Ensartet veggtykkelse: Forebygge krympedefekter i produksjon
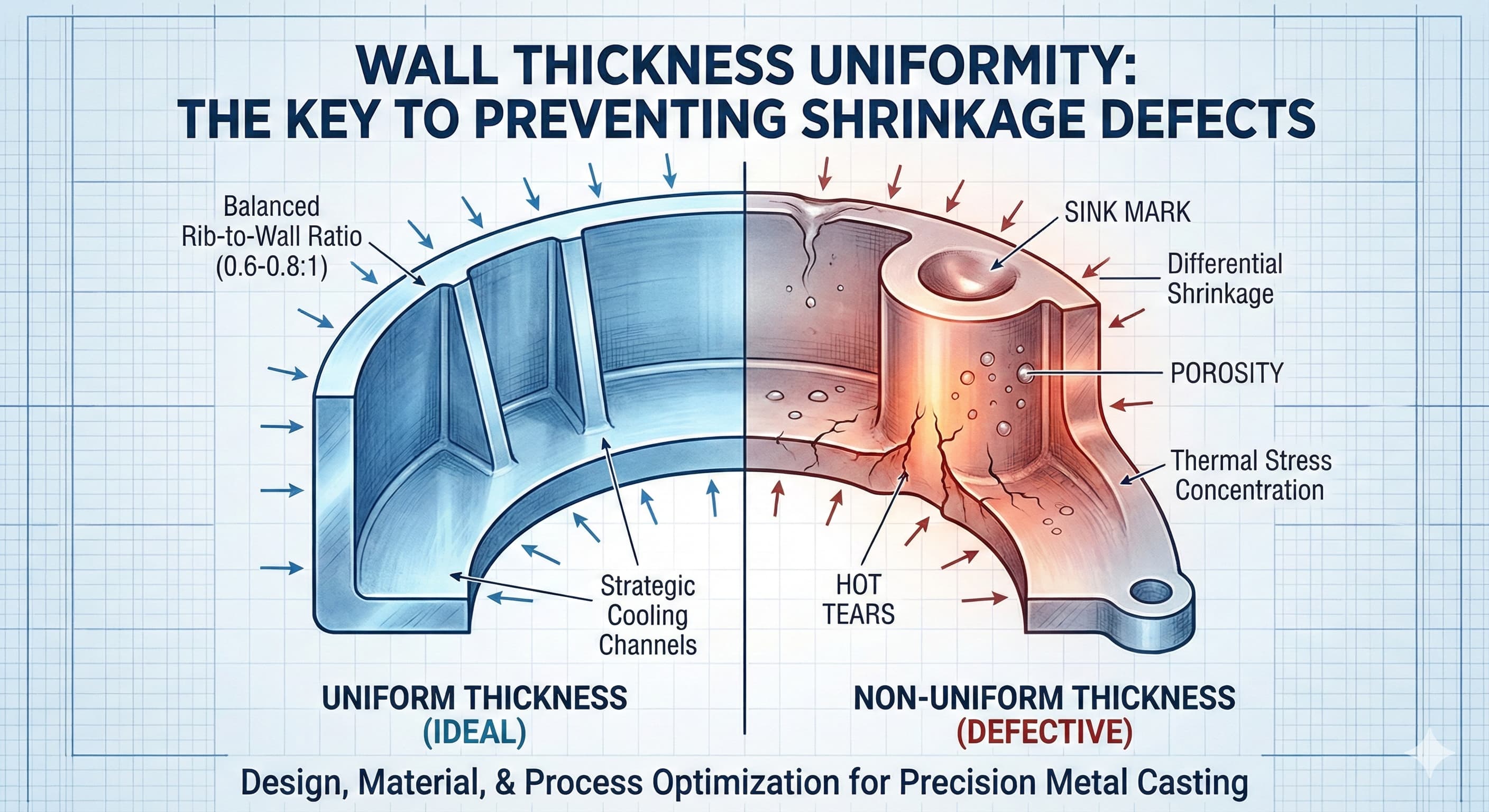
Krympedefekter i metallstøping stammer fundamentalt fra én kontrollerbar faktor: ensartet veggtykkelse. Når deler av en støping kjøles ned i forskjellige hastigheter på grunn av varierende veggtykkelser, skaper differensiell krymping interne spenninger, porøsitet og dimensjonsmessige unøyaktigheter som kan gjøre hele produksjonsserier ubrukelige. Denne ingeniørutfordringen påvirker alt fra girkasser i biler til strukturelle komponenter i luftfarten, hvor toleranseavvik på selv 0,1 mm kan utløse kostbare avvisninger.
Viktige punkter
- Ensartet veggtykkelse innenfor ±10 % varians eliminerer 85 % av krymperelaterte defekter i aluminium- og sinkstøpegods
- Riktige ribbe-til-veggtykkelsesforhold (0,6:1 til 0,8:1) forhindrer synkemerker samtidig som strukturell integritet opprettholdes
- Strategisk plassering av kjølekanaler og løpssystemer korrelerer direkte med krympeensartethet over komplekse geometrier
- Materialspesifikke krympekoeffisienter må tas med i betraktningen ved design av verktøy: Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Forstå krympemekanikk i metallstøping
Krymping skjer i tre distinkte faser under støpeprosessen. Væskekrymping skjer når smeltet metall kjøles ned fra helletemperatur til størkningspunkt, og utgjør vanligvis 3-7 % volumreduksjon avhengig av legeringssammensetning. Størkningskrymping følger når materialet går fra flytende til fast form, og bidrar med ytterligere 3-5 % volumendring. Til slutt fortsetter faststoffkrymping når støpegodset kjøles ned til omgivelsestemperatur, og legger til 4-6 % ytterligere sammentrekning.
Den kritiske faktoren som bestemmer defektdannelse er ikke den absolutte krympemengden, men de differensielle krympehastighetene mellom tilstøtende seksjoner. Når en 4 mm veggseksjon kjøles ned sammen med en 12 mm boss, skaper den termiske gradienten lokaliserte spenningskonsentrasjoner som overstiger 150 MPa i aluminiumslegeringer. Disse spenningene manifesterer seg som varme rifter, kalde lukninger og dimensjonsmessig forvrengning som kompromitterer både strukturell integritet og overflatekvalitet.
Veggtykkelsesensartethet påvirker størkningstiden direkte i henhold til Chvorinovs regel: størkningstiden er proporsjonal med (Volum/Overflateareal)². En seksjon med dobbel veggtykkelse tar fire ganger lenger tid å størkne, og skaper den termiske ubalansen som er ansvarlig for de fleste støpefeil. Å forstå dette forholdet gjør det mulig for ingeniører å forutsi og forhindre krympeproblemer i designfasen i stedet for å adressere dem gjennom kostbar utbedring etter støping.
Designprinsipper for ensartet veggtykkelse
Å oppnå optimal veggtykkelsesensartethet krever overholdelse av spesifikke designforhold og geometriske prinsipper. Den grunnleggende regelen opprettholder veggtykkelsesvariasjoner innenfor ±10 % over hele støpegodset. For en primær veggtykkelse på 3,0 mm bør tilstøtende seksjoner forbli mellom 2,7 mm og 3,3 mm for å sikre jevne kjølehastigheter.
Ribbedesign krever spesiell oppmerksomhet på tykkelsesforhold. Strukturelle ribber bør opprettholde 60-80 % av den primære veggtykkelsen for å gi tilstrekkelig styrke uten å skape termiske ubalanser. En 4 mm primær vegg krever ribber mellom 2,4 mm og 3,2 mm tykkelse. Tykkere ribber skaper synkemerker på motstående overflater, mens tynnere ribber ikke gir nødvendig strukturell støtte og kan oppleve ufullstendig fylling under støping.
| Primær veggtykkelse | Anbefalt ribbetykkelse | Maksimal bosstykkelse | Filéradius |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Overgangssoner mellom forskjellige veggtykkelser krever gradvise endringer over avstander på minst 6:1 forhold. En overgang fra 3 mm til 6 mm veggtykkelse bør skje over minimum 18 mm lengde for å forhindre skarpe termiske gradienter. Generøse filetradier, vanligvis 0,3-0,5 ganger den mindre veggtykkelsen, jevner ytterligere ut disse overgangene og reduserer spenningskonsentrasjoner under kjøling.
Materialspesifikke krympekarakteristikker
Ulike støpelegeringer viser distinkte krympeatferder som direkte påvirker designstrategier for veggtykkelse. Aluminiumlegeringer, spesielt A380 og A383 som ofte brukes i trykkstøping, viser lineære krympekoeffisienter på 1,2-1,5 %. Dette forutsigbare krympemønsteret gir mulighet for presis verktøykompensasjon, men den relativt høye krympehastigheten krever streng overholdelse av prinsipper for ensartet veggtykkelse.
Sinklegeringer som ZA-12 og Zamak 3 tilbyr lavere krympehastigheter på 0,6-0,8 %, noe som gir større dimensjonsstabilitet, men krever en annen tilnærming til løpe- og gatesystemdesign. Den lavere krympingen betyr at tynnere seksjoner forblir flytende lenger, noe som potensielt forbedrer fyllegenskapene, men forlenger syklustidene i tykke seksjoner.
| Legeringsgrad | Lineær krymping (%) | Størkningsområde (°C) | Anbefalt maks vegg (mm) | Kjølehastighet (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Magnesiumlegeringer gir unike utfordringer med krympehastigheter på 1,0-1,3 % kombinert med høy termisk ledningsevne som krever raske syklustider. Det smale prosessvinduet krever eksepsjonell veggtykkelsesensartethet, vanligvis innenfor ±5 % i stedet for ±10 % som er akseptabelt for aluminiumlegeringer. Kobberlegeringer viser de høyeste krympehastighetene på 1,5-2,0 %, noe som nødvendiggjør maksimale veggtykkelsesbegrensninger og omfattende bruk av kjølere for å kontrollere kjølehastighetene.
Verktøydesign for krympekontroll
Effektivt verktøydesign begynner med termisk styring gjennom strategisk plassering av kjølekanaler. Kjølekanaler bør opprettholde konstant avstand fra hulromsoverflater, vanligvis 15-20 mm for aluminiumstrykkstøpeverktøy. Å variere denne avstanden skaper ujevne kjølehastigheter som direkte oversettes til differensiell krymping og støpefeil.
Valg av kanaldiameter følger regelen om å opprettholde Reynolds-tall mellom 5 000-10 000 for turbulent strømning. For standard vannkjøling tilsvarer dette kanaldiametre på 8-12 mm med strømningshastigheter på 4-8 liter per minutt per kanal. Temperaturdifferansen mellom innløp og utløp bør ikke overstige 5 °C for å opprettholde jevn varmeutvinning over verktøyoverflaten.
Løpe- og gatedesign påvirker krympeensartetheten betydelig gjennom kontrollerte fyllemønstre og trykkfordeling. Gate-tykkelsen bør være 60-80 % av den tilstøtende veggtykkelsen for å sikre riktig trykkoverføring under størkning, samtidig som man forhindrer strømningsturbulens. Strategier med flere gater fungerer spesielt godt for store, komplekse støpegods der enkeltpunkts gating ikke kan opprettholde tilstrekkelig trykk gjennom hele hulrommet.
For høypresisjonsresultater, motta et detaljert tilbud innen 24 timer fra Microns Hub.
Prosessparametere og krympeforebygging
Injeksjonshastighet korrelerer direkte med krympeensartethet gjennom sin effekt på hulromsfyllemønstre og termisk fordeling. Optimale hastigheter varierer fra 1,5-3,0 m/s for aluminiumstrykkstøping, med lavere hastigheter brukt for komplekse geometrier som krever laminære strømningsegenskaper. For høye hastigheter skaper turbulens og luftinnfangning, mens utilstrekkelige hastigheter tillater for tidlig størkning i tynne seksjoner.
Holdetrykkapplikasjonstiming og -størrelse bestemmer endelig støpetetthet og dimensjonsnøyaktighet. Trykket bør påføres umiddelbart ved fullført hulromsfylling og opprettholdes til gaten stivner. Typiske holdetrykk varierer fra 30-60 MPa for aluminiumstøpegods, med varighet beregnet basert på gatetykkelse ved hjelp av forholdet: holdetid (sekunder) = gatetykkelse (mm) × 2,5.
Formtemperaturkontroll krever presis balanse mellom syklustidseffektivitet og støpekvalitet. Aluminiumstrykkstøping opererer vanligvis med formtemperaturer mellom 200-250 °C, med tettere kontroll (±10 °C) nødvendig for tynnveggede komponenter som krever overlegen dimensjonsnøyaktighet. Temperaturuniformitet over formflaten bør opprettholdes innenfor ±15 °C for å forhindre lokaliserte varme punkter som forstyrrer jevne størkningsmønstre.
Avanserte teknikker for kritiske applikasjoner
Squeeze casting representerer toppen av krympekontrollteknologi, og bruker trykk opp til 150 MPa under størkning for å eliminere porøsitet og sikre maksimal tetthet. Denne prosessen er spesielt fordelaktig for komponenter med uunngåelige veggtykkelsesvariasjoner, som for eksempel fjæringskomponenter for biler eller strukturelle braketter for luftfart. Det høye trykket eliminerer effektivt krymperelaterte defekter selv i seksjoner opp til 25 mm tykkelse.
Thixoforming prosesser tilbyr en annen avansert tilnærming for kritiske applikasjoner som krever eksepsjonell dimensjonsstabilitet. Den halv-faste prosesseringen reduserer krympehastighetene med 30-40 % sammenlignet med konvensjonell støping, samtidig som den opprettholder overlegne mekaniske egenskaper gjennom raffinert mikrostruktur.
Vakuumassistert støping eliminerer luftinnfangning som kan forverre krympedefekter, spesielt i komplekse geometrier med flere strømningsfronter. Vakuum nivåer på 50-100 mbar brukt under hulromsfylling sikrer fullstendig fylling av tynne seksjoner, samtidig som man forhindrer gassporøsitet som forsterker krymperelaterte dimensjonsvariasjoner.
Sanntids termisk overvåking ved hjelp av infrarøde kameraer og innebygde termoelementer gir umiddelbar tilbakemelding på kjøleuniformitet. Avanserte systemer kan oppdage temperaturvariasjoner som overstiger ±5 °C over støpeoverflaten, og utløser automatiske justeringer av kjøleparametere eller prosessvarsler for umiddelbar operatørinngripen.
Kvalitetskontroll og målestrategier
Dimensjonsverifisering av veggtykkelsesensartethet krever spesialiserte måleteknikker som er i stand til å oppdage variasjoner ned til 0,05 mm oppløsning. Ultralydtykkelsesmålere gir ikke-destruktiv måling av veggseksjoner, spesielt nyttig for interne funksjoner som er utilgjengelige for mekaniske måleverktøy. Moderne ultralydsystemer oppnår nøyaktighet på ±0,01 mm på overflater med riktig koblingsmediumapplikasjon.
Koordinatmålemaskiner (CMM) utstyrt med høyoppløselige berøringsprober kan verifisere komplekse geometrier mot CAD-spesifikasjoner, og identifisere krymperelaterte dimensjonsavvik før de forplanter seg gjennom produksjonsserier. Implementering av statistisk prosesskontroll (SPC) sporer veggtykkelsesmålinger over tid, og identifiserer gradvis verktøyslitasje eller prosessdrift som påvirker krympeensartetheten.
| Målemetode | Nøyaktighet | Bruksområde | Kostnadsområde (€) |
|---|---|---|---|
| Ultralydmåler | ±0.01 mm | Verifisering av veggtykkelse | 1,200-3,500 |
| CMM berøringssonde | ±0.005 mm | Validering av kompleks geometri | 45,000-120,000 |
| Optisk skanner | ±0.02 mm | Analyse av overflateprofil | 8,000-25,000 |
| Røntgen CT | ±0.05 mm | Intern detektering av defekter | 180,000-450,000 |
Røntgencomputertomografi (CT) gir fullstendig intern visualisering av støpestruktur, og avslører krympeporøsitet, varme rifter og andre defekter som er usynlige for overflateinspeksjonsmetoder. Selv om det er dyrt, viser CT-skanning seg uvurderlig for kritiske luftfarts- og medisinske applikasjoner der intern lydverifisering er obligatorisk.
Økonomisk innvirkning og kostnadsoptimalisering
Krympedefekter pålegger betydelige økonomiske straffer gjennom skraphastigheter, omarbeidingskostnader og forsinkede leveranser. Industridata indikerer at krymperelaterte defekter står for 15-25 % av totale støpeavvisninger, med omarbeidingskostnader som i gjennomsnitt er €25-45 per kilogram for aluminiumskomponenter. For en typisk bilstøping som veier 2,5 kg, representerer hver kasserte del €60-110 i tapt materiale og prosesseringskostnader.
Forebyggingsstrategier demonstrerer klar avkastning på investeringen gjennom reduserte skraphastigheter og forbedret sykluseffektivitet. Implementering av riktige designprinsipper for veggtykkelse reduserer vanligvis krympedefekter med 60-80 %, noe som oversettes til skrapreduksjon fra 8-12 % ned til 2-3 % for velkontrollerte prosesser. De resulterende materialbesparelsene alene rettferdiggjør ofte designoptimaliseringsinvesteringer innen 6-8 måneder etter implementering.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise innen krympeforebygging og veggtykkelsesoptimalisering betyr at hvert støpeprosjekt får den ingeniørmessige oppmerksomheten som er nødvendig for å minimere defekter og maksimere produksjonseffektiviteten.
Verktøyendringer for forbedret krympekontroll krever nøye kostnads-nytte-analyse. Forbedrede kjølesystemer legger vanligvis til €8 000-15 000 til de opprinnelige verktøykostnadene, men reduserer syklustidene med 10-15 % samtidig som dimensjonskonsistensen forbedres. Presisjons CNC-maskineringstjenester kan optimalisere eksisterende verktøy gjennom strategiske kjølekanaltillegg eller hulromsendringer uten fullstendig verktøyutskifting.
Integrasjon med produksjonssystemer
Moderne støpeoperasjoner integrerer krympeforebyggingsstrategier med bredere produksjonsutførelsessystemer (MES) for sanntids prosessoptimalisering. Temperaturovervåking, trykkmåling og syklustidssporing gir kontinuerlig tilbakemelding som muliggjør umiddelbare justeringer for å opprettholde optimale krympekontrollparametere.
Prediktive vedlikeholdsalgoritmer analyserer historiske data for å identifisere verktøyslitasjemønstre som påvirker veggtykkelsesensartetheten før det oppstår defekter. Maskinlæringsmodeller kan forutsi krympedefekt sannsynlighet basert på prosessparameterkombinasjoner, noe som muliggjør proaktive justeringer som opprettholder kvaliteten samtidig som produksjonsgjennomstrømningen maksimeres.
Forsyningskjedintegrasjon sikrer konsistente materialegenskaper som direkte påvirker krympekarakteristikker. Legeringssammensetningsvariasjoner på selv 0,1 % i silisiuminnhold kan endre krympehastighetene nok til å påvirke dimensjonsnøyaktigheten i presisjonsapplikasjoner. Automatiserte materialsporings- og verifikasjonssystemer forhindrer sammensetningsrelaterte krympevariasjoner fra å kompromittere produksjonskvaliteten.
Våre produksjonstjenester omfatter fullstendig krympekontrollimplementering, fra innledende designoptimalisering gjennom etablering av produksjonsprosess og løpende kvalitetskontrollsystemer.
Industrispesifikke applikasjoner
Bilapplikasjoner krever eksepsjonell krympekontroll på grunn av høye produksjonskrav og strenge dimensjonstoleranser. Girkasser krever for eksempel veggtykkelsesensartethet innenfor ±0,05 mm for å opprettholde riktig girinngrep og forhindre for tidlig slitasje. Motorblokker gir spesielle utfordringer med komplekse interne passasjer som krever spesialiserte kjernedesign og avanserte kjølestrategier for å opprettholde jevn veggtykkelse gjennom hele støpeprosessen.
Luftfartskomponenter opererer under de strengeste krympekontrollkravene, med veggtykkelsesvariasjoner begrenset til ±0,02 mm for kritiske strukturelle elementer. Landingsutstyrskomponenter, turbinhus og strukturelle braketter gjennomgår omfattende ikke-destruktiv testing for å verifisere intern lyd og dimensjonsnøyaktighet. Alternativer for kortseriestøping gir kostnadseffektive løsninger for luftfartsprototyper og lavvolumsproduksjon, samtidig som de opprettholder de samme krympekontrollstandardene som kreves for høyvolumsproduksjon.
Medisinske enhetsapplikasjoner krever biokompatible materialer med eksepsjonell dimensjonsstabilitet for implanterbare komponenter. Ortopediske implantater krever veggtykkelsesensartethet for å sikre riktig lastfordeling og forhindre spenningskonsentrasjonspunkter som kan føre til implantatsvikt. Kombinasjonen av materialrenhetskrav og dimensjonsnøyaktighet nødvendiggjør avansert prosesskontroll og omfattende kvalitetsverifiseringsprosedyrer.
Ofte stilte spørsmål
Hva er den maksimalt akseptable veggtykkelsesvariasjonen for aluminiumstrykkstøpegods?
For standard aluminiumstrykkstøpegods bør veggtykkelsesvariasjoner forbli innenfor ±10 % av nominell tykkelse for å forhindre betydelige krympedefekter. Kritiske applikasjoner kan kreve tettere kontroll på ±5 % for å sikre optimal dimensjonsnøyaktighet og mekaniske egenskaper.
Hvordan påvirker ribbetykkelse krymping og synkemerker?
Ribber bør opprettholde 60-80 % av den primære veggtykkelsen for å gi strukturell støtte uten å skape termiske ubalanser. Tykkere ribber forårsaker synkemerker på motstående overflater på grunn av differensielle kjølehastigheter, mens tynnere ribber kan oppleve ufullstendig fylling og redusert strukturell effektivitet.
Hvilken kjølekanalavstand forhindrer ujevn krymping i trykkstøpeverktøy?
Kjølekanaler bør opprettholde konstant 15-20 mm avstand fra hulromsoverflater med 8-12 mm diameter for optimal varmeutvinning. Kanalavstand på 40-50 mm senter-til-senter sikrer jevn temperaturfordeling over verktøyflaten.
Hvordan påvirker forskjellige legeringer krympekontrollstrategier?
Aluminiumlegeringer (1,2-1,5 % krymping) krever standard ensartethetspraksis, sinklegeringer (0,6-0,8 % krymping) tillater litt mer variasjon, mens magnesiumlegeringer (1,0-1,3 % krymping) krever tettere kontroll innenfor ±5 % på grunn av raske kjølekrav.
Hvilke prosessparametere påvirker krympeensartetheten mest direkte?
Injeksjonshastighet (1,5-3,0 m/s for aluminium), holdetrykk (30-60 MPa) og formtemperaturuniformitet (±15 °C over formflaten) representerer de mest kritiske parameterne for å kontrollere krymperelaterte defekter.
Hvordan kan eksisterende verktøy modifiseres for å forbedre krympekontrollen?
Strategiske kjølekanaltillegg, gateomplassering og løpssystemoptimalisering kan forbedre krympeensartetheten betydelig uten fullstendig verktøyutskifting. Konforme kjølekanaler maskinert gjennom eksisterende verktøystål gir den mest effektive ettermonteringsløsningen.
Hvilke måleteknikker verifiserer veggtykkelsesensartethet i produksjon?
Ultralydtykkelsesmålere (±0,01 mm nøyaktighet) for rutinemåling, koordinatmålemaskiner for komplekse geometrier (±0,005 mm nøyaktighet) og røntgen CT-skanning for fullstendig intern verifisering gir omfattende veggtykkelsesvalideringsmuligheter.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece