytemperaturlegeringer (Inconel, verktøystål) presterer bedre med vannskjæring. Rustfritt stål kan bruke begge prosessene, med laser som tilbyr hastighet og vannskjæring som gir overlegen kantkvalitet.
Hvilke sekundære operasjoner kreves typisk for hver prosess?
Laserskårne deler krever ofte avgrading, slaggfjerning og potensielt varmebehandling for å adressere HAZ-effekter. Vannskjæringsdeler trenger vanligvis minimale sekundære operasjoner utover standard rengjøring, og går direkte til påfølgende produksjonstrinn som sveising eller forming.
Hvilken prosess er bedre for deler som krever påfølgende sveising?
Vannskjæring foretrekkes generelt for deler som krever sveising på grunn av fravær av HAZ og overlegen kantkvalitet. Den rene, oksidfrie kanten produsert av vannskjæring eliminerer potensielle sveisforurensningskilder og reduserer forberedelsestiden før sveising.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece