Conception de dégagements d'angle : Dégagements rectangulaires vs. circulaires pour des pliages nets
La conception des dégagements d'angle représente l'une des décisions les plus critiques dans la fabrication de tôles, impactant directement la qualité du pliage, la durée de vie des outils et l'efficacité de la production. Le choix entre des dégagements d'angle rectangulaires et circulaires détermine non seulement la finition esthétique, mais aussi l'intégrité structurelle et la fabricabilité des composants pliés.
Points clés :
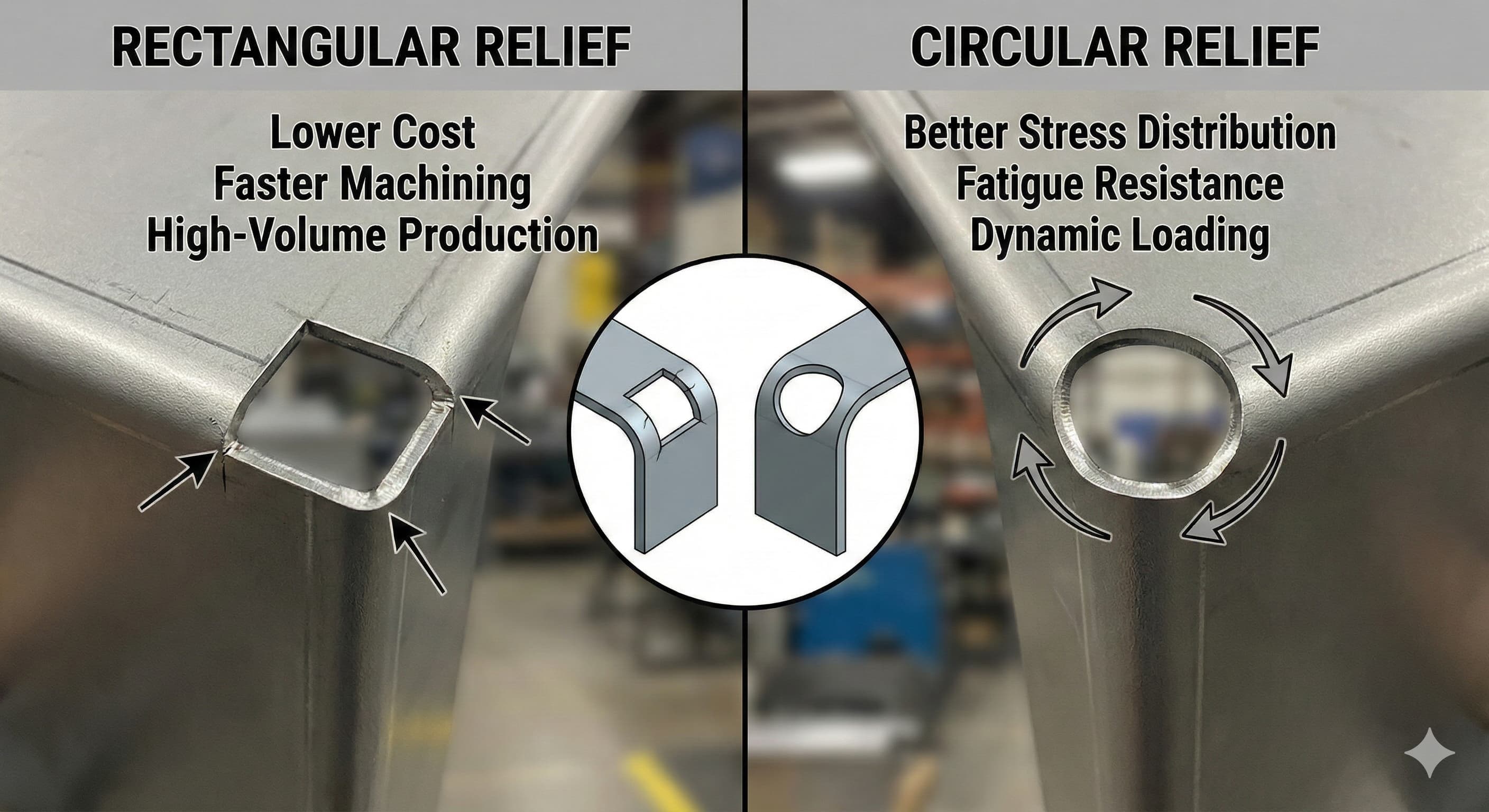
- Les dégagements rectangulaires offrent une économie de matériau supérieure et des temps d'usinage plus rapides, ce qui les rend idéaux pour la production en grand volume.
- Les dégagements circulaires offrent une meilleure répartition des contraintes et une meilleure résistance à la fatigue, ce qui est essentiel pour les applications de chargement dynamique.
- Les dimensions des dégagements doivent respecter les directives ISO 2768, avec des profondeurs typiques allant de 0,5 mm à 2,0 mm en fonction de l'épaisseur du matériau.
- Une conception appropriée des dégagements peut réduire la fissuration des angles jusqu'à 85 % dans des matériaux comme l'Al 6061-T6 et l'acier inoxydable 304.
Comprendre les principes fondamentaux des dégagements d'angle
Les dégagements d'angle servent de dispositifs de gestion de la concentration des contraintes dans les conceptions de tôles, empêchant l'accumulation de matériau et la fissuration pendant le processus de pliage. Lorsque deux lignes de pliage se croisent, le chevauchement du matériau crée une impossibilité géométrique qui doit être résolue par un enlèvement stratégique de matériau.
La physique derrière la nécessité des dégagements d'angle découle du comportement fondamental du métal pendant la déformation plastique. Lorsque la tôle se plie, les fibres extérieures subissent une contrainte de traction tandis que les fibres intérieures se compriment. Aux intersections d'angle, ce schéma de contrainte devient complexe, créant des forces multidirectionnelles qui peuvent dépasser la résistance à la traction ultime du matériau.
Les normes ISO 2768 spécifient les dimensions minimales des dégagements en fonction de l'épaisseur du matériau et des relations de rayon de pliage. Pour les matériaux dont l'épaisseur (t) est comprise entre 0,5 mm et 3,0 mm, la profondeur du dégagement doit être égale à 1,5t + rayon de pliage, tandis que la largeur du dégagement doit tenir compte des calculs de tolérance de pliage pour éviter toute interférence.
Les propriétés du matériau influencent considérablement les exigences de conception des dégagements. Les alliages à haute résistance comme l'Al 7075-T6 exigent des dimensions de dégagement plus importantes que les matériaux plus mous comme l'Al 1100-H14, en raison de leur ductilité réduite et de leurs valeurs de module d'élasticité plus élevées.
Conception de dégagements d'angle rectangulaires
Les dégagements rectangulaires représentent la solution de dégagement d'angle la plus économique et la plus largement adoptée dans les services de fabrication de tôles industriels. Leur simplicité géométrique se traduit directement par des avantages de fabrication, en particulier pour les environnements de production en grand volume.
La conception du dégagement rectangulaire consiste en deux coupes perpendiculaires se croisant à 90 degrés, créant un vide carré ou rectangulaire à l'intersection de l'angle. Les dimensions standard suivent la formule : Longueur (L) = 1,5t + R + 0,5 mm, Largeur (W) = 1,5t + R + 0,5 mm, où t représente l'épaisseur du matériau et R désigne le rayon de pliage.
Les avantages de fabrication des dégagements rectangulaires comprennent une programmation simplifiée pour les opérations de poinçonnage CNC, une usure réduite des outils en raison des trajectoires de coupe rectilignes et des temps de cycle plus rapides par rapport aux géométries courbes. Les presses à poinçonner à tourelle peuvent exécuter des dégagements rectangulaires à l'aide de poinçons rectangulaires standard, éliminant ainsi le besoin d'outillage spécialisé.
D'un point de vue structurel, les dégagements rectangulaires offrent un soulagement de contrainte adéquat pour la plupart des applications, en particulier celles impliquant des conditions de chargement statique. Les angles vifs créent des concentrations de contraintes localisées, mais celles-ci restent généralement dans des limites acceptables pour les applications industrielles standard.
| Épaisseur du matériau | Longueur recommandée (mm) | Largeur recommandée (mm) | Tolérance typique (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
L'analyse des coûts révèle que les dégagements rectangulaires coûtent généralement 15 à 25 % de moins que les alternatives circulaires en raison de la réduction du temps d'usinage et des exigences d'outillage standard. Pour les séries de production dépassant 1 000 pièces, ce différentiel de coût devient important, justifiant souvent la sélection de dégagements rectangulaires même dans les applications où les conceptions circulaires pourraient offrir des avantages techniques marginaux.
Conception de dégagements d'angle circulaires
Les dégagements d'angle circulaires offrent des caractéristiques de répartition des contraintes supérieures, ce qui en fait le choix préféré pour les applications impliquant des charges dynamiques, des vibrations ou des problèmes de fatigue. La géométrie incurvée élimine les points de concentration de contraintes vives inhérents aux conceptions rectangulaires.
La conception du dégagement circulaire utilise une seule coupe de rayon, allant généralement de 2,0 mm à 6,0 mm en fonction de l'épaisseur du matériau et des exigences de l'application. Le calcul du rayon suit : R = 1,2 × (épaisseur du matériau + rayon de pliage) + 1,0 mm, assurant un dégagement adéquat tout en optimisant les schémas d'écoulement des contraintes.
L'analyse des contraintes à l'aide de méthodes d'éléments finis démontre que les dégagements circulaires réduisent les concentrations de contraintes maximales de 35 à 45 % par rapport aux alternatives rectangulaires. Cette amélioration devient essentielle dans les applications aérospatiales, automobiles et de dispositifs médicaux où la fiabilité des composants a un impact direct sur la sécurité.
La fabrication de dégagements circulaires nécessite un outillage spécialisé ou des opérations d'usinage supplémentaires. Les poinçonneuses à tourelle CNC ont besoin de poinçons circulaires de différents diamètres, tandis que les systèmes de découpe laser peuvent produire n'importe quel rayon sans contraintes d'outillage. Cette flexibilité rend la découpe laser particulièrement attrayante pour le prototypage et la production en petits lots.
Pour des résultats de haute précision, Obtenez votre devis personnalisé livré en 24 heures auprès de Microns Hub.
Le volume d'enlèvement de matière dans les dégagements circulaires dépasse généralement les conceptions rectangulaires de 20 à 30 %, ce qui représente une légère augmentation du coût des matériaux, mais une amélioration potentiellement significative de la longévité des composants. Ce compromis s'avère utile dans les applications où les coûts de remplacement dépassent les primes de fabrication initiales.
Analyse comparative : Caractéristiques de performance
Les tests de fatigue révèlent des différences de performance significatives entre les conceptions de dégagements rectangulaires et circulaires. Les composants avec des dégagements circulaires démontrent une durée de vie en fatigue 40 à 60 % plus longue dans des conditions de chargement cyclique, ce qui est particulièrement important dans les composants de suspension automobile et les structures aérospatiales.
Les facteurs de concentration de contraintes (Kt) fournissent des mesures de comparaison quantitatives. Les dégagements rectangulaires présentent généralement des valeurs Kt comprises entre 2,8 et 3,2, tandis que les dégagements circulaires atteignent des valeurs Kt de 1,8 à 2,1. Des valeurs Kt plus faibles indiquent une répartition des contraintes plus uniforme et une probabilité de défaillance réduite.
| Mesure de performance | Dégagement rectangulaire | Dégagement circulaire | Facteur d'amélioration |
|---|---|---|---|
| Concentration de contraintes (Kt) | 2.8-3.2 | 1.8-2.1 | Réduction de 35 à 45 % |
| Durée de vie en fatigue (cycles) | 50,000-80,000 | 85,000-130,000 | Augmentation de 60 à 70 % |
| Temps de fabrication (sec) | 2.5-3.0 | 3.5-4.5 | Augmentation de 40 % |
| Durée de vie de l'outil (coups) | 100,000-150,000 | 80,000-120,000 | Réduction de 20 % |
| Utilisation des matériaux (%) | 98.5-99.0 | 97.5-98.0 | Augmentation de 1 à 1,5 % |
Les considérations relatives à la finition de surface favorisent également les dégagements circulaires, en particulier dans les applications visibles. La géométrie incurvée lisse élimine les arêtes vives qui peuvent s'accrocher lors de la manipulation ou de l'assemblage, réduisant ainsi le risque de coupures et améliorant la sécurité globale.
Considérations spécifiques aux matériaux
Différents matériaux réagissent de manière unique aux conceptions de dégagements d'angle, nécessitant des approches personnalisées pour des résultats optimaux. Les alliages d'aluminium, les aciers inoxydables et les aciers doux présentent chacun des défis et des opportunités distincts.
L'aluminium 6061-T6 présente une excellente ductilité, permettant aux dégagements rectangulaires et circulaires de fonctionner correctement. Cependant, la tendance du matériau à l'écrouissage rend les dégagements circulaires préférables pour les applications impliquant des opérations de pliage ou de formage répétées. La réduction des concentrations de contraintes aide à maintenir la ductilité tout au long du processus de fabrication.
L'acier inoxydable 304 présente de plus grands défis en raison de ses caractéristiques d'écrouissage et de sa résistance plus élevée. Les dégagements circulaires deviennent particulièrement importants, car l'amélioration de la répartition des contraintes aide à prévenir la micro-fissuration qui peut se propager avec le temps. Les dimensions du dégagement doivent augmenter de 20 à 25 % par rapport aux applications en aluminium pour tenir compte de la ductilité réduite du matériau.
Les aciers à haute résistance nécessitent un examen attentif de la conception du dégagement, car leur ductilité limitée les rend susceptibles de se fissurer. Les dégagements circulaires avec des rayons généreux deviennent souvent obligatoires, malgré la complexité et le coût accrus de la fabrication.
Intégration du processus de fabrication
La conception du dégagement doit s'intégrer de manière transparente aux flux de travail de fabrication globaux pour optimiser l'efficacité et la qualité. Le choix entre les dégagements rectangulaires et circulaires affecte la sélection de l'outillage, la complexité de la programmation et le séquençage de la production.
Les opérations de poinçonnage à tourelle CNC favorisent les dégagements rectangulaires en raison de la disponibilité de l'outillage standard et des exigences de programmation simples. Les trajectoires d'outil linéaires réduisent le temps de cycle et prolongent la durée de vie de l'outil, ce qui est particulièrement important pour les séries de production en grand volume. Cependant, les poinçonneuses à tourelle modernes peuvent accueillir des poinçons circulaires, bien que cela nécessite un investissement supplémentaire dans l'outillage.
Les systèmes de découpe laser offrent une plus grande flexibilité, capables de produire n'importe quelle géométrie de dégagement sans contraintes d'outillage. Cet avantage rend la découpe laser attrayante pour le prototypage et la production en faible volume, où l'amortissement de l'outillage devient prohibitif. La précision réalisable avec les systèmes laser permet également des géométries de dégagement complexes combinant des caractéristiques rectangulaires et circulaires.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de nos services de fabrication complète signifient que chaque projet reçoit l'attention aux détails qu'il mérite, que vous ayez besoin de simples dégagements rectangulaires ou de géométries courbes complexes.
L'intégration avec la construction à onglets et encoches nécessite une coordination minutieuse du placement et des dimensions des dégagements. Les dégagements doivent fournir un dégagement adéquat pour les opérations d'assemblage tout en maintenant l'intégrité structurelle aux emplacements des joints.
Contrôle qualité et inspection
La qualité du dégagement d'angle a un impact direct sur les performances finales du composant, ce qui rend les protocoles d'inspection rigoureux essentiels. La précision dimensionnelle, la qualité des bords et la cohérence géométrique nécessitent toutes une vérification pour garantir la conformité aux spécifications.
L'inspection dimensionnelle se concentre sur la profondeur, la largeur et la précision positionnelle du dégagement par rapport aux lignes de pliage. Les machines à mesurer tridimensionnelles (MMT) fournissent la précision nécessaire pour les applications critiques, bien que des jauges de contrôle simples suffisent pour de nombreux environnements de production.
L'évaluation de la qualité des bords examine la rugosité de la surface, la formation de bavures et le potentiel de micro-fissuration. Les dégagements rectangulaires présentent généralement une qualité de bord supérieure en raison de l'action de cisaillement propre du processus de poinçonnage, tandis que les dégagements circulaires découpés au laser peuvent nécessiter des opérations d'ébavurage secondaires.
La mise en œuvre du contrôle statistique des processus (SPC) aide à maintenir une qualité de dégagement constante tout au long des séries de production. Les paramètres clés comprennent les dimensions du dégagement, la rugosité des bords et la précision positionnelle, avec des limites de contrôle établies en fonction de la criticité du composant et des exigences d'utilisation finale.
Stratégies d'optimisation des coûts
L'optimisation des coûts nécessite d'équilibrer les dépenses de fabrication initiales avec les performances à long terme des composants et les coûts de remplacement. Cette analyse devient particulièrement importante pour les applications en grand volume où de petites différences de coût unitaire s'additionnent en totaux importants.
Les coûts de fabrication directs favorisent les dégagements rectangulaires, avec des économies typiques de 0,05 à 0,15 € par composant par rapport aux alternatives circulaires. Ces économies découlent de la réduction du temps de cycle, de l'utilisation d'outillage standard et des exigences de programmation simplifiées. Pour les volumes de production dépassant 10 000 pièces par an, les dégagements rectangulaires offrent souvent des avantages économiques convaincants.
Cependant, l'analyse du coût du cycle de vie peut favoriser les dégagements circulaires dans les applications où une résistance à la fatigue améliorée réduit la fréquence de maintenance et de remplacement. La prime payée pour la fabrication de dégagements circulaires s'avère souvent utile lorsque les coûts de remplacement, les dépenses d'immobilisation et les considérations de sécurité entrent en ligne de compte dans l'équation du coût total.
| Volume de production | Coût rectangulaire (€/pièce) | Coût circulaire (€/pièce) | Analyse du seuil de rentabilité |
|---|---|---|---|
| 100-500 pièces | 0.45-0.38 | 0.52-0.45 | Rectangulaire préféré |
| 500-2,000 pièces | 0.35-0.28 | 0.42-0.35 | Dépend de l'application |
| 2,000-10,000 pièces | 0.25-0.20 | 0.32-0.26 | Tenir compte des coûts du cycle de vie |
| 10,000+ pièces | 0.18-0.15 | 0.25-0.20 | Rectangulaire fortement favorisé |
Techniques de conception avancées
La conception moderne des dégagements d'angle s'étend au-delà des simples géométries rectangulaires ou circulaires, incorporant des approches hybrides qui optimisent des caractéristiques de performance spécifiques. Ces techniques avancées nécessitent des capacités de fabrication sophistiquées, mais peuvent offrir des résultats supérieurs pour les applications exigeantes.
Les dégagements en forme de larme combinent des caractéristiques rectangulaires et circulaires, utilisant des côtés droits pour l'efficacité de la fabrication tout en incorporant des extrémités arrondies pour la réduction des contraintes. Cette approche hybride atteint 70 à 80 % des avantages de contrainte des dégagements circulaires tout en maintenant 85 à 90 % de l'efficacité de fabrication des dégagements rectangulaires.
Les dégagements à rayon variable adaptent la géométrie circulaire pour tenir compte des différents schémas de contraintes au sein du même composant. L'analyse par éléments finis guide l'optimisation du rayon, créant des géométries de dégagement adaptées aux conditions de chargement et aux propriétés des matériaux spécifiques.
Les dégagements multi-étapes incorporent différentes géométries à différentes profondeurs, offrant une répartition des contraintes optimale tout en minimisant l'enlèvement de matière. Ces géométries complexes nécessitent des capacités de fabrication avancées, mais peuvent atteindre des améliorations de performance dépassant les approches à géométrie unique.
Foire aux questions
Quels facteurs déterminent le choix entre les dégagements d'angle rectangulaires et circulaires ?
La sélection dépend des exigences de l'application, du volume de production et des propriétés du matériau. Les dégagements rectangulaires conviennent à la production en grand volume avec un outillage standard, tandis que les dégagements circulaires excellent dans les applications critiques en matière de fatigue nécessitant une répartition des contraintes supérieure. L'épaisseur du matériau, le rayon de pliage et les conditions de chargement influencent tous le choix optimal.
Comment les dimensions des dégagements d'angle évoluent-elles avec l'épaisseur du matériau ?
Les dimensions des dégagements suivent généralement la formule : Taille du dégagement = 1,5 × épaisseur du matériau + rayon de pliage + 0,5 mm de dégagement. Les matériaux plus épais nécessitent des dégagements proportionnellement plus grands pour tenir compte de l'augmentation du flux de matériau pendant le pliage. Les matériaux à haute résistance peuvent nécessiter des dégagements 20 à 25 % plus grands que les calculs standard.
Les dégagements d'angle peuvent-ils être ajoutés après la fabrication initiale ?
Bien que techniquement possible, l'ajout de dégagements après la fabrication s'avère difficile et coûteux. Les opérations d'usinage secondaires introduisent des coûts de configuration et des problèmes de qualité potentiels. Des résultats optimaux nécessitent l'incorporation du dégagement lors de la planification initiale de la fabrication, garantissant une intégration appropriée avec les flux de travail de fabrication et les processus de contrôle qualité.
Quelles méthodes d'inspection permettent de vérifier la qualité des dégagements d'angle ?
La vérification de la qualité utilise l'inspection dimensionnelle à l'aide de systèmes MMT ou de jauges de contrôle, l'examen visuel de la qualité des bords et de la formation de bavures, et les tests fonctionnels pour les applications critiques. Le contrôle statistique des processus surveille la cohérence du dégagement tout au long des séries de production, avec des limites de contrôle basées sur la criticité du composant.
Comment les dégagements d'angle affectent-ils la résistance globale du composant ?
Les dégagements correctement conçus améliorent la résistance du composant en empêchant les concentrations de contraintes qui pourraient initier la fissuration. Bien que les dégagements enlèvent de la matière, l'amélioration de la répartition des contraintes l'emporte généralement sur les effets de la réduction de la matière. Les dégagements circulaires offrent une répartition des contraintes 35 à 45 % meilleure que les alternatives rectangulaires.
Quels processus de fabrication fonctionnent le mieux pour chaque type de dégagement ?
Les dégagements rectangulaires s'optimisent pour les opérations de poinçonnage CNC à l'aide d'un outillage standard, tandis que les dégagements circulaires conviennent aux systèmes de découpe laser offrant une flexibilité géométrique. La découpe au jet d'eau convient efficacement aux deux géométries, bien qu'à un coût plus élevé. La sélection du processus dépend du volume de production, des exigences de précision et de l'équipement disponible.
Existe-t-il des préférences spécifiques à l'industrie pour les types de dégagement ?
Les industries aérospatiale et médicale préfèrent généralement les dégagements circulaires pour une résistance à la fatigue et une répartition des contraintes supérieures. Les applications automobiles varient en fonction de la fonction du composant, les éléments structurels favorisant les dégagements circulaires tandis que les pièces cosmétiques utilisent souvent des alternatives rectangulaires. Les boîtiers électroniques utilisent couramment des dégagements rectangulaires pour l'efficacité des coûts et la continuité du blindage EMI.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece