Høyhastighetsfresing (HSM): Fordeler for overflatefinish for aluminiumsformer
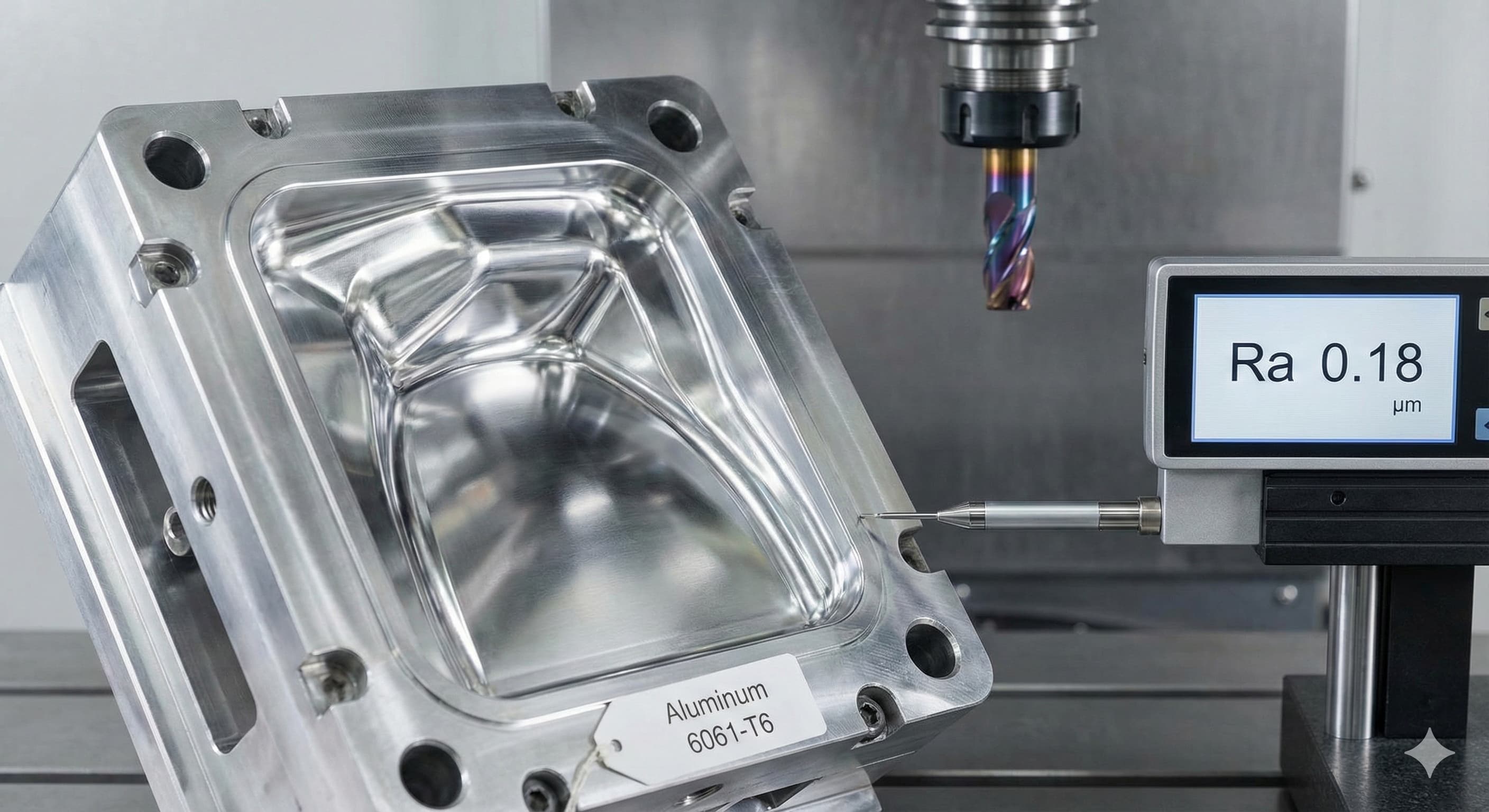
Overflatekvaliteten på aluminiumsformer avgjør direkte produktsuksessen i sprøytestøpeapplikasjoner. Høyhastighetsfresing (HSM) parametere endrer fundamentalt overflatetopografien gjennom kontrollerte verktøy-arbeidsstykke interaksjoner ved økte skjærehastigheter, og leverer Ra-verdier under 0,2 μm uten sekundære etterbehandlingsoperasjoner.
Viktige punkter:
- HSM reduserer overflateruheten på aluminiumsformer med 60-80 % sammenlignet med konvensjonell maskinering gjennom optimaliserte mekanismer for sponforming
- Spindelhastigheter over 15 000 RPM med matehastigheter over 5 000 mm/min eliminerer oppbygging av egg på aluminiumslegeringer
- Det finnes en direkte sammenheng mellom skjærehastighet og overflatekvalitet for Al 6061-T6 og Al 7075-T6 formapplikasjoner
- Verktøybane strategier i HSM minimerer termiske sykluseffekter som forringer aluminiums overflateintegritet
Forstå fysikken bak høyhastighetsfresing for overflatekvalitet på aluminium
Høyhastighetsfresing endrer fundamentalt materialfjerningsmekanismen i aluminium gjennom økte skjærehastigheter som overskrider de termiske ledningsevnebegrensningene til arbeidsstykkematerialet. Ved maskinering av aluminiumslegeringer ved konvensjonelle hastigheter under 300 m/min, skaper varmeutvikling lokaliserte termiske soner som fremmer oppbygging av egg og effekter av arbeidsherding. Disse fenomenene kompromitterer direkte overflatekvaliteten ved å skape mikro-sveising mellom verktøy og arbeidsstykkematerialer.
Overgangen til HSM-driftsparametere – typisk 800-2 000 m/min skjærehastigheter for aluminium – flytter varmeutviklingssonen inn i sponen i stedet for den ferdige overflaten. Denne termiske omfordelingen skjer fordi den forkortede kontakttiden mellom skjæreverktøy og arbeidsstykke hindrer varmeoverføring til aluminiumssubstratet. Resultatet manifesterer seg som dramatisk forbedrede overflatekvalitetsegenskaper med Ra-verdier som konsekvent oppnår 0,1-0,3 μm uten sekundære operasjoner.
Materialegenskaper blir kritiske når HSM implementeres for aluminiumsformapplikasjoner. Al 6061-T6 viser optimal HSM-respons på grunn av sitt balanserte silisiuminnhold (0,4-0,8 %) som gir tilstrekkelig hardhet uten overdreven slipende effekt. T6-tempereringstilstanden sikrer dimensjonsstabilitet under høyhastighetsoperasjoner ved å opprettholde en konsistent kornstruktur gjennom hele maskineringsprosessen.
Verktøygeometrioptimalisering spesifikt for aluminium HSM krever vurdering av sponvinkler mellom 15-25° positiv for å minimere skjærekrefter samtidig som eggstyrken opprettholdes. Slippvinkler på 8-12° forhindrer gnidningskontakt som genererer overflatedefekter. Valg av belegg fokuserer på titan aluminium nitrid (TiAlN) eller diamantlignende karbon (DLC) formuleringer som motstår aluminiums vedheft ved forhøyede temperaturer.
Optimalisering av spindelhastighet og matehastighet for overflatekvalitet
Valg av spindelhastighet påvirker direkte overflatekvaliteten gjennom sin effekt på sponformingskonsistens og termisk styring. Forskningsdata fra maskineringsoperasjoner av aluminiumsformer viser at optimal overflatekvalitet oppstår når spindelhastighetene overskrider den kritiske hastighetsterskelen der oppbygging av egg går over til stabil skjæresonefresing.
For Al 6061-T6 formapplikasjoner oppstår denne kritiske terskelen typisk ved spindelhastigheter over 12 000 RPM ved bruk av 10-12 mm diameter pinnefreser. Ved disse hastighetene nærmer skjærehastigheten seg 400-500 m/min, og eliminerer effektivt stikk-gli-skjæreaksjonen som skaper overflateuregelmessigheter. Koordinering av matehastighet blir avgjørende for å opprettholde optimal sponbelastning per tann samtidig som man oppnår maksimale fordeler for overflatekvaliteten.
| Aluminiumslegering | Optimal spindelhastighet (RPM) | Matehastighet (mm/min) | Oppnåelig Ra (μm) | Typiske bruksområder |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Sprøytestøpeformer, verktøy |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Luftfartsformer, fester |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Prototypformer, myke verktøy |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Marine applikasjoner, formingsverktøy |
Forholdet mellom matehastighet og overflatekvalitet i aluminium HSM følger forutsigbare mønstre basert på effekter av spon tykkelse. Optimal spon tykkelse for aluminium varierer typisk fra 0,05-0,15 mm per tann, beregnet ved å dele matehastigheten med produktet av spindelhastighet og antall skjærekanter. Å overskride dette området skaper overdreven skjærekrefter som avbøyer arbeidsstykket og kompromitterer overflatekvaliteten, spesielt i tynnveggede formseksjoner.
Avanserte HSM-strategier bruker variabel matehastighetsprogrammering som justerer skjæreparametere basert på lokal geometrisk kompleksitet. I formhulrområder med trange radier eller dype lommer reduseres matehastighetene automatisk med 20-30 % for å opprettholde overflatekvaliteten samtidig som man forhindrer verktøybrudd. Denne adaptive tilnærmingen sikrer konsistent overflatekvalitet på tvers av komplekse formgeometrier uten manuell inngripen.
Verktøybane strategiens innvirkning på aluminiums overflateegenskaper
Verktøybane programmering påvirker direkte overflatekvaliteten på aluminium gjennom sin kontroll over skjæreengasjementsforhold og termiske sykluseffekter. Konvensjonelle verktøybaner som bruker full radial inngrep skaper overdreven varmeoppbygging og verktøyavbøyning som manifesterer seg som synlige maskineringsmerker på den ferdige overflaten. HSM verktøybane strategier adresserer spesifikt disse begrensningene gjennom optimaliserte inngrepsvinkler og konstant sponbelastningsvedlikehold.
Trokoide fresing representerer den mest effektive verktøybane tilnærmingen for aluminiumsformhulrom, og opprettholder konstant radial inngrep mellom 5-15 % av verktøydiameteren samtidig som man oppnår høye materialfjerningshastigheter. Denne strategien forhindrer den intermitterende skjæreaksjonen som skaper overflateuregelmessigheter samtidig som man sikrer tilstrekkelig sponevakuering. Den kontinuerlige skjærebevegelsen eliminerer start-stopp-merkene som er vanlige i konvensjonelle rektangulære verktøybaner.
For høypresisjonsresultater, Få et gratis tilbud og få priser på 24 timer fra Microns Hub.
Klatrefresing orientering blir obligatorisk for aluminium HSM applikasjoner på grunn av sine overlegne overflatekvalitetsegenskaper sammenlignet med konvensjonell fresing. Skjæreaksjonen i klatrefresing begynner med maksimal spon tykkelse og reduseres til null, og skaper en skjæreaksjon som produserer ren overflategenerering. Konvensjonell fresings motsatte spon tykkelse progresjon skaper gnidningsaksjon som arbeidsherder aluminiumsoverflaten og forringer overflatekvaliteten.
Valg av skjæredybde krever balanse mellom produktivitets- og overflatekvalitetsmål. For aluminiumsformer som krever Ra-verdier under 0,2 μm, bør aksiale skjæredybder ikke overstige 0,5-1,0 mm for å forhindre overdreven skjærekrefter som forårsaker verktøyavbøyning. Siste etterbehandlingspasseringer bruker 0,1-0,2 mm skjæredybde med økte matehastigheter for å opprettholde optimale skjæreforhold samtidig som man oppnår overlegen overflatekvalitet.
Materialspesifikke hensyn for aluminiumsformapplikasjoner
Valg av aluminiumslegering påvirker betydelig HSM overflatekvalitetsresultater på grunn av iboende materialegenskapsforskjeller som påvirker maskinerbarhetsegenskaper. Silisiuminnhold påvirker spesielt skjæreatferd, med legeringer som inneholder 0,4-1,2 % silisium som viser optimal HSM-respons gjennom forbedret sponbryting og reduserte verktøyheftende tendenser.
Al 6061-T6 representerer referanse-aluminiumslegeringen for formapplikasjoner på grunn av sin balanserte sammensetning som fremmer utmerket overflatekvalitetsevne. Magnesium-silisiumutfellingsherdende system gir tilstrekkelig styrke (flytegrense 276 MPa) samtidig som man opprettholder maskinerbarhetsegenskaper som reagerer godt på HSM-parametere. Det relativt lave kobberinnholdet (0,15-0,4 %) minimerer arbeidsherdende tendenser som kompliserer oppnåelsen av overflatekvalitet.
Valg av tempereringstilstand påvirker kritisk HSM overflatekvalitetsresultater. T6-temperering gir optimal dimensjonsstabilitet under høyhastighetsoperasjoner gjennom sin fullt aldrede mikrostruktur som motstår skjæreinduserte stresseffekter. T4-temperert aluminium viser større tendens til arbeidsherding under skjæreoperasjoner, og krever modifiserte HSM-parametere for å oppnå tilsvarende overflatekvalitetsresultater.
| Egenskap | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Innvirkning på HSM-overflatefinish |
|---|---|---|---|---|
| Flytegrense (MPa) | 276 | 503 | 324 | Høyere styrke krever lavere matehastigheter |
| Strekkfasthet (MPa) | 310 | 572 | 469 | Påvirker skjærekraft og verktøyavbøyning |
| Hardhet (HB) | 95 | 150 | 120 | Hardere materialer krever skarpere verktøy |
| Silisiuminnhold (%) | 0.4-0.8 | 0.4 maks | 0.5 maks | Høyere Si forbedrer sponbryting |
| Overflatefinish Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Direkte korrelasjon med legeringssammensetning |
Termisk behandlingshistorie påvirker aluminiums respons på HSM-operasjoner gjennom sin innflytelse på kornstruktur og intern spenningsfordeling. Løsningsvarmebehandlede og kunstig aldrede materialer (T6-tilstand) viser overlegen dimensjonsstabilitet under HSM sammenlignet med naturlig aldrede tilstander (T4) som kan oppleve spenningsavlastning under skjæreoperasjoner.
Kjølevæske- og smøringsstrategier for optimal overflatekvalitet
Valg av kjølevæske og leveringsmetoder påvirker kritisk oppnåelsen av overflatekvalitet på aluminium i HSM-applikasjoner gjennom sine effekter på varmestyring og sponevakueringseffektivitet. Tradisjonell flomkjøling viser seg ofte utilstrekkelig for HSM-operasjoner på grunn av utilstrekkelig varmefjerningskapasitet ved økte skjærehastigheter og tendensen til å skape spongjenskjæring som forringer overflatekvaliteten.
Minimumsmengdesmøring (MQL) systemer leverer overlegne resultater for aluminium HSM ved å gi presis smøremiddelplassering samtidig som man opprettholder de tørre skjærefordelene som forhindrer sponheft. MQL-strømningshastigheter på 50-100 ml/time ved bruk av syntetiske estere eller vegetabilske skjærevæsker skaper den optimale balansen mellom smøring og varmestyring uten å kompromittere sponevakueringen.
Høytrykkskjølesystemer som opererer ved 70-150 bar trykk gir eksepsjonell sponevakueringsevne som er avgjørende for å opprettholde overflatekvaliteten i dype formhulrom. Kjølevæskestrålehastigheten må overskride sponhastigheten for å sikre effektiv fjerning samtidig som man forhindrer gjenskjæringsskader. Riktig dyseposisjonering blir kritisk, med kjølevæske rettet både mot skjæresonen og sponevakueringen.
Luftblåsesystemer utfyller flytende kjølevæskestrategier ved å sikre fullstendig sponfjerning fra maskinerte overflater før påfølgende verktøy passerer. Trykkluft ved 6-8 bar trykk fjerner effektivt aluminiumspon som ellers kan skape overflateriper eller oppbygging av egg på skjæreverktøy.
Kvalitetskontroll og overflatemålingsteknikker
Overflatekvalitetsverifisering i aluminiumsformapplikasjoner krever sofistikerte måleteknikker som nøyaktig karakteriserer mikrooverflatefunksjonene som er kritiske for støpeytelse. Kontaktprofilometri ved bruk av stylusinstrumenter gir den mest pålitelige Ra-målekapasiteten, med stylusradiusbegrensninger på 2 μm som sikrer nøyaktig gjengivelse av overflateteksturegenskaper.
Berøringsfrie optiske målesystemer tilbyr fordeler for kompleks formgeometrievaluering der stylustilgang blir problematisk. Hvitt lys interferometri oppnår måleresolusjon under 0,1 nm, noe som muliggjør detaljert analyse av overflatefunksjoner som påvirker formfrigjøringsegenskaper og delkvalitet. Disse systemene utmerker seg spesielt ved å måle overflatefunksjoner i trange radiusområder og dype hulrom der kontaktmetoder viser seg upraktiske.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og personlige service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer det fortjener, med omfattende overflatekvalitetsdokumentasjon levert for hver aluminiumsformkomponent.
Implementering av statistisk prosesskontroll for aluminium HSM-operasjoner krever kontinuerlig overvåking av overflatekvalitetsparametere for å identifisere prosessdrift før det påvirker delkvaliteten. Kontroll diagrammer som sporer Ra-verdier over flere måleplasseringer muliggjør tidlig deteksjon av verktøyslitasje eller prosessparameteravvik som kompromitterer overflatekvaliteten. Våre presisjons CNC maskineringstjenester inkorporerer avanserte kvalitetskontrollprotokoller spesielt designet for aluminiumsformapplikasjoner.
Avanserte HSM-teknikker for komplekse formgeometrier
Komplekse aluminiumsformgeometrier presenterer unike utfordringer for HSM overflatekvalitetsoppnåelse på grunn av varierende skjæreforhold på tvers av forskjellige funksjonstyper. Dyp lommemaskinering krever spesialiserte strategier som opprettholder overflatekvaliteten samtidig som man sikrer tilstrekkelig verktøystivhet og sponevakueringsevne gjennom hele skjæreprosessen.
Flerakse HSM-programmering blir avgjørende for komplekse formoverflater der opprettholdelse av optimal verktøyorientering i forhold til arbeidsstykkeoverflaten sikrer konsistente skjæreforhold. Femakse samtidig maskinering muliggjør kontinuerlig verktøyinngrep uten gouging og dårlig overflatekvalitet forbundet med treakse tilnærming av buede overflater. Verktøyaksevektorkontroll opprettholder konstante lednings- og tiltvinkler som optimaliserer overflategenerering på tvers av komplekse geometrier.
Adaptive klaringsstrategier justerer automatisk skjæreparametere basert på lokale materialinngrepsforhold, og sikrer konsistent overflatekvalitet på tvers av varierende veggtykkelser og lommedybder. Disse intelligente verktøybanealgoritmene forhindrer verktøyavbøyning og vibrasjon som vanligvis forringer overflatekvaliteten i tynnveggede formseksjoner.
Presisjonsfunksjonsmaskinering i aluminiumsformer krever ofte spesialiserte mikro-HSM-teknikker som utvider tradisjonelle HSM-prinsipper til ekstremt små skjæreverktøy og funksjoner. Spindelhastigheter kan overstige 40 000 RPM for pinnefreser mindre enn 1 mm diameter, noe som krever spesiell vurdering av verktøydynamikk og vibrasjonskontroll.
Kostnads-nytte-analyse av HSM for aluminiumsformproduksjon
Økonomisk begrunnelse for HSM-implementering i aluminiumsformproduksjon krever omfattende analyse av både direkte maskineringskostnader og nedstrøms kvalitetsfordeler. Innledende utstyrsinvestering varierer typisk fra €150 000-500 000 for HSM-kompatible maskineringssentre med passende spindelspesifikasjoner og kontrollsystemer. Produktivitets- og kvalitetsforbedringene rettferdiggjør imidlertid ofte investeringen innen 12-24 måneder for moderat til høyvolums formproduksjon.
Reduksjon av syklustid representerer den mest umiddelbare økonomiske fordelen, med aluminiumsform grovbearbeidingsoperasjoner som oppnår 3-5x produktivitetsforbedringer sammenlignet med konvensjonell maskinering. Etterbehandlingsoperasjonsfordeler viser seg enda mer dramatiske, med HSM som ofte eliminerer sekundære poleringsoperasjoner fullstendig gjennom direkte oppnåelse av nødvendige overflatekvalitetsspesifikasjoner.
Verktøylivsbetraktninger presenterer komplekse økonomiske forhold i aluminium HSM-applikasjoner. Mens skjærehastighetene øker dramatisk, forlenger den forbedrede skjæremekanikken og reduserte oppbyggingen av egg ofte verktøylivet sammenlignet med konvensjonell maskinering. Karbidpinnefreserkostnader varierer typisk fra €50-200 per verktøy, med HSM-applikasjoner som oppnår 50-150 % lengre verktøyliv gjennom reduserte adhesjons slitasjemekanismer.
Kvalitetsrelaterte kostnadsfordeler inkluderer eliminering av sekundære etterbehandlingsoperasjoner, reduserte omarbeidingsrater og forbedret delkvalitetskonsistens. Aluminiumsformer som oppnår Ra 0,15 μm direkte fra HSM-operasjoner eliminerer poleringskostnader på €200-800 per kvadratmeter samtidig som ledetidene reduseres med 2-5 dager per form.
| Kostnadsfaktor | Konvensjonell maskinering | HSM-implementering | Besparelsespotensial | Nedbetalingstid |
|---|---|---|---|---|
| Syklustid (timer/form) | 40-60 | 12-20 | 60-70% | 6-12 måneder |
| Sekundær etterbehandling (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 måneder |
| Verktøykostnader (€/del) | 25-45 | 15-30 | €10-15/del | 12-18 måneder |
| Kvalitetskontroll (€/form) | 200-350 | 100-200 | €100-150/form | 8-15 måneder |
| Samlet produksjonskostnad | 100 % basislinje | 60-75% | 25-40 % reduksjon | 12-24 måneder |
Gjennom våre produksjonstjenester oppnår kunder regelmessig 30-50 % kostnadsreduksjoner i aluminiumsformproduksjon gjennom optimalisert HSM-implementering. Kombinasjonen av reduserte syklustider, eliminerte sekundære operasjoner og forbedret kvalitetskonsistens skaper overbevisende økonomiske fordeler som strekker seg langt utover innledende maskineringskostnadsbetraktninger.
Implementeringsretningslinjer og beste praksis
Vellykket HSM-implementering for aluminiumsformapplikasjoner krever systematisk tilnærming til utstyrsvalg, prosessutvikling og operatøropplæring. Maskinverktøyspesifikasjoner må inkludere tilstrekkelig spindeleffekt (vanligvis 15-40 kW), høyhastighetskapasitet (15 000-40 000 RPM) og presise mate drivesystemer som er i stand til akselerasjonsrater som overstiger 1G for optimal oppnåelse av overflatekvalitet.
Prosessutvikling bør begynne med materialkarakteriseringstesting for å etablere optimale skjæreparametere for spesifikke aluminiumslegeringer og tempereringstilstander. Testkutt ved bruk av forskjellige spindelhastighets- og matehastighetskombinasjoner muliggjør identifisering av det optimale parametervinduet for hver applikasjon. Overflatekvalitetsmåling gjennom hele denne utviklingsprosessen sikrer parameterutvalg basert på faktiske overflatekvalitetskrav i stedet for teoretiske beregninger.
Operatøropplæringskravene øker betydelig for HSM-operasjoner på grunn av den kritiske naturen til parameterutvalg og den reduserte feilmarginen ved økte skjærehastigheter. Opplæringsprogrammer bør understreke forståelse av skjærefysikk, verktøybaneoptimalisering og kvalitetskontrollprosedyrer spesifikke for aluminiumsformapplikasjoner.
Forebyggende vedlikeholdsprogrammer blir kritiske for HSM-utstyr på grunn av de krevende driftsforholdene og presisjonskravene. Spindel tilstandsovervåking, verktøymålesystemer og maskingeometriverifisering krever hyppigere oppmerksomhet sammenlignet med konvensjonelle maskineringsoperasjoner. Vedlikeholdsintervaller reduseres typisk med 30-50 % for å sikre konsistent ytelse og overflatekvalitetsevne.
Fremtidige utviklinger innen aluminium HSM-teknologi
Fremvoksende teknologier fortsetter å fremme aluminium HSM-kapasiteter gjennom forbedringer i skjæreverktøymaterialer, maskinverktøydesign og prosessovervåkingssystemer. Ultrafine kornkarbidsubstrater med avanserte belegningssystemer muliggjør enda høyere skjærehastigheter samtidig som man opprettholder verktøyliv og overflatekvalitetsfordeler.
Kunstig intelligens integrasjon i HSM-systemer lover adaptiv parameteroptimalisering som reagerer på sanntids skjæreforhold. Disse systemene overvåker vibrasjon, akustiske utslipp og strømforbruk for automatisk å justere skjæreparametere for optimalt vedlikehold av overflatekvaliteten gjennom hele maskineringsprosessen.
Additiv produksjonsintegrasjon med HSM skaper hybridproduksjonsstrategier der komplekse formgeometrier mottar nær-nett-formtrykking etterfulgt av HSM-etterbehandlingsoperasjoner. Denne tilnærmingen optimaliserer både produktivitet og overflatekvalitet samtidig som den muliggjør geometrisk kompleksitet som tidligere var umulig gjennom konvensjonelle produksjonsmetoder.
Avanserte simuleringsmuligheter muliggjør virtuell optimalisering av HSM-prosesser før fysisk implementering, reduserer utviklingstiden og sikrer optimale resultater fra innledende produksjonsløp. Disse systemene forutsier nøyaktig overflatekvalitetsresultater basert på materialegenskaper, skjæreparametere og verktøybane strategier.
Ofte stilte spørsmål
Hvilke spindelhastigheter kreves for optimal overflatekvalitet på aluminiumsformer i HSM?
Optimal overflatekvalitet på aluminiumsformer krever typisk spindelhastigheter som overstiger 15 000 RPM for de fleste applikasjoner, med spesifikke krav som varierer basert på verktøydiameter og aluminiumslegering. For Al 6061-T6 ved bruk av 10-12 mm pinnefreser oppnår hastigheter på 15 000-20 000 RPM konsekvent Ra-verdier under 0,2 μm. Høyere hastigheter opp til 40 000 RPM gagner mindre diameter verktøy og mer krevende overflatekvalitetskrav.
Hvordan eliminerer HSM behovet for sekundære etterbehandlingsoperasjoner på aluminiumsformer?
HSM eliminerer sekundær etterbehandling ved å oppnå nødvendig overflatekvalitet direkte gjennom optimalisert skjæremekanikk som forhindrer oppbygging av egg og minimerer arbeidsherdende effekter. De høye skjærehastighetene flytter varmeutviklingen inn i sponen i stedet for arbeidsstykket, noe som muliggjør direkte oppnåelse av Ra-verdier i området 0,1-0,3 μm som oppfyller sprøytestøpekravene uten polering eller EDM-etterbehandling.
Hvilke aluminiumslegeringer reagerer best på HSM for formapplikasjoner?
Al 6061-T6 gir den optimale kombinasjonen av maskinerbarhet og overflatekvalitetsevne for HSM-formapplikasjoner, og oppnår konsekvent Ra-verdier på 0,1-0,2 μm. Al 7075-T6 tilbyr høyere styrke, men krever mer nøye parameterutvalg for å oppnå tilsvarende overflatekvalitet. Al 2024-T4 presenterer utfordringer på grunn av arbeidsherdende tendenser, men forblir levedyktig for mindre krevende applikasjoner.
Hvilke skjæreparametere gir den beste balansen mellom produktivitet og overflatekvalitet?
Optimale skjæreparametere kombinerer typisk spindelhastigheter på 15 000-20 000 RPM med matehastigheter på 4 000-6 000 mm/min for aluminiumsformer. Aksial skjæredybde bør forbli under 1,0 mm for etterbehandlingsoperasjoner, med radial inngrep begrenset til 5-15 % av verktøydiameteren ved bruk av trokoide verktøybaner. Disse parameterne opprettholder optimal sponbelastning samtidig som man forhindrer verktøyavbøyning som kompromitterer overflatekvaliteten.
Hvordan påvirker kjølevæskestrategi overflatekvaliteten på aluminium HSM?
Kjølevæskestrategi påvirker kritisk overflatekvaliteten gjennom varmestyring og sponevakueringskontroll. Minimumsmengdesmøring (MQL) ved 50-100 ml/time gir optimal smøring uten spongjenskjæringsproblemer, mens høytrykkskjølevæske ved 70-150 bar sikrer fullstendig sponevakuering. Riktig kjølevæskelevering forhindrer oppbygging av egg og opprettholder konsistente skjæreforhold som er avgjørende for overlegen overflatekvalitet.
Hvilke kvalitetskontrollmetoder verifiserer best overflatekvaliteten på aluminiumsformer fra HSM?
Kontaktprofilometri ved bruk av 2 μm radius stylus gir den mest pålitelige Ra-målingen for aluminiumsformoverflater, med flere måleplasseringer som sikrer statistisk validitet. Berøringsfri hvitt lys interferometri tilbyr fordeler for komplekse geometrier og oppnår sub-nanometer oppløsning for detaljert overflatekarakterisering. Begge metodene krever kalibrert utstyr og trente operatører for nøyaktige resultater.
Hvilke økonomiske fordeler rettferdiggjør HSM-investering for aluminiumsformproduksjon?
HSM-investering oppnår typisk tilbakebetaling innen 12-24 måneder gjennom syklustidsreduksjoner på 60-70 %, eliminering av sekundære etterbehandlingsoperasjoner som koster €300-700/m², og totale produksjonskostnadsreduksjoner på 25-40 %. Ytterligere fordeler inkluderer forbedret kvalitetskonsistens, reduserte omarbeidingsrater og raskere leveringstider som forbedrer konkurranseposisjonen i formproduksjonsmarkedet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece