Renforts de panneaux : Ajout de nervures et de brides pour éviter le "voilage"
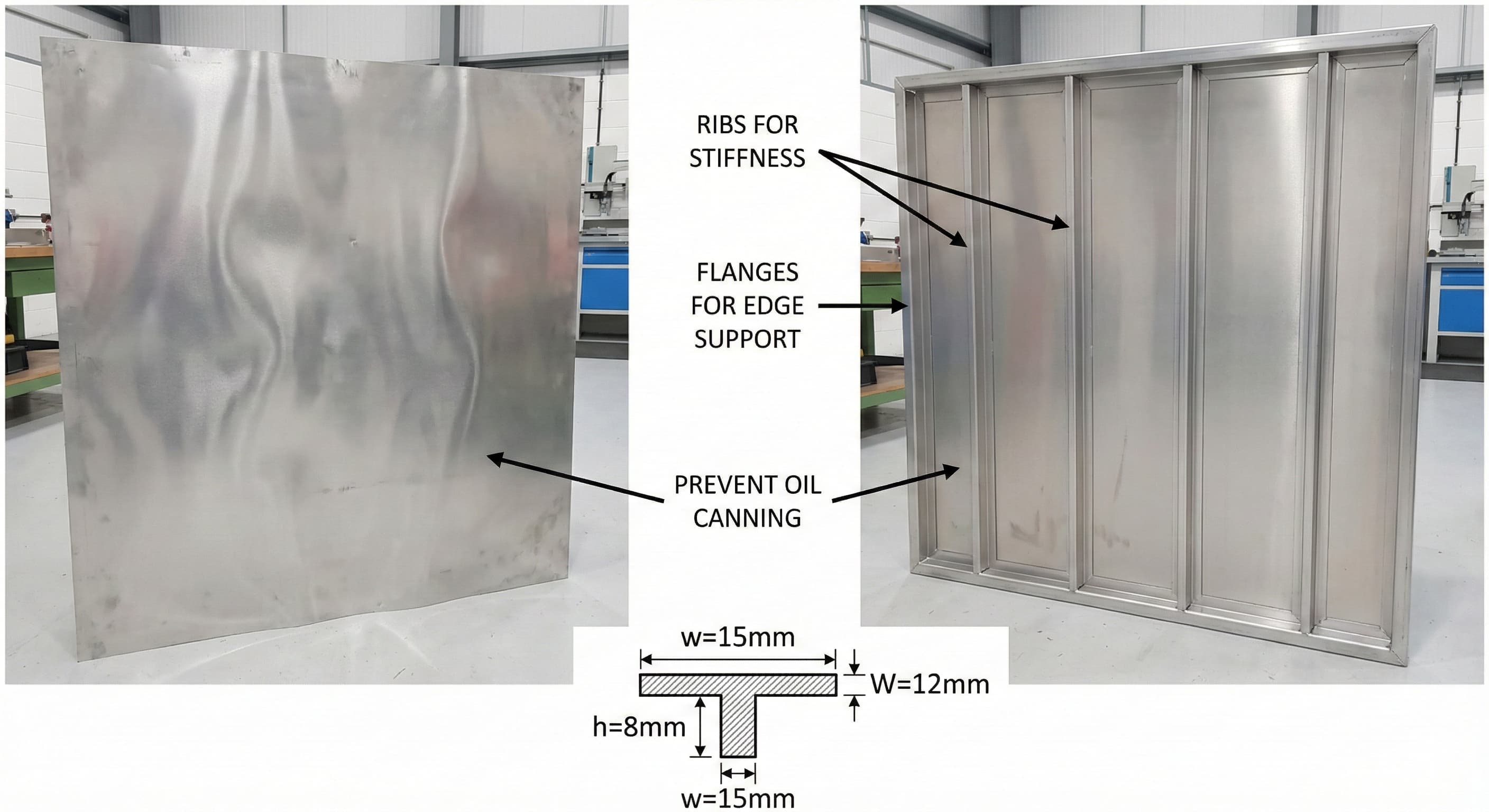
Le voilage (oil canning), c'est-à-dire la déformation flexionnelle non désirée des panneaux métalliques minces sous charge, représente l'un des défis les plus persistants dans la fabrication de tôles. Cette instabilité structurelle se manifeste par des ondulations ou un flambage visibles qui compromettent à la fois l'attrait esthétique et l'intégrité fonctionnelle des composants fabriqués.
Les ingénieurs de Microns Hub rencontrent des problèmes de voilage dans diverses applications, des panneaux architecturaux aux boîtiers électroniques, où les contraintes d'épaisseur du matériau sont en conflit avec les exigences de rigidité. Le phénomène se produit lorsque les dimensions du panneau dépassent le seuil de rigidité naturelle du matériau, généralement lorsque les rapports épaisseur/portée sont inférieurs aux valeurs critiques.
- Le placement stratégique des nervures peut augmenter la rigidité du panneau de 300 à 400 % tout en ajoutant un coût de matériau minimal.
- L'optimisation de la géométrie des brides réduit la sensibilité au voilage en répartissant les charges sur les périmètres renforcés.
- Le choix du matériau entre les nuances d'aluminium (6061-T6 vs 7075-T6) a un impact significatif sur les exigences de renforcement et les coûts de fabrication.
- Une conception appropriée des renforts élimine les problèmes de gauchissement post-fabrication qui affectent les fabrications de faible épaisseur.
Comprendre le voilage : La physique de l'ingénierie
Le voilage se produit lorsque les forces appliquées dépassent la résistance au flambage local des panneaux minces, créant des déformations élastiques qui deviennent visuellement apparentes dans des conditions de visualisation normales. La contrainte de flambage critique pour les panneaux rectangulaires suit la relation :
σ_cr = k × π² × E × (t/b)²
Où k représente le coefficient de flambage dépendant des conditions aux limites, E est le module d'élasticité, t est l'épaisseur du panneau et b est la dimension de la largeur non supportée. Pour l'aluminium 6061-T6 avec E = 68,9 GPa, les panneaux dépassant les rapports largeur/épaisseur de 150:1 présentent généralement des tendances au voilage.
Le seuil visuel pour la détection du voilage varie de 0,2 à 0,5 mm d'amplitude de déflexion, en fonction de la finition de surface et de l'angle de vue. Les surfaces anodisées amplifient l'apparence de légères déformations en raison des motifs de réflexion de la lumière, tandis que les finitions brossées offrent un meilleur camouflage pour les irrégularités mineures.
Les propriétés du matériau influencent directement la sensibilité au voilage. Les alliages d'aluminium présentent différents niveaux de résistance en fonction de l'état de revenu et de la composition :
| Nuance d'alliage | Limite d'élasticité (MPa) | Module d'élasticité (GPa) | Résistance au voilement | Facteur de coût |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Bon | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Excellent | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Correct | 0.9x |
| Acier 304 SS | 290 | 200 | Excellent | 1.8x |
Principes fondamentaux de la conception des nervures : Géométrie et stratégie de placement
Une conception efficace des nervures nécessite de comprendre la relation entre les propriétés de la section transversale et la résistance à la flexion. Le moment d'inertie de la surface augmente proportionnellement au cube de la hauteur, ce qui rend les nervures hautes et étroites plus efficaces que les nervures larges et peu profondes pour une utilisation équivalente du matériau.
L'espacement optimal des nervures suit la règle des tiers pour les panneaux rectangulaires, avec des nervures primaires positionnées à 33 % et 67 % de la dimension principale. Cette configuration minimise la déflexion maximale tout en maintenant l'efficacité de la fabrication. Les nervures secondaires, lorsque cela est nécessaire, doivent maintenir des rapports d'espacement entre 1:2 et 1:3 par rapport aux nervures primaires.
Les calculs de la hauteur des nervures dépendent des conditions de charge du panneau et des exigences de rigidité. Pour les panneaux uniformément chargés, la hauteur effective minimale des nervures est égale à :
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Où L représente la portée non supportée et δ_max définit la limite de déflexion acceptable. Les hauteurs de nervures pratiques varient généralement de 3 à 15 mm pour les applications de tôlerie, avec 5 à 8 mm offrant des rapports rigidité/poids optimaux.
Les considérations de fabrication influencent considérablement les paramètres de conception des nervures. Les services d'usinage CNC de précision permettent des profils de nervures complexes avec des tolérances serrées, tandis que le pliage à la presse limite la complexité des nervures à des formes géométriques simples. Le choix entre les nervures usinées et formées a un impact à la fois sur les coûts et sur les caractéristiques de performance.
Optimisation du profil des nervures
Les profils de nervures en coupe transversale affectent considérablement l'efficacité du renforcement et la complexité de la fabrication. Les profils courants comprennent les configurations rectangulaires, triangulaires et en forme de T, chacune offrant des avantages distincts :
Les nervures rectangulaires offrent une utilisation maximale du matériau et une fabrication simple, mais concentrent les contraintes aux angles vifs. Les rayons de congé de 0,5 à 1,0 mm éliminent les concentrations de contraintes tout en maintenant la formabilité dans les matériaux minces.
Les nervures triangulaires offrent d'excellents rapports rigidité/poids et une distribution naturelle des contraintes, mais nécessitent un outillage spécialisé pour une formation cohérente. L'angle inclus varie généralement de 60 à 90 degrés pour des caractéristiques de résistance optimales.
Les nervures en forme de T maximisent le second moment d'inertie de la surface, mais nécessitent des séquences de formage complexes ou des opérations d'usinage. Ces profils conviennent aux applications à forte charge où l'optimisation de l'utilisation du matériau justifie une complexité de fabrication accrue.
Ingénierie des brides : Stratégies de renforcement du périmètre
La conception des brides représente la principale méthode pour empêcher le voilage amorcé par les bords tout en fournissant des interfaces de montage et une continuité structurelle. Une géométrie de bride efficace doit équilibrer l'amélioration de la rigidité avec les contraintes de fabrication et les exigences d'assemblage.
La largeur minimale de la bride suit la relation : W_flange ≥ 3 × t_material + rayon de courbure, garantissant un matériau adéquat pour un formage fiable sans fissuration. Pour l'aluminium 6061-T6 de 2,0 mm, les largeurs de bride minimales de 8 à 10 mm offrent une amélioration de la rigidité suffisante tout en maintenant les limites de formabilité.
La contribution de la rigidité de la bride dépend du module de section efficace de la configuration pliée. Une bride à 90 degrés augmente la rigidité locale d'environ 8 à 12 fois par rapport à l'équivalent du panneau plat, ce qui fait des brides des éléments de renforcement très efficaces.
La transition entre le panneau et la bride nécessite une sélection de rayon prudente pour éviter la concentration des contraintes tout en maintenant un transfert de rigidité maximal. Les conceptions de dégagement d'angle deviennent essentielles aux intersections de brides, où les limitations de flux de matériau peuvent provoquer des fissures ou un formage incomplet.
| Configuration de la bride | Multiplicateur de rigidité | Complexité du formage | Utilisation du matériau | Impact sur le coût |
|---|---|---|---|---|
| Simple pliage à 90° | 8-10x | Faible | 95% | +15% |
| Bord ourlé | 12-15x | Élevée | 85% | +35% |
| Bride de retour | 6-8x | Moyenne | 90% | +25% |
| Pliage composé | 15-20x | Très élevée | 80% | +50% |
Intégration bride-panneau
La zone de transition entre le panneau et la bride représente un élément de conception essentiel qui détermine l'efficacité globale du renforcement. Les transitions brusques créent des concentrations de contraintes qui peuvent amorcer des ruptures de fatigue, tandis que les transitions trop progressives réduisent les avantages en termes de rigidité.
Les rayons de courbure optimaux pour les alliages d'aluminium varient de 1,0 à 2,0 fois l'épaisseur du matériau, offrant un flux de matériau suffisant tout en maintenant une définition d'angle serrée. Les rayons plus grands améliorent la formabilité mais réduisent l'efficacité du transfert de rigidité, nécessitant un équilibre prudent en fonction des exigences de l'application.
Le formage de brides en plusieurs étapes permet des profils complexes qui maximisent la rigidité tout en tenant compte des limitations de fabrication. Les séquences de matrices progressives peuvent créer des brides composées avec des hauteurs variables et des caractéristiques de montage intégrées, bien que les coûts d'outillage augmentent proportionnellement à la complexité.
Impact de la sélection des matériaux sur les performances des renforts
Les propriétés des matériaux déterminent fondamentalement l'efficacité des renforts et les exigences de fabrication. Le module d'élasticité, la limite d'élasticité et les caractéristiques de formabilité influencent directement les paramètres de conception et les stratégies d'optimisation des coûts.
Les alliages d'aluminium dominent les applications de tôlerie en raison d'excellents rapports résistance/poids et de leur résistance à la corrosion. Cependant, différentes compositions d'alliages présentent des réponses variables à l'intégration des renforts :
L'aluminium 6061-T6 offre un équilibre optimal entre la formabilité et la résistance pour la plupart des applications de renforcement. Le matériau accepte facilement les séquences de courbure complexes tout en conservant des caractéristiques de retour élastique prévisibles. L'écrouissage pendant les opérations de formage peut augmenter la limite d'élasticité locale de 10 à 15 % dans les régions à forte contrainte.
L'aluminium 7075-T6 offre des caractéristiques de résistance supérieures, mais présente des défis de formage en raison d'une ductilité réduite. Les conceptions de renforts doivent tenir compte des forces de formage plus élevées et des risques de fissuration aux transitions brusques. Le matériau excelle dans les applications où les rapports résistance/poids maximaux justifient une complexité de fabrication accrue.
L'aluminium 5052-H32 démontre une excellente formabilité, mais des caractéristiques de résistance plus faibles nécessitent des dimensions de renfort accrues pour des performances équivalentes. Cet alliage convient aux applications qui privilégient la géométrie complexe par rapport aux exigences de résistance ultime.
Considérations relatives à la corrosion pour les panneaux renforcés
L'intégration des renforts crée des caractéristiques géométriques qui peuvent piéger l'humidité et accélérer les processus de corrosion, en particulier dans les applications extérieures. Les stratégies de conception doivent tenir compte à la fois de la sélection des matériaux et des exigences en matière de revêtement protecteur.
Les alternatives en acier galvanisé offrent une résistance accrue à la corrosion, mais nécessitent des paramètres de formage et des approches de conception de renforts différents en raison de l'épaisseur du revêtement et des considérations de fragilité.
Les dispositions de drainage deviennent essentielles dans les conceptions de panneaux nervurés, où les surfaces horizontales peuvent accumuler de l'humidité. Incorporez des trous de drainage d'un diamètre minimal de 3 mm aux points bas, positionnés pour éviter tout compromis structurel tout en assurant une évacuation efficace de l'eau.
Intégration du processus de fabrication
Les méthodes de fabrication des renforts ont un impact significatif sur la faisabilité de la conception, les structures de coûts et les résultats en matière de qualité. Le choix entre les approches de formage, d'usinage et hybrides dépend des volumes de production, des exigences de tolérance et de la complexité géométrique.
Le pliage à la presse représente l'approche la plus rentable pour les géométries simples de nervures et de brides. L'outillage standard accepte les rayons de courbure de 0,5 à 6,0 mm avec une répétabilité de ±0,1 mm. Les séquences complexes de pliage multiple nécessitent une planification minutieuse de l'outillage pour éviter les problèmes d'interférence et maintenir la précision dimensionnelle.
Le formage à la matrice progressive permet une production à volume élevé avec des opérations intégrées de perçage, de formage et de détourage. Les investissements initiaux en outillage de 15 000 à 50 000 € nécessitent des volumes de production supérieurs à 10 000 pièces pour une justification économique, mais les coûts par pièce peuvent chuter à 0,50 à 2,00 € en fonction de la complexité.
L'usinage CNC offre une flexibilité ultime pour le développement de prototypes et la production à faible volume. Les profils de nervures complexes avec des hauteurs variables et des caractéristiques de montage intégrées sont facilement réalisables, bien que le gaspillage de matériau et les temps de cycle limitent la viabilité économique aux applications spécialisées.
| Méthode de fabrication | Coût de configuration (€) | Fourchette de coût unitaire (€) | Délai de livraison | Flexibilité de conception | Seuil de volume |
|---|---|---|---|---|---|
| Pliage sur presse plieuse | 200-500 | 2.50-8.00 | 3-5 jours | Moyenne | 50-1000 pièces |
| Matrice progressive | 15,000-50,000 | 0.50-2.00 | 6-8 semaines | Élevée | 10,000+ pièces |
| Usinage CNC | 100-300 | 8.00-25.00 | 1-2 jours | Très élevée | 1-500 pièces |
| Hydroformage | 5,000-15,000 | 3.00-7.00 | 4-6 semaines | Élevée | 1,000+ pièces |
Contrôle de la qualité et vérification dimensionnelle
L'inspection des panneaux renforcés nécessite des techniques de mesure spécialisées pour vérifier à la fois la précision géométrique et les performances structurelles. Les machines à mesurer tridimensionnelles (MMT) fournissent une vérification dimensionnelle précise, mais peuvent nécessiter un montage personnalisé pour les géométries complexes.
La mesure de la planéité devient essentielle pour les panneaux avec des renforts intégrés, où les déformations locales peuvent se propager à travers les régions non renforcées. Les systèmes de numérisation laser permettent un profilage de surface rapide avec une résolution de 0,01 mm, identifiant les problèmes potentiels de voilage avant l'assemblage final.
Les essais de charge valident les performances des renforts dans des conditions de service. Les essais de poutre simplement appuyée avec des charges réparties simulent les conditions d'utilisation réelles tout en fournissant des mesures de déflexion quantitatives pour la vérification de la conception.
Pour des résultats de haute précision, Obtenez un devis en 24 heures auprès de Microns Hub.
Stratégies d'optimisation des coûts
L'optimisation des coûts des renforts nécessite d'équilibrer l'utilisation des matériaux, la complexité de la fabrication et les exigences de performance. Le coût total comprend les matières premières, les opérations de traitement, l'amortissement de l'outillage et les activités de vérification de la qualité.
L'efficacité de l'utilisation des matériaux a un impact significatif sur l'économie du projet. Les mises en page imbriquées pour la découpe laser peuvent atteindre une utilisation des matériaux de 85 à 95 %, tandis que les opérations complexes de formage à la matrice peuvent gaspiller 15 à 20 % en raison des exigences de squelette et des opérations de détourage.
La normalisation des renforts réduit les coûts d'outillage et améliore l'efficacité de la fabrication. Le développement de familles de profils de nervures et de configurations de brides permet la réutilisation des outils dans plusieurs projets tout en maintenant la flexibilité de conception pour des applications spécifiques.
Les stratégies de consolidation des volumes peuvent réduire les coûts unitaires en combinant plusieurs numéros de pièces en une seule série de production. Cependant, les coûts de stockage des stocks et les exigences de livraison des clients doivent être mis en balance avec les économies d'échelle de la fabrication.
Principes de conception pour la fabrication
Les principes DFM pour les panneaux renforcés se concentrent sur la réduction de la complexité de la fabrication tout en maintenant les performances structurelles. Les considérations clés comprennent l'optimisation de la séquence de courbure, l'accessibilité des outils et la minimisation des opérations secondaires.
La planification de la séquence de courbure empêche l'interférence des outils et maintient la précision dimensionnelle tout au long du processus de formage. Les pièces complexes peuvent nécessiter plusieurs configurations avec des opérations de recuit intermédiaires pour empêcher l'écrouissage et la fissuration.
La consolidation des caractéristiques élimine les opérations secondaires en intégrant les trous de montage, les fentes et autres caractéristiques dans les opérations de formage primaires. Cette approche réduit les coûts de manutention et améliore les relations dimensionnelles entre les caractéristiques critiques.
Techniques de renforcement avancées
Au-delà des nervures et des brides traditionnelles, les techniques de renforcement avancées répondent aux exigences spécialisées pour les applications critiques en termes de poids, les conditions de charge extrêmes et les contraintes esthétiques.
Le renforcement par billes crée des éléments de renforcement linéaires grâce à une déformation contrôlée sans ajout de matériau. Les profils de billes mesurent généralement de 2 à 5 mm de hauteur avec des transitions progressives pour minimiser les concentrations de contraintes. Cette technique convient aux applications où les nervures saillantes interfèrent avec les exigences d'assemblage ou esthétiques.
Le renforcement par frappe à froid implique un déplacement localisé du matériau pour créer des motifs de renforcement peu profonds. Le processus nécessite des forces de formage plus élevées, mais produit des éléments de renforcement pratiquement invisibles, idéaux pour les applications critiques en termes d'apparence. Les profondeurs de frappe de 0,3 à 0,8 mm offrent une amélioration mesurable de la rigidité tout en maintenant la continuité de la surface.
La construction sandwich à âme en nid d'abeilles représente l'approche de renforcement ultime pour les applications critiques en termes de poids. Les âmes en nid d'abeilles en aluminium offrent des rapports rigidité/poids exceptionnels, mais nécessitent des processus de liaison spécialisés et des considérations d'étanchéité environnementale.
Approches de conception intégrées
Les stratégies de renforcement modernes intègrent plusieurs techniques de renforcement pour optimiser les performances tout en minimisant la complexité de la fabrication. Les approches hybrides combinent des nervures, des brides et des caractéristiques formées dans des conceptions coordonnées qui maximisent l'efficacité structurelle.
L'optimisation par éléments finis (FEA) permet un placement des renforts basé sur les performances qui minimise l'utilisation des matériaux tout en respectant les critères de déflexion. Les algorithmes d'optimisation topologique peuvent identifier les emplacements de renforcement optimaux qui peuvent ne pas être intuitifs grâce aux approches de conception traditionnelles.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, de la consultation initiale sur la conception à la vérification finale de la qualité.
Les techniques de fabrication additive permettent des géométries de renforcement internes complexes impossibles grâce aux méthodes de formage conventionnelles. Les éléments de renforcement imprimés en 3D peuvent être intégrés aux composants traditionnels en tôle pour créer des structures hybrides avec des caractéristiques de performance optimisées.
Validation des performances et essais
La validation des performances des panneaux renforcés nécessite des protocoles d'essai complets qui vérifient à la fois les performances structurelles immédiates et les caractéristiques de durabilité à long terme. Les méthodologies d'essai doivent simuler les conditions de service réelles tout en fournissant des données quantitatives pour l'optimisation de la conception.
Les essais de charge statique fournissent des mesures de rigidité de base dans des conditions contrôlées. Les essais de flexion en trois points et en quatre points quantifient les relations charge-déflexion tout en identifiant les modes de défaillance et les limites de capacité ultimes. Les dispositifs d'essai doivent s'adapter à diverses géométries de panneaux tout en maintenant des conditions aux limites cohérentes.
Les essais dynamiques évaluent la réponse des panneaux renforcés aux vibrations et aux charges d'impact. L'analyse modale identifie les fréquences naturelles et les formes de mode qui pourraient entraîner des problèmes de résonance dans les environnements de service. Les essais d'impact valident la résistance aux dommages et les caractéristiques d'absorption d'énergie pour les scénarios de transport et de manutention.
Les essais de fatigue deviennent essentiels pour les panneaux renforcés soumis à des conditions de charge cyclique. Le développement de courbes S-N pour des configurations de renfort spécifiques permet la prédiction de la durée de vie en service et l'optimisation de la planification de la maintenance. Les paramètres d'essai doivent refléter les spectres de charge réels et les conditions environnementales attendues en service.
Grâce à nos services de fabrication, nous garantissons que chaque panneau renforcé respecte ou dépasse les critères de performance spécifiés grâce à des protocoles d'essai et d'assurance qualité rigoureux.
Foire aux questions
Quel rapport épaisseur/portée nécessite généralement un renforcement pour éviter le voilage ?
Les panneaux avec des rapports épaisseur/portée inférieurs à 1:150 nécessitent généralement un renforcement pour les alliages d'aluminium. Par exemple, un panneau de 300 mm de large doit avoir au moins 2,0 mm d'épaisseur pour éviter le voilage, ou incorporer des nervures/brides si un matériau plus mince est nécessaire. Les panneaux en acier peuvent tolérer des rapports allant jusqu'à 1:200 en raison d'un module d'élasticité plus élevé.
Quelle est l'amélioration de la rigidité que les nervures peuvent apporter par rapport aux panneaux plats ?
Des nervures correctement conçues peuvent augmenter la rigidité du panneau de 300 à 400 % tout en n'ajoutant que 10 à 15 % de coût de matériau. Une nervure de 5 mm de haut en aluminium de 2,0 mm peut fournir une rigidité équivalente à un panneau plein de 4,5 mm, ce qui représente des économies de poids et de coûts importantes dans les applications de grands panneaux.
Quelle est la largeur minimale de la bride nécessaire pour un renforcement efficace ?
La largeur effective minimale de la bride est égale à 3 fois l'épaisseur du matériau plus le rayon de courbure. Pour l'aluminium de 2,0 mm avec un rayon de courbure de 2,0 mm, la largeur minimale de la bride est de 8,0 mm. Cependant, des largeurs de 10 à 15 mm offrent une meilleure amélioration de la rigidité et des tolérances de fabrication plus faciles.
Les renforts peuvent-ils être ajoutés aux panneaux existants sans refonte complète ?
Oui, le renforcement de rattrapage est possible grâce à la liaison adhésive ou à la fixation mécanique de nervures externes. Les adhésifs structuraux comme le 3M VHB ou les acryliques structuraux Loctite peuvent lier les renforts en aluminium avec des résistances supérieures à 15 MPa. Cependant, les approches de conception intégrées offrent généralement de meilleures performances et une meilleure esthétique.
Comment les conditions environnementales affectent-elles les exigences de conception des renforts ?
Les variations de température provoquent une dilatation différentielle qui peut stresser les fixations des renforts. Concevez des joints de dilatation ou des connexions flexibles pour les plages de température supérieures à 50 °C. Les applications extérieures nécessitent des dispositions de drainage et une protection contre la corrosion. L'exposition aux UV peut dégrader les liaisons adhésives, nécessitant des systèmes de secours mécaniques.
Quelles sont les tolérances de fabrication réalisables pour les panneaux nervurés ?
Le pliage à la presse maintient une tolérance dimensionnelle de ±0,1 mm pour les géométries de nervures simples. Les opérations de matrice progressive atteignent une répétabilité de ±0,05 mm, mais nécessitent un investissement plus élevé en outillage. Les nervures usinées CNC peuvent maintenir ±0,02 mm, mais coûtent 3 à 4 fois plus cher que les alternatives formées.
Comment la direction du grain du matériau affecte-t-elle les performances des renforts ?
Le pliage parallèle à la direction du grain (avec le grain) offre une formabilité de 10 à 15 % supérieure, mais une résistance légèrement réduite perpendiculaire à l'axe de courbure. Pour une rigidité maximale, orientez les nervures perpendiculairement à la direction de laminage lorsque cela est possible. Le pliage à contre-grain nécessite des rayons de courbure plus grands pour éviter la fissuration, mais offre des caractéristiques de résistance isotropes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece