Usinage de cannelures : Taillage à la fraise-mère vs. Électroérosion à fil pour engrenages de précision
Le choix du processus de fabrication optimal pour l'usinage de cannelures a un impact direct sur la précision des engrenages, les coûts de production et les délais de livraison. Le choix entre le taillage à la fraise-mère et l'électroérosion à fil influence fondamentalement la précision dimensionnelle, la qualité de la finition de surface et l'efficacité globale de la fabrication de votre composant.
Les deux processus ont des rôles distincts dans la fabrication d'engrenages de précision, mais leurs applications, leurs capacités et leurs structures de coûts diffèrent considérablement. Comprendre ces différences permet de prendre des décisions éclairées pour les exigences spécifiques de votre projet.
Principaux points à retenir
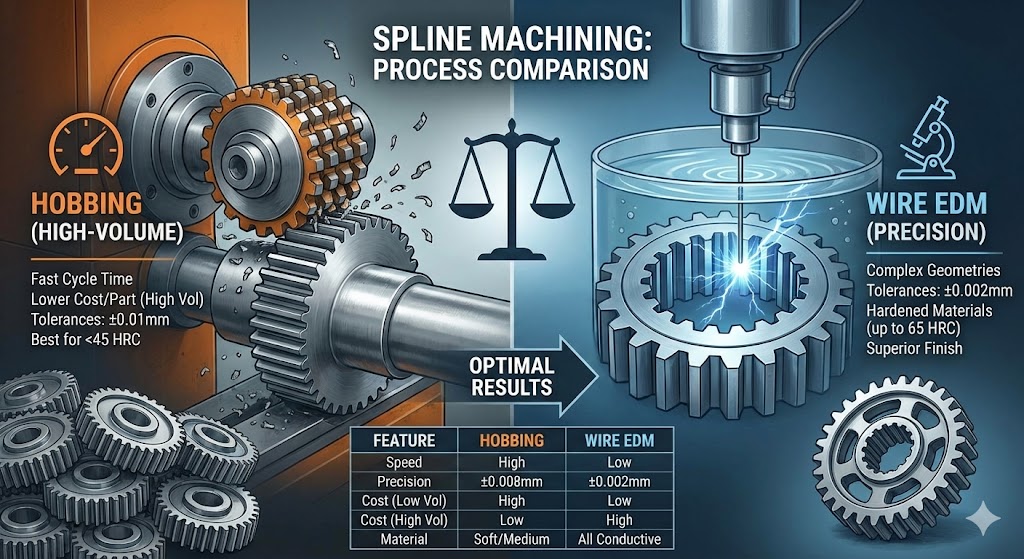
- Le taillage à la fraise-mère excelle dans la production en grand volume avec des temps de cycle plus rapides et des coûts par pièce inférieurs pour les profils de cannelures standard
- L'électroérosion à fil offre une précision supérieure (tolérance de ±0,002 mm) et gère des géométries complexes que le taillage à la fraise-mère ne peut pas réaliser
- La dureté du matériau supérieure à 45 HRC nécessite généralement l'électroérosion à fil, tandis que les matériaux plus tendres bénéficient de l'efficacité du taillage à la fraise-mère
- Le croisement des coûts se produit autour de 500 à 1000 pièces, en fonction de la complexité et des spécifications du matériau
Comprendre les fondamentaux de l'usinage de cannelures
L'usinage de cannelures crée des profils de dents précis qui transmettent le couple entre les arbres rotatifs. Ces composants exigent une précision exceptionnelle dans la géométrie des dents, l'espacement et la finition de surface pour assurer un engrènement et une répartition de la charge appropriés.
Le processus de fabrication doit maintenir des tolérances strictes sur plusieurs dimensions : épaisseur de la dent, diamètre du pied, diamètre extérieur et précision du pas. Les écarts par rapport à tout paramètre affectent directement les performances de l'engrenage, les niveaux de bruit et la durée de vie.
Les applications modernes de cannelures couvrent les transmissions automobiles, les actionneurs aérospatiaux et les machines industrielles où les exigences de précision dépassent souvent ±0,01 mm sur les dimensions critiques. Le respect de ces spécifications nécessite une sélection rigoureuse du processus en fonction des propriétés du matériau, du volume de production et de la complexité géométrique.
Analyse du processus de taillage à la fraise-mère
Le taillage à la fraise-mère représente un processus de génération continue où un outil de coupe hélicoïdal enlève progressivement de la matière pour former les dents de la cannelure. La fraise-mère tourne en mouvement synchronisé avec la pièce à usiner, créant des profils de dents précis grâce à des mouvements d'avance coordonnés.
Ce processus excelle dans la production de profils de cannelures en développante avec une géométrie de dent cohérente sur toute la largeur de la face. L'action de coupe continue génère des finitions de surface lisses allant généralement de Ra 1,6 à Ra 3,2 μm, en fonction des paramètres de coupe et de l'état de l'outil.
Les taux d'enlèvement de matière lors du taillage à la fraise-mère dépassent considérablement ceux de l'électroérosion à fil, avec des vitesses de coupe typiques atteignant 200 à 400 m/min pour les composants en acier. Cet avantage de productivité devient crucial pour la production en grand volume où le temps de cycle a un impact direct sur les coûts de fabrication.
Le taillage à la fraise-mère prend en charge différents types de cannelures, notamment les profils en développante, à flancs droits et dentelés. Cependant, le processus nécessite un outillage spécialisé pour chaque spécification de cannelure, les coûts des fraises-mères allant de 2 500 € à 15 000 € en fonction de la taille du module et de la classe de précision.
Les limitations du processus comprennent une capacité restreinte à usiner des cannelures internes de petits diamètres, des difficultés avec les matériaux durcis au-dessus de 45 HRC et des contraintes géométriques imposées par l'accessibilité de l'outil. Ces facteurs doivent être pris en compte lors des phases de conception et de planification du processus.
Caractéristiques du processus d'électroérosion à fil
L'électroérosion à fil utilise des étincelles électriques contrôlées pour éroder la matière le long d'un trajet programmé. Une électrode de fil en mouvement continu, généralement de 0,15 à 0,25 mm de diamètre, crée des coupes précises dans les matériaux électriquement conducteurs, quelle que soit leur dureté.
Le processus atteint une précision dimensionnelle exceptionnelle avec des tolérances atteignant ±0,002 mm sur les dimensions critiques. Ce niveau de précision s'avère essentiel pour les applications aérospatiales et les systèmes d'engrenages à haute performance où les processus de fabrication standard ne peuvent pas répondre aux exigences.
L'électroérosion à fil gère des géométries de cannelures complexes, y compris les profils interrompus, les formes de dents asymétriques et les caractéristiques intégrées impossibles à usiner par des méthodes conventionnelles. La flexibilité du processus s'étend aux matériaux durcis jusqu'à 65 HRC sans compromettre la précision ou la finition de surface.
La qualité de la finition de surface en électroérosion à fil varie de Ra 0,8 à Ra 2,5 μm en fonction des paramètres de coupe et des passes de finition. Plusieurs passes de coupe permettent d'optimiser la vitesse de coupe et la qualité de la surface, les coupes grossières enlevant la matière en vrac et les passes de finition permettant d'atteindre les dimensions finales.
Le processus fonctionne grâce à nos services d'usinage CNC de précision avec des capacités d'électroérosion à fil avancées, permettant des géométries complexes et des tolérances serrées que l'usinage traditionnel ne peut pas atteindre.
Les vitesses de coupe en électroérosion à fil varient considérablement en fonction de l'épaisseur du matériau et de la finition de surface requise. Les taux typiques varient de 20 à 200 mm²/min, ce qui est considérablement plus lent que le taillage à la fraise-mère, mais compensé par une précision et une flexibilité géométrique supérieures.
Comparaison de la précision et de la tolérance
La précision dimensionnelle représente un facteur de différenciation essentiel entre les processus de taillage à la fraise-mère et d'électroérosion à fil. La compréhension des tolérances réalisables guide la sélection appropriée du processus pour des applications spécifiques.
| Paramètre de tolérance | Taillage à la fraise-mère | Électroérosion à fil | Impact sur l'application |
|---|---|---|---|
| Précision du pas | ±0,008 mm | ±0,002 mm | Essentiel pour un engrènement fluide |
| Épaisseur de la dent | ±0,01 mm | ±0,003 mm | Affecte le contrôle du jeu |
| Rayon de pied de dent | ±0,02 mm | ±0,005 mm | Impacte la concentration des contraintes |
| Finition de surface (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Influence la résistance à l'usure |
| Concentricité | ±0,01 mm | ±0,005 mm | Essentiel pour l'équilibre |
Ces capacités de tolérance influencent directement les performances des composants dans les applications exigeantes. Les boîtes de vitesses aérospatiales nécessitent généralement la précision de l'électroérosion à fil, tandis que les applications automobiles acceptent souvent les tolérances de taillage à la fraise-mère avec des marges de conception appropriées.
La répétabilité entre les pièces représente un autre facteur crucial. Le taillage à la fraise-mère maintient des résultats cohérents à ±0,005 mm près sur les séries de production lorsqu'il est correctement entretenu. L'électroérosion à fil atteint une répétabilité supérieure à ±0,002 mm, ce qui est essentiel pour les composants interchangeables.
Les effets de la température pendant l'usinage peuvent avoir un impact sur les dimensions finales. Le taillage à la fraise-mère génère une chaleur importante nécessitant une gestion prudente du liquide de refroidissement pour éviter la distorsion thermique. L'électroérosion à fil fonctionne à des températures plus basses, ce qui minimise les effets thermiques sur la précision dimensionnelle.
Compatibilité des matériaux et limitations
Les propriétés des matériaux influencent considérablement le choix du processus pour l'usinage de cannelures. Chaque méthode présente des avantages et des contraintes spécifiques en fonction des caractéristiques du matériau.
Le taillage à la fraise-mère fonctionne de manière optimale sur les matériaux dont la dureté est inférieure à 45 HRC. Les applications courantes comprennent l'acier AISI 4140 (28-35 HRC), l'acier de cémentation AISI 8620 et divers alliages d'aluminium. Le processus est difficile avec les aciers trempés au-dessus de 50 HRC en raison de l'usure excessive de l'outil et de la mauvaise finition de surface.
L'électroérosion à fil prend en charge tout matériau électriquement conducteur, quelle que soit sa dureté. Cette capacité permet l'usinage d'aciers à outils à 60+ HRC, d'Inconel 718, d'alliages de titane et d'aciers à roulements trempés. La limitation du processus concerne les matériaux non conducteurs comme la céramique et certains plastiques.
| Type de matériau | Aptitude au taillage à la fraise-mère | Aptitude à l'électroérosion à fil | Processus préféré |
|---|---|---|---|
| Acier doux (<35 HRC) | Excellent | Bon | Taillage à la fraise-mère (avantage de coût) |
| Acier moyen (35-45 HRC) | Bon | Excellent | Dépend du volume |
| Acier dur (>50 HRC) | Mauvais | Excellent | Électroérosion à fil requise |
| Alliages d'aluminium | Excellent | Bon | Taillage à la fraise-mère (productivité) |
| Alliages de titane | Limité | Excellent | Électroérosion à fil préférée |
| Inconel/Superalliages | Très limité | Excellent | Électroérosion à fil uniquement |
L'épaisseur du matériau influence également le choix du processus. Le taillage à la fraise-mère gère efficacement différentes largeurs de face, tandis que la vitesse de coupe de l'électroérosion à fil diminue avec l'augmentation de l'épaisseur. Les pièces dépassant 100 mm d'épaisseur peuvent privilégier le taillage à la fraise-mère pour des raisons de productivité.
Les schémas de contraintes résiduelles diffèrent entre les processus. Le taillage à la fraise-mère introduit des contraintes de compression bénéfiques pour la résistance à la fatigue, tandis que l'électroérosion à fil crée des contraintes résiduelles minimales, mais peut nécessiter des traitements de relaxation des contraintes pour les applications critiques.
Analyse des coûts et considérations économiques
La compréhension de la structure complète des coûts permet une sélection précise du processus basée sur l'économie du projet plutôt que sur des impressions initiales.
Le taillage à la fraise-mère nécessite un investissement initial important dans l'outillage, les fraises-mères coûtant entre 2 500 et 15 000 € selon les spécifications. Cependant, ces outils produisent des milliers de pièces avant d'être remplacés, ce qui réduit considérablement les coûts d'outillage par pièce dans la production en grand volume.
L'électroérosion à fil élimine les coûts d'outillage personnalisés, mais fonctionne avec des taux horaires plus élevés en raison des vitesses de coupe plus lentes et des coûts de fil consommable. Les taux typiques d'électroérosion à fil varient de 45 à 85 € par heure, y compris la consommation de fil et les frais généraux de la machine.
Pour des résultats de haute précision, recevez un devis détaillé dans les 24 heures de Microns Hub.
| Facteur de coût | Taillage à la fraise-mère | Électroérosion à fil | Impact du volume |
|---|---|---|---|
| Coût de configuration | 800 € - 2 000 € | 200 € - 500 € | Favorise l'EDM à faible volume |
| Coût de l'outillage | 2 500 € - 15 000 € | 0 € (consommables uniquement) | Amorti sur la production |
| Taux horaire | 35 € - 55 € | 45 € - 85 € | Constant quel que soit le volume |
| Temps de cycle (par pièce) | 15-45 minutes | 2-8 heures | L'avantage du taillage se développe |
| Opérations secondaires | Ébavurage, inspection | Finition minimale | Augmente le coût du taillage |
Le point de croisement économique se situe généralement entre 500 et 1000 pièces pour les géométries de cannelures standard. Les profils complexes ou les tolérances serrées peuvent déplacer cet équilibre vers l'électroérosion à fil, même à des volumes plus élevés.
Les coûts liés à la qualité doivent être inclus dans l'analyse économique. Le taillage à la fraise-mère peut nécessiter des mesures de contrôle qualité supplémentaires et des retouches potentielles, tandis que la précision supérieure de l'électroérosion à fil élimine souvent ces préoccupations.
Les délais de livraison affectent les coûts totaux du projet. Le taillage à la fraise-mère nécessite l'acquisition de fraises-mères avec des délais de livraison de 8 à 12 semaines, tandis que l'électroérosion à fil peut commencer immédiatement avec des électrodes de fil standard.
Finition de surface et caractéristiques de qualité
La qualité de la finition de surface a un impact direct sur les performances de l'engrenage, affectant le frottement, la résistance à l'usure et la génération de bruit pendant le fonctionnement.
Le taillage à la fraise-mère produit des marques d'avance caractéristiques alignées avec la direction de coupe, créant des textures de surface qui peuvent nécessiter des opérations de finition supplémentaires pour les applications critiques. La rugosité de surface varie généralement de Ra 1,6 à Ra 3,2 μm en fonction des paramètres de coupe et de l'état de l'outil.
L'électroérosion à fil génère des motifs de surface distinctifs à partir de l'érosion par décharge électrique, créant des cratères microscopiques qui peuvent piéger efficacement les lubrifiants. La finition de surface varie de Ra 0,8 à Ra 2,5 μm avec une optimisation appropriée des paramètres.
La relation entre la finition de surface et les paramètres de coupe permet une optimisation pour des exigences spécifiques. Lors du taillage à la fraise-mère, des vitesses de coupe plus lentes et des avances plus fines améliorent la qualité de la surface, mais réduisent la productivité. L'électroérosion à fil permet d'obtenir des finitions supérieures grâce à plusieurs passes de coupe, avec des coupes grossières suivies de passes de finition.
L'intégrité de la surface s'étend au-delà de la rugosité pour inclure les modifications métallurgiques du processus de fabrication. Le taillage à la fraise-mère crée des surfaces écrouies bénéfiques pour la résistance à l'usure, tandis que l'électroérosion à fil produit de fines couches refondues qui peuvent nécessiter un enlèvement dans les applications critiques.
Les exigences d'ébavurage diffèrent considérablement entre les processus. Le taillage à la fraise-mère produit généralement des bavures sur les bords des dents nécessitant des opérations secondaires, tandis que l'électroérosion à fil crée des bavures minimales en raison du mécanisme de coupe thermique.
Considérations de conception et limitations géométriques
La géométrie des composants influence considérablement le choix du processus de fabrication, chaque méthode présentant des capacités et des contraintes spécifiques.
Le taillage à la fraise-mère excelle dans les profils de cannelures en développante standard, mais est confronté à des limitations avec les géométries complexes ou non standard. Le processus nécessite des trajets de coupe directs sans interférences géométriques, ce qui limite la flexibilité de conception pour les caractéristiques intégrées.
Les cannelures internes présentent des défis particuliers pour le taillage à la fraise-mère, en particulier avec les petits diamètres où l'accessibilité de l'outil devient problématique. Le diamètre interne minimum dépasse généralement 25 mm pour les opérations de taillage à la fraise-mère pratiques, bien qu'un outillage spécialisé puisse étendre cette capacité.
L'électroérosion à fil gère pratiquement n'importe quel profil 2D qui peut être programmé, y compris les dents asymétriques, l'espacement variable et les rainures de clavette ou les fentes intégrées. Cette flexibilité géométrique permet des conceptions complexes impossibles grâce aux méthodes d'usinage conventionnelles.
La capacité d'usiner des géométries complexes avec des contre-dépouilles représente un avantage significatif de l'électroérosion à fil, en particulier pour les applications aérospatiales nécessitant une réduction de poids grâce à l'enlèvement de matière dans les zones non critiques.
Les capacités de conicité diffèrent entre les processus. Le taillage à la fraise-mère produit des dents à côtés parallèles, tandis que l'électroérosion à fil peut créer des profils coniques pour des applications spécialisées comme les embrayages coniques ou les accouplements réglables.
Les limitations d'épaisseur des pièces affectent le choix du processus. Le taillage à la fraise-mère gère efficacement différentes largeurs de face, tandis que la vitesse de coupe de l'électroérosion à fil diminue avec l'épaisseur, ce qui la rend moins économique pour les pièces dépassant 150 mm d'épaisseur.
Considérations relatives au volume de production
Le volume de production représente le principal facteur déterminant la viabilité économique de chaque processus de fabrication.
La production en faible volume (1 à 100 pièces) favorise généralement l'électroérosion à fil en raison de l'élimination des coûts d'outillage et de la flexibilité de configuration. La capacité de modifier rapidement les programmes permet de s'adapter aux changements de conception courants dans les applications de prototypage et de faible volume.
La production en volume moyen (100 à 1000 pièces) nécessite une analyse économique minutieuse tenant compte des coûts totaux du projet, y compris l'amortissement de l'outillage, les temps de cycle et les exigences de qualité. Le point de croisement varie en fonction de la complexité de la pièce et des exigences de tolérance.
La production en grand volume (plus de 1000 pièces) favorise généralement le taillage à la fraise-mère lorsque les contraintes géométriques le permettent. La productivité supérieure et les coûts par pièce inférieurs compensent les investissements initiaux dans l'outillage sur les grandes séries de production.
L'optimisation de la taille des lots affecte les deux processus différemment. Le taillage à la fraise-mère bénéficie de séries de production continues minimisant l'impact du temps de configuration, tandis que l'électroérosion à fil permet de gérer efficacement les lots mixtes grâce à des changements de programme rapides.
La flexibilité de la planification de la production représente une autre considération. L'électroérosion à fil permet une réponse rapide aux exigences urgentes sans délai d'outillage, tandis que le taillage à la fraise-mère peut nécessiter une planification préalable pour l'acquisition et la configuration de l'outil.
Exigences en matière de contrôle qualité et d'inspection
Les procédures de vérification dimensionnelle et de contrôle qualité varient considérablement entre les processus de taillage à la fraise-mère et d'électroérosion à fil.
Le taillage à la fraise-mère nécessite une inspection complète en raison des effets potentiels de l'usure de l'outil sur la précision dimensionnelle. Les paramètres critiques comprennent la précision du pas, l'épaisseur de la dent et la forme du profil, généralement mesurés à l'aide de systèmes d'inspection d'engrenages avec une résolution de ±0,001 mm.
Le contrôle de processus supérieur de l'électroérosion à fil réduit souvent les exigences d'inspection, bien que la vérification reste essentielle pour les dimensions critiques. La stabilité du processus permet un contrôle statistique des processus avec des tailles d'échantillon plus petites par rapport au taillage à la fraise-mère.
Les exigences en matière d'équipement d'inspection diffèrent entre les processus. Le taillage à la fraise-mère peut nécessiter des systèmes de mesure d'engrenages spécialisés, tandis que les pièces d'électroérosion à fil utilisent souvent des machines à mesurer tridimensionnelles standard pour la vérification dimensionnelle.
Les études de capacité de processus démontrent des caractéristiques distinctes pour chaque méthode. Le taillage à la fraise-mère présente des valeurs Cpk de 1,33 à 1,67 pour les tolérances standard, tandis que l'électroérosion à fil atteint des valeurs Cpk supérieures à 2,0 pour les dimensions comparables.
Les exigences de traçabilité dans les applications aérospatiales et médicales favorisent le contrôle de processus numérique et les capacités de documentation automatisée de l'électroérosion à fil par rapport aux procédures de configuration manuelles du taillage à la fraise-mère.
Applications avancées et tendances futures
Les applications émergentes continuent de repousser les limites de la précision et de la complexité de l'usinage de cannelures.
Les micro-cannelures pour les instruments de précision nécessitent des capacités d'électroérosion à fil en raison des limitations d'échelle du taillage à la fraise-mère. Les composants avec des modules de dents inférieurs à 0,5 mm dépassent généralement les capacités de fabrication des outils de taillage à la fraise-mère.
Les approches de fabrication hybrides combinent les deux processus pour des résultats optimaux. Le taillage à la fraise-mère grossier suivi d'une finition par électroérosion à fil permet une productivité élevée avec une précision supérieure, bien que cela augmente la complexité et le coût.
L'intégration de la fabrication additive crée des opportunités pour des géométries de cannelures internes complexes impossibles grâce aux méthodes traditionnelles. L'électroérosion à fil permet la finition de composants imprimés en 3D avec des tolérances de précision.
Les implémentations de l'industrie 4.0 affectent les deux processus grâce à des systèmes de surveillance et de contrôle améliorés. Les algorithmes de maintenance prédictive optimisent la durée de vie des outils lors du taillage à la fraise-mère, tandis que la surveillance des processus en temps réel améliore la cohérence de l'électroérosion à fil.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisé signifient que chaque projet reçoit l'attention spécialisée requise pour des résultats optimaux, que ce soit par le biais de processus de taillage à la fraise-mère ou d'électroérosion à fil.
Les considérations environnementales influencent de plus en plus le choix du processus. La réduction de la production de déchets et l'élimination des fluides de coupe de l'électroérosion à fil séduisent les fabricants soucieux de l'environnement, tandis que la productivité plus élevée du taillage à la fraise-mère réduit la consommation d'énergie globale par pièce.
Directives de sélection des processus
Des critères d'évaluation systématiques permettent une sélection optimale du processus en fonction des exigences spécifiques du projet.
Les principaux facteurs de sélection comprennent le volume de production, les exigences de tolérance, les propriétés des matériaux et la complexité géométrique. Ces paramètres interagissent pour déterminer l'approche de fabrication la plus économique.
Les matrices de décision aident à quantifier les critères de sélection en pondérant les facteurs en fonction des priorités du projet. Les projets sensibles aux coûts mettent l'accent sur les facteurs économiques, tandis que les applications critiques privilégient la précision et la fiabilité.
Le développement de prototypes commence souvent par l'électroérosion à fil pour la vérification de la conception avant de passer au taillage à la fraise-mère pour les volumes de production. Cette approche valide les conceptions tout en maintenant la viabilité économique pour la fabrication à grande échelle.
L'évaluation des risques tient compte de facteurs tels que la disponibilité des outils, la capacité du processus et les calendriers de livraison. L'électroérosion à fil offre un risque technique plus faible pour les géométries complexes, tandis que le taillage à la fraise-mère fournit des solutions établies pour les applications standard.
Les modifications futures de la conception affectent les décisions de sélection du processus. L'électroérosion à fil permet des modifications plus facilement, tandis que le taillage à la fraise-mère nécessite un nouvel outillage pour des changements géométriques importants.
L'intégration avec nos services de fabrication garantit une sélection optimale du processus basée sur une évaluation complète des capacités et une analyse économique adaptée à vos besoins spécifiques.
Foire aux questions
Quels niveaux de tolérance peuvent être atteints avec le taillage à la fraise-mère par rapport à l'électroérosion à fil ?
Le taillage à la fraise-mère atteint généralement des tolérances de ±0,008 mm à ±0,01 mm sur les dimensions critiques comme le pas et l'épaisseur de la dent. L'électroérosion à fil offre une précision supérieure avec des tolérances atteignant ±0,002 mm à ±0,003 mm sur les mêmes paramètres. Le choix dépend des exigences de précision de votre application et de la question de savoir si la précision améliorée justifie le coût supplémentaire.
Quel processus est le plus rentable pour les volumes de production moyens ?
Pour les volumes de production compris entre 100 et 1000 pièces, la rentabilité dépend de la complexité de la pièce et des exigences de tolérance. Les profils de cannelures simples favorisent souvent le taillage à la fraise-mère en raison des temps de cycle plus rapides, tandis que les géométries complexes ou les tolérances serrées peuvent justifier les coûts de l'électroérosion à fil. Le point de croisement se situe généralement autour de 500 pièces pour les géométries standard.
Les deux processus peuvent-ils gérer les composants en acier trempé ?
L'électroérosion à fil excelle avec les aciers trempés jusqu'à 65 HRC sans compromettre la précision ni nécessiter d'outillage spécialisé. Le taillage à la fraise-mère devient difficile au-dessus de 45 HRC en raison de l'usure excessive de l'outil et de la mauvaise finition de surface. Pour les composants trempés, l'électroérosion à fil représente le choix préféré, quel que soit le volume de production.
Quels sont les délais de livraison typiques pour chaque processus ?
L'électroérosion à fil peut commencer immédiatement en utilisant des électrodes de fil standard, les délais de livraison étant déterminés principalement par le temps d'usinage et la position dans la file d'attente. Le taillage à la fraise-mère nécessite l'acquisition d'outils personnalisés avec des délais de livraison de 8 à 12 semaines pour les fraises-mères spécialisées, bien que des outils standard puissent être disponibles plus tôt. Tenez compte des délais de livraison des outils lors de la planification des calendriers de production.
Comment les exigences de finition de surface affectent-elles le choix du processus ?
L'électroérosion à fil produit des finitions de surface supérieures allant de Ra 0,8 à Ra 2,5 μm avec des opérations secondaires minimales requises. Le taillage à la fraise-mère atteint Ra 1,6 à Ra 3,2 μm, mais peut nécessiter une finition supplémentaire pour les applications critiques. Les applications nécessitant une qualité de surface exceptionnelle favorisent généralement l'électroérosion à fil malgré des coûts plus élevés.
Quelles sont les limitations géométriques pour chaque processus ?
Le taillage à la fraise-mère nécessite des trajets de coupe directs et est difficile avec les cannelures internes de moins de 25 mm de diamètre. L'électroérosion à fil gère pratiquement n'importe quel profil 2D, y compris les géométries complexes, les contre-dépouilles et les caractéristiques internes serrées. Choisissez l'électroérosion à fil pour les profils non standard ou les contraintes géométriques qui dépassent les capacités de taillage à la fraise-mère.
Existe-t-il des restrictions de matériaux pour l'un ou l'autre processus ?
Le taillage à la fraise-mère fonctionne de manière optimale sur les matériaux inférieurs à 45 HRC, y compris les aciers courants et les alliages d'aluminium. L'électroérosion à fil prend en charge tout matériau électriquement conducteur, quelle que soit sa dureté, y compris les alliages exotiques et les aciers trempés. Les matériaux non conducteurs comme la céramique nécessitent des méthodes de fabrication alternatives.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece