Oppnå ±0.005mm: En designers guide til maskinering med snevre toleranser
Å oppnå ±0.005mm toleranser representerer skjæringspunktet mellom ingeniørpresisjon og fremragende produksjon – der selv mikroskopiske avvik kan bety forskjellen mellom funksjonell suksess og kostbar fiasko. Hos Microns Hub har vi foredlet disse prosessene gjennom tusenvis av høypresisjonskomponenter innen luftfart, medisinsk og bilindustri.
Viktige punkter
- Temperaturkontroll innenfor ±1°C er avgjørende for å opprettholde ±0.005mm toleranser under maskineringsoperasjoner
- Materialvalg påvirker direkte oppnåeligheten – Al 6061-T6 tilbyr overlegen dimensjonsstabilitet sammenlignet med frittskjærende alternativer
- Verktøyavbøyning blir den primære begrensende faktoren ved toleranser strammere enn ±0.01mm, og krever spesialiserte festestrategier
- Måleprotokoller etter prosess må ta hensyn til termiske ekspansjonskoeffisienter og måleusikkerhetsbudsjetter
Forstå fysikken bak maskinering med snevre toleranser
Å oppnå ±0.005mm toleranser krever en grunnleggende forståelse av de fysiske kreftene som er i spill under materialfjerning. Termiske ekspansjonskoeffisienter blir kritiske – aluminium utvider seg 23.6 × 10⁻⁶ m/m°C, noe som betyr at en 10°C temperaturvariasjon i en 100mm del skaper en 0.0236mm dimensjonsendring, nesten fem ganger vår målte toleranse.
Verktøyavbøyning følger grunnleggende bjelketeori, der avbøyning er lik kraft ganger lengde i tredje potens, delt på tre ganger elastisitetsmodulen og treghetsmomentet (δ = FL³/3EI). For en 25mm karbidfreser under 200N skjærekraft, når avbøyningen omtrent 0.003mm – allerede 60% av vårt toleransebudsjett før vi vurderer andre feilkilder.
Spindelens termiske vekst representerer en annen kritisk faktor. Moderne spindler kan vokse 0.01-0.02mm i løpet av den første driftstimen etter hvert som lagertemperaturene stabiliserer seg. Denne vekstraten nødvendiggjør termiske forkondisjoneringsprotokoller og temperaturkompenserte posisjoneringssystemer for konsistente resultater.
Materialvalg for applikasjoner med snevre toleranser
Materialegenskaper påvirker direkte maskinbearbeidbarhet og dimensjonsstabilitet ved snevre toleranser. Nøkkelegenskapene inkluderer termisk ledningsevne, termisk ekspansjonskoeffisient, elastisitetsmodul og mikrostrukturell homogenitet.
| Materialkvalitet | Varmeutvidelse (10⁻⁶/°C) | Varmeledningsevne (W/m·K) | Dimensjonsstabilitet | Kostnadsfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Utmerket | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Veldig bra | 1.8x |
| Stål 4140 | 11.2 | 42.6 | Bra | 1.2x |
| Rustfritt 316L | 16.0 | 16.3 | Middels | 2.1x |
| Titan Ti-6Al-4V | 8.6 | 6.7 | Utmerket | 8.5x |
Aluminium 6061-T6 fremstår som det optimale valget for de fleste applikasjoner med snevre toleranser, og kombinerer utmerket termisk ledningsevne for varmeavledning med konsistent mikrostruktur for dimensjonsstabilitet. T6-herdingen gir jevn hardhetsfordeling, og eliminerer interne spenningsvariasjoner som kan forårsake forvrengning etter maskinering.
For stålbruk tilbyr 4140 overlegen dimensjonsstabilitet på grunn av sin lavere termiske ekspansjonskoeffisient. Imidlertid krever arbeidsherdingsegenskaper nøye oppmerksomhet på skjæreparametere for å forhindre overflatelagsmodifikasjoner som påvirker de endelige dimensjonene.
Krav og evner til maskinverktøy
Å oppnå ±0.005mm toleranser krever maskinverktøy med spesifikke ytelsesegenskaper. Posisjoneringsnøyaktighet, repeterbarhet, termisk stabilitet og dynamisk stivhet bidrar alle til den endelige toleranseevnen.
Moderne CNC-maskineringssentre må demonstrere posisjoneringsnøyaktighet bedre enn ±0.0025mm og repeterbarhet innenfor ±0.001mm for konsekvent å oppnå ±0.005mm deltoleranser. Dette gir tilstrekkelig margin for verktøyslitasje, termiske effekter og prosessvariasjon.
Dynamisk stivhet blir kritisk under materialfjerning. Maskinkonstruksjonen må motstå avbøyning under skjærekrefter samtidig som den opprettholder presis verktøybane. Sløyfestivhet – den kombinerte stivheten til spindel, verktøyholder, skjæreverktøy og arbeidsstykkeoppsett – må vanligvis overstige 200 N/μm for arbeid med snevre toleranser.
Termiske kompensasjonssystemer overvåker og korrigerer aktivt for termisk vekst i maskinkonstruksjoner. Lineære kodere gir posisjonstilbakemelding i sanntid, mens temperatursensorer i hele maskinen muliggjør prediktiv termisk modellering for dimensjonskompensasjon.
Valg av skjæreverktøy og geometri
Verktøyvalg for maskinering med snevre toleranser prioriterer stivhet, slitestyrke og termisk stabilitet over maksimale materialfjerningshastigheter. Karbidverktøy med optimaliserte geometrier minimerer skjærekrefter samtidig som de gir forlenget verktøylivskonsistens.
Freserdiameter påvirker avbøyningen direkte – dobling av diameteren øker stivheten med 16 ganger (fjerde potens forhold). Større verktøy krever imidlertid høyere spindeleffekt og passer kanskje ikke til de geometriske begrensningene til delens funksjoner.
| Verktøydiameter (mm) | Lengde-til-diameter-forhold | Maksimal DOC (mm) | Typisk nedbøyning (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Belegg på skjæreverktøy spiller en avgjørende rolle for dimensjonskonsistens. TiAlN-belegg gir utmerket slitestyrke og termisk stabilitet opp til 800°C, og opprettholder skarpe skjærekanter lenger for konsistent overflatefinish og dimensjonsnøyaktighet.
Festing og arbeidsstykkefesting strategier
Arbeidsstykkefestingssystemer for maskinering med snevre toleranser må gi stiv støtte samtidig som de minimerer induserte spenninger som kan forårsake delforvrengning. Festedesignfilosofien skifter fra maksimal klemkraft til optimalisert spenningsfordeling.
Hydrauliske arbeidsstykkefestingssystemer tilbyr presise, repeterbare klemkrefter med utmerket stivhet. Typiske klemmetrykk på 50-70 bar gir tilstrekkelig holdekraft uten å overbelaste tynnveggede seksjoner som kan bøye seg under overdreven kraft.
Seks-punkts lokalisering etter 3-2-1-prinsippet sikrer kinematisk begrensning uten å overdefinere arbeidsstykkets posisjon. Primære datoflater krever et minimum kontaktareal på 20 mm² for stabilitet, mens sekundære og tertiære datoflater trenger progressiv reduksjon i kontaktpunkter for å forhindre overbegrensning.
For høypresisjonsresultater, Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Tilpassede myke bakker maskinert in-situ gir optimal delstøtte samtidig som de imøtekommer komplekse geometrier. Bakkene er grovmaskinert, montert på armaturet og deretter finmaskinert til endelige dimensjoner ved hjelp av samme oppsett som vil maskinere produksjonsdelene.
Miljøkontroll og termisk styring
Temperaturkontroll representerer den mest kritiske miljøfaktoren for maskinering med snevre toleranser. Et kontrollert miljø opprettholder konsistente dimensjoner gjennom hele maskineringsprosessen og påfølgende måleoperasjoner.
Temperaturkontroll på verkstedgulvet innenfor ±1°C muliggjør forutsigbar termisk ekspansjonsatferd. For kritiske applikasjoner gir temperaturkontroll innenfor ±0.5°C ytterligere margin for dimensjonsstabilitet. Dette krever industrielle HVAC-systemer med sone-spesifikk temperaturkontroll og kontinuerlig overvåking.
Temperaturstyring av skjærevæske forhindrer termisk sjokk og opprettholder konsistent verktøyytelse. Væsketemperaturer holdt innenfor ±2°C av omgivelsene forhindrer termiske gradienter som kan indusere delforvrengning. Høyvolums, lavtrykks kjølevæskelevering (200-400 L/min) gir effektiv varmeavledning uten overdreven skjærekraft.
Maskinforhåndskondisjonering innebærer å bruke spindler og matedrev gjennom representative bevegelsessykluser før produksjonsmaskinering. Dette stabiliserer lagertemperaturer og termiske vekstmønstre, og eliminerer den dimensjonale driften som er vanlig i kaldstartforhold.
Prosessparameteroptimalisering
Skjæreparametere for maskinering med snevre toleranser prioriterer dimensjonsnøyaktighet og overflateintegritet over maksimal produktivitet. Konservative parametere sikrer konsistent verktøyytelse gjennom utvidede verktøylivssykluser.
Overflatehastigheter kjøres vanligvis 20-30% under maksimale anbefalinger for material-/verktøykombinasjonen. For Al 6061-T6 med ubelagte karbidverktøy varierer optimale overflatehastigheter fra 150-200 m/min sammenlignet med maksimale kapasiteter nær 300 m/min.
Matehastigheter balanserer kravene til overflatefinish med generering av skjærekraft. Optimale mater opprettholder kontinuerlig sponformasjon samtidig som verktøyavbøyningen minimeres. For ±0.005mm toleranser varierer mater vanligvis fra 0.05-0.15 mm/tann avhengig av verktøydiameter og delgeometri.
| Materiale | Overflatehastighet (m/min) | Matehastighet (mm/tann) | Aksiell DOC (mm) | Radiell DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Stål 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Rustfritt 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titan Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Medkjøringsfresing gir overlegen overflatefinish og dimensjonsnøyaktighet for arbeid med snevre toleranser. Skjærehandlingen trekker arbeidsstykket inn i armaturet i stedet for å løfte det, og opprettholder konsistent posisjonering gjennom hele maskineringssyklusen.
Kvalitetskontroll og måleprotokoller
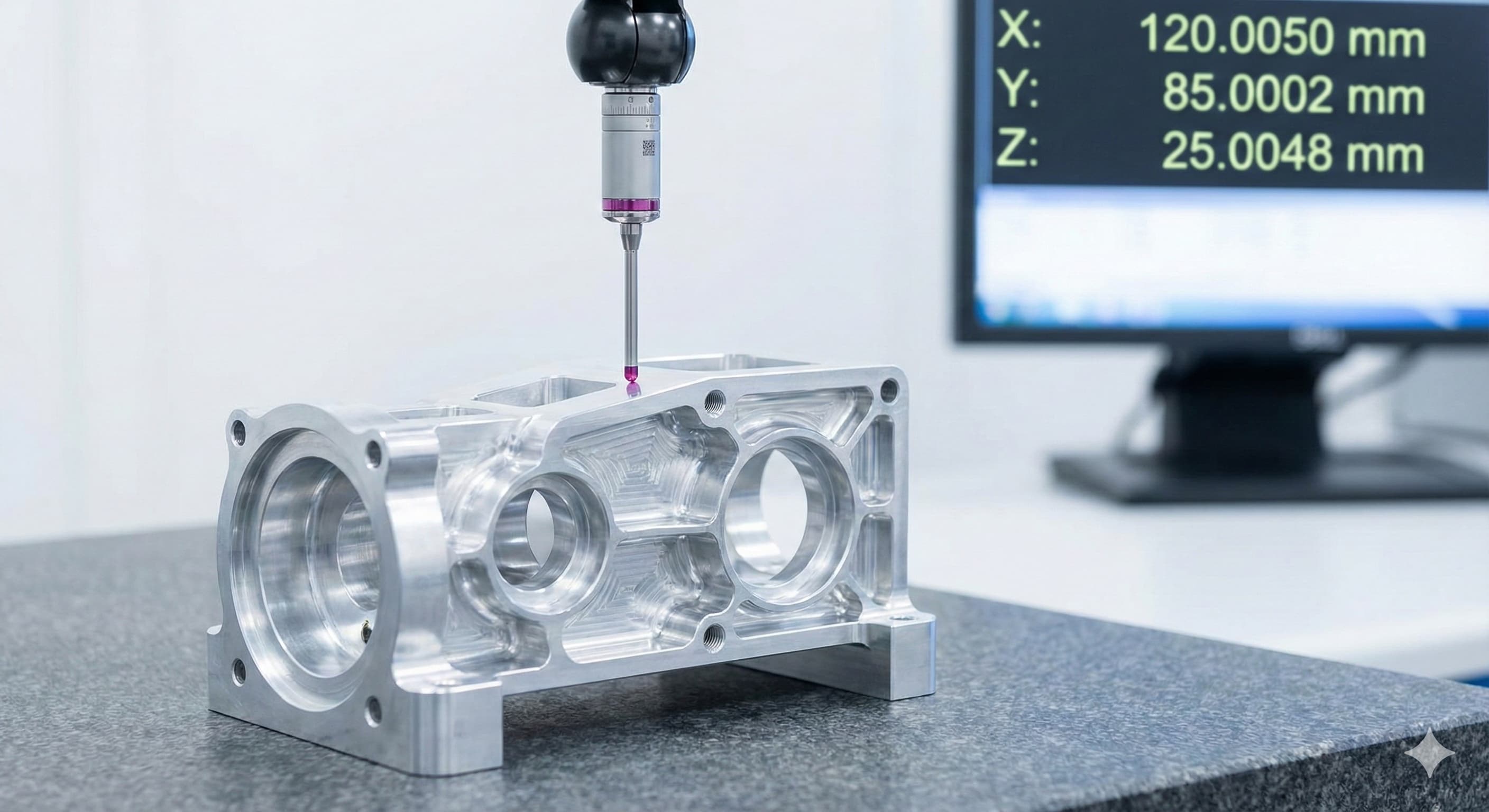
Målestrategier for ±0.005mm toleranser krever instrumenter med nøyaktighet minst 10 ganger bedre enn toleransen som verifiseres. Dette nødvendiggjør koordinatmålemaskiner (CMM) med volumetrisk nøyaktighet bedre enn ±0.0005mm over måleområdet.
Termisk bløtlegging sikrer målenøyaktighet ved å la delene stabilisere seg ved måleromstemperaturen. Standard praksis krever minimum 4 timers bløtlegging for aluminiumsdeler, med 8 timers bløtlegging for stålkomponenter på grunn av lavere termisk ledningsevne.
Måleusikkerhetsbudsjetter redegjør for alle feilkilder, inkludert instrumentkalibrering, miljøeffekter, deloppsett og operatørteknikk. Den kombinerte måleusikkerheten bør ikke overstige 20% av toleransen som verifiseres – maksimalt ±0.001mm usikkerhet for ±0.005mm toleranser.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, med omfattende dokumentasjon som støtter hver dimensjonsverifisering.
Avanserte teknikker for ekstrem presisjon
Wire EDM (Electrical Discharge Machining) gir dimensjonale muligheter utover konvensjonell maskinering for spesifikke geometrier. Wire EDM oppnår rutinemessig ±0.002mm toleranser på komplekse konturer samtidig som den opprettholder utmerkede overflatefinish egenskaper.
Fleraksemaskinering muliggjør komplett delfabrikasjon i enkelt oppsett, og eliminerer stablingstoleranser fra flere operasjoner. Femaksemaskineringssentre med rotasjonsaksenøyaktighet bedre enn ±2 buesekunder muliggjør komplekse geometrier samtidig som de opprettholder snevre toleranser gjennomgående.
In-prosess målesystemer overvåker dimensjoner under maskineringsoperasjoner, og muliggjør sanntidskompensasjon for verktøyslitasje og termiske effekter. Lasermålesystemer og berøringsprober gir tilbakemelding for adaptive kontrollalgoritmer som opprettholder dimensjoner innenfor spesifikasjonen.
For applikasjoner som krever både presisjonsmaskinering og volumproduksjon, inkluderer våre omfattende produksjonstjenester spesialiserte muligheter for arbeid med snevre toleranser sammen med høyvolumsproduksjonsmetoder.
Kostnadshensyn og økonomisk optimalisering
Maskinering med snevre toleranser innebærer betydelige kostnadspremier sammenlignet med standard toleransearbeid. Å forstå disse kostnadsdriverne muliggjør informerte designbeslutninger som balanserer ytelseskrav med økonomiske begrensninger.
Oppsettkostnadene øker dramatisk for arbeid med snevre toleranser på grunn av spesialisert festing, lengre oppsetttider og omfattende krav til første artikkelinspeksjon. Oppsettkostnadene representerer vanligvis 40-60% av de totale jobbkostnadene for små mengder, sammenlignet med 15-25% for standard toleransearbeid.
Maskineringssyklustider øker på grunn av konservative skjæreparametere, ekstra etterbehandlingspasseringer og potensielle inspeksjoner midt i syklusen. Forvent 2-3x lengre syklustider sammenlignet med standard toleransemaskinering for lignende geometrier.
| Toleranseområde | Oppsettstidsmultiplikator | Syklustidsmultiplikator | Total kostnadspåvirkning |
|---|---|---|---|
| ±0.1mm (Standard) | 1.0x | 1.0x | Grunnlinje |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Kvalitetskontrollkostnadene eskalerer betydelig på grunn av spesialisert måleutstyr, utvidede inspeksjonstider og omfattende dokumentasjonskrav. CMM-inspeksjonskostnader alene kan representere 15-25% av de totale produksjonskostnadene for deler med snevre toleranser.
Designretningslinjer for produserbarhet
Designoptimalisering for produserbarhet med snevre toleranser krever forståelse av samspillet mellom geometriske krav og produksjonsbegrensninger. Riktige designbeslutninger tatt tidlig i utviklingsprosessen kan redusere produksjonskostnadene dramatisk samtidig som kvalitetsresultatene forbedres.
Funksjonstilgjengelighet påvirker både toleranseoppnåelighet og kostnad. Interne funksjoner som krever lange verktøy med liten diameter, står overfor betydelige avbøyningsutfordringer. Der det er mulig, design funksjoner som er tilgjengelige med korte, stive verktøy, eller vurder flersidig maskinering.
Hjørneradiusspesifikasjoner bør gjenspeile verktøyets muligheter snarere enn rent funksjonelle krav. Interne hjørner mindre enn 0.5mm radius krever spesialiserte mikroverktøy med begrenset stivhet. Standard freserhjørneradier på 0.1-0.2mm gir et godt kompromiss mellom funksjonalitet og produserbarhet.
Vår ekspertise innen CAD-verifisering og produserbarhetsanalyse hjelper deg med å identifisere potensielle problemer før produksjonen begynner, noe som sparer tid og reduserer kostnadene samtidig som du sikrer at designintensjonen din blir riktig realisert i de endelige komponentene.
Integrasjon med andre produksjonsprosesser
Maskinering med snevre toleranser representerer ofte ett trinn i en produksjonssekvens med flere prosesser. Å forstå hvordan maskinering integreres med andre prosesser sikrer optimale samlede resultater og forhindrer nedstrømsproblemer.
Varmebehandlingsoperasjoner kan introdusere dimensjonsendringer som må tas hensyn til i maskineringssekvensen. Forvrengninger etter varmebehandling varierer vanligvis fra 0.01-0.05mm avhengig av delgeometri og materiale, og krever etterbehandlingsoperasjoner etter termisk behandling.
Overflatebehandlinger som anodisering legger til 0.005-0.015mm tykkelse til aluminiumsdeler, noe som krever kompensasjon i dimensjoner før behandling. Hard coat anodisering kan legge til opptil 0.025mm per overflate, noe som påvirker funksjoner med snevre toleranser betydelig.
For applikasjoner som krever plastkomponenter med metallinnsatser, kan våre sprøytestøpingstjenester romme presist maskinerte metallinnsatser med opprettholdte toleranser gjennom overstøpingsprosessen, og skape hybridkomponenter som utnytter styrkene til begge materialene.
Ofte stilte spørsmål
Hvilken maskinverktøynøyaktighet kreves for å oppnå ±0.005mm deltoleranser konsekvent?
Maskinverktøy bør demonstrere posisjoneringsnøyaktighet bedre enn ±0.0025mm og repeterbarhet innenfor ±0.001mm. Dette gir tilstrekkelig margin for prosessvariasjon, verktøyslitasje og termiske effekter samtidig som måltoleransen opprettholdes.
Hvordan påvirker materialvalg evnen til å oppnå snevre toleranser?
Materialets termiske ekspansjonskoeffisient og mikrostrukturelle homogenitet er kritiske faktorer. Al 6061-T6 tilbyr utmerket dimensjonsstabilitet på grunn av jevn herding og god termisk ledningsevne, mens frittskjærende kvaliteter kan ha mindre konsistente egenskaper som påvirker de endelige dimensjonene.
Hvilke miljøkontroller er nødvendige for ±0.005mm toleransemaskinering?
Temperaturkontroll innenfor ±1°C er avgjørende, med ±0.5°C foretrukket for kritiske applikasjoner. Fuktighetskontroll mellom 45-55% RF forhindrer kondensproblemer, og vibrasjonsisolering kan være nødvendig i anlegg i nærheten av tunge maskiner eller transport.
Hvordan påvirker verktøyavbøyningsfeil evnen til å oppnå snevre toleranser?
Verktøyavbøyning følger L³/D⁴-forholdet, der avbøyningen øker med lengdens kubus og avtar med fjerde potens av diameteren. En 25mm lang, 6mm diameter karbidfreser kan bøye seg 0.003mm under typiske skjærekrefter, og forbruker 60% av ±0.005mm toleransebudsjettet.
Hvilken måleusikkerhet er akseptabel for å verifisere ±0.005mm toleranser?
Måleusikkerheten bør ikke overstige 20% av toleransen som verifiseres, og krever maksimalt ±0.001mm usikkerhet for ±0.005mm toleranser. Dette nødvendiggjør CMM-nøyaktighet bedre enn ±0.0005mm og riktig temperaturkontroll under måling.
Hvor mye øker oppsett- og syklustidene for arbeid med snevre toleranser?
Oppsetttidene øker vanligvis 3.5x på grunn av spesialisert festing og omfattende oppsettverifisering. Syklustidene øker 4.2x på grunn av konservative skjæreparametere og ekstra etterbehandlingspasseringer, noe som resulterer i en samlet kostnadspåvirkning på omtrent 6.5x standard toleransearbeid.
Kan wire EDM oppnå bedre toleranser enn konvensjonell maskinering for komplekse geometrier?
Wire EDM oppnår rutinemessig ±0.002mm toleranser på komplekse konturer med utmerket overflatefinish. Imidlertid er det begrenset til gjennomgående hullgeometrier og har lavere materialfjerningshastigheter, noe som gjør det egnet for spesifikke applikasjoner der konvensjonell maskinering står overfor geometriske begrensninger.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece