Mélyhúzás vs. Peremezés: Hengeres Fém Alakzatok Gyártása
A hengeres fém alkatrészek gyártása során a mérnökök két elsődleges alakítási eljárással találkoznak: a mélyhúzással és a fém peremezéssel. Mindkét eljárás külön előnyöket kínál az anyagfelhasználás, a szerszámköltségek, a gyártási mennyiségek és az elérhető tűrések tekintetében. Ezen eljárások közötti alapvető különbségek megértése kulcsfontosságú a gyártási eredmények és a költséghatékonyság optimalizálásához.
Főbb tudnivalók
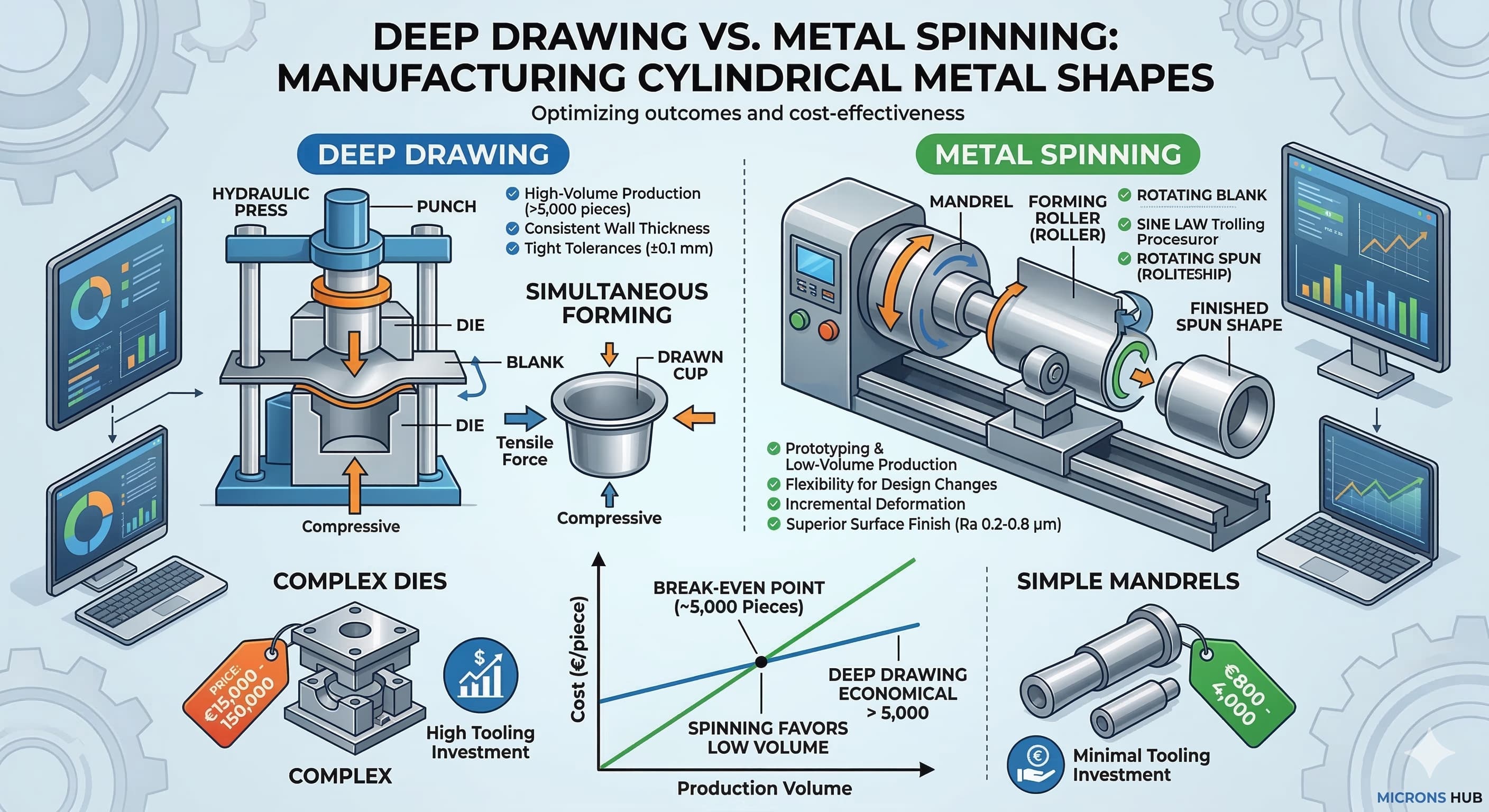
- A mélyhúzás kiválóan alkalmas nagy volumenű gyártásra, egyenletes falvastagsággal és szűk tűrésekkel (±0,1 mm)
- A fém peremezés kiváló rugalmasságot kínál prototípusgyártáshoz és kis volumenű gyártáshoz minimális szerszámköltséggel
- Az anyagválasztás jelentősen befolyásolja a folyamat megvalósíthatóságát, a mélyhúzás nagyobb képlékenységi arányokat igényel
- A költségelemzés azt mutatja, hogy a mélyhúzás évi 5000 darabot meghaladó mennyiségeknél válik gazdaságossá
A mélyhúzási folyamat alapjai
A mélyhúzás lapos fémlemezeket hengeres vagy doboz alakú alkatrészekké alakít át húzó- és nyomóerők kombinációjával. A folyamat egy bélyegző- és szerszámrendszert használ, ahol a bélyegző a lemezt a szerszámüregbe kényszeríti, így egy varrat nélküli, üreges alakzatot hoz létre, amelynek mélysége nagyobb, mint az átmérő fele.
A mélyhúzás kritikus paramétere a húzási arány (DR), amelyet a lemez átmérőjének és a bélyegző átmérőjének hányadosaként számítanak ki. A legtöbb anyag esetében egyetlen húzási művelet 1,8:1 és 2,2:1 közötti arányokat érhet el. Ha nagyobb arányokra van szükség, több húzási szakasz válik szükségessé, ahol minden egyes szakasz körülbelül 20-30%-kal csökkenti az átmérőt.
Az anyagáramlás a mélyhúzás során meghatározott mintákat követ. A lemez külső területei kerületi összenyomódást tapasztalnak, míg az oldalfal anyaga húzófeszültségnek van kitéve. Ez a kettős feszültségállapot kiváló képlékenységű és egyenletes szemcseszerkezetű anyagokat igényel. Az olyan acélminőségek, mint a DC04 (EN 10130) és a 3003-H14 alumíniumötvözet optimális teljesítményt mutatnak magas r-értékük (alakváltozási arány) miatt, amely 1,8-2,2.
A szerszámtervezés kulcsszerepet játszik a következetes eredmények elérésében. A szerszám sugara jellemzően az anyagvastagság 6-10-szerese, míg a bélyegző sugara a vastagság 4-8-szorosa. Ezek az arányok megakadályozzák az anyag szakadását az alakítási művelet során, miközben minimalizálják a rugóvisszaható hatásokat.
A fém peremezési folyamat mechanikája
A fém peremezés, más néven forgácsolás nélküli alakítás, hengeres alkatrészeket alakít ki úgy, hogy nagy sebességgel forgat egy fémlemezt, miközben lokalizált nyomást gyakorol rá alakító szerszámokkal. A lemezt egy tüske ellen szorítják, amely meghatározza a belső geometriát, és az anyagot fokozatosan alakítják ki ezen a tüskén görgők vagy speciális peremező szerszámok segítségével.
A folyamat alapvetően eltérő elveken működik, mint a mélyhúzás. Ahelyett, hogy egyidejűleg alakítana, a peremezés a kívánt alakot fokozatos alakváltozással hozza létre. Az anyag radiálisan befelé és axiálisan áramlik a tüske felülete mentén, a falvastagság pedig a szinusz törvény szerint változik: t₁ = t₀ × sin α, ahol t₁ a végső vastagság, t₀ a kezdeti vastagság, és α a forgástengelytől mért szög.
A peremező tüskék precíziós megmunkálást igényelnek, de lényegesen alacsonyabb szerszámköltséget képviselnek, mint a mélyhúzó szerszámok. Egy tipikus acél peremező tüske ára 800-1500 euró, míg az ezzel egyenértékű mélyhúzó szerszámok ára 15 000-50 000 euró között mozog a bonyolultságtól és a gyártási követelményektől függően.
A folyamat az anyagok szélesebb körét fogadja el, beleértve a munkakeményedő ötvözeteket is, amelyek kihívást jelenthetnek a mélyhúzás számára. A 316L rozsdamentes acél, a Ti-6Al-4V titán és az Inconel 625 sikeresen peremezhető az alakváltozás fokozatos jellege miatt, ami megakadályozza a túlzott feszültségkoncentrációt.
Anyagválasztás és kompatibilitás
Az anyagválasztás kritikus döntési pontot jelent a mélyhúzási és a peremezési eljárások között. Mindkét alakítási módszer eltérő követelményeket támaszt az anyag tulajdonságaival szemben, befolyásolva mind a folyamat megvalósíthatóságát, mind a végső alkatrész minőségét.
| Anyagjellemző | Mélyhúzási követelmények | Peremezési követelmények | Tipikus értékek |
|---|---|---|---|
| Megnyúlás (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-érték (Törzsarány) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-érték (Törzskeményedés) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Folyáshatár (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
A mélyhúzás nagy képlékeny alakváltozási arányú (r-értékű) anyagokat igényel a fülesedés megakadályozása és az egyenletes anyagáramlás biztosítása érdekében. Az r-érték a szélességi alakváltozás és a vastagsági alakváltozás arányát jelenti a szakítóvizsgálat során. Az 1,0 alatti r-értékű anyagok hajlamosak túlzottan elvékonyodni a húzási műveletek során, ami potenciális meghibásodáshoz vezethet.
A peremezési eljárások alacsonyabb alakíthatósági indexű anyagokat is fogadnak, mivel az alakváltozás fokozatosan történik, nem pedig egyidejűleg a teljes lemezen. Ez a tulajdonság teszi a peremezést különösen alkalmassá nagy szilárdságú ötvözetekhez és egzotikus anyagokhoz, ahol a mélyhúzás meghaladná az anyag alakítási határait.
A szemcseméret mindkét folyamatot jelentősen befolyásolja, de eltérő következményekkel. A finomszemcsés anyagok (ASTM szemcseméret 7-9) jobb felületi minőséget biztosítanak a mélyhúzási alkalmazásokban, míg a peremezés a durvább szemcseszerkezeteket is tolerálja a méretpontosság veszélyeztetése nélkül.
Szerszámtervezés és beruházási elemzés
A mélyhúzás és a peremezés közötti szerszámigények alapvető különbsége közvetlenül befolyásolja a projekt gazdaságosságát és az átfutási időket. A mélyhúzás precíziós megmunkálású, progresszív szerszámokat igényel, amelyek olyan szerszámacélokból készülnek, mint a D2 vagy az A2, 58-62 HRC közötti keménységi értékekkel.
A progresszív szerszámok konstrukciója több állomást foglal magában a komplex geometriákhoz, ahol minden állomás precíziós beállítást és hézagellenőrzést igényel. A tipikus szerszámhézagok acél esetében az anyagvastagság 1,1-1,3-szorosa, alumíniumötvözetek esetében pedig 1,2-1,4-szerese. Ezek a szűk tűrések nagy pontosságú gyártást igényelnek, ami felfelé hajtja a szerszámköltségeket.
A peremező tüskék drámaian csökkentett szerszámberuházást kínálnak. Egy tipikus tüske 7075-T6 alumíniumból gyártható prototípus alkalmazásokhoz, vagy 4140 acélból a gyártási futásokhoz. A tüske csak a végső belső geometriát igényli, kiküszöbölve a mélyhúzó szerszámokhoz szükséges komplex üregprofilokat.
| Szerszám komponens | Mélyhúzási költség (€) | Peremezési költség (€) | Átfutási idő (hetek) |
|---|---|---|---|
| Egyszerű hengeres (Ø100mm) | 15,000 - 25,000 | 800 - 1,500 | 6-8 vs 2-3 |
| Összetett lépcsős profil | 35,000 - 60,000 | 2,000 - 4,000 | 10-12 vs 3-4 |
| Többlépcsős progresszív | 75,000 - 150,000 | N/A (Egylépcsős) | 12-16 vs N/A |
| Szerszám karbantartás (éves) | A kezdeti költség 5-10%-a | A kezdeti költség 2-3%-a | Folyamatos |
A szerszám élettartamának figyelembevétele tovább differenciálja a folyamatokat. A mélyhúzó szerszámok jellemzően 500 000-2 000 000 ciklust bírnak ki az anyagtól és a bonyolultságtól függően, míg a peremező tüskék megfelelő karbantartás mellett meghaladhatják a 10 000 ciklust. A peremező szerszámokat (görgőket és alakító eszközöket) azonban 5000-15 000 ciklus után rendszeresen cserélni kell.
A nagy pontosságú eredményekhez,küldje el projektjét 24 órás árajánlatért a Microns Hub-tól.
Méretpontosság és felületi minőség
A pontos méretellenőrzés elérése megköveteli annak megértését, hogy az egyes folyamatok hogyan befolyásolják a végső alkatrész geometriáját. A mélyhúzás jellemzően kiváló koncentrikusságot és falvastagság-egyenletességet biztosít a teljes lemezen végzett egyidejű alakítási művelet miatt.
A mélyhúzott alkatrészek falvastagság-változása általában az eredeti lemezvastagság ±10-15%-án belül marad, a legvékonyabb szakaszok a bélyegző orrsugaránál fordulnak elő. Ez a kiszámítható vékonyodási minta lehetővé teszi a mérnökök számára, hogy kompenzálják a lemezvastagság kiválasztásával és a húzáscsökkentés ütemezésével.
A peremezési műveletek a szinusz törvény szerinti falvastagsággal rendelkező alkatrészeket állítanak elő, ami szándékos vastagságváltozást eredményez, amelyet a tervezési számítások során figyelembe kell venni. A peremezés azonban kiváló ellenőrzést kínál a helyi geometria felett, lehetővé téve olyan funkciók, mint a peremek, hornyok és komplex görbék kialakítását, amelyek több mélyhúzási műveletet igényelnének.
A felületi minőség jelentősen eltér a folyamatok között. A mélyhúzott alkatrészek egyenletes felületi jellemzőket mutatnak, amelyek megfelelnek az eredeti lemez állapotának, jellemzően Ra 0,8-1,6 μm a hidegen hengerelt acél hordozók esetében. A peremezési műveletek kiváló felületi minőséget érhetnek el (Ra 0,2-0,8 μm) az alakító szerszámok polírozó hatásának köszönhetően, ami különösen előnyös a minimális utófeldolgozást igénylő alkalmazásoknál.
Az egyes eljárásokkal elérhető mérettűrések tükrözik az alapvető alakítási mechanizmusokat. A mélyhúzás rutinszerűen ±0,1 mm-t ér el az átmérőn és ±0,15 mm-t a magasságon a 200 mm átmérőjű alkatrészeknél. A peremezési tűrések a tüske pontosságától és a folyamatellenőrzéstől függenek, jellemzően ±0,2 mm-t biztosítanak az átmérőn és ±0,25 mm-t a hasonló méretű alkatrészeknél.
Gyártási mennyiség optimalizálása
A gazdasági elemzés egyértelmű megtérülési pontokat tár fel, ahol az egyes folyamatok előnyössé válnak. A mélyhúzás magas szerszámberuházása jelentős gyártási mennyiségeket igényel a kezdeti kiadás igazolásához, míg a peremezés alacsonyabb beállítási költségei a kisebb tételeket és a prototípus fejlesztést támogatják.
Az egy darabra jutó költség számítása magában foglalja az anyagfelhasználás hatékonyságát, ami az egyszerű geometriák esetében erősen a mélyhúzást támogatja. A mélyhúzott hengerek jellemzően 85-92%-os anyagfelhasználást érnek el, míg a peremezési műveletek 95-98% között mozognak a minimális hulladékképződés miatt. A peremezés anyaghatékonysági előnye azonban csökken, ha figyelembe vesszük a vastagabb kiinduló lemezek lehetőségét, amelyek a kívánt végső vastagság eléréséhez szükségesek a kritikus területeken.
| Gyártási mennyiség | Mélyhúzás (€/darab) | Peremezés (€/darab) | Ajánlott eljárás |
|---|---|---|---|
| 1-100 darab | 45.00 - 65.00 | 12.00 - 18.00 | Peremezés |
| 500-1,000 darab | 18.00 - 25.00 | 10.00 - 15.00 | Peremezés |
| 5,000-10,000 darab | 4.50 - 6.50 | 8.00 - 12.00 | Mélyhúzás |
| 50,000+ darab | 2.20 - 3.80 | 7.50 - 11.00 | Mélyhúzás |
A ciklusidő-elemzés feltárja a mélyhúzás fölényét a nagy volumenű forgatókönyvekben. Egy tipikus mélyhúzási művelet 3-8 másodperc alatt befejeződik a bonyolultságtól függően, míg a peremezési műveletek alkatrészenként 2-15 percet igényelnek. Ez a drámai különbség a termelési sebességben a mélyhúzást egyértelmű választássá teszi a nagy volumenű alkalmazásokhoz a kezdeti szerszámberuházás ellenére.
A másodlagos műveletek jelentősen befolyásolják a teljes gyártási költséget. A mélyhúzott alkatrészek gyakran igényelnek vágást, lyukasztást vagy további alakítási műveleteket, amelyek darabonként 0,50-2,00 eurót adnak hozzá. A peremezési műveletek jellemzően közel végleges alakú alkatrészeket biztosítanak, amelyek minimális másodlagos feldolgozást igényelnek, ami költségelőnyöket kínál a komplex geometriák esetében.
Minőségellenőrzési és vizsgálati módszerek
Mindkét eljárás minőségbiztosítási protokolljainak kezelniük kell az egyes alakítási módszerek egyedi jellemzőit és potenciális meghibásodási módjait. A mélyhúzás minőségellenőrzése a gyakori hibák, például a fülesedés, a ráncosodás, a szakadás és a túlzott vékonyodás megelőzésére összpontosít a folyamatparaméterek optimalizálásával és a statisztikai folyamatszabályozással.
A mélyhúzott alkatrészek kritikus mérési pontjai közé tartozik a falvastagság eloszlása ultrahangos méréssel, a méretpontosság koordináta-mérőgépekkel (CMM) és a felületi minőség értékelése. A soron belüli felügyeleti rendszerek képesek észlelni a bélyegzőerő változásait, amelyek a szerszám kopására vagy az anyag tulajdonságainak változására utalnak.
A peremezés minőségellenőrzése a tüske pontosságát, az alakító szerszám állapotát és a forgási sebesség konzisztenciáját hangsúlyozza. A peremezés fokozatos jellege lehetővé teszi a folyamat közbeni beállításokat, lehetőséget adva a méretbeli eltérések korrigálására az alakítás során, ahelyett, hogy a kész alkatrészeket selejteznénk.
A statisztikai folyamatszabályozás megvalósítása eltér a folyamatok között. A mélyhúzás a kritikus méretek esetében 1,33-at meghaladó Cpk-értékekből profitál, ami a lemez pozicionálásának, a kenés konzisztenciájának és a présnyomás szigorú ellenőrzésével érhető el. A peremezési műveletek megkövetelik a forgási sebesség stabilitásának (±2%), az előtolási sebesség konzisztenciájának (±5%) és az alakítási nyomás egyenletességének figyelemmel kísérését.
A Microns Hub-tól történő rendeléskor Ön a közvetlen gyártói kapcsolatok előnyeit élvezi, amelyek a piactéri platformokhoz képest kiváló minőségellenőrzést és versenyképes árakat biztosítanak. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, átfogó minőségi dokumentációval és nyomon követhetőséggel.
Integráció a gyártási rendszerekkel
A modern gyártási környezetek megkövetelik az alakítási folyamatok zökkenőmentes integrációját a felfelé és lefelé irányuló műveletekkel. A mélyhúzó sorok jellemzően automatizált lemezelőadagolást, transzfer rendszereket és integrált precíziós CNC megmunkálási szolgáltatásokat foglalnak magukban a másodlagos műveletekhez.
A mélyhúzási műveletek nagy sebessége kifinomult automatizálási rendszereket igényel, amelyek képesek fenntartani a ciklusidőket, miközben biztosítják az alkatrészek egyenletes minőségét. A progresszív szerszámrendszerek egyetlen préslöketen belül integrálhatnak több alakítási műveletet, lyukasztást és vágást, maximalizálva a hatékonyságot és minimalizálva a kezelési költségeket.
A peremezési műveletek, bár általában több kézi beavatkozást igényelnek, rugalmasságot kínálnak a tervezési változtatások és a termékváltozatok kezelésében. A CNC peremező esztergák automatizált vezérlést biztosítanak az alakítási szekvenciákhoz, miközben fenntartják a folyamat eredendő alkalmazkodóképességét a különböző alkatrészgeometriákhoz.
A gyártási szolgáltatásainkkal való integráció átfogó projektmenedzsmentet tesz lehetővé a kezdeti tervezéstől a végső ellenőrzésig. Ez az integrált megközelítés biztosítja az optimális folyamat kiválasztását a konkrét projektkövetelmények alapján, ahelyett, hogy a lehetőségeket egyetlen gyártási módszerre korlátozná.
A beszállítói lánc szempontjai szintén befolyásolják a folyamat kiválasztását. A mélyhúzás a speciális szerszámokra való támaszkodása függőséget teremt a szerszám- és szerszámkészítőktől, ami potenciálisan meghosszabbítja az átfutási időket az új projektek esetében. A peremezési műveletek gyakran felhasználhatják a meglévő tüske készletet, vagy gyorsan gyárthatnak új tüskéket szabványos megmunkálási képességekkel.
Fejlett alkalmazások és esettanulmányok
A repülőgépipari alkalmazások bemutatják a folyamat kiválasztásának kritikus fontosságát a nagy igénybevételű környezetekben. A mélyhúzás kiválóan alkalmas üzemanyagtartály-alkatrészek gyártására, ahol az egyenletes falvastagság és a szivárgásmentes konstrukció kiemelten fontos. A folyamat biztosítja az automatizált összeszerelési műveletekhez szükséges méretbeli megismételhetőséget, miközben fenntartja a nyomástartó edények alkalmazásához szükséges szerkezeti integritást.
A peremezés a repülőgépiparban komplex kúpszakaszokhoz, orrkúpokhoz és átmeneti csatornákhoz talál alkalmazást, ahol az összetett görbék és a változó falvastagság kialakításának képessége tervezési előnyöket biztosít. A folyamat titán- és Inconel ötvözetekkel való kompatibilitása különösen értékes a magas hőmérsékletű alkalmazásokhoz, ahol az anyag tulajdonságai meghaladják a hagyományos mélyhúzás alakítási határait.
Az autóipari alkalmazások a volumenvezérelt döntéshozatalt mutatják be. A mélyhúzás uralja a nagy volumenű alkatrészgyártást, mint például az olajteknők, az üzemanyagtartályok és a szerkezeti elemek, ahol a több millió alkatrészre amortizált szerszámköltség elhanyagolhatóvá válik. A folyamat integrációja az autóipari összeszerelő sorokkal biztosítja a just-in-time gyártáshoz szükséges sebességet és konzisztenciát.
Az orvosi eszközök gyártása egyedi kihívásokat támaszt, ahol a biokompatibilitás, a felületi minőség és a méretpontosság találkozik. A peremezési műveletek kiválóan alkalmasak sebészeti eszközök és beültethető eszközök alkatrészeinek gyártására, ahol a kiváló felületi minőség és az egzotikus ötvözetekkel való anyagkompatibilitás klinikai előnyöket biztosít.
Az elektronikai ipar mindkét folyamatot kihasználja a mennyiségi követelményektől függően. A mélyhúzás nagy volumenű alkalmazásokat szolgál ki, mint például a hűtőbordák és az elektromágneses árnyékoló alkatrészek, míg a peremezés speciális követelményeket kezel, mint például az EMI árnyékolási alkalmazások, ahol a komplex geometriák és a kiváló felületi minőség befolyásolja a teljesítményt.
Jövőbeli technológiai trendek
A feltörekvő technológiák folyamatosan bővítik mindkét alakítási folyamat képességeit. A szervo-vezérelt mélyhúzó prések programozható mozgásprofilokat biztosítanak, lehetővé téve az anyagáramlás optimalizálását és a rugóvisszaható hatások csökkentését. Ezek a fejlett rendszerek olyan pontossággal érik el az alakítási erőket, amelyek korábban a hagyományos mechanikus présekkel elérhetetlenek voltak.
A melegalakítási technikák kiterjesztik a mélyhúzási műveletekhez alkalmas anyagok körét. Az alumíniumötvözetek, amelyek hagyományosan több húzási szakaszt igényeltek, most egyetlen műveletben is alakíthatók a lemezek és a szerszámok szabályozott fűtésével. Ez a fejlesztés csökkenti a szerszám bonyolultságát, miközben javítja az anyagfelhasználás hatékonyságát.
A CNC peremezés folyamatosan fejlődik a továbbfejlesztett folyamatfelügyeleti és adaptív vezérlőrendszereken keresztül. Az alakítási erők és az alkatrészméretek valós idejű mérése lehetővé teszi a folyamatparaméterek automatikus beállítását, csökkentve a kezelői készségek követelményeit, miközben javítja a méretbeli konzisztenciát.
Az additív gyártás mindkét folyamatot befolyásolja a gyors szerszámalkalmazásokon keresztül. A 3D nyomtatott tüskék és alakító szerszámok költséghatékony prototípus fejlesztést és kis volumenű gyártási futásokat tesznek lehetővé, áthidalva a szakadékot a hagyományos szerszámberuházások és a projektkövetelmények között.
A szimulációs szoftverek fejlődése egyre pontosabb előrejelzést biztosít az anyagáramlásról, a feszültségeloszlásról és a potenciális meghibásodási módokról. A végeselemes analízis (FEA) lehetővé teszi a folyamat optimalizálását a szerszámgyártás előtt, csökkentve a fejlesztési időt és javítva az első darab sikerességét.
Gyakran Ismételt Kérdések
Mi a minimális falvastagság, amely mélyhúzással és peremezéssel elérhető?
A mélyhúzás jellemzően a falvastagságot az eredeti lemezvastagság 85-90%-án belül tartja, a minimális gyakorlati vastagság acél esetében körülbelül 0,3 mm, alumínium esetében pedig 0,5 mm. A peremezés vékonyabb falakat érhet el lokalizált területeken, potenciálisan elérve a 0,2 mm vastagságot, de ez a szinusz törvény szerinti kapcsolattól és a tüske geometriájától függően változik.
Hogyan viszonyulnak egymáshoz az anyagköltségek a két folyamat között?
Az anyagköltségek a mélyhúzást támogatják a jobb anyagfelhasználás (85-92%) miatt, összehasonlítva a peremezés magasabb felhasználásával (95-98%), de vastagabb kiinduló lemezeket igényel. A mélyhúzás jellemzően 15-25%-kal kevesebb nyersanyagot használ fel az egyszerű hengeres alakzatokhoz, bár ez az előny csökken a komplex geometriáknál, amelyek több műveletet igényelnek.
Milyen felületi minőség érhető el az egyes eljárásokkal?
A mélyhúzás megőrzi az eredeti lemez felületi minőségét, jellemzően Ra 0,8-1,6 μm a hidegen hengerelt acél hordozók esetében. A peremezés kiváló felületi minőséget érhet el Ra 0,2-0,8 μm-rel az alakító szerszámok polírozó hatásának köszönhetően, ami előnyössé teszi a minimális utófeldolgozást vagy dekoratív felületeket igénylő alkalmazásokhoz.
Melyik folyamat kínál jobb mérettűrés-szabályozást?
A mélyhúzás rutinszerűen ±0,1 mm-es tűréseket ér el az átmérőn és ±0,15 mm-es tűréseket a magasságon a 200 mm átmérőjű alkatrészeknél. A peremezés jellemzően ±0,2 mm-t biztosít az átmérőn és ±0,25 mm-t a magasságon, bár a helyi geometria felett jobb szabályozás érhető el szakképzett kezeléssel és megfelelő szerszámozással.
Hogyan befolyásolja a gyártási mennyiség a folyamat gazdaságosságát?
A mélyhúzás gazdaságossá válik az évi 5000 darabot meghaladó mennyiségeknél a magas szerszámköltségek (15 000-60 000 euró), de az alacsony darabonkénti költségek (2,20-6,50 euró) miatt. A peremezés a kis volumenű gyártást támogatja minimális szerszámberuházással (800-4000 euró), de magasabb darabonkénti költségekkel (8,00-18,00 euró) nagy volumeneknél.
Melyek a tipikus átfutási idők a szerszámozáshoz és az első cikkekhez?
A mélyhúzó szerszámok 6-16 hetet igényelnek a bonyolultságtól függően, az egyszerű hengeres szerszámok 6-8 hetet, a progresszív, több lépcsős szerszámok pedig 16 hétig tartanak. A peremező tüskék jellemzően 2-4 hetet igényelnek, ami lehetővé teszi a gyorsabb projektindítást és tervezési iterációs ciklusokat.
Melyik folyamat kezeli jobban a tervezési változtatásokat a gyártás során?
A peremezés kiváló rugalmasságot kínál a tervezési módosításokhoz, gyakran csak tüske beállításokat vagy új tüske gyártást igényel 800-4000 euró költséggel. A mélyhúzási tervezési változtatások jellemzően szerszámmódosításokat vagy teljes szerszámcserét igényelnek, ami jelentős idő- és költségberuházást jelent 5000-25 000 euró értékben a szükséges változtatások mértékétől függően.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece