Avgradingstandarder: Spesifisere kanttilstander for sikker håndtering
Skarpe kanter fra maskinering, stempling og skjæreoperasjoner skaper sikkerhetsrisikoer og funksjonelle problemer som krever systematiske avgradingstilnærminger. Riktig spesifisering av kanttilstander forhindrer skader på arbeidsplassen, forbedrer komponentytelsen og sikrer konsistente produksjonsresultater på tvers av produksjonsserier.
Viktige punkter
- Spesifikasjoner for kantbryting må samsvare med materialegenskaper og tiltenkte brukskrav
- Avgradingstandarder varierer betydelig mellom bransjer, der luftfart krever strengere toleranser enn generell fabrikasjon
- Automatiserte avgradingsprosesser gir overlegen konsistens, men manuelle metoder gir bedre kontroll for komplekse geometrier
- Kostnadseffektive avgradingsstrategier balanserer sikkerhetskrav med produksjonseffektivitet gjennom riktig prosessvalg
Forståelse av grunnleggende kantbryting
Kantbryting, definert som den tilsiktede fjerningen eller modifiseringen av skarpe kanter, transformerer potensielt farlige skjæreflater til trygge, funksjonelle kanter. Den grunnleggende målingen involverer to nøkkelparametere: kantradiusen og fasdimensjonen. Kantradiusmålinger varierer vanligvis fra 0,1 mm til 2,0 mm for de fleste produksjonsapplikasjoner, mens fasspesifikasjoner vanligvis faller mellom 0,2 mm og 1,5 mm i 45-graders vinkler.
Materialegenskaper påvirker direkte kravene til kantbryting. Aluminiumlegeringer som 6061-T6 maskineres rent, men produserer skarpe grader som krever konsistente 0,2-0,4 mm kantbrytinger for sikker håndtering. Rustfritt stål 316L genererer mer aggressive grader under skjæreoperasjoner, noe som nødvendiggjør større 0,5-0,8 mm kantbrytinger for å eliminere alle skarpe fremspring. Karbonstålkvaliteter som 1018 faller mellom disse ytterpunktene, og krever vanligvis 0,3-0,6 mm kantbrytinger avhengig av skjæremetoden som brukes.
Geometriens kompleksitet påvirker valg av avgradingsmetode betydelig. Enkle rektangulære deler med rette kanter tillater automatisk tumbling eller vibrerende etterbehandlingsmetoder. Komplekse geometrier med innvendige hjørner, hull og seksjoner med varierende tykkelse krever selektiv manuell avgrading eller spesialiserte verktøytilnærminger.Panelavstivere med ribber og flenser eksemplifiserer denne kompleksiteten, og krever nøye oppmerksomhet på kanttilstander der forskjellige materialtykkelser møtes.
Bransjestandarder og spesifikasjoner
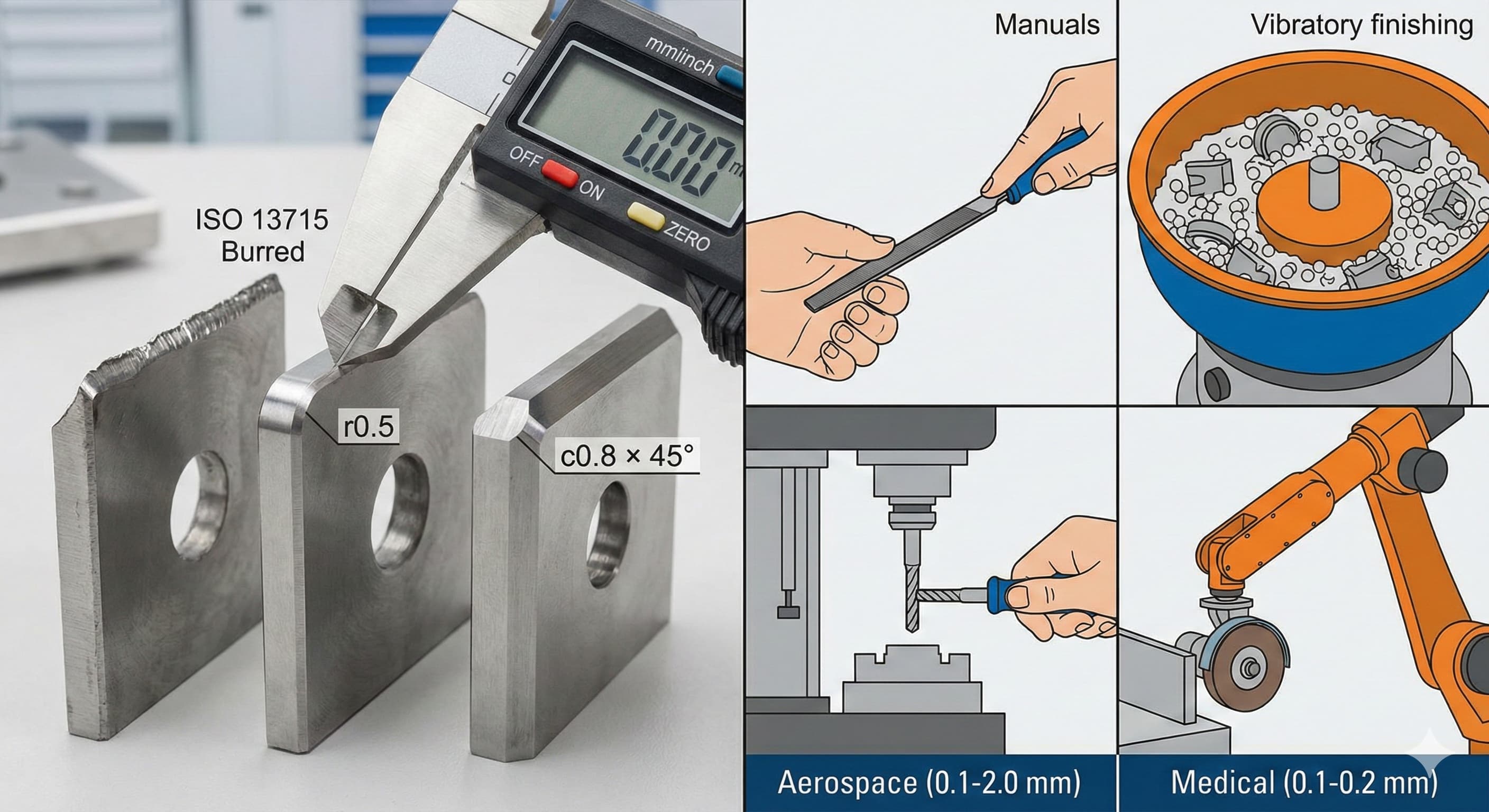
ISO 13715 gir det grunnleggende rammeverket for å spesifisere kantbrytinger på tekniske tegninger, og etablerer standard notasjon og målemetoder. Standarden definerer kantbrytingsanrop ved hjelp av formatet "r" for radiusbrytinger og "c" for fasbrytinger, etterfulgt av den dimensjonale spesifikasjonen. For eksempel indikerer "r0.5" en 0,5 mm radiusbryting, mens "c0.8 x 45°" spesifiserer en 0,8 mm fas i 45 grader.
Luftfartsapplikasjoner følger AS9100 kvalitetsstyringsstandarder som pålegger spesifikke krav til kantbryting for sikkerhetskritiske komponenter. Typiske kantbrytinger for luftfart varierer fra 0,1-0,3 mm for presisjonsdeler opp til 1,0-2,0 mm for strukturelle komponenter. Disse spesifikasjonene sikrer konsistent ytelse under ekstreme driftsforhold samtidig som de opprettholder presise dimensjonstoleranser.
Medisinsk utstyrsproduksjon følger ISO 13485-standarder som krever burrfrie overflater for pasientsikkerhet. Kantbrytinger i medisinske applikasjoner spesifiserer vanligvis maksimale 0,1-0,2 mm dimensjoner med jevne, konsistente profiler. Skarpe kanter eller gjenværende grader kan forårsake vevsskade eller kompromittere enhetens funksjonalitet, noe som gjør grundig avgrading essensielt.
| Industri | Typisk kantbrytningsområde | Primær standard | Kritiske krav |
|---|---|---|---|
| Luftfart | 0.1-2.0 mm | AS9100 | Forebygging av spenningskonsentrasjon |
| Medisinsk utstyr | 0.1-0.2 mm | ISO 13485 | Biokompatibilitet og sikkerhet |
| Bilindustri | 0.2-1.0 mm | ISO/TS 16949 | Utmattingsmotstand |
| Generell fabrikasjon | 0.3-1.5 mm | ISO 9001 | Sikker håndtering |
Valg av avgradingsprosess
Manuell avgrading ved hjelp av filer, skraper og slipende verktøy gir maksimal kontroll for komplekse geometrier og kritiske applikasjoner. Dyktige operatører kan oppnå konsistente 0,1-0,5 mm kantbrytinger samtidig som de opprettholder stramme dimensjonstoleranser. Manuelle metoder utmerker seg når man arbeider med varierte delgeometrier, interne funksjoner, eller når det finnes forskjellige krav til kantbryting på samme komponent. Lønnskostnadene varierer vanligvis fra €25-45 per time avhengig av ferdighetsnivå og geografisk plassering.
Tumbling-prosesser bruker roterende tromler fylt med slipende medier for å skape jevne kantbrytinger over flere deler samtidig. Keramiske medier produserer aggressiv skjærevirkning som er egnet for 0,5-2,0 mm kantbrytinger, mens plastmedier gir mildere virkning for 0,2-0,8 mm brytinger. Behandlingstidene varierer fra 2-8 timer avhengig av materialets hardhet og ønsket kantbrytingsstørrelse. Tumbling fungerer effektivt for deler uten delikate funksjoner eller strenge toleransekrav.
Vibrerende etterbehandling bruker oscillerende skåler eller kar som inneholder slipende medier og deler i et nøye kontrollert miljø. Denne metoden gir mer konsistente resultater enn tumbling samtidig som den opprettholder bedre dimensjonskontroll. Vibrasjonssystemer kan oppnå kantbrytinger fra 0,1-1,5 mm med behandlingstider på 1-6 timer. Valg av blanding påvirker resultatene betydelig, der alkaliske blandinger fremmer raskere skjæring og nøytrale blandinger gir jevnere finish.
For høypresisjonsresultater, Be om et gratis tilbud og få priser på 24 timer fra Microns Hub.
Automatiserte avgradingsteknologier
CNC-avgradingssystemer integrerer spesialiserte verktøy og programmering for å fjerne grader under den primære maskineringsoperasjonen. Fasfreser, avgradingsverktøy og børstesystemer kan programmeres inn i maskineringssykluser for å skape konsistente kantbrytinger uten sekundære operasjoner. Denne tilnærmingen eliminerer håndtering mellom operasjoner samtidig som den opprettholder presis dimensjonskontroll. Typiske kantbrytinger som kan oppnås gjennom CNC-avgrading varierer fra 0,1-1,0 mm med utmerket repeterbarhet.
Robotiske avgradingssystemer kombinerer industrielle roboter med forskjellige avgradingsverktøy for å automatisere komplekse kantbrytingsoperasjoner. Kraftstyrte roboter kan følge delkonturer samtidig som de opprettholder konsistent trykk mot skjæreverktøy eller slipende hjul. Programmeringsfleksibilitet tillater forskjellige spesifikasjoner for kantbryting på samme del, noe som gjør robotiske systemer ideelle for blandede produksjonsmiljøer. Investeringskostnadene varierer fra €150 000-500 000 avhengig av systemkompleksitet og verktøykrav.
Termisk avgrading, også kjent som eksplosjonsavgrading, bruker kontrollert forbrenning for å fjerne grader fra interne passasjer og komplekse geometrier. Denne prosessen når effektivt områder som er utilgjengelige for konvensjonelle avgradingsmetoder samtidig som den skaper konsistente 0,1-0,3 mm kantbrytinger. Termisk avgrading fungerer spesielt godt for sprøytestøping komponenter med intrikate interne funksjoner som krever burrfrie overflater for riktig funksjon.
| Avgradingsmetode | Kantbrytningsområde | Typisk syklustid | Investeringskostnad |
|---|---|---|---|
| Manuell | 0.1-0.5 mm | 5-30 min/del | €500-2,000 |
| Tromling | 0.5-2.0 mm | 2-8 timer | €15,000-50,000 |
| Vibrerende | 0.1-1.5 mm | 1-6 timer | €25,000-75,000 |
| CNC-integrasjon | 0.1-1.0 mm | 1-5 min/del | €5,000-25,000 |
| Robotisk | 0.2-2.0 mm | 2-15 min/del | €150,000-500,000 |
Materialspesifikke avgraderingshensyn
Aluminiumlegeringer krever nøye valg av avgradingsmetode på grunn av deres tendens til å laste skjæreverktøy og generere trådete grader. 6061-T6 aluminium reagerer godt på skarpe avgradingsverktøy med positive sponvinkler og tilstrekkelig sponevakuering. Anbefalte skjærehastigheter varierer fra 200-400 overflatefot per minutt med matningshastigheter på 0,05-0,15 mm per omdreining. Flomkjølevæske forhindrer materialoppbygging på skjærekanter samtidig som den opprettholder dimensjonsstabilitet.
Rustfrie stålkvaliteter som 316L og 304 presenterer utfordringer med arbeidsherding som påvirker valg av avgradingsverktøy. Karbidavgradingsverktøy opprettholder skarpe skjærekanter lenger enn høyhastighetsstålalternativer ved bearbeiding av rustfrie materialer. Skjærehastighetene bør reduseres til 100-200 overflatefot per minutt for å forhindre overdreven varmeutvikling som kan forårsake arbeidsherding. Konsistente matningshastigheter forhindrer verktøygniing som fører til dårlige overflatefinisher og for tidlig verktøyslitasje.
Karbonstålmaterialer maskineres og avgrades generelt forutsigbart på tvers av vanlige kvaliteter som 1018, 1045 og 4140. Verktøyvalg avhenger primært av materialets hardhet snarere enn arbeidsherdingsegenskaper. Glødede karbonstål aksepterer aggressive avgraderingsparametere, mens herdede kvaliteter krever mer konservative tilnærminger. Kobber samleskinnefabrikasjon demonstrerer hvordan materialegenskaper påvirker både primær prosessering og avgraderingskrav for elektriske applikasjoner.
Kvalitetskontroll og måling
Kantbrytingsmåling krever passende verktøy og teknikker for å sikre spesifikasjonsoverholdelse. Optiske komparatorer gir kontaktløs måling for kantradius og fasdimensjoner med nøyaktighet ned til 0,01 mm. Radiusmålere tilbyr rask go/no-go-verifisering for produksjonsmiljøer der hastighet betyr mer enn presisjonsmåling. Kontaktprofilometre leverer den høyeste nøyaktigheten for kritiske applikasjoner som krever dokumentasjon av faktiske kantbrytingsprofiler.
Overflateruhetsspesifikasjoner følger ofte med kantbrytingskrav, spesielt i luftfarts- og medisinske applikasjoner. Ra-verdier fra 0,8-3,2 μm er vanlige for avgradede kanter, med jevnere finisher som kreves for applikasjoner som involverer menneskelig kontakt eller væskestrøm. Overflateruhetsmåling ved hjelp av bærbare ruhetstestere muliggjør verifisering på produksjonsgulvet uten laboratorieutstyr.
Implementering av statistisk prosesskontroll sporer avgraderingskonsistens på tvers av produksjonsserier og identifiserer trender før deler faller utenfor spesifikasjonsgrensene. Kontrolldiagrammer som overvåker kantbrytingsdimensjoner hjelper til med å optimalisere prosessparametere og redusere skrapfrekvenser. Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og omfattende målekapasitet betyr at hvert prosjekt får den oppmerksomheten på detaljer som kreves for konsistente kantbrytingsspesifikasjoner.
Kostnadsoptimaliseringsstrategier
Prosesskonsolidering reduserer håndterings- og oppsettskostnader ved å integrere avgraderingsoperasjoner med primære produksjonstrinn. CNC-programmering som inkluderer avgraderingsverktøybaner eliminerer sekundære operasjoner samtidig som den opprettholder dimensjonskontroll. Deldesignmodifikasjoner som å spesifisere jevne kantbrytinger over alle kanter forenkler prosesseringen og reduserer inspeksjonskravene.
Batchprosessering maksimerer utstyrsutnyttelsen for tumbling- og vibrerende etterbehandlingsoperasjoner. Gruppering av deler med lignende avgraderingskrav tillater lengre prosesseringskjøringer med konsistent medie- og blandingsvalg. Riktig deloppspenning forhindrer skade under automatisert avgrading samtidig som den sikrer jevne resultater over alle overflater.
Optimalisering av verktøylevetid gjennom riktig valg og vedlikehold reduserer avgraderingskostnadene per del. Karbidavgradingsverktøy rettferdiggjør høyere startkostnader gjennom forlenget verktøylevetid i produksjonsmiljøer. Regelmessig verktøyinspeksjon og utskiftingsplaner forhindrer kvalitetsproblemer samtidig som de opprettholder konsistente syklustider. Våre produksjonstjenester inkluderer omfattende verktøyadministrasjonsprogrammer som optimaliserer avgraderingsoperasjoner for kostnadseffektiv produksjon.
Sikkerhets- og håndteringskrav
Spesifikasjoner for personlig verneutstyr for avgraderingsoperasjoner må adressere både mekaniske og kjemiske farer. Kuttbestandige hansker vurdert til nivå 3 eller høyere beskytter mot skarpe kanter og roterende verktøy. Vernebriller med sidebeskyttelse forhindrer øyeskader fra flygende partikler under manuelle avgraderingsoperasjoner. Åndedrettsvern kan være nødvendig ved bearbeiding av materialer som genererer skadelig støv eller ved bruk av kjemiske forbindelser i etterbehandlingsoperasjoner.
Arbeidsstasjonsdesign påvirker både sikkerhet og produktivitet i manuelle avgraderingsoperasjoner. Riktig belysning eliminerer skygger som kan skjule gjenværende grader eller skarpe kanter. Ergonomiske verktøyhåndtak reduserer tretthet i hendene under lengre avgraderingsøkter. Deler bør festes sikkert for å forhindre bevegelse under avgraderingsoperasjoner som kan forårsake skader eller dimensjonsfeil.
Automatiserte systemsikkerhetsfunksjoner inkluderer lysgardiner, nødstopp og riktig beskyttelse rundt roterende utstyr. Lockout/tagout-prosedyrer sikrer sikker vedlikeholdstilgang til tumbling- og vibrasjonsutstyr. Materialhåndteringssystemer bør minimere manuell løfting og posisjonering av tunge deler under avgraderingsoperasjoner.
Ofte stilte spørsmål
Hvilken kantbrytingsspesifikasjon bør jeg bruke for generelt fabrikasjonsarbeid?
For generelle fabrikasjonsapplikasjoner gir kantbrytinger på 0,3-0,6 mm tilstrekkelig sikkerhet for håndtering samtidig som de forblir kostnadseffektive. Spesifiser jevne kantbrytinger over alle delkanter når det er mulig for å forenkle prosesseringen. Vurder materialtykkelse og tiltenkt bruk når du bestemmer spesifikke dimensjoner.
Hvordan spesifiserer jeg kantbrytinger på tekniske tegninger?
Bruk ISO 13715-notasjon med "r" for radiusbrytinger og "c" for fasbrytinger etterfulgt av dimensjonen. For eksempel indikerer "r0.5" en 0,5 mm radiusbryting. Inkluder generelle notater for jevne kantbrytinger eller dimensjoner spesifikke kanter individuelt når kravene varierer.
Kan avgrading påvirke deldimensjoner og toleranser?
Ja, aggressiv avgrading kan fjerne materiale utover den tiltenkte kantbrytingen, noe som påvirker kritiske dimensjoner. Spesifiser kantbrytingsplasseringer nøye og vurder dimensjonale stableeffekter. CNC-avgrading gir vanligvis den beste dimensjonskontrollen for presisjonsdeler.
Hvilken avgraderingsmetode fungerer best for små batchproduksjon?
Manuell avgrading gir mest fleksibilitet for små batcher med varierte geometrier. Vibrerende etterbehandling fungerer godt for små batcher med lignende deler som krever jevne kantbrytinger. Vurder oppsettskostnader kontra lønnskostnader når du velger metoder for små mengder.
Hvordan kontrollerer jeg avgraderingskvaliteten i automatiserte systemer?
Implementer regelmessige målekontroller ved hjelp av go/no-go-målere eller optiske målesystemer. Overvåk prosessparametere som medietilstand, syklustider og delposisjonering. Etabler kontrolldiagrammer for å spore kantbrytingskonsistens og identifisere trender før kvalitetsproblemer oppstår.
Hvilke sikkerhetshensyn gjelder for avgraderingsoperasjoner?
Bruk alltid passende PPE inkludert kuttbestandige hansker og vernebriller. Sørg for tilstrekkelig ventilasjon ved bruk av kjemiske forbindelser eller bearbeiding av materialer som genererer skadelige partikler. Implementer riktige lockout/tagout-prosedyrer for vedlikehold av automatisert utstyr.
Hvordan påvirker materialets hardhet avgraderingskravene?
Hardere materialer krever vanligvis mer aggressive avgraderingsmetoder og lengre prosesseringstider. Verktøyvalg blir kritisk for herdede materialer for å forhindre for tidlig slitasje. Vurder gløding før avgrading ved bearbeiding av svært harde materialer, og deretter varmebehandling til endelig hardhet hvis nødvendig.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece