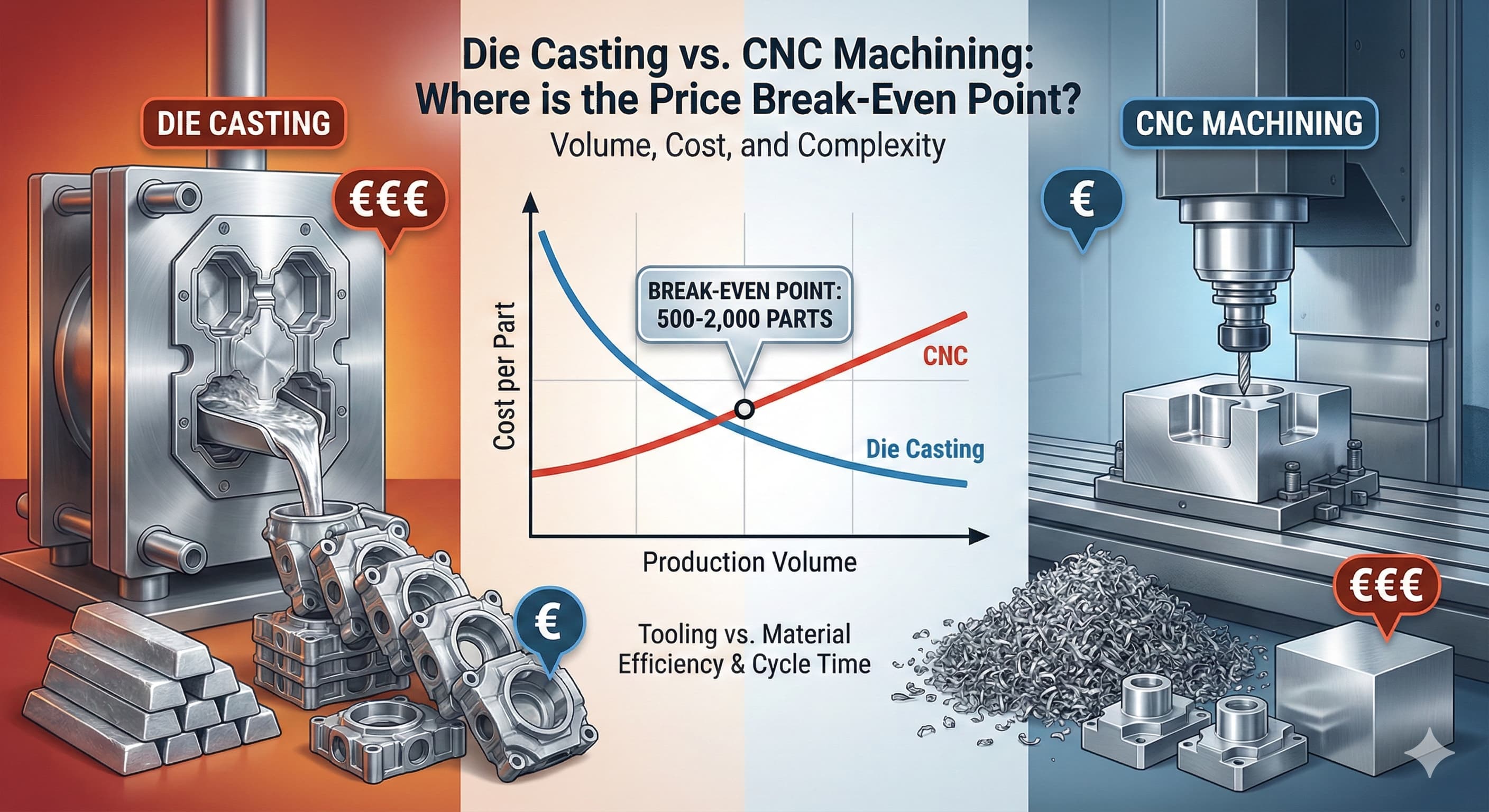
Moulage sous pression vs. Usinage CNC : où se situe le seuil de rentabilité ?
La décision entre le moulage sous pression et l'usinage CNC se résume fondamentalement à l'économie des volumes de production et aux exigences de complexité des pièces. Les ingénieurs de fabrication sont confrontés à ce choix quotidiennement, mais beaucoup ne disposent pas du cadre mathématique précis pour identifier le véritable seuil de rentabilité où les coûts d'outillage justifient le passage de l'usinage au moulage.
Cette analyse examine les seuils de volume exacts, les facteurs de coûts et les considérations techniques qui déterminent quand le moulage sous pression devient plus économique que l'usinage CNC pour les composants métalliques.
Principaux points à retenir
- Le seuil de rentabilité se situe généralement entre 500 et 2 000 pièces pour les composants en aluminium, en fonction de la complexité de la pièce et des exigences d'usinage
- Les coûts d'outillage de moulage sous pression varient de 15 000 € à 80 000 €, tandis que les coûts de configuration CNC sont de 200 € à 1 500 € par conception de pièce
- L'efficacité de l'utilisation des matériaux favorise le moulage sous pression à 85-95 % contre 20-40 % pour l'usinage CNC pour les géométries complexes
- Les exigences en matière de finition de surface et de tolérance peuvent déplacer le seuil de rentabilité de 200 à 500 % dans les deux sens
Analyse de la structure des coûts : Moulage sous pression vs. Usinage CNC
La compréhension des structures de coûts fondamentales révèle pourquoi les calculs du seuil de rentabilité varient considérablement selon les différentes spécifications de pièces et les différents scénarios de production.
Composantes du coût du moulage sous pression
Les coûts de moulage sous pression se composent de trois éléments principaux : l'investissement dans l'outillage, les coûts des matériaux par pièce et les frais de traitement. L'outillage représente le plus gros investissement initial, allant généralement de 15 000 € pour les matrices en aluminium à cavité unique simples à 80 000 € pour les outils multicavités complexes nécessitant des glissières et des géométries de noyau complexes.
Les coûts des matériaux dans le moulage sous pression bénéficient d'une production quasi-nette. L'alliage d'aluminium A380 (équivalent à EN AC-AlSi9Cu3(Fe)) coûte environ 2,20 € à 2,80 € le kilogramme, avec des taux d'utilisation des matériaux de 85 à 95 % pour les pièces bien conçues. Le processus de moulage lui-même ajoute 0,80 € à 2,50 € par pièce, selon le temps de cycle et le poids de la pièce.
Les opérations secondaires fréquemment requises comprennent la gestion des marques de broches d'éjection sur les surfaces cosmétiques, l'ébavurage des bavures et le perçage de trous qui ne peuvent pas être moulés en raison des limitations d'angle de dépouille.
Structure des coûts de l'usinage CNC
Les coûts d'usinage CNC suivent un modèle différent, avec des coûts de configuration inférieurs, mais des dépenses de matériaux et de traitement par pièce plus élevées. Les coûts de configuration varient généralement de 200 € à 1 500 € par conception de pièce, y compris la programmation, la sélection de l'outillage et le contrôle du premier article.
Les coûts des matériaux dans l'usinage CNC souffrent d'une importante production de déchets. En commençant par une billette d'aluminium corroyé 6061-T6 à 4,20 € à 5,50 € le kilogramme, les pièces complexes nécessitent souvent le retrait de 60 à 80 % du matériau de départ, ce qui entraîne des coûts de matériaux effectifs de 8,50 € à 13,75 € par kilogramme de poids de pièce finie.
Le temps d'usinage est directement corrélé à la complexité de la pièce. Les pièces simples nécessitant 15 à 30 minutes de temps machine à 45 € à 65 € de l'heure créent des coûts par pièce gérables. Cependant, les géométries complexes nécessitant 2 à 4 heures de temps d'usinage peuvent atteindre 90 € à 260 € par pièce en coûts de traitement seulement.
| Composant de coût | Moulage sous pression | Usinage CNC | Impact sur le seuil de rentabilité |
|---|---|---|---|
| Coût de configuration initial | €15,000-€80,000 | €200-€1,500 | Les volumes plus élevés favorisent la coulée |
| Efficacité matérielle | 85-95% | 20-40% | Avantage significatif par pièce |
| Coût de traitement/pièce | €0.80-€2.50 | €11.25-€65.00 | Principal facteur de volume |
| Opérations secondaires | €1.50-€8.00 | €0.50-€3.00 | Impact modéré |
Analyse mathématique du seuil de rentabilité
Le calcul du seuil de rentabilité nécessite d'établir quand les coûts totaux de moulage sous pression sont égaux aux coûts totaux d'usinage CNC sur toute la durée de vie de la série de production.
Formule de base du seuil de rentabilité
Volume du seuil de rentabilité = (Coût de l'outillage de moulage - Coût de configuration CNC) ÷ (Coût par pièce CNC - Coût par pièce de moulage sous pression)
Pour une pièce de boîtier en aluminium typique pesant 250 grammes :
Scénario de moulage sous pression :
- Coût de l'outillage : 35 000 €
- Coût des matériaux par pièce : 0,55 € (250 g × 2,20 €/kg)
- Coût de traitement : 1,20 €
- Opérations secondaires : 2,80 €
- Total par pièce : 4,55 €
Scénario d'usinage CNC :
- Coût de configuration : 800 €
- Coût des matériaux par pièce : 2,65 € (billette de 625 g × 4,25 €/kg, utilisation à 40 %)
- Coût de traitement : 28,50 € (38 minutes × 45 €/heure)
- Opérations secondaires : 1,20 €
- Total par pièce : 32,35 €
Calcul du seuil de rentabilité : (35 000 € - 800 €) ÷ (32,35 € - 4,55 €) = 1 230 pièces
Scénarios de coûts basés sur le volume
Les seuils de rentabilité réels varient considérablement en fonction de la complexité de la pièce et des exigences de spécification. Les supports et boîtiers simples atteignent généralement le seuil de rentabilité entre 500 et 1 200 pièces, tandis que les assemblages complexes avec des caractéristiques internes complexes peuvent ne pas justifier le moulage sous pression avant 3 000 à 5 000 pièces.
| Complexité de la pièce | Gamme de coûts d'outillage | Volume de seuil de rentabilité | Exemples d'applications |
|---|---|---|---|
| Simple (Géométrie de base) | €15,000-€25,000 | 400-800 pièces | Supports, boîtiers simples |
| Modéré (Quelques fonctionnalités) | €25,000-€45,000 | 800-1,800 pièces | Boîtiers électroniques |
| Complexe (Plusieurs glissières) | €45,000-€80,000 | 1,500-4,000 pièces | Composants automobiles |
| Très complexe | €80,000+ | 3,000+ pièces | Boîtes de transmission |
Pour des résultats de haute précision, obtenez un devis en 24 heures auprès de Microns Hub.
Facteurs techniques affectant les calculs du seuil de rentabilité
Plusieurs considérations techniques peuvent modifier considérablement les calculs du seuil de rentabilité au-delà de la simple économie de volume.
Exigences en matière de tolérance et de finition de surface
Les exigences de tolérance serrées favorisent l'usinage CNC, en particulier pour les dimensions nécessitant ±0,025 mm ou mieux. Le moulage sous pression atteint généralement ±0,1 mm sur les dimensions hors ligne de joint, les dimensions de la ligne de joint maintenant ±0,2 mm dans des conditions optimales.
Les dimensions critiques nécessitent souvent des opérations d'usinage post-moulage, ajoutant 3,50 € à 12,00 € par pièce selon la complexité de la configuration. Lorsque plus de 30 % des caractéristiques de la pièce nécessitent un usinage secondaire, le seuil de rentabilité peut passer de 1 200 pièces à 2 800 pièces pour le même composant.
Les exigences en matière de finition de surface ont également un impact sur l'économie. Le moulage sous pression produit naturellement des surfaces Ra de 1,6 à 3,2 μm, tandis que l'usinage CNC peut atteindre Ra de 0,8 à 1,6 μm directement. Les applications cosmétiques nécessitant Ra de 0,4 μm ou mieux nécessitent des opérations de polissage supplémentaires coûtant 8,50 € à 25,00 € par pièce.
Impact de la sélection des matériaux
Le choix du matériau affecte considérablement les calculs du seuil de rentabilité, tant par les coûts des matières premières que par les considérations de traitement. Les alliages d'aluminium A380 et A383 (EN AC-AlSi9Cu3(Fe) et EN AC-AlSi10Mg(Cu)) offrent une excellente coulabilité à 2,20 € à 2,80 € le kilogramme, tandis que les alternatives à haute résistance comme l'A357 (EN AC-AlSi7Mg0.3) coûtent 3,20 € à 4,10 € le kilogramme.
Pour les applications nécessitant un traitement thermique de revenu T6 pour les applications structurelles, des coûts supplémentaires de 2,80 € à 5,20 € par pièce doivent être pris en compte dans les calculs du seuil de rentabilité.
L'usinage CNC offre une plus grande flexibilité en matière de matériaux, y compris des nuances comme 6061-T6, 7075-T6 et 2024-T4 qui ne peuvent pas être moulées sous pression. Cependant, les alliages exotiques peuvent coûter 8,50 € à 18,00 € le kilogramme, ce qui favorise davantage le moulage sous pression pour la production en grand volume.
| Qualité du matériau | Adéquation du moulage sous pression | Coût par kg | Impact sur le seuil de rentabilité |
|---|---|---|---|
| A380 (AlSi9Cu3) | Excellent | €2.20-€2.80 | Référence |
| A356 (AlSi7Mg0.3) | Bon | +15% de volume | 6061-T6 |
| Ne convient pas | €4.20-€5.50 | CNC uniquement | 7075-T6 |
| Ne convient pas | €8.50-€12.00 | CNC uniquement | Facteur de calendrier |
Scénarios de volume de production et arbres de décision
Différents scénarios de production nécessitent des approches d'analyse personnalisées pour déterminer les méthodes de fabrication optimales.
Production en faible volume (50 à 500 pièces)
La production en faible volume favorise presque universellement l'usinage CNC en raison des défis liés à l'amortissement des coûts d'outillage. Même les outils de moulage sous pression simples coûtant 15 000 € entraînent des coûts d'outillage de 30 € à 300 € par pièce seulement avant de tenir compte des dépenses de traitement.
Des exceptions se produisent lorsque les pièces nécessitent des opérations d'usinage importantes dépassant 3 à 4 heures par pièce, ou lorsque les déchets de matériaux approchent 85 à 90 % du poids de la billette de départ. Dans ces scénarios, même de petits volumes de 200 à 300 pièces peuvent justifier des outils de moulage simples.
Les séries de prototypes et de préproduction bénéficient de la flexibilité de l'usinage CNC, permettant des itérations de conception sans modifications d'outillage. Les coûts de configuration de 200 € à 800 € par modification de conception restent gérables par rapport aux modifications de matrice de 5 000 € à 15 000 €.
Production en volume moyen (500 à 5 000 pièces)
La production en volume moyen représente la zone de décision critique où l'analyse du seuil de rentabilité devient essentielle. La complexité de la pièce, les exigences de tolérance et la sélection des matériaux influencent fortement la sélection de la méthode de fabrication optimale.
Les pièces simples avec des tolérances relâchées (±0,2 mm) favorisent généralement le moulage sous pression au-dessus de 800 à 1 200 pièces. Les pièces complexes nécessitant plusieurs opérations secondaires peuvent ne pas justifier le moulage avant 2 500 à 3 500 pièces, selon les exigences de temps d'usinage.
Les coûts des matériaux deviennent de plus en plus importants aux volumes moyens. Les pièces nécessitant des alliages exotiques disponibles uniquement sous forme corroyée nécessitent un usinage CNC, quelles que soient les considérations de volume. Inversement, les pièces compatibles avec les alliages de moulage standard bénéficient d'une meilleure efficacité d'utilisation des matériaux.
Production en grand volume (5 000 pièces et plus)
La production en grand volume favorise fortement le moulage sous pression pour les pièces compatibles avec les alliages de moulage et les contraintes géométriques. Les coûts d'outillage s'amortissent à 0,50 € à 8,00 € par pièce, ce qui rend les coûts totaux des pièces nettement inférieurs aux alternatives CNC.
L'outillage multicavités devient économiquement viable à des volumes dépassant 8 000 à 12 000 pièces par an. Les matrices à quatre cavités augmentent les coûts d'outillage initiaux de 40 à 60 %, mais réduisent les coûts de traitement par pièce de 35 à 45 %, ce qui améliore encore l'économie du moulage sous pression.
Des opportunités d'intégration de l'automatisation émergent aux volumes élevés, avec l'ébavurage robotisé et les opérations secondaires réduisant les coûts de main-d'œuvre de 0,80 € à 2,20 € par pièce. L'usinage CNC est confronté à des défis d'automatisation en raison des temps de cycle variables et des exigences de configuration.
Considérations spécifiques à l'industrie
Différentes industries présentent des modèles de seuil de rentabilité variables en fonction des caractéristiques typiques des pièces et des exigences de performance.
Applications automobiles
Les composants automobiles présentent généralement des géométries complexes avec des exigences de tolérance modérées, favorisant le moulage sous pression à des volumes relativement faibles de 1 200 à 2 800 pièces par an. Les pressions de réduction de poids entraînent des exigences de moulage à paroi mince, ce qui augmente la complexité et les coûts de l'outillage.
Les exigences de sécurité en cas de collision imposent souvent des propriétés de matériaux spécifiques réalisables uniquement avec des nuances d'aluminium corroyé, ce qui force la sélection de l'usinage CNC, quelles que soient les considérations de volume. Les composants structurels critiques nécessitant des niveaux de résistance 7075-T6 ne peuvent pas utiliser d'alternatives de moulage sous pression.
Les pressions sur les coûts dans les applications automobiles rendent l'analyse du seuil de rentabilité essentielle, les coûts de fabrication cibles entraînant souvent la sélection de la méthode de production. Les engagements de volume annuel permettent l'amortissement des investissements d'outillage sur des cycles de vie de modèle de 3 à 5 ans.
Électronique et produits de consommation
Les applications électroniques mettent l'accent sur les tolérances serrées et les excellentes finitions de surface, nécessitant souvent des opérations d'usinage secondaires, même lors de l'utilisation de processus primaires de moulage sous pression. Les exigences de blindage EMI peuvent nécessiter des nuances de matériaux ou des traitements de surface spécifiques.
Les cycles de développement de produits rapides favorisent l'usinage CNC pour les séries de production initiales, avec une conversion potentielle au moulage sous pression pour les produits réussis dépassant 2 000 à 3 000 unités par an. L'optimisation de la conception pour le moulage se produit souvent pendant la gestion du cycle de vie du produit.
Les exigences esthétiques dans l'électronique grand public nécessitent fréquemment des opérations de finition supplémentaires coûtant 5,50 € à 18,00 € par pièce, ce qui a un impact significatif sur les calculs du seuil de rentabilité. Les opérations d'anodisation, de revêtement en poudre et de polissage doivent être prises en compte dans les coûts de fabrication totaux.
Lors de l'évaluation des options de fabrication, Microns Hub fournit des relations directes avec les fabricants, garantissant un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique couvre à la fois les capacités de moulage sous pression et d'usinage CNC, permettant des recommandations objectives basées uniquement sur les exigences de votre projet plutôt que sur les limitations du processus.
Stratégies avancées d'optimisation des coûts
Au-delà des calculs de base du seuil de rentabilité, plusieurs stratégies avancées peuvent optimiser les coûts de fabrication et améliorer la précision de la prise de décision.
Approches de fabrication hybrides
La combinaison des opérations de moulage sous pression et d'usinage CNC peut optimiser à la fois les coûts et les performances pour des applications spécifiques. Les approches de moulage puis d'usinage utilisent le moulage sous pression pour la création de géométrie de base, suivi d'opérations CNC pour les dimensions critiques et les finitions de surface.
Cette approche hybride fonctionne efficacement lorsque 60 à 70 % de la géométrie de la pièce peut être moulée à une forme quasi nette, les caractéristiques restantes nécessitant des tolérances de ±0,025 mm ou de meilleures finitions de surface. Les volumes du seuil de rentabilité varient généralement de 800 à 1 800 pièces, selon la complexité de l'opération d'usinage.
Les alternatives de moulage à la cire perdue doivent être envisagées pour les géométries internes complexes incompatibles avec les exigences de dépouille du moulage sous pression. Bien que les coûts d'outillage soient inférieurs (5 000 € à 15 000 €), les coûts de traitement augmentent à 8,50 € à 25,00 € par pièce, ce qui déplace les seuils de rentabilité à 2 800 à 5 200 pièces.
Intégration de la conception pour la fabrication
L'optimisation des conceptions de pièces pour la sélection de la méthode de fabrication peut considérablement améliorer l'économie du seuil de rentabilité. Les conceptions de moulage sous pression bénéficient d'une épaisseur de paroi uniforme, d'angles de dépouille généreux (1,5 à 3,0 degrés) et de l'élimination des contre-dépouilles nécessitant un outillage complexe.
Les conceptions d'usinage CNC doivent minimiser les poches profondes, les parois minces et les surfaces 3D complexes nécessitant des trajectoires d'outils étendues. La compatibilité de l'outillage standard réduit les coûts de configuration de 150 € à 450 € par conception de pièce, ce qui améliore l'économie des faibles volumes.
Les revues de conception interfonctionnelles impliquant des ingénieurs de fabrication pendant le développement du concept peuvent identifier les méthodes de fabrication optimales avant l'investissement dans la conception détaillée. Cette approche évite les efforts de reconception coûteux lors de la mise à l'échelle de la production.
Pour les fabricants nécessitant à la fois des capacités d'usinage de précision et de moulage, nos services de fabrication fournissent des solutions intégrées couvrant plusieurs méthodes de production. De plus, nos services de fabrication de tôlerie offrent des approches alternatives pour les applications de boîtiers et de supports où ni le moulage ni l'usinage ne fournissent des ratios coût-performance optimaux.
Considérations relatives à la qualité et aux délais de livraison
La sélection de la méthode de fabrication implique des compromis au-delà des considérations de coût pur, y compris la cohérence de la qualité, les délais de livraison et la résilience de la chaîne d'approvisionnement.
Capacités de contrôle de la qualité
La qualité du moulage sous pression dépend fortement du contrôle du processus et de l'entretien de l'outillage. La porosité, les fermetures froides et la variation dimensionnelle peuvent affecter 2 à 8 % de la production sans contrôles appropriés. La mise en œuvre du contrôle statistique des processus ajoute 0,25 € à 0,80 € par pièce, mais réduit les taux de rejet à moins de 1 %.
L'usinage CNC offre un contrôle dimensionnel et une répétabilité supérieurs, avec des processus capables d'atteindre des valeurs Cpk de 1,67 ou plus pour les dimensions critiques. Cet avantage de fiabilité peut justifier des coûts par pièce plus élevés pour les applications où les défaillances sur le terrain créent une exposition importante à la garantie.
Les exigences d'inspection varient considérablement entre les processus. Les pièces moulées sous pression nécessitent généralement une inspection visuelle à 100 % et une vérification dimensionnelle périodique, tandis que les pièces CNC peuvent n'avoir besoin que d'un échantillonnage statistique après la qualification du processus.
Analyse des délais de livraison
Les délais de livraison du moulage sous pression comprennent 6 à 16 semaines pour la fabrication de l'outillage, suivies de 2 à 4 semaines pour l'approbation du premier article et l'optimisation du processus. Les délais de livraison de la production varient généralement de 3 à 8 semaines selon les exigences de volume et la complexité.
L'usinage CNC offre des délais de livraison initiaux plus courts de 1 à 3 semaines pour les premiers articles, avec une évolutivité de la production limitée par la capacité de la machine. La production CNC en grand volume peut nécessiter des délais de livraison de 6 à 12 semaines en raison des contraintes de capacité.
Les perturbations de la chaîne d'approvisionnement affectent différemment le moulage sous pression et l'usinage CNC. Le moulage sous pression dépend d'équipements spécialisés et de fournisseurs d'outillage, tandis que l'usinage CNC utilise des machines-outils plus largement disponibles et un outillage standard.
| Moulage sous pression | Usinage CNC | Impact stratégique | Configuration initiale |
|---|---|---|---|
| 6-16 semaines | 1-3 semaines | Favorise le CNC en cas d'urgence | Premier article |
| 2-4 semaines | 3-7 jours | Avantage CNC | Mise à l'échelle de la production |
| 2-4 semaines | 4-8 semaines | La coulée évolue plus rapidement | Modifications de conception |
| 4-12 semaines | 1-2 semaines | Avantage de la flexibilité CNC |
Foire aux questions
Quel est le seuil de rentabilité typique entre le moulage sous pression et l'usinage CNC pour les pièces en aluminium ?
Les seuils de rentabilité varient généralement de 500 à 2 000 pièces pour les composants en aluminium, en fonction de la complexité de la pièce et des exigences d'usinage. Les supports simples peuvent atteindre le seuil de rentabilité à 400 à 800 pièces, tandis que les boîtiers complexes nécessitant plusieurs opérations secondaires peuvent ne pas justifier le moulage sous pression avant 2 500 à 4 000 pièces. Le seuil de rentabilité exact dépend des coûts d'outillage (15 000 € à 80 000 €), de l'efficacité de l'utilisation des matériaux et des coûts de traitement par pièce.
Comment les exigences de tolérance affectent-elles le choix entre le moulage sous pression et l'usinage CNC ?
Le moulage sous pression atteint généralement ±0,1 mm sur les dimensions hors ligne de joint et ±0,2 mm sur les caractéristiques de la ligne de joint. L'usinage CNC peut maintenir ±0,025 mm ou plus serré sur les dimensions critiques. Lorsque plus de 30 % des caractéristiques de la pièce nécessitent des tolérances plus serrées que ±0,1 mm, les seuils de rentabilité peuvent passer de 1 200 pièces à 2 800 pièces en raison des opérations d'usinage secondaires requises coûtant 3,50 € à 12,00 € par pièce.
Quels matériaux peuvent être utilisés dans le moulage sous pression par rapport à l'usinage CNC ?
Le moulage sous pression est limité aux alliages comme A380, A383 et A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) coûtant 2,20 € à 4,10 € le kilogramme. L'usinage CNC peut utiliser des alliages corroyés, y compris 6061-T6, 7075-T6 et 2024-T4, bien qu'à des coûts de matériaux plus élevés de 4,20 € à 18,00 € le kilogramme. Les applications nécessitant des alliages à haute résistance comme 7075-T6 doivent utiliser l'usinage CNC, quelles que soient les considérations de volume.
Quels sont les principaux facteurs de coûts dans le moulage sous pression par rapport à l'usinage CNC ?
Les coûts de moulage sous pression sont entraînés par l'investissement initial dans l'outillage (15 000 € à 80 000 €) et des coûts par pièce relativement faibles (4,50 € à 8,50 €). L'usinage CNC présente de faibles coûts de configuration (200 € à 1 500 €), mais des coûts par pièce élevés en raison des déchets de matériaux (taux de rebut de 60 à 80 %) et des frais de temps de traitement de 45 € à 65 € de l'heure. L'efficacité de l'utilisation des matériaux favorise fortement le moulage sous pression à 85-95 % contre 20-40 % pour l'usinage CNC.
Comment la complexité de la pièce affecte-t-elle la sélection de la méthode de fabrication ?
Les pièces simples avec une géométrie de base favorisent le moulage sous pression à des volumes supérieurs à 400 à 800 pièces. Les pièces complexes nécessitant des glissières, plusieurs contre-dépouilles ou des caractéristiques internes complexes augmentent les coûts d'outillage à 45 000 € à 80 000 € et plus, ce qui pousse les seuils de rentabilité à 1 500 à 4 000 pièces. L'usinage CNC gère les géométries complexes sans pénalités d'outillage, mais souffre de temps de cycle accrus et de déchets de matériaux sur les pièces complexes.
Quelles opérations secondaires sont généralement requises pour chaque processus ?
Le moulage sous pression nécessite généralement l'ébavurage des bavures, le perçage de trous qui ne peuvent pas être moulés en raison des angles de dépouille et l'usinage des dimensions critiques, ce qui ajoute 1,50 € à 8,00 € par pièce. L'usinage CNC nécessite généralement des opérations secondaires minimales (0,50 € à 3,00 € par pièce) telles que l'ébavurage et le nettoyage. Cependant, les applications cosmétiques peuvent nécessiter des traitements de surface supplémentaires pour les deux processus, coûtant 5,50 € à 25,00 € par pièce.
Comment les délais de livraison se comparent-ils entre le moulage sous pression et l'usinage CNC ?
Le moulage sous pression nécessite 6 à 16 semaines pour la fabrication de l'outillage, plus 2 à 4 semaines pour l'optimisation du processus, mais offre ensuite une mise à l'échelle rapide de la production. L'usinage CNC offre des délais de livraison de 1 à 3 semaines pour les premiers articles et une plus grande flexibilité pour les modifications de conception (1 à 2 semaines contre 4 à 12 semaines pour les modifications de matrice). La production CNC en grand volume peut être confrontée à des contraintes de capacité nécessitant des délais de livraison de 6 à 12 semaines, tandis que le moulage sous pression s'adapte plus efficacement une fois l'outillage terminé.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece