Nagysebességű megmunkálás (HSM): Felületi minőség előnyei alumínium formákhoz
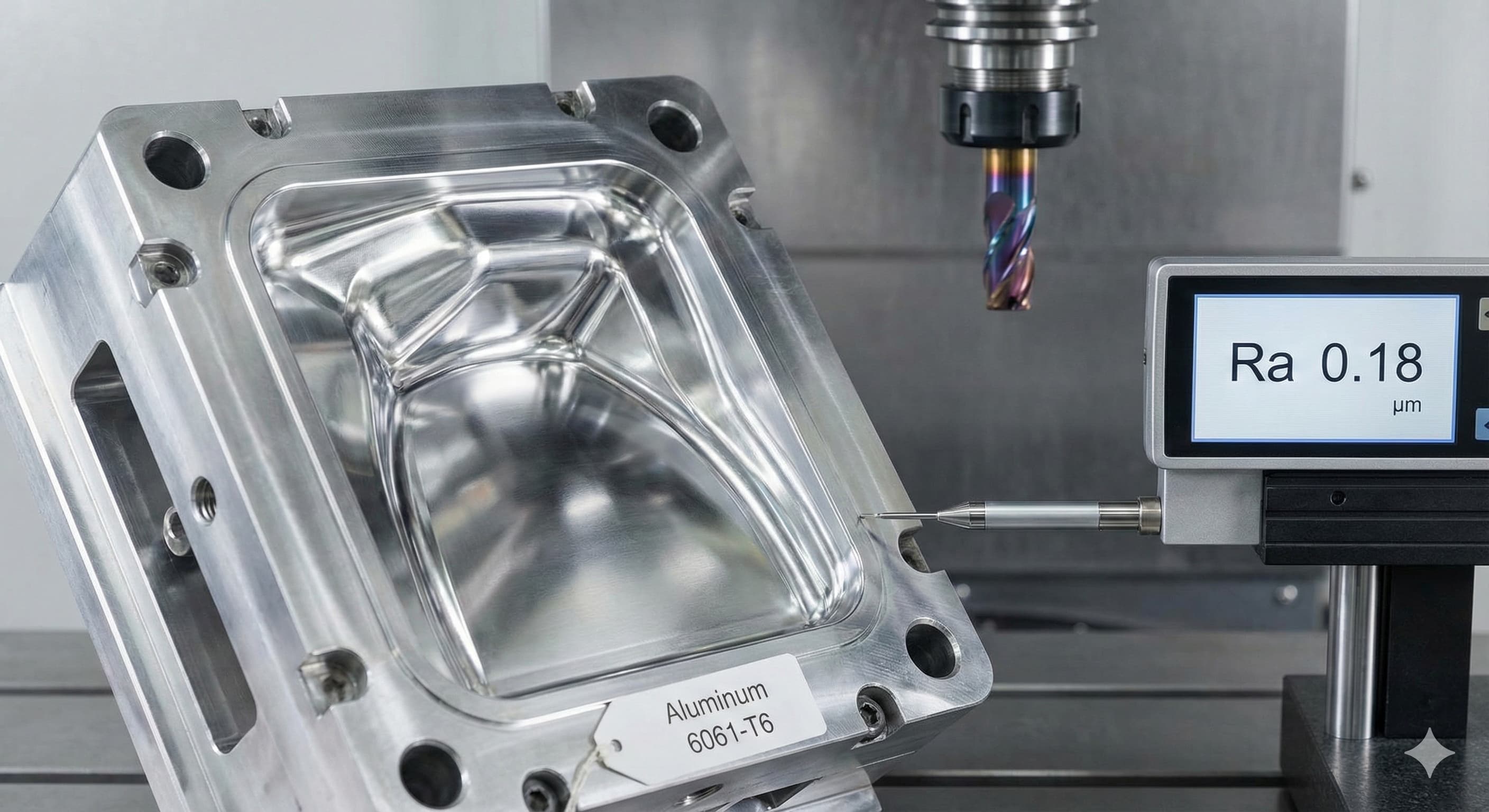
Az alumínium forma felületi minősége közvetlenül meghatározza a termék sikerét a fröccsöntési alkalmazásokban. A nagysebességű megmunkálás (HSM) paraméterei alapvetően megváltoztatják a felületi topográfiát a szerszám és a munkadarab közötti ellenőrzött kölcsönhatások révén, magasabb vágási sebességeken, 0,2 μm alatti Ra értékeket biztosítva másodlagos befejező műveletek nélkül.
Főbb tudnivalók:
- A HSM 60-80%-kal csökkenti az alumínium forma felületi érdességét a hagyományos megmunkáláshoz képest, az optimalizált forgácsképződési mechanizmusok révén
- A 15 000 RPM feletti orsósebesség és az 5 000 mm/perc feletti előtolási sebesség megszünteti az alumíniumötvözetek élfelrakódását
- Közvetlen összefüggés van a vágási sebesség és a felületi minőség között az Al 6061-T6 és az Al 7075-T6 forma alkalmazásoknál
- A HSM szerszámpálya stratégiái minimalizálják az alumínium felületi integritását rontó termikus ciklus hatásait
A nagysebességű megmunkálás fizikájának megértése az alumínium felületi minőségéhez
A nagysebességű megmunkálás alapvetően megváltoztatja az anyageltávolítási mechanizmust az alumíniumban a megnövelt vágási sebességek révén, amelyek meghaladják a munkadarab anyagának hővezető képességének korlátait. Amikor az alumíniumötvözeteket 300 m/perc alatti hagyományos sebességgel munkálják meg, a hőtermelés lokalizált hőzónákat hoz létre, amelyek elősegítik az élfelrakódást és a munkakeményedési hatásokat. Ezek a jelenségek közvetlenül rontják a felületi minőséget a szerszám és a munkadarab anyagai közötti mikro-hegesztés létrehozásával.
A HSM működési paramétereire való áttérés – tipikusan 800-2000 m/perc vágási sebesség alumíniumhoz – a hőtermelési zónát a forgácsba helyezi át, nem pedig a kész felületre. Ez a hőátcsoportosítás azért következik be, mert a vágószerszám és a munkadarab közötti rövidebb érintkezési idő megakadályozza a hőátadást az alumínium hordozóba. Az eredmény drámaian javított felületi jellemzőkben nyilvánul meg, a Ra értékek következetesen elérik a 0,1-0,3 μm tartományt másodlagos műveletek nélkül.
Az anyagtulajdonságok figyelembevétele kritikus fontosságú a HSM alumínium forma alkalmazásokhoz történő megvalósításakor. Az Al 6061-T6 optimális HSM választ mutat a kiegyensúlyozott szilíciumtartalma (0,4-0,8%) miatt, amely megfelelő keménységet biztosít túlzott kopás nélkül. A T6 hőkezelési állapot biztosítja a méretstabilitást a nagysebességű műveletek során azáltal, hogy a megmunkálási folyamat során egyenletes szemcseszerkezetet tart fenn.
A szerszámgeometria optimalizálása kifejezetten az alumínium HSM-hez 15-25°-os pozitív forgácsolási szögek figyelembevételét igényli a vágóerők minimalizálása, miközben megőrzi az él szilárdságát. A 8-12°-os szabad szögek megakadályozzák a dörzsölő érintkezést, amely felületi hibákat okoz. A bevonat kiválasztása a titán-alumínium-nitrid (TiAlN) vagy a gyémántszerű szén (DLC) készítményekre összpontosít, amelyek ellenállnak az alumínium tapadásának magas hőmérsékleten.
Orsósebesség és előtolási sebesség optimalizálása a felületi minőséghez
Az orsósebesség kiválasztása közvetlenül befolyásolja a felületi minőséget a forgácsképződés konzisztenciájára és a hőkezelésre gyakorolt hatása révén. Az alumínium forma megmunkálási műveleteiből származó kutatási adatok azt mutatják, hogy az optimális felületi minőség akkor következik be, amikor az orsósebesség meghaladja azt a kritikus sebességhatárt, ahol az élfelrakódás stabil nyírási zóna vágássá alakul.
Az Al 6061-T6 forma alkalmazásoknál ez a kritikus küszöbérték tipikusan 12 000 RPM feletti orsósebességnél következik be, amikor 10-12 mm átmérőjű marókat használnak. Ezeken a sebességeken a vágási sebesség megközelíti a 400-500 m/percet, hatékonyan kiküszöbölve a tapadó-csúszó vágási hatást, amely felületi egyenetlenségeket okoz. Az előtolási sebesség koordinálása elengedhetetlen a fogankénti optimális forgácsmennyiség fenntartásához, miközben maximalizálja a felületi minőség előnyeit.
| Alumínium ötvözet | Optimális orsósebesség (RPM) | Előtolási sebesség (mm/perc) | Elérhető Ra (μm) | Tipikus alkalmazások |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Fröccsöntő szerszámok, szerszámozás |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Repülőgépipari szerszámok, rögzítők |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Prototípus szerszámok, puha szerszámozás |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Tengerészeti alkalmazások, alakító szerszámok |
Az előtolási sebesség és a felületi minőség közötti kapcsolat az alumínium HSM-ben a forgács vastagságának hatásain alapuló előre jelezhető mintákat követi. Az alumínium optimális forgács vastagsága tipikusan 0,05-0,15 mm foganként, amelyet az előtolási sebesség osztásával számítunk ki az orsósebesség és a vágóélek számának szorzatával. Ennek a tartománynak a túllépése túlzott vágóerőket hoz létre, amelyek eltérítik a munkadarabot és rontják a felületi minőséget, különösen a vékony falú forma szakaszokban.
A fejlett HSM stratégiák változó előtolási sebességű programozást alkalmaznak, amely a vágási paramétereket a helyi geometria komplexitása alapján állítja be. A szűk sugarú vagy mély zsebekkel rendelkező forma üreg területeken az előtolási sebesség automatikusan 20-30%-kal csökken a felületi minőség fenntartása és a szerszámtörés megakadályozása érdekében. Ez az adaptív megközelítés biztosítja a következetes felületi minőséget a komplex forma geometriákban manuális beavatkozás nélkül.
A szerszámpálya stratégia hatása az alumínium felületi jellemzőire
A szerszámpálya programozás közvetlenül befolyásolja az alumínium felületi minőségét a vágási körülmények és a termikus ciklus hatásainak szabályozásával. A teljes radiális bekapcsolódást alkalmazó hagyományos szerszámpályák túlzott hőfelhalmozódást és szerszámelhajlást okoznak, ami látható megmunkálási nyomokként jelenik meg a kész felületen. A HSM szerszámpálya stratégiák kifejezetten ezeket a korlátozásokat kezelik az optimalizált bekapcsolódási szögek és az állandó forgácsmennyiség fenntartása révén.
A trochoidális marás képviseli a leghatékonyabb szerszámpálya megközelítést az alumínium forma üregekhez, állandó radiális bekapcsolódást tartva fenn a szerszámátmérő 5-15%-a között, miközben magas anyageltávolítási sebességet ér el. Ez a stratégia megakadályozza a szakaszos vágási hatást, amely felületi egyenetlenségeket okoz, miközben biztosítja a megfelelő forgácseltávolítást. A folyamatos vágási mozgás kiküszöböli a hagyományos téglalap alakú szerszámpályákban gyakori indítási-leállítási nyomokat.
A nagy pontosságú eredményekhez kérjen ingyenes árajánlatot, és 24 órán belül árajánlatot kap a Microns Hub-tól.
A mászó marási orientáció kötelezővé válik az alumínium HSM alkalmazásokhoz a hagyományos maráshoz képest jobb felületi jellemzői miatt. A mászó marás vágási hatása a maximális forgács vastagsággal kezdődik, és nullára csökken, ami nyíró hatást hoz létre, amely tiszta felületet generál. A hagyományos marás ellentétes forgács vastagságú progressziója dörzsölő hatást hoz létre, amely munkakeményíti az alumínium felületet és rontja a felületi minőséget.
A vágási mélység kiválasztása egyensúlyt igényel a termelékenység és a felületi minőség célkitűzései között. A 0,2 μm alatti Ra értékeket igénylő alumínium formák esetében az axiális vágási mélység nem haladhatja meg a 0,5-1,0 mm-t a túlzott vágóerők megakadályozása érdekében, amelyek szerszámelhajlást okoznak. A végső befejező menetek 0,1-0,2 mm vágási mélységet használnak megnövelt előtolási sebességgel az optimális vágási körülmények fenntartása, miközben kiváló felületi minőséget érnek el.
Anyagspecifikus szempontok az alumínium forma alkalmazásokhoz
Az alumíniumötvözet kiválasztása jelentősen befolyásolja a HSM felületi minőség eredményeit az anyagmegmunkálhatósági jellemzőket befolyásoló inherens anyagtulajdonság különbségek miatt. A szilíciumtartalom különösen befolyásolja a vágási viselkedést, a 0,4-1,2% szilíciumot tartalmazó ötvözetek optimális HSM választ mutatnak a jobb forgácstörés és a csökkentett szerszámtapadási hajlam révén.
Az Al 6061-T6 képviseli a referencia alumíniumötvözetet a forma alkalmazásokhoz a kiegyensúlyozott összetétele miatt, amely kiváló felületi minőséget biztosít. A magnézium-szilícium csapadékkeményedési rendszer megfelelő szilárdságot biztosít (folyáshatár 276 MPa), miközben megőrzi a megmunkálhatósági jellemzőket, amelyek jól reagálnak a HSM paraméterekre. A viszonylag alacsony réztartalom (0,15-0,4%) minimalizálja a munkakeményedési hajlamokat, amelyek bonyolítják a felületi minőség elérését.
A hőkezelési állapot kiválasztása kritikus fontosságú a HSM felületi minőség eredményei szempontjából. A T6 hőkezelés optimális méretstabilitást biztosít a nagysebességű műveletek során a teljesen öregített mikrostruktúrája révén, amely ellenáll a vágás által kiváltott feszültség hatásoknak. A T4 hőkezelésű alumínium nagyobb hajlamot mutat a munkakeményedésre a vágási műveletek során, módosított HSM paramétereket igényelve az egyenértékű felületi minőség eredmények eléréséhez.
| Tulajdonság | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Hatás a HSM felületi minőségére |
|---|---|---|---|---|
| Folyáshatár (MPa) | 276 | 503 | 324 | A nagyobb szilárdság alacsonyabb előtolási sebességet igényel |
| Szakítószilárdság (MPa) | 310 | 572 | 469 | Befolyásolja a forgácsolóerőt és a szerszám elhajlását |
| Keménység (HB) | 95 | 150 | 120 | A keményebb anyagok élesebb szerszámokat igényelnek |
| Szilícium tartalom (%) | 0.4-0.8 | 0.4 max | 0.5 max | A magasabb Si javítja a forgácstörést |
| Felületi érdesség Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Közvetlen összefüggés az ötvözet összetételével |
A hőkezelési előzmények befolyásolják az alumínium válaszát a HSM műveletekre a szemcseszerkezetre és a belső feszültségeloszlásra gyakorolt hatása révén. A oldatkezeléssel hőkezelt és mesterségesen öregített anyagok (T6 állapot) jobb méretstabilitást mutatnak a HSM során, mint a természetesen öregített állapotok (T4), amelyek feszültségmentesítést tapasztalhatnak a vágási műveletek során.
Hűtőfolyadék és kenési stratégiák az optimális felületi minőséghez
A hűtőfolyadék kiválasztása és a szállítási módszerek kritikus fontosságúak az alumínium felületi minőség elérésében a HSM alkalmazásokban a hőkezelésre és a forgácseltávolítás hatékonyságára gyakorolt hatásuk révén. A hagyományos árasztásos hűtés gyakran elégtelennek bizonyul a HSM műveletekhez a magas vágási sebességnél tapasztalható elégtelen hőeltávolítási kapacitás és a forgács újravágásának hajlama miatt, ami rontja a felületi minőséget.
A minimális mennyiségű kenési (MQL) rendszerek jobb eredményeket biztosítanak az alumínium HSM-hez azáltal, hogy pontos kenőanyag elhelyezést biztosítanak, miközben megőrzik a száraz vágás előnyeit, amelyek megakadályozzák a forgács tapadását. A szintetikus észtereket vagy növényi alapú vágófolyadékokat használó 50-100 ml/óra MQL áramlási sebesség optimális egyensúlyt teremt a kenés és a hőkezelés között anélkül, hogy veszélyeztetné a forgácseltávolítást.
A 70-150 bar nyomáson működő nagynyomású hűtőfolyadék rendszerek kivételes forgácseltávolítási képességet biztosítanak, ami elengedhetetlen a felületi minőség fenntartásához a mély forma üregekben. A hűtőfolyadék sugár sebességének meg kell haladnia a forgács sebességét a hatékony eltávolítás biztosítása érdekében, miközben megakadályozza az újravágás okozta károkat. A megfelelő fúvóka pozicionálás kritikus fontosságú, a hűtőfolyadékot a vágási zónára és a forgácseltávolítási útvonalra is irányítva.
A levegőfúvó rendszerek kiegészítik a folyékony hűtőfolyadék stratégiákat azáltal, hogy biztosítják a forgács teljes eltávolítását a megmunkált felületekről a későbbi szerszámenetek előtt. A 6-8 bar nyomású sűrített levegő hatékonyan eltávolítja az alumínium forgácsokat, amelyek egyébként felületi karcolást vagy élfelrakódást okozhatnak a vágószerszámokon.
Minőségellenőrzési és felületmérési technikák
A felületi minőség ellenőrzése az alumínium forma alkalmazásokban kifinomult mérési technikákat igényel, amelyek pontosan jellemzik a fröccsöntési teljesítmény szempontjából kritikus mikroszkópikus felületi jellemzőket. A tapintóceruzás műszereket használó érintéses profilometria biztosítja a legmegbízhatóbb Ra mérési képességet, a 2 μm-es tapintóceruza sugár korlátozása biztosítva a felületi textúra jellemzőinek pontos reprodukcióját.
Az érintésmentes optikai mérőrendszerek előnyöket kínálnak a komplex forma geometria értékeléséhez, ahol a tapintóceruza hozzáférése problémássá válik. A fehér fény interferometria 0,1 nm alatti mérési felbontást ér el, lehetővé téve a forma kioldási jellemzőit és a alkatrész minőségét befolyásoló felületi jellemzők részletes elemzését. Ezek a rendszerek különösen kiemelkedőek a szűk sugarú területeken és a mély üregekben lévő felületi jellemzők mérésében, ahol az érintéses módszerek nem praktikusak.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a piaci platformokhoz képest versenyképes árakat. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet, minden alumínium forma alkatrészhez átfogó felületi minőség dokumentációt biztosítva.
Az alumínium HSM műveletek statisztikai folyamatszabályozásának megvalósítása a felületi minőség paramétereinek folyamatos nyomon követését igényli a folyamat eltolódásának azonosítása érdekében, mielőtt az befolyásolná az alkatrész minőségét. A Ra értékeket több mérési helyen nyomon követő szabályozási diagramok lehetővé teszik a szerszámkopás vagy a folyamatparaméter eltérés korai észlelését, ami rontja a felületi minőséget. A precíziós CNC megmunkálási szolgáltatásaink speciálisan az alumínium forma alkalmazásokhoz tervezett fejlett minőségellenőrzési protokollokat tartalmaznak.
Fejlett HSM technikák komplex forma geometriákhoz
A komplex alumínium forma geometriák egyedi kihívásokat jelentenek a HSM felületi minőség eléréséhez a különböző jellemző típusok közötti változó vágási körülmények miatt. A mély zsebmegmunkálás speciális stratégiákat igényel, amelyek fenntartják a felületi minőséget, miközben biztosítják a megfelelő szerszám merevséget és a forgácseltávolítási képességet a teljes vágási folyamat során.
A több tengelyes HSM programozás elengedhetetlen a komplex forma felületekhez, ahol a szerszám optimális orientációjának fenntartása a munkadarab felületéhez képest biztosítja a következetes vágási körülményeket. Az öttengelyes szimultán megmunkálás lehetővé teszi a folyamatos szerszám bekapcsolódást anélkül, hogy a háromtengelyes közelítéssel járó hornyolás és gyenge felületi minőség jelentkezne a ívelt felületeken. A szerszámtengely vektorvezérlése állandó elő- és dőlésszöget tart fenn, amelyek optimalizálják a felület generálását a komplex geometriákban.
Az adaptív tisztítási stratégiák automatikusan beállítják a vágási paramétereket a helyi anyag bekapcsolódási körülményei alapján, biztosítva a következetes felületi minőséget a változó falvastagságok és zseb mélységek között. Ezek az intelligens szerszámpálya algoritmusok megakadályozzák a szerszámelhajlást és a vibrációt, amelyek általában rontják a felületi minőséget a vékony falú forma szakaszokban.
Az alumínium formák precíziós jellemzőinek megmunkálása gyakran speciális mikro-HSM technikákat igényel, amelyek a hagyományos HSM elveket rendkívül kis vágószerszámokra és jellemzőkre terjesztik ki. Az orsósebesség meghaladhatja a 40 000 RPM-et az 1 mm-nél kisebb átmérőjű marók esetében, ami a szerszám dinamikájának és a rezgésszabályozásnak a speciális figyelembevételét igényli.
A HSM költség-haszon elemzése az alumínium forma gyártásban
A HSM megvalósításának gazdasági indoklása az alumínium forma gyártásban a közvetlen megmunkálási költségek és a downstream minőségi előnyök átfogó elemzését igényli. A kezdeti berendezés beruházás tipikusan 150 000-500 000 euró között mozog a HSM-képes megmunkáló központok esetében, megfelelő orsó specifikációkkal és vezérlőrendszerekkel. Azonban a termelékenység és a minőség javulása gyakran 12-24 hónapon belül indokolja a beruházást a mérsékelt és nagy volumenű forma gyártás esetében.
A ciklusidő csökkentése jelenti a legközvetlenebb gazdasági előnyt, az alumínium forma durvítási műveletek 3-5x termelékenység javulást érnek el a hagyományos megmunkáláshoz képest. A befejező műveletek előnyei még drámaibbnak bizonyulnak, a HSM gyakran teljesen kiküszöböli a másodlagos polírozási műveleteket a szükséges felületi minőségi specifikációk közvetlen elérésével.
A szerszám élettartamának figyelembevétele komplex gazdasági kapcsolatokat mutat be az alumínium HSM alkalmazásokban. Míg a vágási sebesség drámaian megnő, a jobb vágási mechanika és a csökkentett élfelrakódás gyakran meghosszabbítja a szerszám élettartamát a hagyományos megmunkáláshoz képest. A keményfém marók költsége tipikusan 50-200 euró szerszámonként, a HSM alkalmazások 50-150%-kal hosszabb szerszám élettartamot érnek el a csökkentett adhéziós kopási mechanizmusok révén.
A minőséggel kapcsolatos költségelőnyök közé tartozik a másodlagos befejező műveletek kiküszöbölése, a csökkentett utómunka arányok és a jobb alkatrész minőség konzisztencia. A HSM műveletekből közvetlenül Ra 0,15 μm-t elérő alumínium formák kiküszöbölik a 200-800 euró/négyzetméter polírozási költségeket, miközben 2-5 nappal csökkentik az átfutási időt formánként.
| Költségtényező | Hagyományos megmunkálás | HSM implementáció | Megtakarítási potenciál | Megtérülési idő |
|---|---|---|---|---|
| Ciklusidő (óra/szerszám) | 40-60 | 12-20 | 60-70% | 6-12 hónap |
| Másodlagos felületkezelés (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 hónap |
| Szerszámköltségek (€/alkatrész) | 25-45 | 15-30 | €10-15/alkatrész | 12-18 hónap |
| Minőségellenőrzés (€/szerszám) | 200-350 | 100-200 | €100-150/szerszám | 8-15 hónap |
| Teljes termelési költség | 100% alapérték | 60-75% | 25-40% csökkenés | 12-24 hónap |
A gyártási szolgáltatásaink révén az ügyfelek rendszeresen 30-50%-os költségcsökkentést érnek el az alumínium forma gyártásban az optimalizált HSM megvalósítás révén. A csökkentett ciklusidők, a kiküszöbölt másodlagos műveletek és a jobb minőség konzisztencia kombinációja meggyőző gazdasági előnyöket teremt, amelyek messze túlmutatnak a kezdeti megmunkálási költségek figyelembevételén.
Megvalósítási irányelvek és bevált gyakorlatok
A HSM sikeres megvalósítása az alumínium forma alkalmazásokhoz szisztematikus megközelítést igényel a berendezés kiválasztásához, a folyamatfejlesztéshez és a kezelői képzéshez. A szerszámgép specifikációinak tartalmazniuk kell a megfelelő orsó teljesítményt (tipikusan 15-40 kW), a nagysebességű képességet (15 000-40 000 RPM) és a precíz előtolási meghajtó rendszereket, amelyek képesek az 1G-t meghaladó gyorsulási sebességre az optimális felületi minőség eléréséhez.
A folyamatfejlesztésnek az anyagi jellemzők tesztelésével kell kezdődnie az adott alumíniumötvözetek és hőkezelési állapotok optimális vágási paramétereinek megállapításához. A különböző orsósebesség és előtolási sebesség kombinációk használatával végzett tesztvágások lehetővé teszik az optimális paraméterablak azonosítását minden alkalmazáshoz. A felületi minőség mérése a teljes fejlesztési folyamat során biztosítja a paraméter kiválasztását a tényleges befejezési követelmények alapján, nem pedig elméleti számítások alapján.
A kezelői képzési követelmények jelentősen megnőnek a HSM műveletek esetében a paraméter kiválasztás kritikus jellege és a csökkentett hibahatár miatt a magas vágási sebességnél. A képzési programoknak hangsúlyozniuk kell a vágási fizika, a szerszámpálya optimalizálás és az alumínium forma alkalmazásokra vonatkozó minőségellenőrzési eljárások megértését.
A megelőző karbantartási programok kritikus fontosságúvá válnak a HSM berendezések esetében a nagy igénybevételt jelentő működési körülmények és a precíziós követelmények miatt. Az orsó állapotának nyomon követése, a szerszámmérő rendszerek és a gép geometria ellenőrzése gyakoribb figyelmet igényel a hagyományos megmunkálási műveletekhez képest. A karbantartási intervallumok tipikusan 30-50%-kal csökkennek a következetes teljesítmény és a felületi minőség képességének biztosítása érdekében.
Jövőbeli fejlesztések az alumínium HSM technológiában
A feltörekvő technológiák továbbra is fejlesztik az alumínium HSM képességeit a vágószerszám anyagok, a szerszámgép tervezés és a folyamatfigyelő rendszerek fejlesztése révén. Az ultrafinom szemcsés keményfém hordozók fejlett bevonatrendszerekkel még nagyobb vágási sebességet tesznek lehetővé, miközben megőrzik a szerszám élettartamát és a felületi minőség előnyeit.
A mesterséges intelligencia integrációja a HSM rendszerekben adaptív paraméter optimalizálást ígér, amely valós idejű vágási körülményekre reagál. Ezek a rendszerek nyomon követik a rezgést, az akusztikus kibocsátást és az energiafogyasztást, hogy automatikusan beállítsák a vágási paramétereket az optimális felületi minőség fenntartása érdekében a teljes megmunkálási folyamat során.
Az additív gyártás integrációja a HSM-mel hibrid gyártási stratégiákat hoz létre, ahol a komplex forma geometriák közel nettó alakú nyomtatást kapnak, amelyet HSM befejező műveletek követnek. Ez a megközelítés optimalizálja a termelékenységet és a felületi minőséget, miközben lehetővé teszi a geometriai komplexitást, amely korábban lehetetlen volt a hagyományos gyártási módszerekkel.
A fejlett szimulációs képességek lehetővé teszik a HSM folyamatok virtuális optimalizálását a fizikai megvalósítás előtt, csökkentve a fejlesztési időt és biztosítva az optimális eredményeket a kezdeti gyártási futásoktól kezdve. Ezek a rendszerek pontosan előre jelzik a felületi minőség eredményeit az anyagtulajdonságok, a vágási paraméterek és a szerszámpálya stratégiák alapján.
Gyakran Ismételt Kérdések
Milyen orsósebesség szükséges az optimális alumínium forma felületi minőséghez a HSM-ben?
Az optimális alumínium forma felületi minőség tipikusan 15 000 RPM-et meghaladó orsósebességet igényel a legtöbb alkalmazáshoz, a konkrét követelmények a szerszámátmérőtől és az alumíniumötvözettől függően változnak. Az Al 6061-T6 esetében 10-12 mm-es marók használatával a 15 000-20 000 RPM sebesség következetesen 0,2 μm alatti Ra értékeket ér el. A 40 000 RPM-ig terjedő nagyobb sebességek előnyösek a kisebb átmérőjű szerszámok és az igényesebb felületi minőségi követelmények esetében.
Hogyan küszöböli ki a HSM a másodlagos befejező műveletek szükségességét az alumínium formákon?
A HSM kiküszöböli a másodlagos befejezést azáltal, hogy a szükséges felületi minőséget közvetlenül az optimalizált vágási mechanika révén éri el, amely megakadályozza az élfelrakódást és minimalizálja a munkakeményedési hatásokat. A magas vágási sebesség a hőtermelést a forgácsba helyezi át, nem pedig a munkadarabba, lehetővé téve a Ra értékek közvetlen elérését a 0,1-0,3 μm tartományban, amelyek megfelelnek a fröccsöntési követelményeknek polírozás vagy EDM befejezés nélkül.
Mely alumíniumötvözetek reagálnak a legjobban a HSM-re forma alkalmazásokhoz?
Az Al 6061-T6 biztosítja a megmunkálhatóság és a felületi minőség képességének optimális kombinációját a HSM forma alkalmazásokhoz, következetesen 0,1-0,2 μm Ra értékeket érve el. Az Al 7075-T6 nagyobb szilárdságot kínál, de körültekintőbb paraméter kiválasztást igényel az egyenértékű felületi minőség eléréséhez. Az Al 2024-T4 kihívásokat jelent a munkakeményedési hajlamok miatt, de továbbra is életképes a kevésbé igényes alkalmazásokhoz.
Mely vágási paraméterek biztosítják a legjobb egyensúlyt a termelékenység és a felületi minőség között?
Az optimális vágási paraméterek tipikusan 15 000-20 000 RPM orsósebességet kombinálnak 4 000-6 000 mm/perc előtolási sebességgel alumínium formákhoz. Az axiális vágási mélységnek a befejező műveletekhez 1,0 mm alatt kell maradnia, a radiális bekapcsolódás pedig a szerszámátmérő 5-15%-ára korlátozódik trochoidális szerszámpályák használatával. Ezek a paraméterek fenntartják az optimális forgácsmennyiséget, miközben megakadályozzák a szerszámelhajlást, ami rontja a felületi minőséget.
Hogyan befolyásolja a hűtőfolyadék stratégia az alumínium HSM felületi minőségét?
A hűtőfolyadék stratégia kritikus hatással van a felületi minőségre a hőkezelés és a forgácseltávolítás szabályozása révén. Az 50-100 ml/óra minimális mennyiségű kenés (MQL) optimális kenést biztosít forgács újravágási problémák nélkül, míg a 70-150 bar nagynyomású hűtőfolyadék biztosítja a forgács teljes eltávolítását. A megfelelő hűtőfolyadék szállítás megakadályozza az élfelrakódást és fenntartja a következetes vágási körülményeket, amelyek elengedhetetlenek a kiváló felületi minőséghez.
Mely minőségellenőrzési módszerek igazolják a legjobban az alumínium forma felületi minőségét a HSM-ből?
A 2 μm sugarú tapintóceruzát használó érintéses profilometria biztosítja a legmegbízhatóbb Ra mérést az alumínium forma felületekhez, több mérési hely biztosítva a statisztikai érvényességet. Az érintésmentes fehér fény interferometria előnyöket kínál a komplex geometriákhoz, és szub-nanométeres felbontást ér el a részletes felületjellemzéshez. Mindkét módszer kalibrált berendezéseket és képzett kezelőket igényel a pontos eredményekhez.
Milyen gazdasági előnyök indokolják a HSM beruházást az alumínium forma gyártáshoz?
A HSM beruházás tipikusan 12-24 hónapon belül megtérül a 60-70%-os ciklusidő csökkentés, a 300-700 €/m² költségű másodlagos befejező műveletek kiküszöbölése és a 25-40%-os teljes gyártási költség csökkentés révén. További előnyök közé tartozik a jobb minőség konzisztencia, acsökkentett utómunka arányok és a gyorsabb szállítási idők, amelyek javítják a versenyképességet a forma gyártási piacon.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece