Lavorazione ad Alta Velocità (HSM): Vantaggi della Finitura Superficiale per Stampi in Alluminio
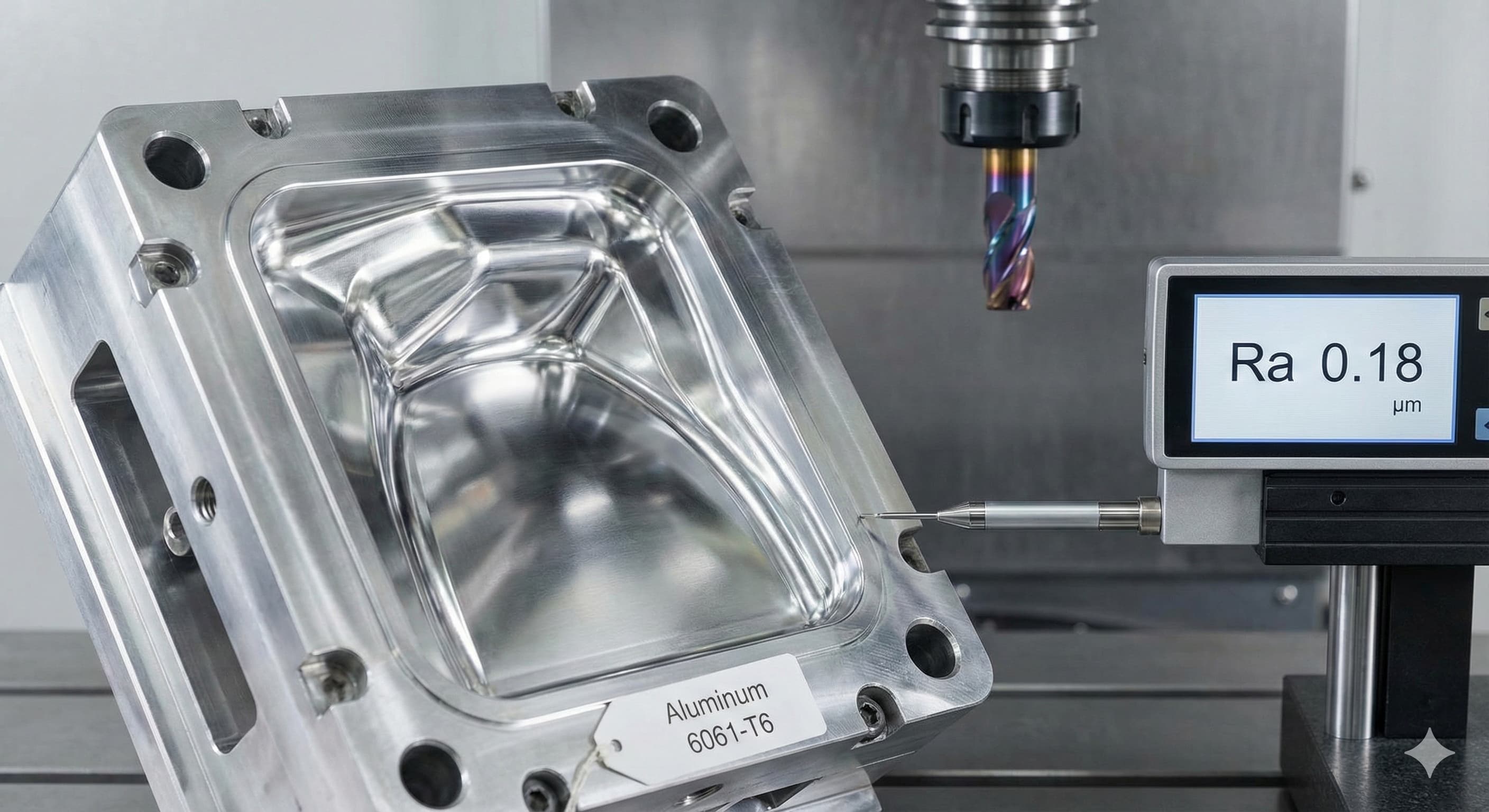
La qualità della superficie degli stampi in alluminio determina direttamente il successo del prodotto nelle applicazioni di stampaggio a iniezione. I parametri di lavorazione ad alta velocità (HSM) alterano fondamentalmente la topografia della superficie attraverso interazioni controllate tra utensile e pezzo a velocità di taglio elevate, fornendo valori Ra inferiori a 0,2 μm senza operazioni di finitura secondarie.
Punti chiave:
- La HSM riduce la rugosità superficiale degli stampi in alluminio del 60-80% rispetto alla lavorazione convenzionale attraverso meccanismi di formazione del truciolo ottimizzati
- Velocità del mandrino superiori a 15.000 RPM con velocità di avanzamento superiori a 5.000 mm/min eliminano la formazione di tagliente di riporto sulle leghe di alluminio
- Esiste una correlazione diretta tra la velocità di taglio e la qualità della finitura superficiale per le applicazioni di stampi in Al 6061-T6 e Al 7075-T6
- Le strategie del percorso utensile nella HSM riducono al minimo gli effetti del ciclo termico che degradano l'integrità della superficie dell'alluminio
Comprensione della fisica della lavorazione ad alta velocità per la qualità della superficie dell'alluminio
La lavorazione ad alta velocità altera fondamentalmente il meccanismo di rimozione del materiale nell'alluminio attraverso l'aumento delle velocità di taglio che superano i limiti di conducibilità termica del materiale del pezzo. Quando si lavorano leghe di alluminio a velocità convenzionali inferiori a 300 m/min, la generazione di calore crea zone termiche localizzate che promuovono la formazione di tagliente di riporto e gli effetti di incrudimento. Questi fenomeni compromettono direttamente la qualità della finitura superficiale creando micro-saldature tra l'utensile e i materiali del pezzo.
La transizione ai parametri operativi HSM, in genere velocità di taglio di 800-2.000 m/min per l'alluminio, sposta la zona di generazione di calore nel truciolo anziché sulla superficie finita. Questa ridistribuzione termica si verifica perché il tempo di contatto ridotto tra l'utensile da taglio e il pezzo impedisce il trasferimento di calore nel substrato di alluminio. Il risultato si manifesta come caratteristiche di finitura superficiale notevolmente migliorate con valori Ra che raggiungono costantemente l'intervallo 0,1-0,3 μm senza operazioni secondarie.
Le considerazioni sulle proprietà del materiale diventano fondamentali quando si implementa la HSM per applicazioni di stampi in alluminio. L'Al 6061-T6 presenta una risposta HSM ottimale grazie al suo contenuto di silicio bilanciato (0,4-0,8%) che fornisce un'adeguata durezza senza eccessiva abrasività. La condizione di tempra T6 garantisce la stabilità dimensionale durante le operazioni ad alta velocità mantenendo una struttura del grano uniforme durante tutto il processo di lavorazione.
L'ottimizzazione della geometria dell'utensile specificamente per la HSM dell'alluminio richiede la considerazione di angoli di spoglia positivi tra 15-25° per ridurre al minimo le forze di taglio mantenendo la resistenza del tagliente. Gli angoli di spoglia di 8-12° impediscono il contatto di sfregamento che genera difetti superficiali. La selezione del rivestimento si concentra su formulazioni di nitruro di alluminio di titanio (TiAlN) o carbonio simile al diamante (DLC) che resistono all'adesione dell'alluminio a temperature elevate.
Ottimizzazione della velocità del mandrino e della velocità di avanzamento per la qualità della superficie
La selezione della velocità del mandrino influenza direttamente la qualità della finitura superficiale attraverso il suo effetto sulla coerenza della formazione del truciolo e sulla gestione termica. I dati di ricerca provenienti da operazioni di lavorazione di stampi in alluminio dimostrano che la finitura superficiale ottimale si verifica quando le velocità del mandrino superano la soglia di velocità critica in cui la formazione del tagliente di riporto passa al taglio stabile della zona di taglio.
Per le applicazioni di stampi in Al 6061-T6, questa soglia critica si verifica in genere a velocità del mandrino superiori a 12.000 RPM quando si utilizzano frese a candela di diametro 10-12 mm. A queste velocità, la velocità di taglio si avvicina a 400-500 m/min, eliminando efficacemente l'azione di taglio stick-slip che crea irregolarità superficiali. Il coordinamento della velocità di avanzamento diventa essenziale per mantenere il carico di truciolo ottimale per dente ottenendo al contempo i massimi vantaggi in termini di qualità della superficie.
| Lega di alluminio | Velocità ottimale del mandrino (RPM) | Velocità di avanzamento (mm/min) | Ra raggiungibile (μm) | Applicazioni tipiche |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Stampi a iniezione, attrezzaggio |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Stampi aerospaziali, fissaggi |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Stampi prototipo, attrezzaggio morbido |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Applicazioni marine, stampi di formatura |
La relazione tra la velocità di avanzamento e la qualità della superficie nella HSM dell'alluminio segue schemi prevedibili basati sugli effetti dello spessore del truciolo. Lo spessore del truciolo ottimale per l'alluminio varia in genere da 0,05 a 0,15 mm per dente, calcolato dividendo la velocità di avanzamento per il prodotto della velocità del mandrino e del numero di taglienti. Il superamento di questo intervallo crea forze di taglio eccessive che deflettono il pezzo e compromettono la qualità della superficie, in particolare nelle sezioni di stampo a parete sottile.
Le strategie HSM avanzate impiegano una programmazione della velocità di avanzamento variabile che regola i parametri di taglio in base alla complessità della geometria locale. Nelle regioni della cavità dello stampo con raggi stretti o tasche profonde, le velocità di avanzamento si riducono automaticamente del 20-30% per mantenere la qualità della superficie prevenendo la rottura dell'utensile. Questo approccio adattivo garantisce una finitura superficiale uniforme su geometrie di stampo complesse senza intervento manuale.
Impatto della strategia del percorso utensile sulle caratteristiche della superficie dell'alluminio
La programmazione del percorso utensile influenza direttamente la qualità della superficie dell'alluminio attraverso il suo controllo delle condizioni di impegno del taglio e degli effetti del ciclo termico. I percorsi utensile convenzionali che impiegano un impegno radiale completo creano un eccessivo accumulo di calore e una deflessione dell'utensile che si manifesta come segni di lavorazione visibili sulla superficie finita. Le strategie del percorso utensile HSM affrontano specificamente queste limitazioni attraverso angoli di impegno ottimizzati e il mantenimento di un carico di truciolo costante.
La fresatura trocoidale rappresenta l'approccio del percorso utensile più efficace per le cavità degli stampi in alluminio, mantenendo un impegno radiale costante tra il 5 e il 15% del diametro dell'utensile ottenendo al contempo elevate velocità di rimozione del materiale. Questa strategia previene l'azione di taglio intermittente che crea irregolarità superficiali garantendo al contempo un'adeguata evacuazione del truciolo. Il movimento di taglio continuo elimina i segni di avvio-arresto comuni nei percorsi utensile rettangolari convenzionali.
Per risultati di alta precisione, richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
L'orientamento della fresatura in concordanza diventa obbligatorio per le applicazioni HSM dell'alluminio a causa delle sue caratteristiche di finitura superficiale superiori rispetto alla fresatura convenzionale. L'azione di taglio nella fresatura in concordanza inizia con lo spessore massimo del truciolo e si riduce a zero, creando un'azione di taglio che produce una generazione di superficie pulita. La progressione opposta dello spessore del truciolo della fresatura convenzionale crea un'azione di sfregamento che incrudisce la superficie dell'alluminio e degrada la qualità della finitura.
La selezione della profondità di taglio richiede un equilibrio tra gli obiettivi di produttività e qualità della superficie. Per gli stampi in alluminio che richiedono valori Ra inferiori a 0,2 μm, la profondità di taglio assiale non deve superare 0,5-1,0 mm per evitare forze di taglio eccessive che causano la deflessione dell'utensile. Le passate di finitura finali utilizzano una profondità di taglio di 0,1-0,2 mm con velocità di avanzamento aumentate per mantenere condizioni di taglio ottimali ottenendo al contempo una qualità della superficie superiore.
Considerazioni specifiche del materiale per le applicazioni di stampi in alluminio
La selezione della lega di alluminio influisce in modo significativo sui risultati della finitura superficiale HSM a causa delle differenze inerenti alle proprietà del materiale che influiscono sulle caratteristiche di lavorabilità. Il contenuto di silicio influenza in particolare il comportamento di taglio, con leghe contenenti 0,4-1,2% di silicio che mostrano una risposta HSM ottimale attraverso una migliore rottura del truciolo e una ridotta tendenza all'adesione dell'utensile.
L'Al 6061-T6 rappresenta la lega di alluminio di riferimento per le applicazioni di stampi grazie alla sua composizione bilanciata che promuove un'eccellente capacità di finitura superficiale. Il sistema di indurimento per precipitazione magnesio-silicio fornisce una resistenza adeguata (resistenza allo snervamento 276 MPa) mantenendo al contempo caratteristiche di lavorabilità che rispondono bene ai parametri HSM. Il contenuto di rame relativamente basso (0,15-0,4%) riduce al minimo le tendenze all'incrudimento che complicano il raggiungimento della finitura superficiale.
La selezione delle condizioni di tempra influisce in modo critico sui risultati della qualità della superficie HSM. La tempra T6 fornisce una stabilità dimensionale ottimale durante le operazioni ad alta velocità attraverso la sua microstruttura completamente invecchiata che resiste agli effetti dello stress indotto dal taglio. L'alluminio con tempra T4 mostra una maggiore tendenza all'incrudimento durante le operazioni di taglio, richiedendo parametri HSM modificati per ottenere risultati di qualità della superficie equivalenti.
| Proprietà | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Impatto sulla finitura superficiale HSM |
|---|---|---|---|---|
| Resistenza allo snervamento (MPa) | 276 | 503 | 324 | Una maggiore resistenza richiede velocità di avanzamento inferiori |
| Resistenza alla trazione (MPa) | 310 | 572 | 469 | Influenza la forza di taglio e la deflessione dell'utensile |
| Durezza (HB) | 95 | 150 | 120 | I materiali più duri richiedono utensili più affilati |
| Contenuto di silicio (%) | 0.4-0.8 | 0.4 max | 0.5 max | Un Si più elevato migliora la rottura del truciolo |
| Finitura superficiale Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Correlazione diretta con la composizione della lega |
La storia del trattamento termico influisce sulla risposta dell'alluminio alle operazioni HSM attraverso la sua influenza sulla struttura del grano e sulla distribuzione delle sollecitazioni interne. I materiali trattati termicamente in soluzione e invecchiati artificialmente (condizione T6) mostrano una stabilità dimensionale superiore durante la HSM rispetto alle condizioni invecchiate naturalmente (T4) che possono subire un rilascio di stress durante le operazioni di taglio.
Strategie di raffreddamento e lubrificazione per una qualità della superficie ottimale
La selezione del refrigerante e i metodi di erogazione influenzano in modo critico il raggiungimento della qualità della superficie dell'alluminio nelle applicazioni HSM attraverso i loro effetti sulla gestione del calore e sull'efficienza dell'evacuazione del truciolo. Il raffreddamento a diluvio tradizionale spesso si rivela inadeguato per le operazioni HSM a causa dell'insufficiente capacità di rimozione del calore a velocità di taglio elevate e della tendenza a creare un ritaglio del truciolo che degrada la qualità della superficie.
I sistemi di lubrificazione a quantità minima (MQL) offrono risultati superiori per la HSM dell'alluminio fornendo un posizionamento preciso del lubrificante mantenendo al contempo i vantaggi del taglio a secco che impediscono l'adesione del truciolo. Le portate MQL di 50-100 ml/ora utilizzando esteri sintetici o fluidi da taglio a base vegetale creano l'equilibrio ottimale tra lubrificazione e gestione del calore senza compromettere l'evacuazione del truciolo.
I sistemi di raffreddamento ad alta pressione che operano a una pressione di 70-150 bar forniscono un'eccezionale capacità di evacuazione del truciolo essenziale per mantenere la qualità della superficie nelle cavità degli stampi profonde. La velocità del getto di refrigerante deve superare la velocità del truciolo per garantire una rimozione efficace prevenendo al contempo danni da ritaglio. Il corretto posizionamento degli ugelli diventa fondamentale, con il refrigerante diretto sia sulla zona di taglio che sul percorso di evacuazione del truciolo.
I sistemi di soffiaggio ad aria integrano le strategie di raffreddamento a liquido garantendo la completa rimozione del truciolo dalle superfici lavorate prima delle successive passate dell'utensile. L'aria compressa a una pressione di 6-8 bar rimuove efficacemente i trucioli di alluminio che altrimenti potrebbero creare graffi superficiali o la formazione di tagliente di riporto sugli utensili da taglio.
Controllo qualità e tecniche di misurazione della superficie
La verifica della qualità della superficie nelle applicazioni di stampi in alluminio richiede sofisticate tecniche di misurazione che caratterizzino accuratamente le caratteristiche della superficie in microscala fondamentali per le prestazioni dello stampaggio. La profilometria a contatto che utilizza strumenti a stilo fornisce la capacità di misurazione Ra più affidabile, con limitazioni del raggio dello stilo di 2 μm che garantiscono una riproduzione accurata delle caratteristiche della texture superficiale.
I sistemi di misurazione ottica senza contatto offrono vantaggi per la valutazione di geometrie di stampo complesse in cui l'accesso dello stilo diventa problematico. L'interferometria a luce bianca raggiunge una risoluzione di misurazione inferiore a 0,1 nm, consentendo un'analisi dettagliata delle caratteristiche della superficie che influenzano le caratteristiche di rilascio dello stampo e la qualità del pezzo. Questi sistemi eccellono in particolare nella misurazione delle caratteristiche della superficie in aree con raggio stretto e cavità profonde dove i metodi di contatto si rivelano impraticabili.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con una documentazione completa della qualità della superficie fornita per ogni componente dello stampo in alluminio.
L'implementazione del controllo statistico del processo per le operazioni HSM dell'alluminio richiede il monitoraggio continuo dei parametri di qualità della superficie per identificare la deriva del processo prima che influisca sulla qualità del pezzo. Le carte di controllo che tracciano i valori Ra su più posizioni di misurazione consentono il rilevamento precoce dell'usura dell'utensile o della deviazione dei parametri di processo che compromettono la qualità della superficie. I nostri servizi di lavorazione CNC di precisione incorporano protocolli di controllo qualità avanzati specificamente progettati per applicazioni di stampi in alluminio.
Tecniche HSM avanzate per geometrie di stampi complesse
Le geometrie di stampi in alluminio complesse presentano sfide uniche per il raggiungimento della qualità della superficie HSM a causa delle diverse condizioni di taglio tra i diversi tipi di caratteristiche. La lavorazione di tasche profonde richiede strategie specializzate che mantengano la qualità della superficie garantendo al contempo un'adeguata rigidità dell'utensile e capacità di evacuazione del truciolo durante tutto il processo di taglio.
La programmazione HSM multi-asse diventa essenziale per le superfici di stampo complesse in cui il mantenimento dell'orientamento ottimale dell'utensile rispetto alla superficie del pezzo garantisce condizioni di taglio uniformi. La lavorazione simultanea a cinque assi consente un impegno continuo dell'utensile senza le scalfitture e la scarsa qualità della superficie associate all'approssimazione a tre assi delle superfici curve. Il controllo del vettore dell'asse dell'utensile mantiene angoli di attacco e inclinazione costanti che ottimizzano la generazione della superficie su geometrie complesse.
Le strategie di sgrossatura adattiva regolano automaticamente i parametri di taglio in base alle condizioni di impegno del materiale locale, garantendo una qualità della superficie uniforme su diversi spessori delle pareti e profondità delle tasche. Questi algoritmi intelligenti del percorso utensile prevengono la deflessione e le vibrazioni dell'utensile che comunemente degradano la qualità della superficie nelle sezioni di stampo a parete sottile.
La lavorazione di caratteristiche di precisione negli stampi in alluminio spesso richiede tecniche di micro-HSM specializzate che estendono i principi HSM tradizionali a utensili e caratteristiche di taglio estremamente piccoli. Le velocità del mandrino possono superare i 40.000 RPM per le frese a candela di diametro inferiore a 1 mm, richiedendo una considerazione specializzata della dinamica dell'utensile e del controllo delle vibrazioni.
Analisi costi-benefici della HSM per la produzione di stampi in alluminio
La giustificazione economica per l'implementazione della HSM nella produzione di stampi in alluminio richiede un'analisi completa sia dei costi di lavorazione diretti che dei vantaggi in termini di qualità a valle. L'investimento iniziale in attrezzature varia in genere da € 150.000 a 500.000 per i centri di lavoro con capacità HSM con specifiche del mandrino e sistemi di controllo appropriati. Tuttavia, i miglioramenti della produttività e della qualità spesso giustificano l'investimento entro 12-24 mesi per la produzione di stampi da moderata ad alto volume.
La riduzione dei tempi di ciclo rappresenta il vantaggio economico più immediato, con le operazioni di sgrossatura degli stampi in alluminio che raggiungono miglioramenti della produttività di 3-5 volte rispetto alla lavorazione convenzionale. I vantaggi delle operazioni di finitura si rivelano ancora più evidenti, con la HSM che spesso elimina completamente le operazioni di lucidatura secondarie attraverso il raggiungimento diretto delle specifiche di qualità della superficie richieste.
Le considerazioni sulla durata dell'utensile presentano complesse relazioni economiche nelle applicazioni HSM dell'alluminio. Mentre le velocità di taglio aumentano notevolmente, la migliore meccanica di taglio e la ridotta formazione di tagliente di riporto spesso prolungano la durata dell'utensile rispetto alla lavorazione convenzionale. I costi delle frese a candela in metallo duro variano in genere da € 50 a 200 per utensile, con le applicazioni HSM che raggiungono una durata dell'utensile del 50-150% più lunga grazie alla riduzione dei meccanismi di usura adesiva.
I vantaggi in termini di costi relativi alla qualità includono l'eliminazione delle operazioni di finitura secondarie, la riduzione dei tassi di rilavorazione e il miglioramento della coerenza della qualità del pezzo. Gli stampi in alluminio che raggiungono Ra 0,15 μm direttamente dalle operazioni HSM eliminano i costi di lucidatura di € 200-800 per metro quadrato riducendo al contempo i tempi di consegna di 2-5 giorni per stampo.
| Fattore di costo | Lavorazione convenzionale | Implementazione HSM | Potenziale di risparmio | Tempo di ammortamento |
|---|---|---|---|---|
| Tempo ciclo (ore/stampo) | 40-60 | 12-20 | 60-70% | 6-12 mesi |
| Finitura secondaria (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 mesi |
| Costi utensili (€/pezzo) | 25-45 | 15-30 | €10-15/pezzo | 12-18 mesi |
| Controllo qualità (€/stampo) | 200-350 | 100-200 | €100-150/stampo | 8-15 mesi |
| Costo di produzione complessivo | Baseline del 100% | 60-75% | Riduzione del 25-40% | 12-24 mesi |
Attraverso i nostri servizi di produzione, i clienti ottengono regolarmente riduzioni dei costi del 30-50% nella produzione di stampi in alluminio attraverso l'implementazione ottimizzata della HSM. La combinazione di tempi di ciclo ridotti, eliminazione delle operazioni secondarie e miglioramento della coerenza della qualità crea vantaggi economici interessanti che si estendono ben oltre le considerazioni sui costi di lavorazione iniziali.
Linee guida per l'implementazione e migliori pratiche
L'implementazione di successo della HSM per le applicazioni di stampi in alluminio richiede un approccio sistematico alla selezione delle attrezzature, allo sviluppo del processo e alla formazione degli operatori. Le specifiche della macchina utensile devono includere un'adeguata potenza del mandrino (in genere 15-40 kW), capacità ad alta velocità (15.000-40.000 RPM) e sistemi di azionamento dell'avanzamento precisi in grado di velocità di accelerazione superiori a 1G per un raggiungimento ottimale della qualità della superficie.
Lo sviluppo del processo dovrebbe iniziare con i test di caratterizzazione del materiale per stabilire i parametri di taglio ottimali per leghe di alluminio specifiche e condizioni di tempra. I tagli di prova utilizzando varie combinazioni di velocità del mandrino e velocità di avanzamento consentono l'identificazione della finestra di parametri ottimale per ogni applicazione. La misurazione della qualità della superficie durante tutto questo processo di sviluppo garantisce la selezione dei parametri in base ai requisiti di finitura effettivi piuttosto che ai calcoli teorici.
I requisiti di formazione degli operatori aumentano in modo significativo per le operazioni HSM a causa della natura critica della selezione dei parametri e del margine di errore ridotto a velocità di taglio elevate. I programmi di formazione dovrebbero enfatizzare la comprensione della fisica del taglio, l'ottimizzazione del percorso utensile e le procedure di controllo qualità specifiche per le applicazioni di stampi in alluminio.
I programmi di manutenzione preventiva diventano fondamentali per le apparecchiature HSM a causa delle impegnative condizioni operative e dei requisiti di precisione. Il monitoraggio delle condizioni del mandrino, i sistemi di misurazione dell'utensile e la verifica della geometria della macchina richiedono un'attenzione più frequente rispetto alle operazioni di lavorazione convenzionali. Gli intervalli di manutenzione in genere diminuiscono del 30-50% per garantire prestazioni e capacità di qualità della superficie uniformi.
Sviluppi futuri nella tecnologia HSM dell'alluminio
Le tecnologie emergenti continuano a far progredire le capacità HSM dell'alluminio attraverso miglioramenti nei materiali degli utensili da taglio, nella progettazione delle macchine utensili e nei sistemi di monitoraggio del processo. I substrati in metallo duro a grana ultrafine con sistemi di rivestimento avanzati consentono velocità di taglio ancora più elevate mantenendo al contempo i vantaggi in termini di durata dell'utensile e qualità della superficie.
L'integrazione dell'intelligenza artificiale nei sistemi HSM promette un'ottimizzazione adattiva dei parametri che risponde alle condizioni di taglio in tempo reale. Questi sistemi monitorano le vibrazioni, le emissioni acustiche e il consumo di energia per regolare automaticamente i parametri di taglio per il mantenimento ottimale della qualità della superficie durante tutto il processo di lavorazione.
L'integrazione della produzione additiva con la HSM crea strategie di produzione ibride in cui le geometrie di stampi complesse ricevono la stampa near-net-shape seguita dalle operazioni di finitura HSM. Questo approccio ottimizza sia la produttività che la qualità della superficie consentendo al contempo una complessità geometrica precedentemente impossibile attraverso i metodi di produzione convenzionali.
Le capacità di simulazione avanzate consentono l'ottimizzazione virtuale dei processi HSM prima dell'implementazione fisica, riducendo i tempi di sviluppo e garantendo risultati ottimali dalle tirature di produzione iniziali. Questi sistemi prevedono accuratamente i risultati della qualità della superficie in base alle proprietà del materiale, ai parametri di taglio e alle strategie del percorso utensile.
Domande frequenti
Quali velocità del mandrino sono necessarie per una finitura superficiale ottimale degli stampi in alluminio nella HSM?
La finitura superficiale ottimale degli stampi in alluminio richiede in genere velocità del mandrino superiori a 15.000 RPM per la maggior parte delle applicazioni, con requisiti specifici che variano in base al diametro dell'utensile e alla lega di alluminio. Per l'Al 6061-T6 che utilizza frese a candela da 10-12 mm, velocità di 15.000-20.000 RPM raggiungono costantemente valori Ra inferiori a 0,2 μm. Velocità più elevate fino a 40.000 RPM avvantaggiano gli utensili di diametro inferiore e requisiti di qualità della superficie più esigenti.
In che modo la HSM elimina la necessità di operazioni di finitura secondarie sugli stampi in alluminio?
La HSM elimina la finitura secondaria ottenendo la qualità della superficie richiesta direttamente attraverso una meccanica di taglio ottimizzata che previene la formazione di tagliente di riporto e riduce al minimo gli effetti di incrudimento. Le elevate velocità di taglio spostano la generazione di calore nel truciolo anziché nel pezzo, consentendo il raggiungimento diretto di valori Ra nell'intervallo 0,1-0,3 μm che soddisfano i requisiti dello stampaggio a iniezione senza lucidatura o finitura EDM.
Quali leghe di alluminio rispondono meglio alla HSM per le applicazioni di stampi?
L'Al 6061-T6 offre la combinazione ottimale di lavorabilità e capacità di finitura superficiale per le applicazioni di stampi HSM, raggiungendo costantemente valori Ra di 0,1-0,2 μm. L'Al 7075-T6 offre una maggiore resistenza ma richiede una selezione dei parametri più accurata per ottenere una qualità della superficie equivalente. L'Al 2024-T4 presenta sfide a causa delle tendenze all'incrudimento, ma rimane valido per applicazioni meno esigenti.
Quali parametri di taglio offrono il miglior equilibrio tra produttività e qualità della superficie?
I parametri di taglio ottimali in genere combinano velocità del mandrino di 15.000-20.000 RPM con velocità di avanzamento di 4.000-6.000 mm/min per gli stampi in alluminio. La profondità di taglio assiale deve rimanere inferiore a 1,0 mm per le operazioni di finitura, con un impegno radiale limitato al 5-15% del diametro dell'utensile utilizzando percorsi utensile trocoidali. Questi parametri mantengono il carico di truciolo ottimale prevenendo al contempo la deflessione dell'utensile che compromette la qualità della superficie.
In che modo la strategia di raffreddamento influisce sulla qualità della superficie HSM dell'alluminio?
La strategia di raffreddamento influisce in modo critico sulla qualità della superficie attraverso la gestione del calore e il controllo dell'evacuazione del truciolo. La lubrificazione a quantità minima (MQL) a 50-100 ml/ora fornisce una lubrificazione ottimale senza problemi di ritaglio del truciolo, mentre il refrigerante ad alta pressione a 70-150 bar garantisce una completa evacuazione del truciolo. La corretta erogazione del refrigerante previene la formazione di tagliente di riporto e mantiene condizioni di taglio uniformi essenziali per una finitura superficiale superiore.
Quali metodi di controllo qualità verificano al meglio la finitura superficiale degli stampi in alluminio dalla HSM?
La profilometria a contatto che utilizza uno stilo con raggio di 2 μm fornisce la misurazione Ra più affidabile per le superfici degli stampi in alluminio, con più posizioni di misurazione che garantiscono la validità statistica. L'interferometria a luce bianca senza contatto offre vantaggi per geometrie complesse e raggiunge una risoluzione sub-nanometrica per una caratterizzazione dettagliata della superficie. Entrambi i metodi richiedono apparecchiature calibrate e operatori qualificati per risultati accurati.
Quali vantaggi economici giustificano l'investimento in HSM per la produzione di stampi in alluminio?
L'investimento in HSM in genere raggiunge il rientro entro 12-24 mesi attraverso riduzioni dei tempi di ciclo del 60-70%, l'eliminazione delle operazioni di finitura secondarie che costano € 300-700/m² e riduzioni complessive dei costi di produzione del 25-40%. Ulteriori vantaggi includono una migliore coerenza della qualità, tassi di rilavorazione ridotti e tempi di consegna più rapidi che migliorano il posizionamento competitivo nel mercato della produzione di stampi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece