Normes d'ébavurage : Spécification des états de bord pour une manipulation sûre
Les arêtes vives issues des opérations d'usinage, d'estampage et de découpe créent des risques pour la sécurité et des problèmes fonctionnels qui nécessitent des approches d'ébavurage systématiques. Une spécification appropriée de l'état des bords prévient les accidents du travail, améliore les performances des pièces et garantit des résultats de fabrication cohérents sur l'ensemble des séries de production.
Points clés à retenir
- Les spécifications d'arêtes doivent être alignées sur les propriétés des matériaux et les exigences d'application prévues
- Les normes d'ébavurage varient considérablement d'un secteur à l'autre, l'aérospatiale exigeant des tolérances plus strictes que la fabrication générale
- Les processus d'ébavurage automatisés offrent une meilleure cohérence, mais les méthodes manuelles offrent un meilleur contrôle pour les géométries complexes
- Les stratégies d'ébavurage rentables équilibrent les exigences de sécurité et l'efficacité de la production grâce à une sélection appropriée des processus
Comprendre les principes fondamentaux de l'arête
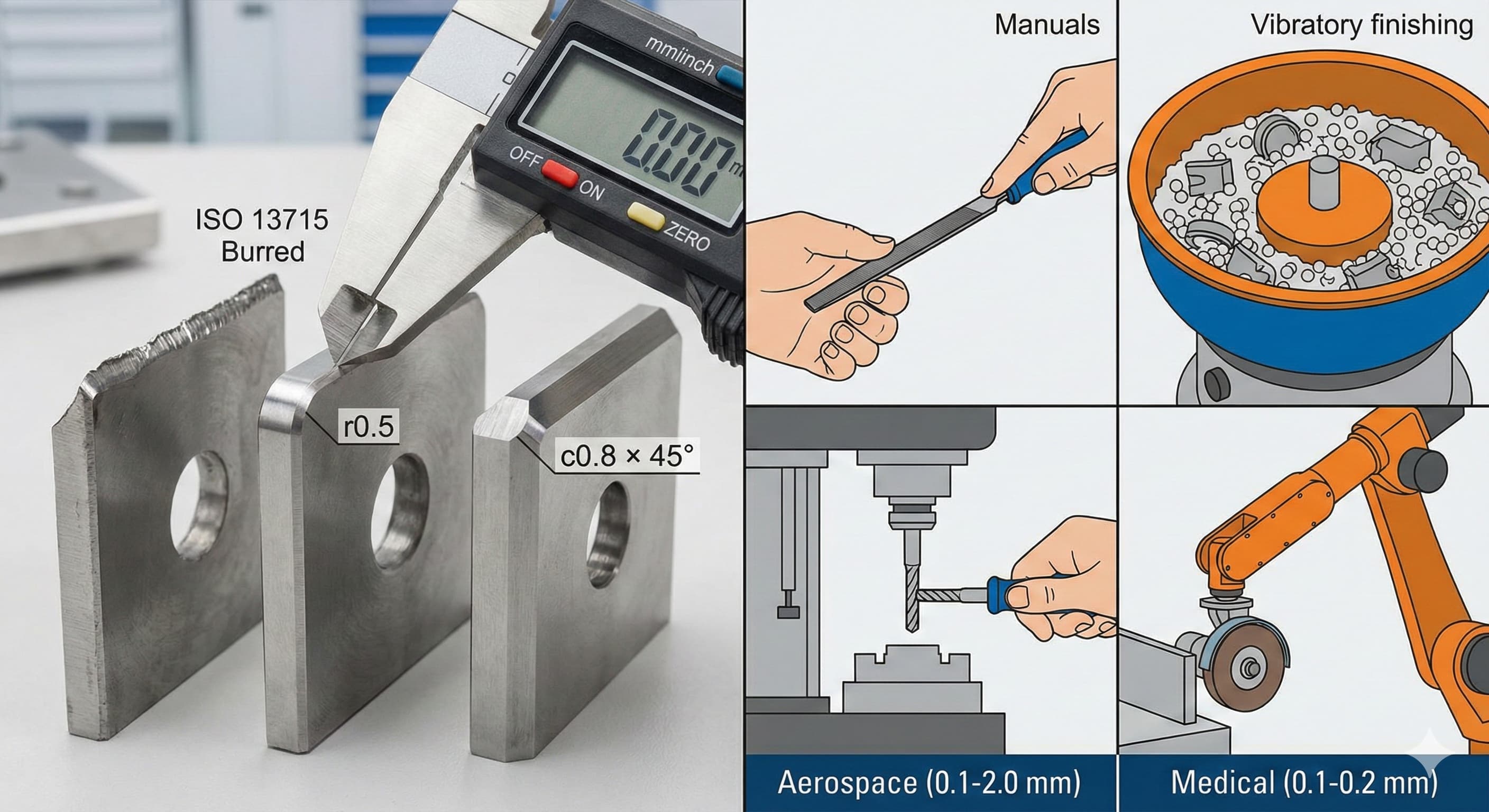
L'arête, définie comme l'élimination ou la modification intentionnelle des arêtes vives, transforme les surfaces de coupe potentiellement dangereuses en arêtes sûres et fonctionnelles. La mesure fondamentale implique deux paramètres clés : le rayon de l'arête et la dimension du chanfrein. Les mesures du rayon de l'arête varient généralement de 0,1 mm à 2,0 mm pour la plupart des applications de fabrication, tandis que les spécifications de chanfrein se situent généralement entre 0,2 mm et 1,5 mm à des angles de 45 degrés.
Les propriétés des matériaux influencent directement les exigences relatives à l'arête. Les alliages d'aluminium comme le 6061-T6 s'usinent proprement, mais produisent des bavures vives qui nécessitent des arêtes cohérentes de 0,2 à 0,4 mm pour une manipulation sûre. L'acier inoxydable 316L génère des bavures plus agressives pendant les opérations de coupe, ce qui nécessite des arêtes plus importantes de 0,5 à 0,8 mm pour éliminer toutes les projections vives. Les nuances d'acier au carbone telles que le 1018 se situent entre ces extrêmes, nécessitant généralement des arêtes de 0,3 à 0,6 mm en fonction de la méthode de coupe utilisée.
La complexité de la géométrie affecte considérablement la sélection de l'approche d'ébavurage. Les pièces rectangulaires simples avec des arêtes droites permettent d'utiliser des méthodes de tonnelage ou de finition vibratoire automatisées. Les géométries complexes avec des coins internes, des trous et des sections d'épaisseur variable nécessitent un ébavurage manuel sélectif ou des approches d'outillage spécialisées.Les raidisseurs de panneaux avec nervures et brides illustrent cette complexité, nécessitant une attention particulière aux états de bord où différentes épaisseurs de matériaux se rencontrent.
Normes et spécifications industrielles
La norme ISO 13715 fournit le cadre fondamental pour la spécification des arêtes sur les dessins techniques, établissant une notation et des méthodes de mesure standard. La norme définit les annotations d'arêtes en utilisant le format "r" pour les arêtes de rayon et "c" pour les arêtes de chanfrein, suivies de la spécification dimensionnelle. Par exemple, "r0.5" indique une arête de rayon de 0,5 mm, tandis que "c0.8 x 45°" spécifie un chanfrein de 0,8 mm à 45 degrés.
Les applications aérospatiales suivent les normes de gestion de la qualité AS9100 qui imposent des exigences spécifiques en matière d'arêtes pour les composants critiques pour la sécurité. Les arêtes typiques dans l'aérospatiale varient de 0,1 à 0,3 mm pour les pièces de précision et jusqu'à 1,0 à 2,0 mm pour les composants structurels. Ces spécifications garantissent des performances constantes dans des conditions de fonctionnement extrêmes tout en maintenant des tolérances dimensionnelles précises.
La fabrication de dispositifs médicaux adhère aux normes ISO 13485 qui exigent des surfaces sans bavures pour la sécurité des patients. Les arêtes dans les applications médicales spécifient généralement des dimensions maximales de 0,1 à 0,2 mm avec des profils lisses et cohérents. Les arêtes vives ou les bavures restantes peuvent causer des lésions tissulaires ou compromettre la fonctionnalité du dispositif, ce qui rend un ébavurage rigoureux essentiel.
| Industrie | Plage typique d'arête vive | Norme principale | Exigences critiques |
|---|---|---|---|
| Aérospatial | 0.1-2.0 mm | AS9100 | Prévention de la concentration des contraintes |
| Dispositif médical | 0.1-0.2 mm | ISO 13485 | Biocompatibilité et sécurité |
| Automobile | 0.2-1.0 mm | ISO/TS 16949 | Résistance à la fatigue |
| Fabrication générale | 0.3-1.5 mm | ISO 9001 | Manipulation sûre |
Sélection du processus d'ébavurage
L'ébavurage manuel à l'aide de limes, de grattoirs et d'outils abrasifs offre un contrôle maximal pour les géométries complexes et les applications critiques. Les opérateurs qualifiés peuvent obtenir des arêtes cohérentes de 0,1 à 0,5 mm tout en préservant des tolérances dimensionnelles strictes. Les méthodes manuelles excellent lorsqu'il s'agit de géométries de pièces variées, de caractéristiques internes ou lorsque différentes exigences d'arêtes existent sur le même composant. Les coûts de main-d'œuvre varient généralement de 25 à 45 € par heure en fonction du niveau de compétence et de la situation géographique.
Les processus de tonnelage utilisent des tambours rotatifs remplis de médias abrasifs pour créer des arêtes uniformes sur plusieurs pièces simultanément. Les médias en céramique produisent une action de coupe agressive adaptée aux arêtes de 0,5 à 2,0 mm, tandis que les médias en plastique offrent une action plus douce pour les arêtes de 0,2 à 0,8 mm. Les temps de traitement varient de 2 à 8 heures en fonction de la dureté du matériau et de la taille de l'arête souhaitée. Le tonnelage fonctionne efficacement pour les pièces sans caractéristiques délicates ou exigences de tolérance strictes.
La finition vibratoire utilise des bols ou des cuves oscillantes contenant des médias abrasifs et des pièces dans un environnement soigneusement contrôlé. Cette méthode produit des résultats plus cohérents que le tonnelage tout en maintenant un meilleur contrôle dimensionnel. Les systèmes vibratoires peuvent atteindre des arêtes de 0,1 à 1,5 mm avec des temps de traitement de 1 à 6 heures. La sélection du composé affecte considérablement les résultats, les composés alcalins favorisant une coupe plus rapide et les composés neutres offrant des finitions plus lisses.
Pour des résultats de haute précision,Demandez un devis gratuit et obtenez un prix en 24 heures à partir de Microns Hub.
Technologies d'ébavurage automatisées
Les systèmes d'ébavurage CNC intègrent un outillage et une programmation spécialisés pour éliminer les bavures pendant l'opération d'usinage principale. Les fraises à chanfreiner, les outils d'ébavurage et les systèmes de brosses peuvent être programmés dans les cycles d'usinage pour créer des arêtes cohérentes sans opérations secondaires. Cette approche élimine la manipulation entre les opérations tout en maintenant un contrôle dimensionnel précis. Les arêtes typiques réalisables grâce à l'ébavurage CNC varient de 0,1 à 1,0 mm avec une excellente répétabilité.
Les systèmes d'ébavurage robotisés combinent des robots industriels avec divers outils d'ébavurage pour automatiser les opérations complexes d'arêtes. Les robots à force contrôlée peuvent suivre les contours des pièces tout en maintenant une pression constante contre les outils de coupe ou les meules abrasives. La flexibilité de la programmation permet différentes spécifications d'arêtes sur la même pièce, ce qui rend les systèmes robotisés idéaux pour les environnements de production mixtes. Les coûts d'investissement varient de 150 000 à 500 000 € en fonction de la complexité du système et des exigences d'outillage.
L'ébavurage thermique, également connu sous le nom d'ébavurage par explosion, utilise une combustion contrôlée pour éliminer les bavures des passages internes et des géométries complexes. Ce processus atteint efficacement les zones inaccessibles aux méthodes d'ébavurage conventionnelles tout en créant des arêtes cohérentes de 0,1 à 0,3 mm. L'ébavurage thermique fonctionne particulièrement bien pour les composants de moulage par injection avec des caractéristiques internes complexes qui nécessitent des surfaces sans bavures pour un bon fonctionnement.
| Méthode d'ébavurage | Plage d'arête vive | Temps de cycle typique | Coût d'investissement |
|---|---|---|---|
| Manuel | 0.1-0.5 mm | 5-30 min/pièce | €500-2,000 |
| Tonneau | 0.5-2.0 mm | 2-8 heures | €15,000-50,000 |
| Vibratoire | 0.1-1.5 mm | 1-6 heures | €25,000-75,000 |
| Intégration CNC | 0.1-1.0 mm | 1-5 min/pièce | €5,000-25,000 |
| Robotique | 0.2-2.0 mm | 2-15 min/pièce | €150,000-500,000 |
Considérations relatives à l'ébavurage spécifique aux matériaux
Les alliages d'aluminium nécessitent une sélection minutieuse de l'approche d'ébavurage en raison de leur tendance à charger les outils de coupe et à générer des bavures filandreuses. L'aluminium 6061-T6 réagit bien aux outils d'ébavurage tranchants avec des angles de coupe positifs et une évacuation adéquate des copeaux. Les vitesses de coupe recommandées varient de 200 à 400 pieds de surface par minute avec des avances de 0,05 à 0,15 mm par tour. Le liquide de refroidissement abondant empêche l'accumulation de matériau sur les arêtes de coupe tout en maintenant la stabilité dimensionnelle.
Les nuances d'acier inoxydable comme le 316L et le 304 présentent des défis d'écrouissage qui affectent la sélection des outils d'ébavurage. Les outils d'ébavurage en carbure conservent des arêtes de coupe tranchantes plus longtemps que les alternatives en acier rapide lors du traitement des matériaux inoxydables. Les vitesses de coupe doivent être réduites à 100-200 pieds de surface par minute pour éviter une génération de chaleur excessive qui peut provoquer un écrouissage. Des avances constantes empêchent le frottement de l'outil qui entraîne de mauvaises finitions de surface et une usure prématurée de l'outil.
Les matériaux en acier au carbone s'usinent et s'ébavurent généralement de manière prévisible dans les nuances courantes comme le 1018, le 1045 et le 4140. La sélection des outils dépend principalement de la dureté du matériau plutôt que des caractéristiques d'écrouissage. Les aciers au carbone recuits acceptent des paramètres d'ébavurage agressifs, tandis que les nuances trempées nécessitent des approches plus conservatrices.La fabrication de barres omnibus en cuivre démontre comment les propriétés des matériaux affectent à la fois le traitement primaire et les exigences d'ébavurage pour les applications électriques.
Contrôle qualité et mesure
La mesure des arêtes nécessite un outillage et des techniques appropriés pour garantir la conformité aux spécifications. Les comparateurs optiques fournissent une mesure sans contact du rayon de l'arête et des dimensions du chanfrein avec une précision de 0,01 mm. Les jauges de rayon offrent une vérification rapide de type "bon/mauvais" pour les environnements de production où la vitesse compte plus que la mesure de précision. Les profilomètres de contact offrent la plus grande précision pour les applications critiques nécessitant une documentation des profils d'arêtes réels.
Les spécifications de rugosité de surface accompagnent souvent les exigences relatives aux arêtes, en particulier dans les applications aérospatiales et médicales. Les valeurs Ra de 0,8 à 3,2 μm sont courantes pour les arêtes ébavurées, avec des finitions plus lisses requises pour les applications impliquant un contact humain ou un écoulement de fluide. La mesure de la rugosité de surface à l'aide de testeurs de rugosité portables permet une vérification en atelier sans équipement de laboratoire.
La mise en œuvre du contrôle statistique des processus permet de suivre la cohérence de l'ébavurage sur l'ensemble des séries de production et d'identifier les tendances avant que les pièces ne sortent des limites de spécification. Les cartes de contrôle qui surveillent les dimensions des arêtes aident à optimiser les paramètres du processus et à réduire les taux de rebut. Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et nos capacités de mesure complètes signifient que chaque projet reçoit l'attention aux détails requise pour des spécifications d'arêtes cohérentes.
Stratégies d'optimisation des coûts
La consolidation des processus réduit les coûts de manipulation et de configuration en intégrant les opérations d'ébavurage aux étapes de fabrication primaires. La programmation CNC qui inclut les trajectoires d'outils d'ébavurage élimine les opérations secondaires tout en maintenant le contrôle dimensionnel. Les modifications de la conception des pièces, telles que la spécification d'arêtes uniformes sur tous les bords, simplifient le traitement et réduisent les exigences d'inspection.
Le traitement par lots maximise l'utilisation de l'équipement pour les opérations de tonnelage et de finition vibratoire. Le regroupement des pièces ayant des exigences d'ébavurage similaires permet des cycles de traitement plus longs avec une sélection cohérente des médias et des composés. Une fixation appropriée des pièces empêche les dommages pendant l'ébavurage automatisé tout en garantissant des résultats uniformes sur toutes les surfaces.
L'optimisation de la durée de vie des outils grâce à une sélection et un entretien appropriés réduit les coûts d'ébavurage par pièce. Les outils d'ébavurage en carbure justifient des coûts initiaux plus élevés grâce à une durée de vie prolongée dans les environnements de production. Des inspections régulières des outils et des calendriers de remplacement préviennent les problèmes de qualité tout en maintenant des temps de cycle constants.Nos services de fabrication comprennent des programmes complets de gestion des outils qui optimisent les opérations d'ébavurage pour une production rentable.
Exigences de sécurité et de manipulation
Les spécifications des équipements de protection individuelle pour les opérations d'ébavurage doivent tenir compte des risques mécaniques et chimiques. Les gants résistants aux coupures de niveau 3 ou supérieur protègent contre les arêtes vives et les outils rotatifs. Les lunettes de sécurité avec protections latérales préviennent les blessures aux yeux causées par les particules volantes pendant les opérations d'ébavurage manuel. Une protection respiratoire peut être nécessaire lors du traitement de matériaux qui génèrent des poussières nocives ou lors de l'utilisation de composés chimiques dans les opérations de finition.
La conception du poste de travail affecte à la fois la sécurité et la productivité dans les opérations d'ébavurage manuel. Un éclairage approprié élimine les ombres qui peuvent masquer les bavures ou les arêtes vives restantes. Les poignées d'outils ergonomiques réduisent la fatigue des mains pendant les longues sessions d'ébavurage. Les pièces doivent être solidement fixées pour éviter tout mouvement pendant les opérations d'ébavurage qui pourrait causer des blessures ou des erreurs dimensionnelles.
Les dispositifs de sécurité des systèmes automatisés comprennent des barrières immatérielles, des arrêts d'urgence et une protection appropriée autour des équipements rotatifs. Les procédures de verrouillage/étiquetage garantissent un accès sûr pour l'entretien des équipements de tonnelage et de vibration. Les systèmes de manutention doivent minimiser le levage manuel et le positionnement des pièces lourdes pendant les opérations d'ébavurage.
Foire aux questions
Quelle spécification d'arête dois-je utiliser pour les travaux de fabrication générale ?
Pour les applications de fabrication générale, les arêtes de 0,3 à 0,6 mm offrent une sécurité adéquate pour la manipulation tout en restant rentables. Spécifiez des arêtes uniformes sur tous les bords des pièces dans la mesure du possible pour simplifier le traitement. Tenez compte de l'épaisseur du matériau et de l'application prévue lors de la détermination des dimensions spécifiques.
Comment spécifier les arêtes sur les dessins techniques ?
Utilisez la notation ISO 13715 avec "r" pour les arêtes de rayon et "c" pour les arêtes de chanfrein, suivies de la dimension. Par exemple, "r0.5" indique une arête de rayon de 0,5 mm. Incluez des notes générales pour les arêtes uniformes ou dimensionnez les arêtes spécifiques individuellement lorsque les exigences varient.
L'ébavurage peut-il affecter les dimensions et les tolérances des pièces ?
Oui, un ébavurage agressif peut enlever du matériau au-delà de l'arête prévue, ce qui affecte les dimensions critiques. Spécifiez soigneusement les emplacements des arêtes et tenez compte des effets d'empilement dimensionnel. L'ébavurage CNC offre généralement le meilleur contrôle dimensionnel pour les pièces de précision.
Quelle méthode d'ébavurage fonctionne le mieux pour la production de petits lots ?
L'ébavurage manuel offre la plus grande flexibilité pour les petits lots avec des géométries variées. La finition vibratoire fonctionne bien pour les petits lots de pièces similaires qui nécessitent des arêtes uniformes. Tenez compte des coûts de configuration par rapport aux coûts de main-d'œuvre lors de la sélection des méthodes pour les petites quantités.
Comment contrôler la qualité de l'ébavurage dans les systèmes automatisés ?
Mettez en œuvre des contrôles de mesure réguliers à l'aide de jauges "bon/mauvais" ou de systèmes de mesure optique. Surveillez les paramètres du processus tels que l'état des médias, les temps de cycle et le positionnement des pièces. Établissez des cartes de contrôle pour suivre la cohérence des arêtes et identifier les tendances avant que des problèmes de qualité ne surviennent.
Quelles considérations de sécurité s'appliquent aux opérations d'ébavurage ?
Portez toujours un EPI approprié, y compris des gants résistants aux coupures et des lunettes de sécurité. Assurez une ventilation adéquate lors de l'utilisation de composés chimiques ou du traitement de matériaux qui génèrent des particules nocives. Mettez en œuvre des procédures de verrouillage/étiquetage appropriées pour l'entretien des équipements automatisés.
Comment la dureté du matériau affecte-t-elle les exigences d'ébavurage ?
Les matériaux plus durs nécessitent généralement des méthodes d'ébavurage plus agressives et des temps de traitement plus longs. La sélection des outils devient essentielle pour les matériaux trempés afin d'éviter une usure prématurée. Envisagez un recuit avant l'ébavurage lors du traitement de matériaux très durs, puis un traitement thermique jusqu'à la dureté finale si nécessaire.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece