±0,005 mm elérése: Tervezői útmutató a szűk tűrésű megmunkáláshoz
A ±0,005 mm-es tűrések elérése a mérnöki pontosság és a gyártási kiválóság metszéspontját jelenti – ahol még a mikroszkopikus eltérések is különbséget jelenthetnek a funkcionális siker és a költséges kudarc között. A Microns Hub-nál ezeket a folyamatokat több ezer nagy pontosságú alkatrészen keresztül finomítottuk a repülőgépiparban, az orvosi és az autóipari alkalmazásokban.
Főbb tudnivalók
- A ±1°C-on belüli hőmérséklet-szabályozás kritikus fontosságú a ±0,005 mm-es tűrések fenntartásához a megmunkálási műveletek során
- Az anyagválasztás közvetlenül befolyásolja az elérhetőséget – az Al 6061-T6 kiváló méretstabilitást kínál a könnyen megmunkálható alternatívákhoz képest
- A szerszámelhajlás válik az elsődleges korlátozó tényezővé a ±0,01 mm-nél szűkebb tűréseknél, ami speciális rögzítési stratégiákat igényel
- A feldolgozás utáni mérési protokolloknak figyelembe kell venniük a hőtágulási együtthatókat és a mérési bizonytalansági költségvetéseket
A szűk tűrésű megmunkálás fizikájának megértése
A ±0,005 mm-es tűrések elérése a fizikai erők alapvető megértését igényli az anyageltávolítás során. A hőtágulási együtthatók kritikus fontosságúvá válnak – az alumínium 23,6 × 10⁻⁶ m/m°C-ot tágul, ami azt jelenti, hogy egy 10°C-os hőmérséklet-változás egy 100 mm-es alkatrészen 0,0236 mm-es méretváltozást eredményez, ami közel ötszöröse a célzott tűrésünknek.
A szerszámelhajlás az alapvető gerendaelméletet követi, ahol az elhajlás egyenlő az erő szorozva a hossz köbével, osztva háromszor a rugalmassági modulus és a másodrendű nyomaték szorzatával (δ = FL³/3EI). Egy 25 mm-es keményfém ujjmaró 200 N vágóerő hatására körülbelül 0,003 mm-t hajlik el – ami már a tűrési költségvetésünk 60%-a, mielőtt más hibaforrásokat figyelembe vennénk.
A főorsó hőnövekedése egy másik kritikus tényező. A modern főorsók a működés első órájában 0,01-0,02 mm-t nőhetnek, ahogy a csapágy hőmérséklete stabilizálódik. Ez a növekedési ráta termikus előkondicionálási protokollokat és hőmérséklet-kompenzált pozicionáló rendszereket tesz szükségessé a következetes eredmények érdekében.
Anyagválasztás szűk tűrésű alkalmazásokhoz
Az anyag tulajdonságai közvetlenül befolyásolják a megmunkálhatóságot és a méretstabilitást szűk tűréseknél. A legfontosabb jellemzők közé tartozik a hővezető képesség, a hőtágulási együttható, a rugalmassági modulus és a mikrostrukturális homogenitás.
| Anyagminőség | Hőtágulás (10⁻⁶/°C) | Hővezető képesség (W/m·K) | Méretstabilitás | Költségtényező |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Kiváló | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Nagyon jó | 1.8x |
| Acél 4140 | 11.2 | 42.6 | Jó | 1.2x |
| Rozsdamentes 316L | 16.0 | 16.3 | Elfogadható | 2.1x |
| Titán Ti-6Al-4V | 8.6 | 6.7 | Kiváló | 8.5x |
Az alumínium 6061-T6 a legtöbb szűk tűrésű alkalmazáshoz optimális választásnak bizonyul, mivel a hőelvezetéshez kiváló hővezető képességet kombinál a méretstabilitáshoz szükséges következetes mikrostruktúrával. A T6 hőkezelés egyenletes keménységeloszlást biztosít, kiküszöbölve a belső feszültségváltozásokat, amelyek megmunkálás utáni torzulást okozhatnak.
Acél alkalmazásokhoz a 4140 kiváló méretstabilitást kínál alacsonyabb hőtágulási együtthatója miatt. A kéregedési jellemzők azonban gondos odafigyelést igényelnek a vágási paraméterekre, hogy megakadályozzák a felületi réteg módosulásait, amelyek befolyásolják a végső méreteket.
Szerszámgép követelmények és képességek
A ±0,005 mm-es tűrések eléréséhez olyan szerszámgépekre van szükség, amelyek meghatározott teljesítményjellemzőkkel rendelkeznek. A pozicionálási pontosság, az ismételhetőség, a termikus stabilitás és a dinamikus merevség mind hozzájárul a végső tűrési képességhez.
A modern CNC megmunkáló központoknak ±0,0025 mm-nél jobb pozicionálási pontosságot és ±0,001 mm-en belüli ismételhetőséget kell bemutatniuk ahhoz, hogy következetesen elérjék a ±0,005 mm-es alkatrész tűréseket. Ez megfelelő tartalékot hagy a szerszámkopásra, a termikus hatásokra és a folyamatváltozásra.
A dinamikus merevség kritikus fontosságúvá válik az anyageltávolítás során. A gép szerkezetének ellen kell állnia a vágóerők alatti elhajlásnak, miközben megőrzi a pontos szerszámpálya követést. A hurokmerevség – a főorsó, a szerszámbefogó, a vágószerszám és a munkadarab beállításának kombinált merevsége – jellemzően meg kell, hogy haladja a 200 N/μm-t a szűk tűrésű munkákhoz.
A termikus kompenzációs rendszerek aktívan figyelik és korrigálják a gép szerkezetében a termikus növekedést. A lineáris enkóderek valós idejű pozíció visszajelzést biztosítanak, míg a gépben elhelyezett hőmérséklet-érzékelők lehetővé teszik a prediktív termikus modellezést a méretkompenzációhoz.
Vágószerszám kiválasztása és geometria
A szűk tűrésű megmunkáláshoz a szerszám kiválasztásakor a merevség, a kopásállóság és a termikus stabilitás élvez prioritást a maximális anyageltávolítási sebességgel szemben. Az optimalizált geometriájú keményfém szerszámok minimalizálják a vágóerőket, miközben meghosszabbítják a szerszám élettartamának konzisztenciáját.
Az ujjmaró átmérője közvetlenül befolyásolja az elhajlást – az átmérő megduplázása 16-szorosára növeli a merevséget (negyedik hatvány összefüggés). A nagyobb szerszámok azonban nagyobb főorsó teljesítményt igényelnek, és előfordulhat, hogy nem illeszkednek az alkatrész jellemzőinek geometriai korlátaihoz.
| Szerszámátmérő (mm) | Hossz-átmérő arány | Maximális DOC (mm) | Tipikus lehajlás (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
A vágószerszám bevonatok kulcsfontosságú szerepet játszanak a méretbeli konzisztenciában. A TiAlN bevonatok kiváló kopásállóságot és termikus stabilitást biztosítanak 800°C-ig, hosszabb ideig fenntartva az éles vágóéleket a következetes felületi minőség és méretpontosság érdekében.
Rögzítési és munkadarab-rögzítési stratégiák
A szűk tűrésű megmunkáláshoz használt munkadarab-rögzítő rendszereknek merev támaszt kell biztosítaniuk, miközben minimalizálják azokat a feszültségeket, amelyek az alkatrész torzulását okozhatják. A rögzítőelem tervezési filozófiája a maximális szorítóerőről az optimalizált feszültségeloszlásra tolódik el.
A hidraulikus munkadarab-rögzítő rendszerek precíz, ismételhető szorítóerőket kínálnak kiváló merevséggel. A tipikus 50-70 bar-os szorítónyomás megfelelő tartóerőt biztosít anélkül, hogy túlzottan megterhelné a vékony falú szakaszokat, amelyek túlzott erő hatására elhajolhatnak.
A 3-2-1 elvet követő hatpontos elhelyezés kinematikai korlátozást biztosít a munkadarab pozíciójának túlzott meghatározása nélkül. Az elsődleges vonatkoztatási felületeknek legalább 20 mm²-es érintkezési felületre van szükségük a stabilitás érdekében, míg a másodlagos és harmadlagos vonatkoztatási felületeknek fokozatosan csökkenteniük kell az érintkezési pontokat a túlzott korlátozás elkerülése érdekében.
A nagy pontosságú eredményekért kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
A helyben megmunkált egyedi puha pofák optimális alkatrésztámasztást biztosítanak, miközben alkalmazkodnak a komplex geometriákhoz. A pofákat durván megmunkálják, a rögzítőelemre szerelik, majd a végső méretekre készre munkálják ugyanazzal a beállítással, amellyel a gyártási alkatrészeket is megmunkálják.
Környezeti szabályozás és hőkezelés
A hőmérséklet-szabályozás a legkritikusabb környezeti tényező a szűk tűrésű megmunkálásnál. A szabályozott környezet következetes méreteket tart fenn a teljes megmunkálási folyamat és a későbbi mérési műveletek során.
A műhely padlójának ±1°C-on belüli hőmérséklet-szabályozása lehetővé teszi a kiszámítható hőtágulási viselkedést. Kritikus alkalmazásokhoz a ±0,5°C-on belüli hőmérséklet-szabályozás további tartalékot biztosít a méretstabilitáshoz. Ehhez ipari HVAC rendszerekre van szükség zónaspecifikus hőmérséklet-szabályozással és folyamatos felügyelettel.
A hűtőfolyadék hőmérsékletének kezelése megakadályozza a hő sokkot és fenntartja a szerszám következetes teljesítményét. A környezeti hőmérséklet ±2°C-án belül tartott folyadékhőmérséklet megakadályozza azokat a hőmérséklet-gradienseket, amelyek alkatrész torzulást okozhatnak. A nagy térfogatú, alacsony nyomású hűtőfolyadék-szállítás (200-400 l/perc) hatékony hőelvezetést biztosít túlzott vágóerők nélkül.
A gép előkondicionálása magában foglalja a főorsók és az előtoló hajtások működtetését reprezentatív mozgási ciklusokon keresztül a gyártási megmunkálás előtt. Ez stabilizálja a csapágy hőmérsékletét és a termikus növekedési mintákat, kiküszöbölve a hidegindítási körülmények között gyakori méretbeli eltolódást.
Folyamatparaméter optimalizálás
A szűk tűrésű megmunkálás vágási paraméterei a méretpontosságot és a felületi integritást helyezik előtérbe a maximális termelékenységgel szemben. A konzervatív paraméterek biztosítják a szerszám következetes teljesítményét a meghosszabbított szerszám élettartama alatt.
A felületi sebességek jellemzően 20-30%-kal a maximális ajánlások alatt futnak az anyag/szerszám kombinációhoz. Az Al 6061-T6-hoz bevonat nélküli keményfém szerszámokkal az optimális felületi sebesség 150-200 m/perc között van, szemben a 300 m/perc közeli maximális képességekkel.
Az előtolási sebességek egyensúlyt teremtenek a felületi minőségi követelmények és a vágóerő generálás között. Az optimális előtolások fenntartják a folyamatos forgácsképződést, miközben minimalizálják a szerszámelhajlást. A ±0,005 mm-es tűrésekhez az előtolások jellemzően 0,05-0,15 mm/fog között mozognak, a szerszám átmérőjétől és az alkatrész geometriájától függően.
| Anyag | Felületi sebesség (m/perc) | Előtolás (mm/fog) | Axiális DOC (mm) | Radiális DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Acél 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Rozsdamentes 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titán Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
A felfelé marás kiváló felületi minőséget és méretpontosságot biztosít a szűk tűrésű munkákhoz. A vágási művelet a munkadarabot a rögzítőelembe húzza, nem pedig felemeli, így a megmunkálási ciklus során megőrzi a következetes pozicionálást.
Minőségellenőrzési és mérési protokollok
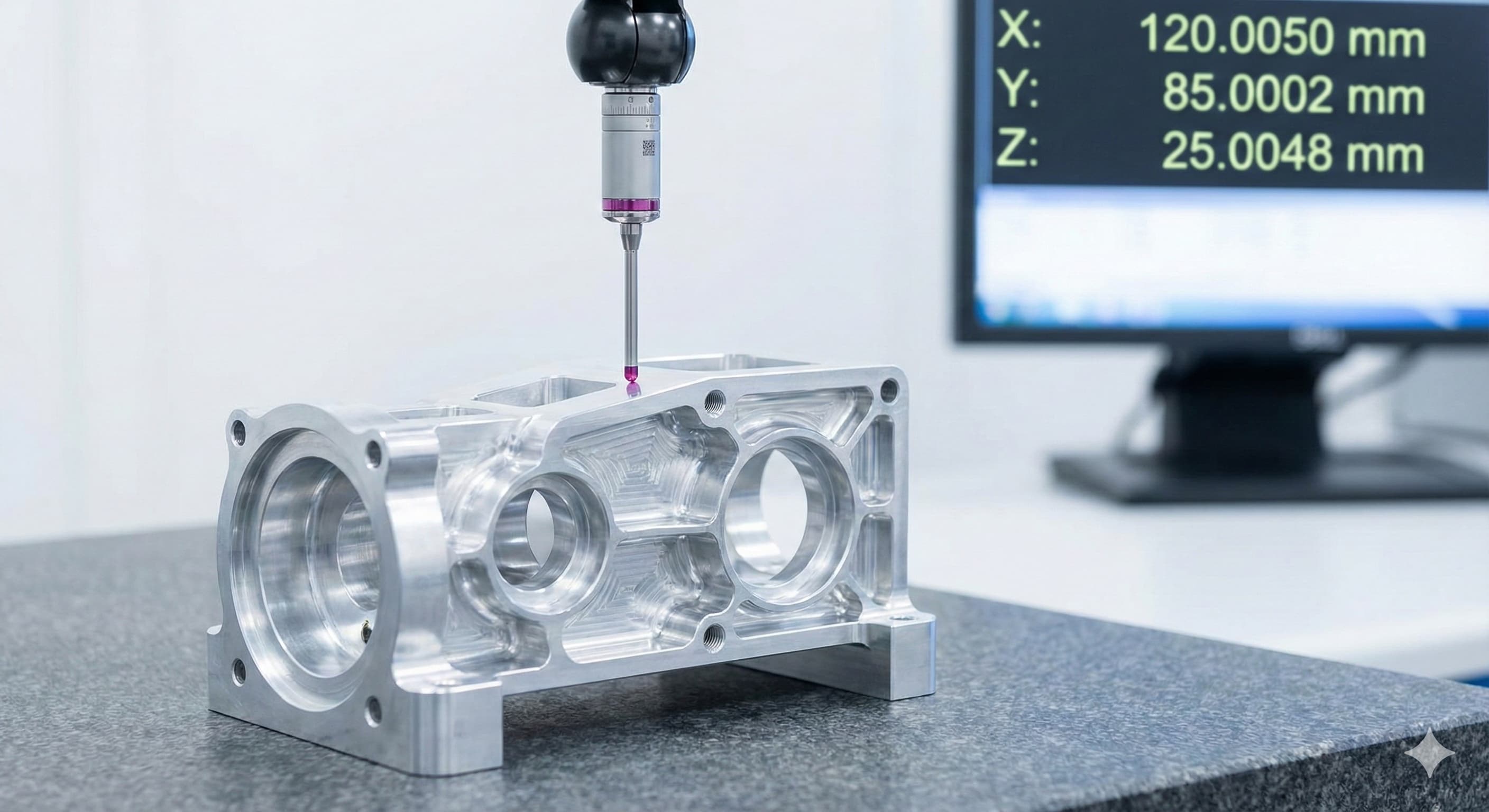
A ±0,005 mm-es tűrésekhez használt mérési stratégiák olyan műszereket igényelnek, amelyek pontossága legalább 10-szer jobb, mint a vizsgált tűrés. Ez koordináta-mérőgépeket (CMM) tesz szükségessé, amelyek térfogati pontossága jobb, mint ±0,0005 mm a mérési tartományban.
A termikus áztatás biztosítja a mérési pontosságot azáltal, hogy lehetővé teszi az alkatrészek stabilizálódását a mérőszoba hőmérsékletén. A szokásos gyakorlat szerint az alumínium alkatrészekhez legalább 4 órás áztatási idő szükséges, az acél alkatrészekhez pedig 8 órás áztatás az alacsonyabb hővezető képesség miatt.
A mérési bizonytalansági költségvetések figyelembe veszik az összes hibaforrást, beleértve a műszer kalibrálását, a környezeti hatásokat, az alkatrész beállítását és a kezelő technikáját. A kombinált mérési bizonytalanság nem haladhatja meg a vizsgált tűrés 20%-át – maximum ±0,001 mm bizonytalanság a ±0,005 mm-es tűrésekhez.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek kiváló minőségellenőrzést és versenyképes árakat biztosítanak a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, átfogó dokumentációval támogatva minden méretbeli ellenőrzést.
Fejlett technikák a rendkívüli pontossághoz
A huzalos EDM (Electrical Discharge Machining) a hagyományos megmunkáláson túlmutató méretbeli képességeket biztosít bizonyos geometriákhoz. A huzalos EDM rutinszerűen ±0,002 mm-es tűréseket ér el komplex kontúrokon, miközben kiváló felületi minőségi jellemzőket tart fenn.
A több tengelyes megmunkálás lehetővé teszi a teljes alkatrészgyártást egyetlen beállításban, kiküszöbölve a több műveletből származó tűrési halmozódást. Az öttengelyes megmunkáló központok ±2 ívmásodpercnél jobb forgótengely pontossággal teszik lehetővé a komplex geometriákat, miközben szűk tűréseket tartanak fenn.
A folyamat közbeni mérési rendszerek figyelik a méreteket a megmunkálási műveletek során, lehetővé téve a szerszámkopás és a termikus hatások valós idejű kompenzálását. A lézeres mérési rendszerek és a tapintófejek visszajelzést adnak az adaptív vezérlő algoritmusokhoz, amelyek a méreteket a specifikáción belül tartják.
Azokhoz az alkalmazásokhoz, amelyek precíziós megmunkálást és tömeggyártást egyaránt igényelnek, átfogó gyártási szolgáltatásaink speciális képességeket tartalmaznak a szűk tűrésű munkákhoz a nagy volumenű gyártási módszerek mellett.
Költségvetési szempontok és gazdasági optimalizálás
A szűk tűrésű megmunkálás jelentős költségfelárat von maga után a standard tűrésű munkákhoz képest. Ezen költségtényezők megértése lehetővé teszi a tájékozott tervezési döntéseket, amelyek egyensúlyt teremtenek a teljesítménykövetelmények és a gazdasági korlátok között.
A beállítási költségek drámaian megnőnek a szűk tűrésű munkákhoz a speciális rögzítés, a hosszabb beállítási idők és a kiterjedt első darab ellenőrzési követelmények miatt. A beállítási költségek jellemzően a teljes munkaköltség 40-60%-át teszik ki kis mennyiségeknél, szemben a standard tűrésű munkák 15-25%-ával.
A megmunkálási ciklusidők megnőnek a konzervatív vágási paraméterek, a további befejező menetek és a potenciális ciklus közbeni ellenőrzések miatt. Várhatóan 2-3-szor hosszabb ciklusidők a standard tűrésű megmunkáláshoz képest hasonló geometriák esetén.
| Tűrés tartomány | Beállítási idő szorzó | Ciklusidő szorzó | Teljes költség hatás |
|---|---|---|---|
| ±0.1mm (Szabványos) | 1.0x | 1.0x | Alapértelmezett |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
A minőségellenőrzési költségek jelentősen megnőnek a speciális mérőberendezések, a hosszabb ellenőrzési idők és az átfogó dokumentációs követelmények miatt. A CMM ellenőrzési költségek önmagukban a teljes gyártási költség 15-25%-át tehetik ki a szűk tűrésű alkatrészeknél.
Tervezési irányelvek a gyárthatósághoz
A szűk tűrésű gyárthatósághoz szükséges tervezési optimalizálás megköveteli a geometriai követelmények és a gyártási korlátok közötti kölcsönhatás megértését. A fejlesztési folyamat korai szakaszában meghozott megfelelő tervezési döntések drámaian csökkenthetik a gyártási költségeket, miközben javítják a minőségi eredményeket.
A jellemzők hozzáférhetősége befolyásolja mind a tűrés elérhetőségét, mind a költségeket. A hosszú, kis átmérőjű szerszámokat igénylő belső jellemzők jelentős elhajlási kihívásokkal szembesülnek. Ahol lehetséges, tervezzen olyan jellemzőket, amelyek rövid, merev szerszámokkal hozzáférhetők, vagy fontolja meg a többoldalas megmunkálási megközelítéseket.
A sarokrádiusz specifikációknak tükrözniük kell a szerszám képességeit, nem pedig pusztán a funkcionális követelményeket. A 0,5 mm-nél kisebb belső sarkok speciális mikro szerszámokat igényelnek korlátozott merevséggel. A standard ujjmaró sarokrádiuszok 0,1-0,2 mm jó kompromisszumot jelentenek a funkcionalitás és a gyárthatóság között.
A CAD ellenőrzésben és a gyárthatósági elemzésben szerzett szakértelmünk segít azonosítani a potenciális problémákat a gyártás megkezdése előtt, időt takarítva meg és csökkentve a költségeket, miközben biztosítja, hogy a tervezési szándék megfelelően megvalósuljon a végső alkatrészekben.
Integráció más gyártási folyamatokkal
A szűk tűrésű megmunkálás gyakran egy lépést jelent egy több folyamatos gyártási sorozatban. A megmunkálás más folyamatokkal való integrációjának megértése biztosítja az optimális átfogó eredményeket és megakadályozza a későbbi problémákat.
A hőkezelési műveletek olyan méretbeli változásokat okozhatnak, amelyeket a megmunkálási sorrendben figyelembe kell venni. A hőkezelés utáni torzulások jellemzően 0,01-0,05 mm között mozognak az alkatrész geometriájától és anyagától függően, ami hőkezelés utáni befejező megmunkálási műveleteket igényel.
A felületkezelések, mint például az eloxálás, 0,005-0,015 mm vastagságot adnak az alumínium alkatrészekhez, ami kompenzációt igényel a kezelés előtti méretekben. A kemény eloxálás felületenként akár 0,025 mm-t is hozzáadhat, ami jelentősen befolyásolja a szűk tűrésű jellemzőket.
Azokhoz az alkalmazásokhoz, amelyek fém betétekkel ellátott műanyag alkatrészeket igényelnek, fröccsöntési szolgáltatásaink pontosan megmunkált fém betéteket tudnak befogadni a tűrések fenntartásával a fröccsöntési folyamat során, hibrid alkatrészeket hozva létre, amelyek kihasználják mindkét anyag erősségeit.
Gyakran Ismételt Kérdések
Milyen szerszámgép pontosság szükséges a ±0,005 mm-es alkatrész tűrések következetes eléréséhez?
A szerszámgépeknek ±0,0025 mm-nél jobb pozicionálási pontosságot és ±0,001 mm-en belüli ismételhetőséget kell bemutatniuk. Ez megfelelő tartalékot biztosít a folyamatváltozáshoz, a szerszámkopáshoz és a termikus hatásokhoz, miközben fenntartja a célzott tűrést.
Hogyan befolyásolja az anyagválasztás a szűk tűrések elérésének képességét?
Az anyag hőtágulási együtthatója és mikrostrukturális homogenitása kritikus tényezők. Az Al 6061-T6 kiváló méretstabilitást kínál az egyenletes hőkezelés és a jó hővezető képesség miatt, míg a könnyen megmunkálható minőségek kevésbé következetes tulajdonságokkal rendelkezhetnek, amelyek befolyásolják a végső méreteket.
Milyen környezeti szabályozások szükségesek a ±0,005 mm-es tűrésű megmunkáláshoz?
A ±1°C-on belüli hőmérséklet-szabályozás elengedhetetlen, a ±0,5°C előnyben részesítendő a kritikus alkalmazásokhoz. A 45-55% RH közötti páratartalom-szabályozás megakadályozza a kondenzációs problémákat, és a rezgésszigetelésre is szükség lehet a nehézgépek vagy a szállítás közelében lévő létesítményekben.
Hogyan befolyásolják a vágószerszám elhajlási hibái a szűk tűrési képességeket?
A szerszámelhajlás az L³/D⁴ összefüggést követi, ahol az elhajlás a hossz köbével nő, és az átmérő negyedik hatványával csökken. Egy 25 mm hosszú, 6 mm átmérőjű keményfém ujjmaró tipikus vágóerők hatására 0,003 mm-t hajlik el, ami a ±0,005 mm-es tűrési költségvetés 60%-át emészti fel.
Milyen mérési bizonytalanság fogadható el a ±0,005 mm-es tűrések ellenőrzéséhez?
A mérési bizonytalanság nem haladhatja meg a vizsgált tűrés 20%-át, ami maximum ±0,001 mm bizonytalanságot igényel a ±0,005 mm-es tűrésekhez. Ehhez ±0,0005 mm-nél jobb CMM pontosságra és megfelelő hőmérséklet-szabályozásra van szükség a mérés során.
Mennyivel nőnek a beállítási és ciklusidők a szűk tűrésű munkákhoz?
A beállítási idők jellemzően 3,5-szeresére nőnek a speciális rögzítés és a kiterjedt beállítási ellenőrzés miatt. A ciklusidők 4,2-szeresére nőnek a konzervatív vágási paraméterek és a további befejező menetek miatt, ami a standard tűrésű munkákhoz képest körülbelül 6,5-szeres teljes költséghatást eredményez.
A huzalos EDM jobb tűréseket érhet el, mint a hagyományos megmunkálás komplex geometriák esetén?
A huzalos EDM rutinszerűen ±0,002 mm-es tűréseket ér el komplex kontúrokon kiváló felületi minőséggel. Azonban a furatok geometriájára korlátozódik, és lassabb az anyageltávolítási sebessége, így alkalmas olyan speciális alkalmazásokhoz, ahol a hagyományos megmunkálás geometriai korlátokkal szembesül.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece