Soudage par points contre rivetage : Comparaisons de résistance pour l'assemblage
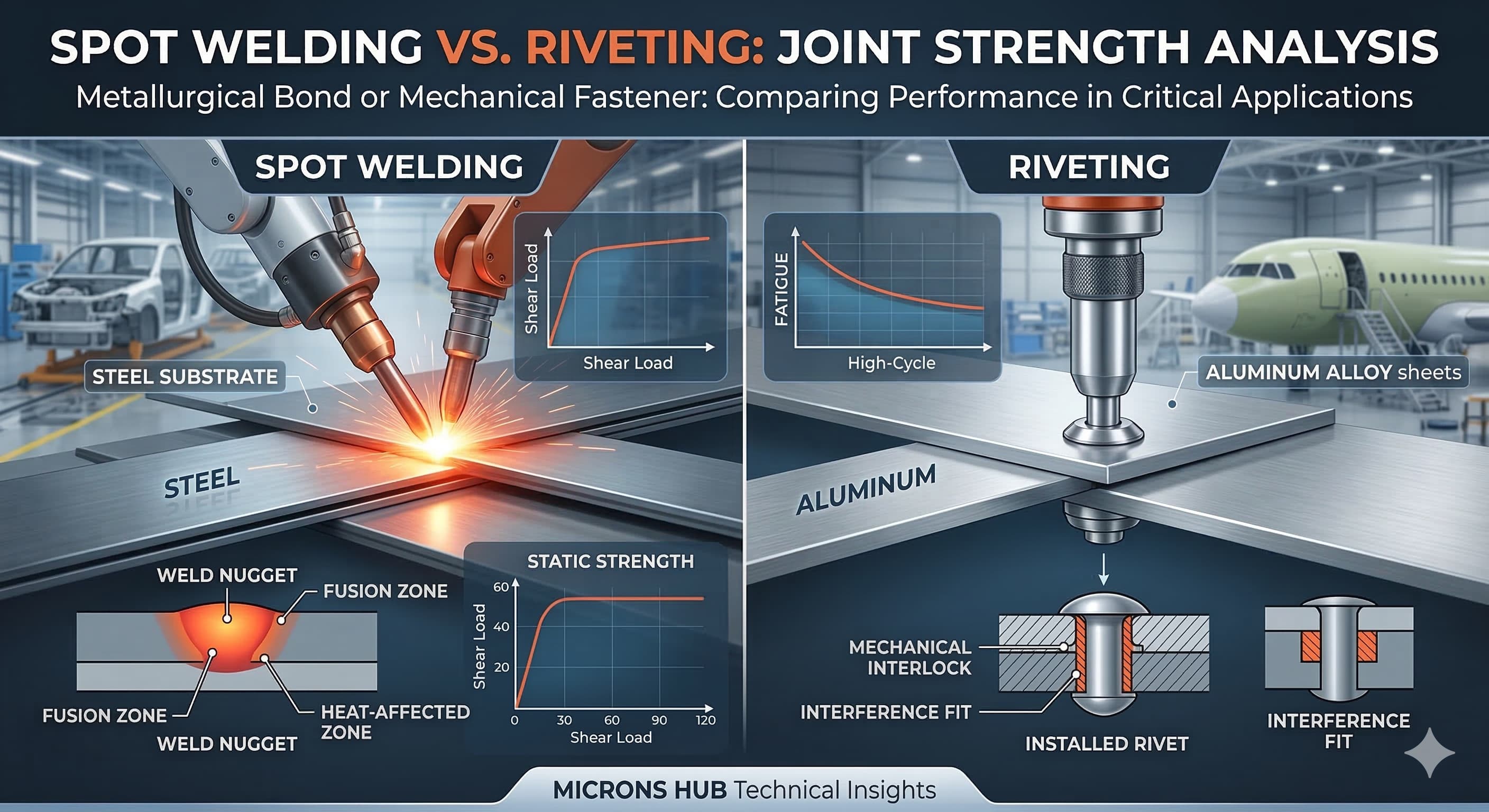
La résistance de l'assemblage détermine la fiabilité de l'assemblage dans des applications critiques, des panneaux de carrosserie automobile aux composants structurels aérospatiaux. Le soudage par points et le rivetage créent des joints mécaniques permanents, mais leurs caractéristiques de résistance, leurs modes de défaillance et leur aptitude à l'application diffèrent considérablement en fonction des propriétés des matériaux, des conditions de charge et des contraintes de fabrication.
Principaux points à retenir
- Les soudures par points atteignent généralement 80 à 95 % de la résistance du matériau de base en cisaillement, tandis que les rivets atteignent 60 à 75 % selon la qualité de l'installation.
- Les rapports d'épaisseur de matériau supérieurs à 3:1 favorisent le rivetage par rapport au soudage par points pour une intégrité constante du joint.
- Les performances en fatigue varient considérablement : les soudures par points excellent dans les applications à faible cycle, tandis que les rivets gèrent mieux les charges à cycle élevé.
- L'analyse des coûts doit inclure l'investissement en équipement, le temps de cycle et les exigences de contrôle de la qualité au-delà des simples calculs par joint.
Mécanismes de résistance fondamentaux
Le soudage par points crée des liaisons métallurgiques par fusion localisée, générant des pastilles dont les propriétés de résistance sont directement liées à la composition du matériau de base. Le diamètre de la pastille de soudure varie généralement de 4√t à 6√t millimètres, où t représente l'épaisseur de la tôle en mm. Cette relation assure une répartition adéquate de la charge sur l'interface du joint.
Les joints rivetés reposent sur une fixation mécanique par déformation du trou et ajustement serré. La tige du rivet transfère les charges par contact d'appui contre les parois du trou, tandis que les têtes formées fournissent une force de serrage. Les paramètres critiques incluent les rapports diamètre trou/rivet (généralement 1,02 à 1,06 pour les ajustements serrés) et les distances aux bords (minimum 2,0 fois le diamètre du rivet pour une résistance d'appui adéquate).
Les mécanismes de transfert de charge diffèrent fondamentalement entre les processus. Les soudures par points répartissent la contrainte sur toute la section transversale de la pastille, créant des champs de contrainte relativement uniformes. Les rivets concentrent la contrainte au niveau des surfaces d'appui et génèrent des distributions de contrainte complexes comprenant simultanément des composantes d'appui, de cisaillement et de traction.
Performances de résistance spécifiques aux matériaux
Les applications en acier démontrent les avantages du soudage par points dans les assemblages homogènes. Les aciers à faible teneur en carbone (AISI 1008-1010) atteignent des résistances de pastille de 380 à 420 MPa dans les soudures correctement exécutées, contre 270 à 310 MPa pour les matériaux de base équivalents. Les aciers à haute résistance (HSLA 350/450) conservent 85 à 90 % des propriétés du matériau de base dans la zone de la pastille lors de l'utilisation de paramètres de soudage appropriés.
Les assemblages en alliage d'aluminium présentent différentes considérations. Les soudures par points en Al 6061-T6 atteignent généralement une résistance ultime de 140 à 160 MPa, ce qui représente 65 à 75 % des propriétés du matériau de base en raison du ramollissement de la zone affectée par la chaleur. Les joints en aluminium rivetés utilisant des rivets 2117-T4 atteignent 180 à 220 MPa en cisaillement, dépassant souvent les performances du soudage par points dans les applications à faible épaisseur.
| Système de matériaux | Résistance de la soudure par points (MPa) | Résistance de l'assemblage riveté (MPa) | Efficacité de la résistance (%) |
|---|---|---|---|
| Acier à faible teneur en carbone (1,2 mm) | 420 | 310 | Soudure : 95 %, Rivet : 70 % |
| HSLA 350 (1,5 mm) | 380 | 340 | Soudure : 85 %, Rivet : 75 % |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Soudure : 70 %, Rivet : 85 % |
| Inox 304 (0,8 mm) | 290 | 280 | Soudure : 75 %, Rivet : 72 % |
Les combinaisons de matériaux dissemblables favorisent le rivetage en raison de la compatibilité galvanique et de l'élimination de la formation intermétallique. Les assemblages acier-aluminium nécessitent des barrières d'isolation dans les joints rivetés, mais restent irréalisables pour le soudage par points sans techniques spécialisées comme le soudage par points par friction malaxage.
Analyse des conditions de charge
La charge de cisaillement représente le cas de conception principal pour les deux types de joints. Les soudures par points présentent un comportement élastique linéaire jusqu'à la rupture soudaine à la charge ultime, généralement sans avertissement de déformation visible. Les résistances au cisaillement maximales varient de 3 à 12 kN par point en fonction des combinaisons de matériaux et d'épaisseur. Les modes de défaillance incluent l'arrachement de la pastille (souhaité), la défaillance interfaciale (défaut de soudure) ou la déchirure de la zone affectée par la chaleur (apport de chaleur excessif).
Les joints rivetés démontrent une progression de défaillance plus prévisible par la déformation d'appui avant la défaillance ultime. Les résistances au cisaillement varient généralement de 2 à 8 kN par rivet, avec une redistribution progressive de la charge possible dans les modèles à plusieurs rivets. Cette caractéristique offre des facteurs de sécurité inhérents dans les applications structurelles où un avertissement de défaillance progressive est bénéfique.
La charge de pelage compromet gravement les deux types de joints, mais les affecte différemment. Les soudures par points concentrent la contrainte au niveau des bords de la pastille, créant des facteurs d'intensification de la contrainte de 3 à 5 fois la charge nominale. Les directives de conception limitent les contraintes de pelage à 10 à 15 % de la capacité de cisaillement. Les joints rivetés gèrent les charges de pelage par la surface de contact de la tête, supportant généralement 25 à 35 % de la résistance au cisaillement dans les scénarios de charge combinée.
Pour des résultats de haute précision, Obtenez votre devis personnalisé livré en 24 heures depuis Microns Hub.
Caractéristiques de performance en fatigue
Le comportement en fatigue représente une distinction essentielle entre les méthodes d'assemblage. Les soudures par points fonctionnent bien dans les applications à faible cycle et à forte contrainte avec des durées de vie en fatigue de 10³ à 10⁵ cycles à 50 à 70 % de la résistance statique. La transition de contrainte en douceur à travers les limites de la pastille minimise les sites d'initiation de fissures lorsqu'elle est correctement exécutée.
Les joints rivetés excellent dans les applications à cycle élevé, supportant 10⁶ à 10⁷ cycles à 30 à 45 % de la résistance statique. Le joint mécanique permet un micro-mouvement qui soulage les contraintes maximales, tandis que l'écrouissage pendant l'installation améliore la résistance à la fatigue. Cependant, la corrosion de contact aux interfaces peut réduire les performances dans les environnements corrosifs.
Les facteurs de concentration de contrainte influencent considérablement les performances en fatigue. Les soudures par points atteignent des facteurs de 1,5 à 2,5 dans les joints bien exécutés, tandis que les assemblages rivetés varient de 2,0 à 4,0 en fonction de la qualité de la préparation des trous et des procédures d'installation. Les coudes aigus et les transitions géométriques près des joints augmentent encore les concentrations de contrainte et doivent être pris en compte dans l'analyse de la fatigue.
Considérations relatives à l'épaisseur et à la géométrie
Les rapports d'épaisseur du matériau affectent de manière critique la sélection du joint. Le soudage par points fonctionne de manière optimale avec des rapports d'épaisseur inférieurs à 3:1, maintenant une formation de pastille et une distribution de chaleur constantes. Au-delà de ce rapport, le chauffage préférentiel des sections plus minces crée une fusion incomplète ou des conditions de brûlure.
Le rivetage s'adapte efficacement aux rapports d'épaisseur jusqu'à 5:1, en utilisant la sélection de la longueur de prise et des processus de formage contrôlés. Les longueurs de rivet standard suivent des progressions géométriques (6, 8, 10, 12, 16, 20, 25, 32 mm) pour répondre aux diverses exigences d'assemblage.
Les exigences d'accès diffèrent considérablement. Le soudage par points exige un accès aux électrodes des deux côtés dans la plupart des applications, nécessitant un dégagement de 40 à 60 mm pour l'équipement standard. Les techniques unilatérales existent, mais réduisent la résistance de 20 à 30 % par rapport aux approches conventionnelles.
Le rivetage offre des options d'installation unilatérales grâce à des rivets aveugles, bien que les rivets pleins offrent une résistance supérieure lorsque les deux côtés sont accessibles. Les résistances des rivets aveugles atteignent généralement 70 à 80 % des performances des rivets pleins équivalents en raison de la rupture du mandrin et de la réduction de la surface d'appui.
| Combinaison d'épaisseur | Adéquation de la soudure par points | Adéquation du rivet | Comparaison de la résistance |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Excellent | Bon | Soudure 15 % plus résistante |
| 1,5 mm + 1,5 mm | Excellent | Excellent | Comparable |
| 0,8 mm + 2,5 mm | Mauvais | Bon | Rivet 25 % plus résistant |
| 2,0 mm + 6,0 mm | Non recommandé | Excellent | Option rivet uniquement |
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique dans les processus de soudage et de rivetage signifie que chaque joint reçoit l'attention aux détails requise pour des performances optimales dans votre application spécifique.
Méthodes de contrôle de la qualité et d'inspection
Les approches d'essais non destructifs varient considérablement entre les méthodes d'assemblage. L'inspection des soudures par points repose sur les essais par ultrasons, l'examen visuel des motifs d'indentation et les essais destructifs périodiques conformément aux normes AWS D8.1. La vérification du diamètre de la pastille nécessite un équipement spécialisé avec des exigences de précision de ±0,1 mm.
L'inspection des joints rivetés utilise l'examen visuel (95 % de l'évaluation de la qualité), la vérification de la jauge de trou et les mesures de hauteur affleurante/en saillie. Les outils d'inspection standard incluent les jauges go/no-go, les micromètres de profondeur et les instruments de profil de surface. Les critères de rejet se concentrent généralement sur les défauts d'installation : formation incomplète de la tête, rivets inclinés ou déformation excessive du trou.
Les capacités de surveillance des processus diffèrent considérablement. Les systèmes de soudage par points modernes fournissent un retour d'information en temps réel sur le courant, la tension et la résistance, ce qui permet un contrôle statistique des processus. Les systèmes de contrôle adaptatifs ajustent automatiquement les paramètres en fonction des conditions mesurées, maintenant une qualité constante sur les séries de production.
Les opérations de rivetage reposent principalement sur le contrôle du couple (installations pneumatiques) ou la surveillance du déplacement (systèmes hydrauliques). Les fenêtres de processus sont plus larges que le soudage par points, généralement ±15 % pour les installations acceptables contre ±5 % pour les paramètres de soudage.
Cadre d'analyse des coûts
Les exigences d'investissement en équipement établissent les principales différences de coûts. Les systèmes de soudage par points varient de 25 000 à 200 000 € en fonction de la puissance nominale, de la sophistication du contrôle et du niveau d'automatisation. Les coûts de maintenance comprennent le remplacement des électrodes (50 à 150 € par jeu), l'étalonnage périodique et l'entretien du système électrique.
Les coûts de l'équipement de rivetage varient de 3 000 à 50 000 € pour les systèmes pneumatiques à 15 000 à 150 000 € pour les installations automatisées. Les coûts des consommables sont simples : les prix des rivets varient de 0,05 à 0,30 € par pièce en fonction du matériau, de la taille et des exigences de spécification.
L'analyse du temps de cycle révèle des avantages spécifiques au processus. Le soudage par points atteint des temps de cycle de 0,5 à 2,0 secondes avec des exigences minimales de compétences de l'opérateur. Les systèmes automatisés atteignent 600 à 1 200 points par heure avec une qualité constante. Le temps de configuration est minime une fois les électrodes correctement positionnées.
Les temps de cycle de rivetage varient de 3 à 8 secondes par joint, y compris le positionnement et l'installation. Les opérations manuelles atteignent 200 à 400 joints par heure, tandis que les systèmes automatisés atteignent 800 à 1 500 joints par heure. Les exigences de configuration comprennent la préparation des trous, le chargement des rivets et l'alignement de l'outillage.
| Facteur de coût | Soudure par points | Rivetage | Commentaires |
|---|---|---|---|
| Équipement (€) | 25 000-200 000 | 3 000-150 000 | Le soudage nécessite un investissement initial plus élevé |
| Par joint (€) | 0,02-0,08 | 0,05-0,35 | Comprend les consommables et la main-d'œuvre |
| Temps de configuration (min) | 5-15 | 10-30 | Le rivetage nécessite une préparation des trous |
| Maintenance (€/mois) | 200-800 | 50-300 | Les électrodes de soudage s'usent plus rapidement |
Recommandations spécifiques à l'application
Les assemblages de carrosserie automobile utilisent principalement le soudage par points pour la construction en acier, atteignant 3 000 à 5 000 points par véhicule avec des temps de cycle prenant en charge des taux de production élevés. Les cadres spatiaux en aluminium utilisent de plus en plus services de moulage par injection pour les géométries complexes tout en conservant des joints rivetés pour les connexions structurelles nécessitant un assemblage de matériaux dissemblables.
Les applications aérospatiales privilégient le rivetage pour la structure primaire en raison des performances en fatigue, de l'inspectabilité et des capacités de réparation. Les avions commerciaux utilisent 2 à 3 millions de rivets par cellule avec des exigences de résistance répondant aux facteurs de charge ultimes FAR 25.303. Le soudage par points trouve une application dans les structures secondaires et les composants intérieurs où les économies de poids justifient la sélection du processus.
La fabrication d'appareils électroménagers utilise les deux processus de manière stratégique. Le soudage par points domine les assemblages d'armoires en acier avec un espacement typique de 25 à 40 mm entre les points. Le rivetage sert des applications spécialisées nécessitant un assemblage post-peinture ou une facilité d'entretien sur le terrain. Notre services de fabrication complet prend en charge à la fois la construction d'appareils traditionnels et les conceptions légères émergentes.
Les applications marines nécessitent une sélection de matériaux minutieuse en raison des environnements corrosifs. Les rivets en acier inoxydable (316L) offrent une résistance à la corrosion supérieure par rapport aux joints soudés où les zones affectées par la chaleur créent des piles galvaniques. La conception appropriée des joints comprend des dispositions de drainage et des sélections de matériaux compatibles conformément aux normes ABYC.
Matrice de décision de sélection du processus
La compatibilité des matériaux sert de critère de sélection principal. Les assemblages homogènes privilégient le soudage par points pour la résistance et la rentabilité. Les combinaisons de matériaux dissemblables nécessitent un rivetage, sauf si des processus de soudage spécialisés sont économiquement justifiés.
Le volume de production influence considérablement l'économie du processus. Les applications à volume élevé (>10 000 pièces par an) justifient les investissements dans l'automatisation du soudage par points. Les applications à faible volume ou de prototype bénéficient des coûts de configuration et de la flexibilité de l'équipement inférieurs du rivetage.
Les exigences de qualité affectent la sélection du processus grâce aux capacités d'inspection et à la prévisibilité du mode de défaillance. Les applications critiques nécessitant une inspection à 100 % privilégient le rivetage en raison des capacités d'évaluation visuelle. Les approches d'échantillonnage statistique conviennent au soudage par points dans les environnements de fabrication contrôlés.
Les contraintes d'accessibilité déterminent souvent les processus réalisables. Les exigences d'accès unilatéral éliminent les options de soudage par points conventionnelles. Les géométries complexes avec un dégagement limité peuvent nécessiter des outils de rivetage spécialisés ou d'autres méthodes de fixation.
Techniques avancées et approches hybrides
Le soudage par bossages étend les capacités du soudage par points aux matériaux plus épais et aux géométries complexes. Les bossages en relief concentrent la densité de courant, permettant un assemblage efficace de matériaux jusqu'à 6 mm d'épaisseur. Les exigences de contrôle du processus augmentent en raison de la dynamique d'effondrement des bossages, mais la résistance du joint se rapproche des performances du soudage par points conventionnel.
Les rivets auto-perceurs éliminent les trous pré-poinçonnés tout en créant des interverrouillages mécaniques grâce à une pénétration contrôlée. Cette technologie convient aux assemblages multicouches et aux matériaux revêtus où la préparation des trous est problématique. Les forces d'installation varient de 25 à 60 kN en fonction des combinaisons de matériaux et des spécifications des rivets.
Les rivets à fluo-formage utilisent des processus de formage orbital pour créer une géométrie de tête cohérente avec des forces d'installation minimales. Cette approche réduit les niveaux de bruit et l'usure de l'équipement tout en maintenant une résistance du joint équivalente aux méthodes d'installation conventionnelles.
Les approches hybrides combinent les deux techniques au sein d'assemblages uniques. Les joints structurels utilisent le rivetage pour les chemins de charge primaires, tandis que le soudage par points assure la fixation des panneaux et les fonctions d'étanchéité. Cette stratégie optimise chaque processus pour ses caractéristiques de résistance tout en minimisant la complexité globale de la fabrication.
Foire aux questions
Qu'est-ce qui détermine l'espacement minimal entre les soudures par points ou les rivets ?
L'espacement minimal dépend de l'épaisseur du matériau et de la géométrie du joint. Les soudures par points nécessitent un espacement centre à centre de 10 à 20 fois l'épaisseur du matériau pour empêcher le shuntage du courant à travers les pastilles adjacentes. Les rivets ont besoin d'un espacement minimal de 3 fois le diamètre pour maintenir une résistance d'appui adéquate, généralement de 15 à 25 mm pour les tailles courantes.
Comment les systèmes de revêtement affectent-ils la résistance du joint dans les deux processus ?
Les revêtements galvanisés réduisent la résistance des soudures par points de 10 à 15 % en raison de la vaporisation du zinc et de la contamination des électrodes, mais offrent une protection contre la corrosion à long terme. Les surfaces peintes nécessitent un retrait avant le soudage par points, mais ne présentent aucune réduction de résistance pour les joints rivetés lorsqu'ils sont correctement préparés.
Les soudures par points et les rivets peuvent-ils être mélangés dans le même assemblage ?
Oui, les approches hybrides sont courantes dans les applications automobiles et aérospatiales. Les connexions structurelles utilisent des rivets pour les chemins de charge primaires, tandis que les soudures par points assurent la fixation des panneaux et l'étanchéité. La conception nécessite une analyse minutieuse du chemin de charge pour éviter les concentrations de contrainte aux transitions de joint.
Quels facteurs de sécurité doivent être appliqués aux calculs de résistance du joint ?
Les applications statiques utilisent généralement des facteurs de sécurité de 2,5 à 4,0 pour les soudures par points et de 3,0 à 5,0 pour les rivets. La charge dynamique nécessite une analyse de la fatigue avec des facteurs de dispersion appropriés. Les applications critiques peuvent nécessiter des essais de résistance à 1,5 fois les charges de conception conformément aux codes de conception applicables.
Comment la résistance du joint se dégrade-t-elle avec le temps en service ?
Les soudures par points conservent leur résistance indéfiniment dans les environnements secs, mais peuvent subir une fissuration par corrosion sous contrainte dans des conditions agressives. Les joints rivetés peuvent se desserrer en raison des vibrations ou des cycles thermiques, nécessitant une inspection périodique et un resserrage lorsque cela est possible.
Quelles normes de qualité s'appliquent à chaque méthode d'assemblage ?
Le soudage par points suit la norme AWS D8.1 pour les applications automobiles et la norme AWS D8.9 pour l'acier de construction. Les normes de rivetage incluent la norme ASTM F467 pour les spécifications des fixations et divers codes industriels (AISC, ASCE) pour les exigences de conception. Les spécifications militaires (MIL-DTL) régissent les applications aérospatiales.
Comment les conditions environnementales affectent-elles la sélection du processus ?
Le service à haute température (>150 °C) privilégie le rivetage en raison du potentiel de relaxation des contraintes dans les zones affectées par la chaleur des soudures par points. Les environnements corrosifs nécessitent une sélection de matériaux minutieuse, le rivetage offrant des performances à long terme supérieures lorsque des fixations compatibles sont spécifiées. Les applications cryogéniques bénéficient des joints rivetés en raison de la compatibilité de la dilatation thermique.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece