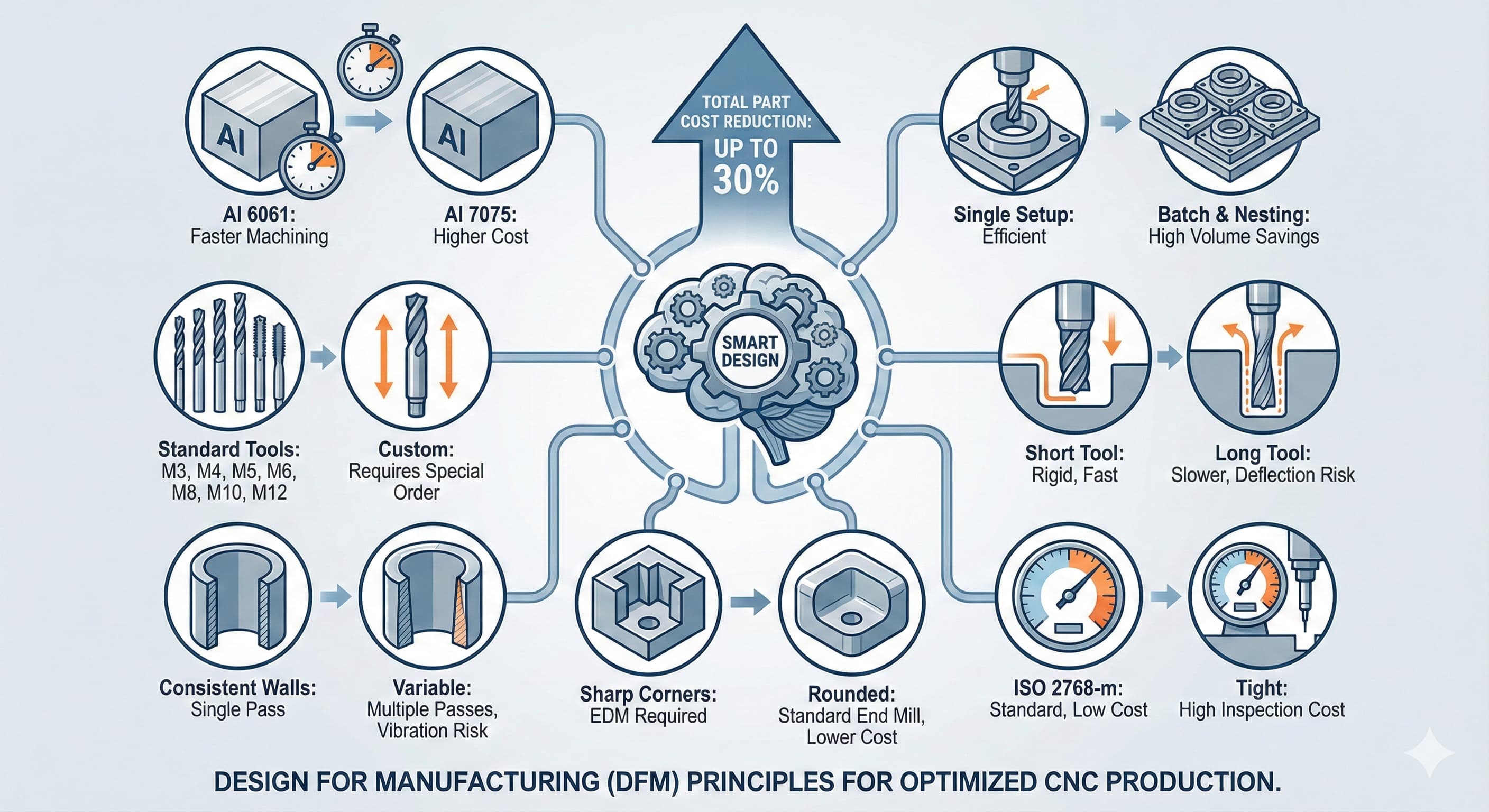
CNC-maskinering: Kostnadsdrivere: 7 designtriks for å redusere prisen på deler med 30 %
De fleste ingeniører fokuserer på funksjonalitet først og kostnad for det andre – en kostbar feil når det gjelder CNC-maskinering. Etter to tiår med optimalisering av produksjonsprosesser hos Microns Hub, har jeg identifisert tilbakevendende designmønstre som øker kostnadene for deler med 20–50 % uten å tilføre meningsfull verdi. Løsningen er ikke billigere materialer eller leverandører av lavere kvalitet; det er intelligente designendringer som fungerer med CNC-funksjoner i stedet for mot dem.
Viktige punkter
- Standard verktøytilgjengelighet reduserer maskineringstiden med 40–60 % sammenlignet med kompleks geometri som krever spesialiserte kuttere
- Materialvalg utover legeringstype – med tanke på bearbeidbarhetsvurderinger og lagertilgjengelighet – påvirker totalkostnaden mer enn råvareprisen
- Funksjonskonsolidering gjennom prinsipper for design for produksjon (DFM) kan eliminere sekundære operasjoner fullstendig
- Toleransespesifikasjonsstrategi: å bruke strenge toleranser bare der det er funksjonelt kritisk, reduserer inspeksjonstid og skraphastigheter betydelig
Forstå CNC-kostnadsstruktur: De skjulte variablene
CNC-maskineringskostnader deles inn i fem hovedkategorier, men de fleste ingeniører vurderer bare to. Utover åpenbare material- og maskintidskostnader, representerer oppsettkompleksitet, verktøykrav og kvalitetssikringsprotokoller ofte 40–70 % av den totale delkostnaden for lav-til-middels volumproduksjon.
Oppsettstiden skalerer uforholdsmessig med geometrisk kompleksitet. En enkel rektangulær blokk med standardhull maskineres i ett oppsett, mens en del som krever flere orienteringer multipliserer både oppsettstid og kostnader for feste. Hvert ekstra oppsett legger til 15–45 minutter ikke-skjæretid, avhengig av delkompleksitet og festekrav.
Verktøykostnadene øker når design krever spesialiserte kuttere. Standard endefresere i 3 mm, 6 mm, 10 mm og 20 mm diametre håndterer 85 % av maskineringsoperasjonene effektivt. Å kreve en 2,3 mm endefreser for en spesifikk lommedybde dobler verktøykostnaden og øker leveringstiden for verktøykjøp.
| Kostnadskomponent | Typisk Prosentandel | Primære Drivere | Designpåvirkning |
|---|---|---|---|
| Råmateriale | 20-35% | Legeringstype, lagerstørrelse, tilgjengelighet | Høy |
| Maskintid | 25-40% | Skjærehastighet, effektivitet i verktøybanen | Svært Høy |
| Oppsett & Fiksering | 15-25% | Antall oppsett, kompleksitet i fiksatur | Svært Høy |
| Verktøy | 8-15% | Verktøytype, utskiftingsfrekvens | Høy |
| Kvalitetssikring | 5-12% | Toleransekrav, inspeksjonstid | Middels |
Ingeniører velger vanligvis materialer basert på mekaniske egenskaper alene, og ignorerer bearbeidbarhetsfaktorer som dramatisk påvirker produksjonskostnadene. Aluminium 6061-T6 og 7075-T6 oppfyller begge styrkekravene for mange romfartsapplikasjoner, men 6061-T6 maskineres 40 % raskere på grunn av overlegen sponformasjon og lavere verktøyslitasjehastigheter.
Bearbeidbarhetsvurderinger kvantifiserer skjæreeffektivitet på tvers av forskjellige legeringer. American Iron and Steel Institute (AISI) vurderer materialer på en skala der AISI 1212 stål tilsvarer 100 %. Aluminium 6061-T6 vurderes til 90–95 %, mens 7075-T6 vurderes til 70–75 %. Denne 20-punkts forskjellen oversettes direkte til syklustidsvariasjoner.
Lagertilgjengelighet representerer en annen skjult kostnadsdriver. Å spesifisere 25,4 mm tykk plate når standardlager kommer i 25 mm eller 30 mm størrelser, legger til materialavfall og potensielle forsinkelser i innkjøp. Europeiske leverandører lager vanligvis metriske dimensjoner: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm tykkelser for aluminiumsplate.
| Materiale | Bearbeidbarhetsvurdering | Skjærehastighet (m/min) | Verktøylevetidsfaktor | Relativ kostnad/time |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Rustfritt 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titan Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Tilpassede hulldiametre tvinger verktøyendringer og reduserer skjæreparametere. Standard borstørrelser i metrisk progresjon (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) kjører med optimale matinger og hastigheter, mens et 4,3 mm hull krever enten boring under størrelse og brotsjing eller kjøring av en standardbor ved reduserte parametere.
Gjengespesifikasjoner følger lignende logikk. ISO metriske gjenger (M3, M4, M5, M6, M8, M10, M12) bruker standard tappestørrelser og utprøvde skjæreparametere. Tilpassede gjenger krever spesielle tapper, lengre syklustider og høyere skrapfare på grunn av potensiell tappeknusing.
Forholdet mellom hulldybde og diameter påvirker boreeffektiviteten og verktøyets levetid betydelig. Å opprettholde forhold under 3:1 for standard spiralbor og 5:1 for spesialiserte dype hullsbor optimaliserer sponevakuerings og forhindrer arbeidsherding. Et 6 mm diameter hull bør strekke seg maksimalt 18 mm dypt ved bruk av standard verktøy.
Forbore- og forsenkningsoperasjoner øker kompleksiteten når dimensjonene ikke stemmer overens med standard festekrav. ISO 4762 sylindriske skruer definerer spesifikke forborediametre og dybder. M6-skruer krever 10 mm diameter forboringer med 6 mm dybde – å avvike fra disse standardene øker maskineringstiden uten funksjonell fordel.
Designtriks nr. 3: Implementer en konsekvent veggtykkelsesstrategi
Variabel veggtykkelse krever flere skjæringer med forskjellige verktøy, mens konsekvent tykkelse muliggjør enkeltpassoperasjoner med optimaliserte skjæreparametere. Tynne vegger under 1,5 mm tykkelse i aluminium eller 2 mm i stål introduserer vibrasjonsutfordringer som krever reduserte skjærehastigheter og spesialisert arbeidsstykke.
Lommeoperasjoner drar stor nytte av konsekvent gulvtykkelse. Programmeringsprogramvare optimaliserer verktøybaner når materialfjerning forblir jevn gjennom hele skjæreoperasjonen. Lommer med variabel dybde krever flere grovbearbeidingspasseringer og øker syklustiden proporsjonalt.
Slippvinkler eliminerer sekundære maskineringsoperasjoner for deler som krever ettermaskinering av montering eller beleggprosesser. Å inkorporere 0,5–2,0 graders slippvinkler på vertikale vegger forenkler deleuttrekking fra fester og reduserer gradformasjon under skjæreoperasjoner.
For høypresisjonsresultater, last opp CAD-filene dine til Microns Hubs motor for umiddelbart pristilbud.
Designtriks nr. 4: Minimer funksjonskompleksitet gjennom geometrisk optimalisering
Komplekse geometriske funksjoner øker programmeringstiden eksponentielt og kompleksiteten i verktøybaneberegningen. Skarpe indre hjørner krever EDM-etterbehandling eller flere verktøypasseringer med gradvis mindre endefresere. Å spesifisere 0,5 mm radius hjørner i stedet for skarpe hjørner eliminerer sekundære operasjoner samtidig som den funksjonelle ytelsen opprettholdes for de fleste applikasjoner.
Undersnitt og omvendte slippvinkler tvinger frem ytterligere oppsett eller spesialisert verktøy. Fem-akse maskineringsfunksjoner håndterer noen komplekse geometrier i enkelt oppsett, men programmeringskompleksitet og oppsettstid overstiger ofte kostnadsbesparelser fra redusert håndtering. Å eliminere undersnitt gjennom designrevisjon reduserer vanligvis totalkostnaden samtidig som delstyrken forbedres gjennom bedre spenningsfordeling.
Krav til overflatefinish driver valg av skjæreparametere og endelige passstrategier. Ra 1,6 μm overflatefinish oppnås gjennom standard maskineringsparametere, mens Ra 0,8 μm krever ytterligere etterbehandlingspasseringer ved reduserte matinger. Speilfinish under Ra 0,4 μm krever sekundære poleringsoperasjoner som legger til betydelige kostnader og leveringstid.
| Funksjonstype | Standard tilnærming | Tidsmultiplikator | Kostnadspåvirkning | DFM-alternativ |
|---|---|---|---|---|
| Skarp innvendig hjørne | Flere verktøyganger + EDM | 3.5x | +250% | 0,5 mm radius hjørne |
| Dyp smal slisse | Dykkkutting + sidefresing | 2.8x | +180% | Bredere slisse eller gjennomgående hull |
| Kompleks underskjæring | 5-akset eller flere oppsett | 4.2x | +320% | Eliminer eller forenkle geometri |
| Veldig tynn vegg (<1mm) | Lett kutting, spesielle fester | 2.2x | +120% | Øk til 1,5 mm minimum |
Toleransespesifikasjon representerer den vanligste kostnadsøkende faktoren i presisjonsmaskinering. ISO 2768 generelle toleranser håndterer de fleste funksjonelle krav uten spesifikke utrop. Middels kvalitet (ISO 2768-m) gir ±0,1 mm for dimensjoner opp til 30 mm, ±0,15 mm for 30–120 mm dimensjoner og ±0,2 mm for 120–400 mm dimensjoner.
Kritiske toleranser som krever statistisk prosesskontroll (SPC) -overvåking, legger til inspeksjonstid og potensielle omarbeidingskostnader. Hver dimensjon som krever koordinatmålemaskin (CMM) -verifisering, legger til 2–5 minutters inspeksjonstid pluss dokumentasjonskrav. Å begrense strenge toleranser til funksjonelt kritiske funksjoner reduserer kvalitetssikringskostnadene betydelig.
Geometrisk dimensjonering og tolerering (GD&T) -applikasjon i henhold til ASME Y14.5-standarder kommuniserer designhensikt mer effektivt enn tradisjonell pluss/minus-tolerering. Imidlertid øker komplekse GD&T-ordninger som krever spesialisert inspeksjonsutstyr kostnadene uten tilsvarende funksjonell fordel i mange applikasjoner.
Posisjonstoleranser for hullmønstre demonstrerer dette prinsippet tydelig. En ±0,05 mm posisjonstoleranse på en boltsirkel krever CMM-inspeksjon, mens ±0,1 mm toleranse muliggjør go/no-go-måleverktøyverifisering til en tredjedel av inspeksjonskostnaden.
Designtriks nr. 6: Optimaliser maskineringstilgang og verktøyklaring
Begrensninger i verktøytilgang tvinger frem lengre verktøy med redusert stivhet, noe som øker vibrasjoner og begrenser skjæreparametere. Standard endefreserlengde-til-diameter-forhold på 3:1 eller 4:1 gir optimal stivhet for de fleste applikasjoner. Å kreve 6:1 eller høyere forhold reduserer skjærehastighetene med 30–50 % og øker risikoen for verktøyavbøyning.
Klaringskrav rundt maskinerte funksjoner muliggjør større og mer stivt verktøyvalg. En 20 mm endefreser fjerner materiale 4 ganger raskere enn en 10 mm endefreser når tilstrekkelig klaring finnes. Lommeoperasjoner drar spesielt nytte av sjenerøse hjørneradier som samsvarer med tilgjengelige verktøystørrelser.
Integrering av festedesign under deldesignfasen eliminerer interferensproblemer og reduserer oppsettkompleksiteten. Standard skrustikkeavstand, dreieborddimensjoner og arbeidsstykkebegrensninger bør påvirke designbeslutninger tidlig i utviklingsprosessen i stedet for å tvinge frem dyre tilpassede festeløsninger.
Programmeringstilgjengelighet påvirker både innledende programmeringstid og fremtidig modifiseringseffektivitet. Funksjoner som ligger i vanskelig tilgjengelige områder krever konservative skjæreparametere og omfattende verktøybaneverifisering, noe som øker både programmeringstid og syklustid.
Designtriks nr. 7: Batchbehandling og funksjonskonsolidering
Funksjonskonsolidering reduserer verktøyendringer og optimaliserer skjæressekvenser. Å gruppere alle boreoperasjoner muliggjør enkelt verktøyoppsett med optimaliserte parametere på tvers av flere hullstørrelser. Sekvensielle lommeoperasjoner med konsistente dybder effektiviserer grovbearbeiding og etterbehandlingspasseringer.
Eliminering av sekundære operasjoner gjennom optimalisering av primæroppsett representerer en betydelig mulighet for kostnadsreduksjon. Deler som krever boring, gjenging og forboringsoperasjoner fullføres effektivt når hullplasseringer imøtekommer tilgjengelighet for enkelt oppsett. Komplekse deler som krever flip-operasjoner eller flere arbeidsstykkeoppsett multipliserer håndteringstiden og introduserer posisjonsnøyaktighetsutfordringer.
Batchvennlige designhensyn muliggjør effektiv produksjonsskalering. Deler designet for enkel feste og konsistente verktøykrav behandles effektivt i mengder fra prototype til produksjonsvolumer. Våre produksjonstjenester optimaliserer oppsettprosedyrer for volumtilpassede produksjonsmetoder.
Materialutnyttelsesoptimalisering gjennom nestingsvennlig geometri reduserer råmaterialavfall og muliggjør effektiv programmering for oppsett med flere deler. Rektangulære eller sirkulære grenseprofiler nestes mer effektivt enn komplekse eksterne profiler som krever individuelle lagermaterialer.
| Designstrategi | Tidsbesparelser | Kostnadsreduksjon | Kvalitetspåvirkning | Implementeringsvanskelighet |
|---|---|---|---|---|
| Standard verktøystørrelser | 20-35% | 15-28% | Forbedret | Lav |
| Konsistent veggtykkelse | 15-25% | 12-20% | Nøytral | Middels |
| Forenklede toleranser | 5-15% | 8-18% | Nøytral | Lav |
| Funksjonskonsolidering | 25-40% | 20-35% | Forbedret | Høy |
| Materialoptimalisering | 10-20% | 15-25% | Forbedret | Middels |
Implementering av disse kostnadsreduksjonsstrategiene krever systematisk integrering av designgjennomgang i eksisterende utviklingsprosesser. Tidlig DFM-gjennomgang identifiserer optimaliseringsmuligheter før designfrysing, når modifikasjoner forblir relativt enkle og rimelige.
CAD-modellanalyse ved hjelp av produksjonssimuleringsprogramvare forutsier maskineringssekvenser og identifiserer potensielle problemer før fysisk produksjon. Programvareverktøy som CAMWorks, Mastercam eller Fusion 360 gir realistiske syklustidsestimater og fremhever problematiske funksjoner som krever desingoppmerksomhet.
Tverrfunksjonelt samarbeid mellom designingeniører og produksjonsingeniører sikrer optimal balanse mellom funksjonelle krav og produksjonseffektivitet. Regelmessige designgjennomganger inkludert produksjonsinnspill forhindrer kostbare redesignsykluser og akselererer time-to-market-mål.
Dokumentasjonsstandarder som inkorporerer DFM-retningslinjer muliggjør konsistent bruk på tvers av flere prosjekter og teammedlemmer. Standardiserte designregler, foretrukne materialspesifikasjoner og godkjente toleranseordninger reduserer designvariasjon og muliggjør mer effektiv tilbuds- og produksjonsplanlegging.
Måling av suksess for kostnadsreduksjon
Kvantifisering av kostnadsreduksjonsresultater krever etablering av basislinje og systematisk sporing på tvers av flere kostnadskomponenter. Total delkostnad inkluderer materiale, maskineringstid, oppsettstid, verktøyforbruk og kvalitetssikringskostnader – hver reagerer forskjellig på spesifikke designmodifikasjoner.
Måling av syklustidsreduksjon gir den mest direkte indikatoren for produksjonseffektivitet. Sammenligning av faktisk maskineringstid før og etter designoptimalisering kvantifiserer forbedringsmagnituden og validerer teoretiske spådommer fra simuleringsprogramvare.
Kvalitetsmålinger, inkludert førstegangsavkastningsrater og skrapprosenter, indikerer forbedringer i designrobusthet utover enkel kostnadsreduksjon. Forenklede design demonstrerer vanligvis forbedret produserbarhet gjennom redusert variasjon og høyere prosesskapabilitetsindekser.
Langsiktig kostnadssporing avslører effektiviteten av optimaliseringsstrategien på tvers av produksjonsvolumer og tidsperioder. Innledende reduksjon i oppsettkompleksitet gir fordeler på tvers av høyere produksjonsmengder, mens materialoptimalisering gir konsistente fordeler uavhengig av volumnivåer.
Ofte stilte spørsmål
Hva er den mest effektive enkelt designendringen for å redusere CNC-maskineringskostnadene?
Standardisering av hullstørrelser og gjengespesifikasjoner gir vanligvis 15–25 % kostnadsreduksjon med minimal designpåvirkning. Bruk av standard metriske borstørrelser (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) og ISO metriske gjenger eliminerer spesielle verktøykrav og muliggjør optimale skjæreparametere gjennom hele produksjonen.
Hvordan påvirker toleransespesifikasjoner den totale delkostnaden?
Strenge toleranser under ±0,05 mm kan øke delkostnaden med 30–80 % gjennom ytterligere inspeksjonskrav og potensiell omarbeiding. Å bruke ISO 2768 generelle toleranser for ikke-kritiske dimensjoner og reservere strenge toleranser bare for funksjonelt kritiske funksjoner optimaliserer kostnads-ytelsesbalansen effektivt.
Hvilke materialer tilbyr det beste forholdet mellom bearbeidbarhet og ytelse for kostnadsoptimalisering?
Aluminium 6061-T6 gir utmerket bearbeidbarhet (90–95 vurdering) med gode styrkeegenskaper for de fleste applikasjoner. For stålkomponenter tilbyr 1018 eller 12L14 kvaliteter overlegen bearbeidbarhet sammenlignet med rustfrie legeringer samtidig som de opprettholder tilstrekkelig styrke for mange strukturelle applikasjoner.
Hvordan påvirker funksjonskompleksitet maskineringstid og kostnad?
Komplekse funksjoner som krever spesialisert verktøy eller flere oppsett kan øke delkostnaden med 200–400 %. Skarpe indre hjørner, dype smale spor og komplekse undersnitt påvirker spesielt kostnadene gjennom utvidet programmeringstid, spesielle verktøykrav og reduserte skjæreparametere.
Hvilke retningslinjer for veggtykkelse minimerer maskineringskostnadene samtidig som den strukturelle integriteten opprettholdes?
Å opprettholde minimum veggtykkelse på 1,5 mm for aluminium og 2,0 mm for stål eliminerer vibrasjonsproblemer og muliggjør standard skjæreparametere. Konsistent veggtykkelse gjennom hele delen muliggjør enkeltpassoperasjoner og optimalisert verktøybaneprogrammering.
Hvordan påvirker oppsettkrav små batchproduksjonskostnader?
Hvert ekstra oppsett legger til 15–45 minutter ikke-skjæretid, noe som påvirker små batchers økonomi betydelig. Å designe deler for maskinering med enkelt oppsett kan redusere total produksjonstid med 40–60 % for mengder under 50 stykker, noe som gjør prototyping og lavvolumsproduksjon mer kostnadseffektivt.
Hva er forholdet mellom krav til overflatefinish og maskineringskostnad?
Krav til overflatefinish under Ra 1,6 μm øker maskineringstiden eksponentielt. Ra 0,8 μm krever 40–60 % ekstra etterbehandlingstid, mens Ra 0,4 μm krever sekundære poleringsoperasjoner som legger til 150–300 % kostnadspremie over standard maskinerte finisher.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece