Lyukasztás vs. Lézervágás: Mikor Éri Meg a Szerszámozás?
A gyártási döntéshozók kritikus választás előtt állnak a lemezmegmunkálás tervezésekor: lyukasztás vagy lézervágás. Ez a döntés mindent befolyásol a kezdeti szerszámkészítési beruházásoktól a hosszú távú termelési költségekig, a minőségi következetességig és a működési rugalmasságig. A bonyolultság növekszik, ha figyelembe vesszük az anyagvastagság eltéréseit, a geometriai követelményeket és a termelési mennyiségeket, amelyek a termék életciklusa során drámaian változhatnak.
Főbb tudnivalók:
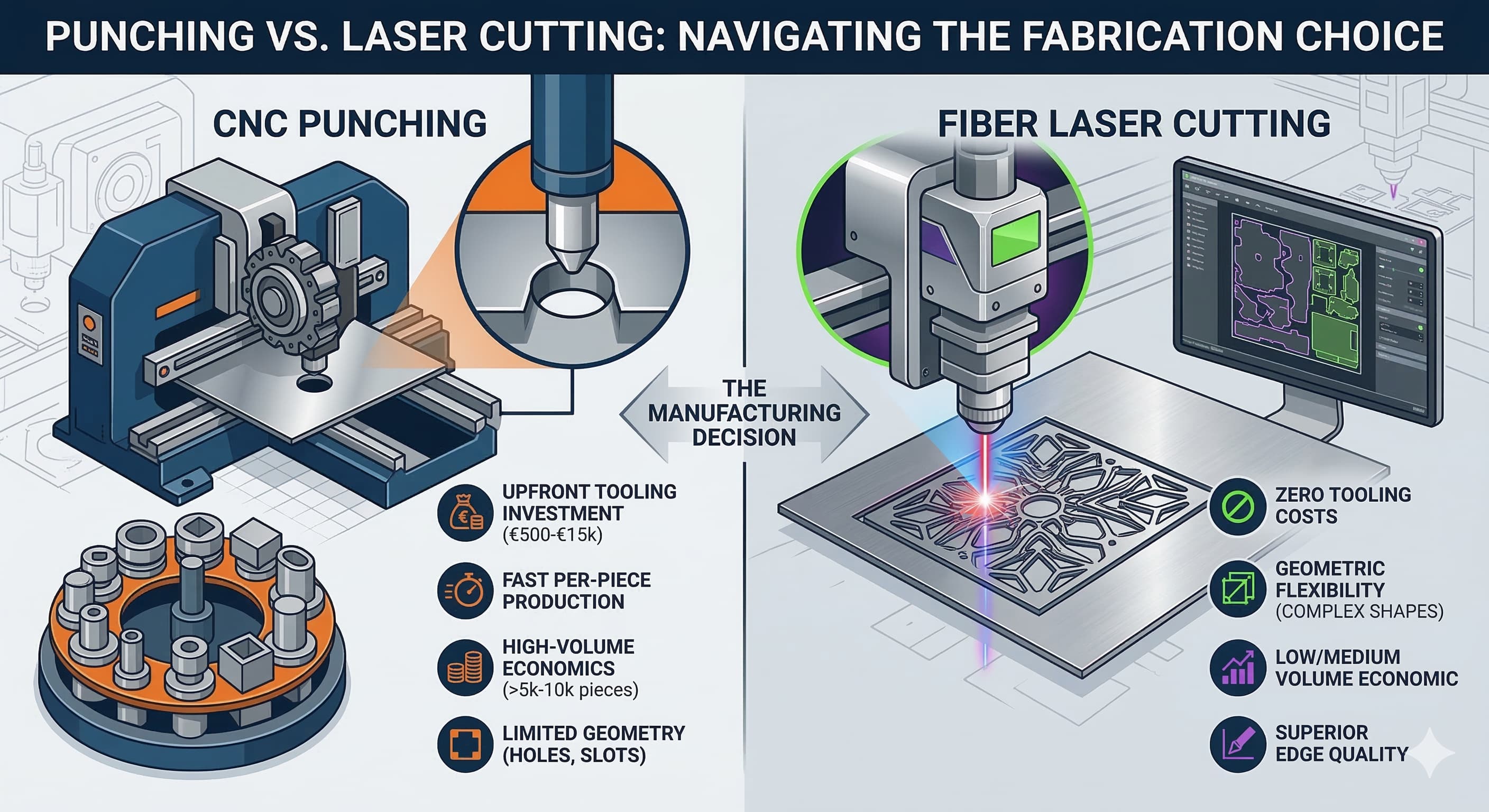
- A lyukasztás kezdeti szerszámkészítési beruházást igényel (500-15 000 € szerszámonként), de kiváló gazdaságosságot biztosít 5000-10 000 darabot meghaladó mennyiségeknél
- A lézervágás nulla szerszámköltséget és geometriai rugalmasságot kínál, de magasabb darabonkénti költségekkel jár, amelyek 0,50 € és 5,00 € között mozognak az anyagtól és a bonyolultságtól függően
- Vannak anyagvastagság határok: a lyukasztás 6 mm-es acélvastagságig kiváló, míg a lézervágás hatékonyan kezeli a 25 mm-ig terjedő anyagokat
- A minőségi követelmények befolyásolják a folyamat kiválasztását - a lyukasztás ±0,05 mm-es pozicionálási pontosságot biztosít, míg a lézervágás ±0,1 mm-t ér el kiváló élminőséggel
A Lyukasztási Folyamat Alapelveinek Megértése
A lyukasztás precíziós szerszámok által kifejtett nyíróerővel működik, tiszta vágásokat hozva létre az anyag szabályozott deformációjával. A folyamat egyedi matricákat és lyukasztókat igényel, amelyeket pontos specifikációk szerint gyártanak, jellemzően szerszámacél minőségekből, például D2 vagy A2, 58-62 HRC keménységűre. A modern CNC revolver lyukasztógépek ±0,025 mm-es pozicionálási pontosságot érnek el, és akár 6,35 mm vastagságú anyagokat is képesek feldolgozni acélban és 4 mm-t rozsdamentes acél minőségekben, például 316L.
A szerszám élettartama jelentősen változik az anyag tulajdonságaitól és a lyukasztó geometriájától függően. A lágyacélt feldolgozó standard kerek lyukasztók 100 000-500 000 ütést érnek el karbantartás előtt, míg a komplex formák vagy kemény anyagok, mint például az Inconel 625, a szerszám élettartamát 10 000-50 000 ciklusra csökkentik. A szerszámkarbantartási költségek jellemzően a teljes lyukasztási működési költségek 15-25%-át teszik ki.
A lyukasztási folyamat kiválóan alkalmas pontos lyukak, rések és bevágások létrehozására, következetes méretpontossággal. Az olyan alkalmazásokhoz, amelyek szigorú tűréshatárokat igényelnek a lyukak pozicionálásában, a lyukasztás jobb eredményeket biztosít, mint a termikus vágási módszerek. A folyamat korlátja azonban nyilvánvalóvá válik a komplex geometriáknál, amelyek folyamatos kontúrokat vagy bonyolult belső kivágásokat igényelnek.
Lézervágási Technológia Elemzése
A szálas lézervágási technológia uralja a modern lemezmegmunkálást a kiváló sugárminőség és energiahatékonyság miatt. A jelenlegi rendszerek 1 kW és 15 kW közötti teljesítményszinten működnek, a 4 kW-6 kW-os rendszerek képviselik az általános gyártási munkák ideális pontját. Az 1,1 alatti sugárminőségi tényezők (M²) lehetővé teszik a 15-25 méter/perc vágási sebességet 2 mm-es lágyacélban, miközben fenntartják az ISO 9013 minőségi osztály 2 szerinti élminőségi szabványokat.
A vágási kapacitás az anyagtípustól és a lézer teljesítményétől függően változik. Egy 6 kW-os szálas lézerrendszer akár 25 mm vastagságú lágyacélt, 20 mm-ig rozsdamentes acélt és 12 mm-ig alumíniumötvözeteket dolgoz fel. A vágási minőség jelentősen romlik ezen küszöbértékek felett, ami másodlagos műveleteket vagy alternatív folyamatokat igényel. A gázfogyasztás jelentős költségtényezőt jelent - a rozsdamentes acél nitrogénes vágása 10-15 köbmétert fogyaszt óránként 0,80-1,20 €/köbméter áron.
Az élminőségi jellemzők lényegesen eltérnek a lyukasztástól. A lézervágás hő által érintett zónákat (HAZ) hoz létre, amelyek jellemzően 0,1-0,3 mm szélesek, az anyagvastagságtól és a vágási paraméterektől függően. Ez a termikus hatás befolyásolhatja az anyag tulajdonságait kritikus alkalmazásokban, különösen a rugóacélban vagy a keményített anyagokban, ahol a metallurgiai változások befolyásolják a teljesítményt.
Átfogó Költségelemzési Keretrendszer
A teljes költségértékeléshez több költségkomponenst kell elemezni az egyszerű darabonkénti számításokon túl. A lyukasztás jelentős kezdeti szerszámkészítési beruházásokat von maga után, de méretgazdaságosságot biztosít nagyobb mennyiségeknél. A standard kerek lyukasztók darabonként 500-1500 €-ba kerülnek, míg a komplex formázó szerszámok 3000-15 000 € között mozognak a geometriától és a pontossági követelményektől függően.
| Költségkomponens | Lyukasztás | Lézeres vágás | Fedezeti pont mennyisége |
|---|---|---|---|
| Szerszámkészítési beruházás | €500-€15,000 | €0 | Komplexitástól függ |
| Beállítási idő | 15-45 perc | 5-15 perc | N/A |
| Feldolgozási sebesség (2 mm-es acél) | 800-1,200 ütés/óra | 15-25 m/perc vágás | Geometriától függ |
| Anyagkihasználás | 85-95% | 75-90% | Mennyiségtől függ |
| Másodlagos műveletek | Minimális | Sorjázás szükséges | Minőségtől függ |
A munkaköltségek jelentősen befolyásolják a folyamat gazdaságosságát. A lyukasztási műveletek jellemzően képzett beállító személyzetet igényelnek, de a programozás után felügyelet nélkül is futtathatók. A lézervágás folyamatos kezelői figyelmet igényel az anyagmozgatáshoz és a minőségellenőrzéshez. A 35-55 €/óra európai munkabérek kritikus fontosságúvá teszik az automatizálási szempontokat mindkét folyamat esetében.
Az energiafogyasztási minták lényegesen eltérnek. A lyukasztó rendszerek működés közben 15-25 kW-ot fogyasztanak, de csak a tényleges formázási ciklusok során. A lézerrendszerek folyamatosan fenntartják a 30-50 kW-os alapfogyasztást, a csúcsfogyasztás pedig a vágási műveletek során eléri a 60-80 kW-ot. A 0,12-0,18 €/kWh európai ipari villamosenergia-árak mellett az energiaköltségek jelentős tényezővé válnak a nagy volumenű termelésben.
Anyagkompatibilitás és Korlátozások
Az anyagválasztás jobban befolyásolja a folyamat megvalósíthatóságát, mint bármely más tényező. A lyukasztás kiválóan alkalmas képlékeny anyagokhoz, amelyek nyíróerő hatására kiszámíthatóan deformálódnak. A S235-től S355-ig terjedő szénacélok tisztán lyukaszthatók 6 mm vastagságig. A 304 és 316L rozsdamentes acél minőségek hatékonyan feldolgozhatók 4 mm-ig, bár a munkakeményedési jellemzők gondos szerszámtervezést és karbantartási protokollokat igényelnek.
Az alumíniumötvözetek egyedi kihívásokat jelentenek a lyukasztási műveletekhez. A lágy minőségek, mint például az 1100 és 3003, hajlamosak a lyukasztó felületeken feltapadni, ami speciális bevonatokat vagy szerszámanyagokat igényel. A keményebb ötvözetek, mint például a 6061-T6, kiszámíthatóbban lyukaszthatók, de nagyobb szerszámkopást okoznak. Az alumínium tapadási tulajdonságai gyakran gyakoribb szerszámtisztítást és karbantartási ciklusokat tesznek szükségessé.
| Anyagminőség | Max lyukasztási vastagság | Max lézeres vastagság | Preferált eljárás |
|---|---|---|---|
| S235 szénacél | 6.0mm | 25mm | Lyukasztás < 3mm |
| 304 rozsdamentes acél | 4.0mm | 20mm | Lézer komplex vágásokhoz |
| 6061-T6 alumínium | 3.0mm | 12mm | Lézer preferált |
| COR-TEN acél | 5.0mm | 20mm | Eljárástól függ |
| Inconel 625 | 2.0mm | 8mm | Csak lézer |
A lézervágás kiváló anyagválasztékot mutat, a vékony fóliáktól a vastag lemezekig, a különböző ötvözetrendszereken keresztül mindent feldolgoz. A fényvisszaverő anyagok, mint például a réz és a sárgaréz, amelyek történelmileg kihívást jelentettek a CO2 lézerek számára, hatékonyan vághatók a modern szálas lézertechnológiával. Az anyagköltségek azonban növekednek a lézermegmunkálással a szélesebb vágási hézagok és a hővel kapcsolatos torzulások lehetősége miatt, ami további anyagráhagyást igényel.
Minőségi Szabványok és Tűréshatárok
A méretpontossági követelmények gyakran jobban meghatározzák a folyamat kiválasztását, mint a költségmegfontolások. A lyukasztás kivételes pozicionálási pontosságot biztosít a lyukmintákhoz és az ismétlődő jellemzőkhöz. A modern CNC revolver lyukasztógépek ±0,025 mm-en belül tartják a lyuk-lyuk közötti pontosságot akár 1500 mm × 3000 mm-es lemezméreteken is. Ez a pontossági szint megfelel az olyan alkalmazásoknak, amelyek szigorú szerelési tűréshatárokat vagy több, cserélhetőséget igénylő alkatrészt igényelnek.
Az élminőségi jellemzők alapvetően eltérnek a folyamatok között. A lyukasztott élek jellegzetes nyírózónát mutatnak, amely jellemzően az anyagvastagság 30-50%-a, amelyet egy durvább textúrájú törési zóna követ. 2 mm-es lágyacél esetében a nyírózóna körülbelül 0,6-1,0 mm-re terjed ki, sima csapágyfelületeket biztosítva, amelyek alkalmasak tengelyalkalmazásokhoz vagy precíziós szerelésekhez.
A lézervágás eltérő éljellemzőket eredményez, amelyeket a termikus hatások és a segédgáz kiválasztása szabályoz. A lágyacél oxigénnel segített vágása enyhe oxidációs rétegeket hoz létre, amelyeket figyelembe kell venni a hegesztési vagy bevonatolási alkalmazásokban. A nitrogénes vágás kiküszöböli az oxidációt, de 0,15-0,25 €-val növeli az üzemeltetési költségeket a vágás lineáris méterére vetítve. A felületi érdesség jellemzően Ra 12,5-25 μm között mozog a vágási sebességtől és az anyagvastagságtól függően.
A nagy pontosságú eredményekhez kérjen árajánlatot 24 órán belül a Microns Hub-tól.
Geometriai Bonyolultsági Szempontok
A forma bonyolultsága talán a legdöntőbb tényező a folyamat kiválasztásában. A lyukasztás kiválóan alkalmas egyszerű geometriai formák mintáinak létrehozására - lyukak, rések, bevágások és alapvető formázási műveletek. A komplex belső kivágások vagy a bonyolult külső kontúrok több szerszámbeállítást igényelnek, vagy lehetetlennek bizonyulnak a lyukasztási folyamat korlátain belül.
A minimális méretű jellemzők különböző korlátokat szabnak. A lyukasztás olyan kis lyukakat hozhat létre, mint az anyagvastagság, gyakorlati minimum 1,0 mm átmérőjű 2 mm-es acélban. A szorosan elhelyezett jellemzők azonban figyelembe veszik a vágások közötti hálóerősséget. Az ipari szabványok a minimális hálóméreteket az anyagvastagság 1,5-szeresére ajánlják a formázás során fellépő torzulás elkerülése érdekében.
A lézervágás gyakorlatilag korlátlan geometriai szabadságot kínál az anyagvastagság korlátain belül. A belső sarkok akár 0,1 mm-es sugarakat is elérhetnek, míg a külső jellemzők komplex görbéket és bonyolult részleteket tartalmazhatnak, amelyek lyukasztással lehetetlenek. Ez a rugalmasság felbecsülhetetlen értékű a prototípus-fejlesztéshez vagy az olyan termékekhez, amelyek a funkcionális követelmények mellett esztétikai szempontokat is figyelembe vesznek.
A fejlett gyártási alkalmazások gyakran stratégiailag kombinálják mindkét folyamatot.A lemezmegmunkálási szolgáltatások gyakran alkalmaznak lyukasztást az ismétlődő lyukmintákhoz, míg a lézervágást a komplex kerületprofilokhoz használják. Ez a hibrid megközelítés optimalizálja mind a költséghatékonyságot, mind a geometriai képességeket.
Termelési Mennyiségi Gazdaságosság
A fedezeti pont elemzéshez a várható termék életciklusok során a teljes termelési költségek gondos értékelése szükséges. Az alacsony volumenű termelés következetesen a lézervágást részesíti előnyben a nulla szerszámköltség és a minimális beállítási követelmények miatt. Az 1000 darab alatti mennyiségeknél a lézeres megmunkálás jellemzően 30-50%-kal kevesebbe kerül, mint a lyukasztás, amikor a szerszámkészítési beruházásokat amortizálják.
Az 1000-10 000 darab közötti közepes termelési mennyiségek jelentik a legösszetettebb döntési mátrixot. A szerszámköltségeket ellensúlyozni kell a csökkentett darabonkénti feldolgozási költségekkel és a jobb anyagfelhasználással. Az egyszerű geometriák standard szerszámokkal 2000-3000 darab körül érik el a fedezeti pontot, míg a komplex formák, amelyek egyedi szerszámokat igényelnek, csak 8000-10 000 darabnál érhetik el a költségparitást.
A nagy volumenű termelés erősen a lyukasztási gazdaságosságot részesíti előnyben. A szerszámköltségek amortizálása után a darabonkénti költségek 0,05-0,15 €-ra csökkenhetnek a lézervágás 0,50-2,00 €/darab költségeihez képest. Ezek a drámai különbségek szerszámkészítési beruházásokat eredményeznek minden olyan termék esetében, amely évente meghaladja a 15 000-20 000 darabot.
| Gyártási mennyiség | Ajánlott eljárás | Darabonkénti költség | Beállítási beruházás |
|---|---|---|---|
| < 500 darab | Lézeres vágás | €0.80-€3.50 | €0 |
| 500-2,000 darab | Eljárástól függ | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 darab | Lyukasztás (egyszerű) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 darab | Lyukasztás | €0.08-€0.35 | €2,000-€15,000 |
Anyagfelhasználás és Hulladékoptimalizálás
A beágyazási hatékonyság jelentősen befolyásolja az anyagköltségeket, különösen a drága ötvözetek vagy a nagy volumenű termelés esetében. A lyukasztási műveletek 85-95%-os anyagfelhasználási arányt érnek el az optimalizált beágyazási algoritmusok és a következetes vágási hézagok révén. A lyukasztó szerszámok kiszámítható jellege lehetővé teszi a pontos anyagtervezést és a minimális hulladékképződést.
A lézervágás kihasználtsága jelentősen változik az alkatrész geometriájától és a beágyazás bonyolultságától függően. Az egyszerű téglalap alakú alkatrészek 90-95%-os kihasználtságot érnek el, míg a számos belső kivágással rendelkező komplex formák csak 65-75%-os hatékonyságot eredményezhetnek. A vágási hézagok - jellemzően 0,1-0,3 mm a szálas lézerek esetében - beépítendők a beágyazási számításokba, és jelentősen befolyásolhatják az anyagköltségeket a precíziós alkatrészek esetében.
A maradék anyagkezelés eltér a folyamatok között. A lyukasztás tiszta geometriai maradványokat generál, amelyek alkalmasak másodlagos alkalmazásokra vagy készletre kisebb alkatrészekhez. A lézervágás szabálytalan formákat hoz létre, amelyek gyakran alkalmatlanok az újrafelhasználásra, bár a fejlett beágyazási szoftverek azonosíthatják a maradványok felhasználásának lehetőségeit a későbbi gyártási futásokban.
A Microns Hub-tól történő rendeléskor kihasználhatja a közvetlen gyártói kapcsolatokat, amelyek kiváló minőségellenőrzést és versenyképes árakat biztosítanak a piactéri platformokhoz képest. Műszaki szakértelmünk és a fejlett beágyazási optimalizálásunk következetesen 5-8%-kal magasabb anyagfelhasználási arányt biztosít, mint az iparági átlag, ami közvetlenül költségmegtakarítást jelent a projektjei számára.
Folyamatintegráció és Munkafolyamat-optimalizálás
A gyártási munkafolyamat integrációja befolyásolja a teljes termelési hatékonyságot az egyes folyamatképességeken túl. A lyukasztási műveletek zökkenőmentesen integrálódnak más formázási folyamatokkal, mint például a hajlítás, a húzás és a szerelési műveletek. A következetes élminőség és méretpontosság további előkészítési lépések nélkül megkönnyíti a downstream folyamatokat.
A lézervágás gyakran másodlagos műveleteket igényel az él előkészítéséhez vagy a feszültségoldáshoz. A hő által érintett zónák megmunkálási vagy köszörülési műveleteket tehetnek szükségessé kritikus alkalmazásokhoz. A sorjázási követelmények 0,05-0,15 €-t adnak hozzá a vágás lineáris méterére vetítve, az anyagvastagságtól és az élminőségi specifikációktól függően.
A minőségellenőrzési protokollok lényegesen eltérnek a folyamatok között. A lyukasztási műveletek a szerszámkopás és a méretbeli eltérések statisztikai folyamatszabályozási felügyeletéből profitálnak. A beállítás után a lyukasztó szerszámok következetes eredményeket biztosítanak, amelyek csak időszakos ellenőrzést igényelnek. A lézervágás folyamatosan figyelemmel kíséri a vágási minőséget, a segédgáz nyomását és a termikus hatásokat, amelyek a gyártási futamok során változhatnak.
A modern gyártás egyre inkább a rugalmasságot és a piaci változásokra való gyors reagálást hangsúlyozza.Gyártási szolgáltatásaink mind a lyukasztási, mind a lézervágási képességeket magukban foglalják, lehetővé téve az optimális folyamat kiválasztását a jelenlegi termelési követelmények alapján, nem pedig a rögzített berendezések korlátai alapján.
Technológiai Fejlődés és Jövőbeli Megfontolások
A feltörekvő technológiák továbbra is átalakítják a lyukasztás és a lézervágás közötti helyzetet. A szervo-elektromos meghajtókat tartalmazó fejlett lyukasztó szerszámok jobb pontosságot és csökkentett zajszintet biztosítanak a hagyományos hidraulikus rendszerekhez képest. A többszerszámos képességek komplex formázási műveleteket tesznek lehetővé, amelyek korábban külön folyamatokat igényeltek.
A lézertechnológia fejlesztése a teljesítmény skálázására és a sugárminőség javítására összpontosít. A következő generációs, 20 kW-hoz közelítő teljesítményszintű szálas lézerek kibővítik a vastag szelvények vágási képességeit, miközben kiváló élminőséget tartanak fenn. Az adaptív vágási technológiák automatikusan beállítják a paramétereket a valós idejű minőségi visszajelzés alapján, csökkentve a kezelői készségek követelményeit és javítva a következetességet.
Az automatizálási integráció eltérően befolyásolja mindkét folyamatot. A lyukasztási műveletek könnyen alkalmazkodnak az automatizált be- és kirakodó rendszerekhez, egyes telepítések megfelelő alkatrészgeometriák esetén fény nélküli termelést érnek el. A lézervágási automatizálás nagyobb kihívásokkal néz szembe a változó feldolgozási idők és a minőségellenőrzési követelmények miatt, bár a mesterséges intelligencia terén elért eredmények kezelik ezeket a korlátokat.
A fenntarthatósági szempontok egyre inkább befolyásolják a folyamat kiválasztását. A lyukasztás minimális hulladékot termel, és nem igényel fogyó gázokat, ami összhangban van a környezetvédelmi célokkal. A lézervágás energiafogyasztása és a segédgáz használata nagyobb környezeti lábnyomot hoz létre, bár a hatékonyság javulása részben ellensúlyozza ezeket az aggályokat.
Gyakran Ismételt Kérdések
Mi az a minimális rendelési mennyiség, amelynél a lyukasztó szerszámokba való befektetés megtérül?
A fedezeti mennyiségek az alkatrész bonyolultságától és a szerszámköltségektől függenek, de általában 2000-5000 darab között mozognak a standard geometriák esetében. A komplex formák, amelyek egyedi szerszámokat igényelnek, 8000-12 000 darabra lehetnek szükség a beruházás igazolásához. Vegye figyelembe a teljes élettartamra vonatkozó mennyiséget a termékváltozatok között, amelyek közös szerszámokat oszthatnak meg a gazdaságosság javítása érdekében.
A lézervágás képes a lyukasztási pontosságot elérni a lyukminták esetében?
A lézervágás ±0,1 mm-es pozicionálási pontosságot ér el, míg a lyukasztás ±0,025 mm-t biztosít a lyuk-lyuk közötti távolságra. Az olyan alkalmazásokhoz, amelyek pontos csapágyillesztéseket vagy szigorú szerelési tűréshatárokat igényelnek, a lyukasztás kiváló pontosságot biztosít. A lézervágási pontosság azonban sok alkalmazáshoz elegendő lehet, miközben nagyobb geometriai rugalmasságot kínál.
Hogyan befolyásolja az anyagvastagság a lyukasztás és a lézervágás közötti döntést?
A lyukasztás egyre nehezebbé válik 6 mm-es acélvastagság felett az erőigények és a szerszámkopás miatt. A lézervágás hatékonyan kezeli a 25 mm-ig terjedő anyagokat megfelelő teljesítményszintekkel. A 8 mm feletti vastag szelvények esetében a lézervágás általában jobb élminőséget és geometriai képességeket biztosít, mint a lyukasztási alternatívák.
Milyen másodlagos műveletekre van általában szükség az egyes folyamatokhoz?
A lyukasztás ritkán igényel másodlagos műveleteket a kozmetikai alkalmazásokhoz szükséges enyhe sorjázáson túl. A lézervágás gyakran sorjázást igényel, különösen vastag szelvényeken, és feszültségoldást igényelhet precíziós alkalmazásokhoz. A hő által érintett zónák esetenként eltávolítást igényelnek megmunkálási vagy köszörülési műveletekkel.
Hogyan hasonlítják össze a beállítási idők a lyukasztás és a lézervágás között rövid futások esetén?
A lézervágás beállítása jellemzően 5-15 percet vesz igénybe a programozáshoz és az anyagpozicionáláshoz. A lyukasztás beállítása magában foglalja a szerszám kiválasztását, a telepítést és a program ellenőrzését, ami általában 15-45 percet vesz igénybe a bonyolultságtól függően. A 100 darab alatti mennyiségeknél a lézervágás beállítási előnyei gyakran felülmúlják a darabonkénti költségkülönbségeket.
Mindkét folyamat hatékonyan képes kezelni ugyanazt az anyagválasztékot?
A lézervágás kiváló anyagválasztékot mutat, a vékony fóliáktól az egzotikus ötvözetekig, mint például az Inconel és a titán. A lyukasztás a legjobban a képlékeny anyagokkal működik mérsékelt szilárdsági szintekig. A kemény vagy törékeny anyagok, amelyek károsítanák a lyukasztó szerszámokat, hatékonyan vághatók lézertechnológiával.
Milyen minőségi szabványok vonatkoznak az él állapotára és a méretpontosságra?
A lyukasztott élek megfelelnek az ISO 2768 méretszabványoknak, és jellegzetes nyírózónákat mutatnak. A lézervágott élek követik az ISO 9013 minőségi osztályozásokat, a 2-3-as fokozat jellemző a legtöbb alkalmazáshoz. Mindkét folyamat elérheti a precíziós követelményeket, ha megfelelően van meghatározva és szabályozva, bár a lyukasztás kiváló méretbeli következetességet kínál az ismétlődő jellemzőkhöz.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece