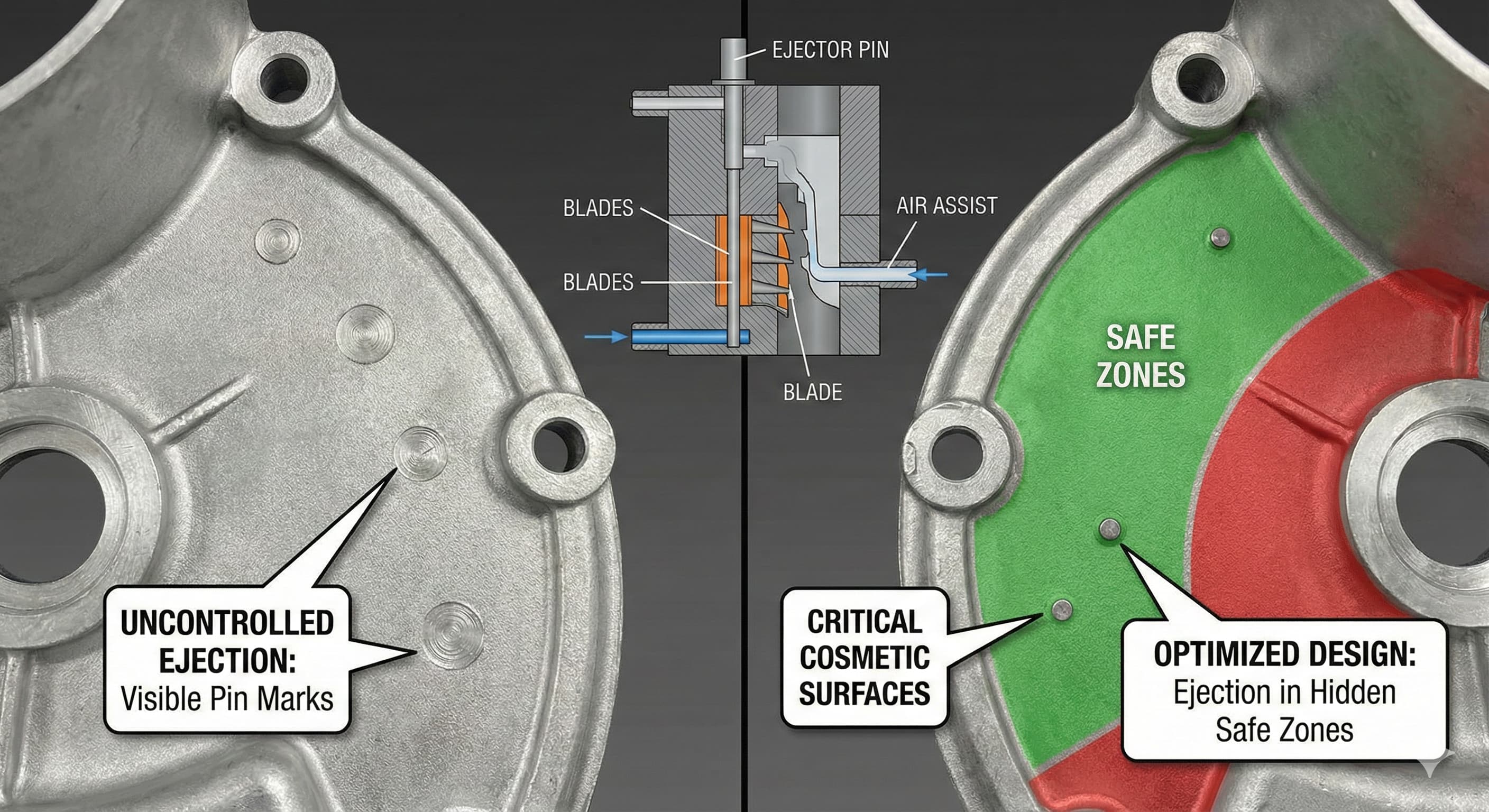
Marques d'éjecteurs : Conception de "zones de sécurité" sur les surfaces moulées esthétiques
Les marques d'éjecteurs représentent l'un des défis de qualité les plus persistants dans la fabrication de pièces moulées, en particulier lorsque les composants présentent des surfaces esthétiques visibles. Ces imperfections de surface apparemment mineures peuvent transformer une pièce moulée par ailleurs parfaite en un rejet, augmentant les coûts et prolongeant les délais de livraison. Le placement stratégique des éjecteurs nécessite une approche systématique qui équilibre l'efficacité de la fabrication avec les exigences esthétiques.
La compréhension de la formation des marques d'éjecteurs commence par la reconnaissance de la physique fondamentale impliquée. Pendant l'éjection, les concentrations de contraintes localisées créent des zones de déformation permanente allant de 0,2 mm à 2,0 mm de diamètre, en fonction de la géométrie de l'éjecteur et des propriétés du matériau. Ces marques apparaissent sous forme de dépressions circulaires, de zones surélevées ou de variations de texture qui deviennent particulièrement prononcées sur les surfaces polies ou anodisées.
Points clés à retenir
- Les marques d'éjecteurs forment des défauts de surface permanents de 0,2 à 2,0 mm de diamètre en raison de la concentration de contraintes localisées pendant l'éjection de la pièce
- Le placement stratégique des "zones de sécurité" nécessite l'analyse de la géométrie de la pièce, des angles de dépouille et des exigences de surface esthétique dès la phase de conception
- Le diamètre de l'éjecteur, la force d'éjection et la dureté du matériau influencent directement la gravité et la visibilité des marques sur les surfaces finies
- Les techniques avancées, notamment l'éjection par lame, les plaques d'éjection et les systèmes d'assistance pneumatique, peuvent minimiser ou éliminer les marques visibles
Comprendre la formation des marques d'éjecteurs
La formation des marques d'éjecteurs se produit par une interaction complexe de forces mécaniques, de propriétés des matériaux et de conditions thermiques. Lorsque les éjecteurs entrent en contact avec la pièce moulée, ils créent des champs de contraintes localisés qui dépassent la limite élastique du matériau, entraînant une déformation plastique permanente.
La dureté du matériau joue un rôle essentiel dans la gravité des marques. Les alliages d'aluminium comme l'A380 (dureté typique de 80 à 100 HB) présentent des caractéristiques de marquage différentes par rapport à l'A356-T6 (dureté de 70 à 95 HB). Les matériaux plus tendres présentent généralement un marquage plus prononcé, tandis que les alliages plus durs peuvent présenter une déformation moins visible, mais peuvent subir des fissures de surface sous des forces d'éjection excessives.
Les effets de la température aggravent le problème du marquage. Les pièces éjectées à des températures supérieures à 200 °C présentent une sensibilité accrue au marquage en raison de la réduction de la limite d'élasticité. Inversement, les pièces refroidies en dessous de 150 °C avant l'éjection présentent une profondeur de marque significativement réduite, bien que cette période de refroidissement ait un impact sur le temps de cycle et la productivité.
| Qualité du matériau | Dureté (HB) | Profondeur de marque typique (mm) | Diamètre de broche recommandé (mm) |
|---|---|---|---|
| A380 (Brut de fonderie) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Alliage de zinc #3 | 95-115 | 0.08-0.20 | 5-8 |
La géométrie de l'éjecteur influence considérablement les modèles de formation des marques. Les éjecteurs cylindriques standard avec des bords de rayon de 0,5 à 1,0 mm créent des impressions circulaires, tandis que les éjecteurs avec des bords de rayon plus grand (2 à 3 mm) répartissent les forces sur des surfaces plus grandes, réduisant ainsi la gravité des marques. Cependant, les éjecteurs à rayon plus grand nécessitent des forces d'éjection accrues et peuvent provoquer une distorsion de la pièce dans les sections à parois minces.
Principes de conception des zones de sécurité
Une conception efficace des zones de sécurité commence par une analyse complète de la surface pendant la phase de conception initiale. Les surfaces esthétiques nécessitent une classification en trois catégories : Classe A (visible et critique), Classe B (visible mais non critique) et Classe C (cachée ou non visible). Ce système de classification guide la stratégie de placement des éjecteurs et les tolérances de marquage acceptables.
L'optimisation de l'angle de dépouille a un impact direct sur la disponibilité des zones de sécurité. Les surfaces avec des angles de dépouille adéquats (généralement de 1 à 3 degrés pour la coulée d'aluminium) fournissent une assistance d'éjection naturelle, réduisant les forces d'éjecteur requises et élargissant les emplacements potentiels des zones de sécurité. Des angles de dépouille insuffisants obligent les concepteurs à placer des éjecteurs sur des surfaces esthétiques ou à risquer d'endommager la pièce pendant l'éjection.
L'analyse géométrique révèle les caractéristiques optimales des zones de sécurité. Les surfaces planes perpendiculaires à la direction d'éjection offrent des opportunités idéales de placement des éjecteurs, car les forces se répartissent uniformément sans créer de concentrations de contraintes. Les surfaces courbes nécessitent une analyse minutieuse de la géométrie locale, les zones concaves étant généralement préférées aux surfaces convexes pour le placement des éjecteurs.
Lorsque vous travaillez avec des applications de moulage au sable pour les grands composants, la planification des zones de sécurité devient encore plus critique en raison des surfaces plus grandes et de la visibilité accrue des défauts.
Dimensionnement des éjecteurs et calcul des forces
Un dimensionnement correct des éjecteurs nécessite le calcul du diamètre minimal de l'éjecteur nécessaire pour éviter le flambage tout en minimisant la pression de contact sur les surfaces de la pièce. La charge de flambage critique pour les éjecteurs suit la formule d'Euler, modifiée pour les conditions de fabrication :
P_critique = (π² × E × I) / (K × L²)
Où E représente le module d'élasticité du matériau de l'éjecteur (généralement 200 GPa pour l'acier à outils), I est égal au moment d'inertie de la surface, K est le facteur de longueur effective (2,0 pour les conditions d'articulation libre) et L représente la longueur non supportée de l'éjecteur.
Les calculs de la pression de contact déterminent le potentiel de marquage. Pression P = F/A, où F représente la force d'éjection et A est égale à la surface de contact de l'éjecteur. Le maintien des pressions de contact en dessous de 50 MPa pour les alliages d'aluminium empêche généralement le marquage visible sur les surfaces esthétiques.
| Diamètre de la broche (mm) | Longueur maximale non supportée (mm) | Pression de contact à 500N (MPa) | Application recommandée |
|---|---|---|---|
| 4 | 80 | 39.8 | Surfaces cosmétiques légères |
| 6 | 120 | 17.7 | Applications standard |
| 8 | 160 | 9.9 | Applications lourdes, marquage minimal |
| 10 | 200 | 6.4 | Grandes pièces, charges réparties |
Les stratégies de répartition des forces comprennent l'utilisation de plusieurs éjecteurs plus petits plutôt que de quelques grands éjecteurs. Cette approche répartit les charges d'éjection sur des zones plus larges tout en maintenant les forces d'éjecteur individuelles dans des limites acceptables. Par exemple, quatre éjecteurs de 6 mm offrent une surface de contact équivalente à un éjecteur de 12 mm tout en offrant une plus grande flexibilité de placement.
Techniques d'éjection avancées
Les systèmes d'éjection par lame offrent des solutions supérieures pour les pièces avec des surfaces esthétiques étendues. Ces systèmes utilisent des éléments d'éjection minces et plats (généralement de 1 à 2 mm d'épaisseur) qui entrent en contact avec les pièces le long des bords linéaires plutôt que des points circulaires. Les éjecteurs à lame répartissent les forces sur des zones plus grandes, réduisant les pressions de contact de 60 à 80 % par rapport aux éjecteurs conventionnels.
L'éjection par plaque d'éjection offre la solution ultime pour éliminer les marques d'éjecteurs sur les surfaces esthétiques. La plaque d'éjection entre en contact simultanément avec tout le périmètre de la pièce, créant des forces d'éjection uniformes sans concentrations de contraintes localisées. Cependant, ce système nécessite un usinage précis et ajoute de la complexité à la conception de la matrice.
L'éjection assistée par air combine des éjecteurs mécaniques avec une injection d'air comprimé. La pression de l'air (généralement de 0,3 à 0,8 MPa) complète les forces d'éjection mécaniques, permettant des éjecteurs plus petits ou des forces d'éjecteur réduites. Cette technique s'avère particulièrement efficace pour les pièces moulées à parois minces où l'éjection conventionnelle pourrait provoquer une distorsion.
Pour des résultats de haute précision,Soumettez votre projet pour un devis en 24 heures de Microns Hub.
La synchronisation séquentielle de l'éjection optimise l'application de la force tout au long du cycle d'éjection. Un contact initial à faible force établit la stabilité de la pièce, suivi d'augmentations progressives de la force à mesure que la pièce se sépare des surfaces de la matrice. Cette approche réduit les pressions de contact maximales tout en maintenant des performances d'éjection fiables.
Considérations relatives au traitement de surface
Les traitements de surface post-coulée influencent considérablement la visibilité et l'acceptabilité des marques d'éjecteurs. Les processus d'anodisation, en particulier l'anodisation à l'acide sulfurique de type II, ont tendance à mettre en évidence les irrégularités de surface, y compris les marques d'éjecteurs. La couche d'oxyde anodique se forme différemment sur les zones déformées, créant des variations de couleur visibles même lorsque les différences dimensionnelles restent minimes.
Les applications de revêtement en poudre offrent une excellente dissimulation des marques d'éjecteurs en raison de la capacité du revêtement à remplir les petites dépressions de surface. Les épaisseurs de film de 60 à 120 micromètres masquent efficacement les marques d'éjecteurs jusqu'à 0,2 mm de profondeur tout en offrant une protection de surface durable.
Les traitements de surface mécaniques comme le grenaillage ou le tribofinition peuvent réduire la visibilité des marques d'éjecteurs grâce à une texturation de surface contrôlée. Ces processus créent une rugosité de surface uniforme qui camoufle les modèles de déformation localisés. Cependant, les changements dimensionnels dus à l'enlèvement de matière doivent être pris en compte dans la conception de la pièce.
| Traitement de surface | Réduction de la visibilité de la marque (%) | Impact typique sur le coût (€/pièce) | Temps de traitement (heures) |
|---|---|---|---|
| Brut de fonderie | 0 | 0 | 0 |
| Grenaillage | 70-85 | 2-5 | 0.5-1.0 |
| Revêtement en poudre | 85-95 | 5-12 | 2-4 |
| Anodisation Type II | -20 à +10 | 8-15 | 3-6 |
| Gravure chimique | 60-80 | 3-8 | 1-2 |
La gravure chimique offre une autre approche pour minimiser les marques. La gravure à l'acide contrôlée enlève 0,05 à 0,15 mm de matériau de surface, éliminant efficacement les marques d'éjecteurs peu profondes tout en créant une texture de surface uniforme. Ce processus nécessite un masquage précis pour protéger les dimensions critiques et les caractéristiques filetées.
Optimisation de la conception de la matrice
L'optimisation de la conception de la matrice commence par une analyse complète de l'éjection pendant la phase de conception initiale. Les systèmes de CAO modernes permettent l'analyse par éléments finis des contraintes d'éjection, permettant aux concepteurs de prédire l'emplacement et la gravité des marques d'éjecteurs avant le début de la construction de la matrice.
Les algorithmes de placement des éjecteurs prennent en compte plusieurs facteurs simultanément : la géométrie de la pièce, les angles de dépouille, la classification de la surface, l'intégrité structurelle et les contraintes de fabrication. Le logiciel d'optimisation classe les emplacements potentiels des éjecteurs en fonction de critères pondérés, garantissant que les surfaces esthétiques reçoivent une protection appropriée.
Lors de l'intégration avec des services d'usinage CNC de précision pour les opérations secondaires, les emplacements des éjecteurs doivent tenir compte des exigences d'usinage ultérieures et des besoins de fixation.
Les systèmes d'éjection progressifs séquencent l'activation des éjecteurs pour minimiser les forces maximales. Les éjecteurs initiaux engagent les surfaces non esthétiques, assurant la stabilité de la pièce avant l'activation des éjecteurs de surface esthétique. Cette approche réduit les forces de marquage tout en maintenant la fiabilité de l'éjection.
La gestion thermique au sein des systèmes de matrice affecte les exigences d'éjection. Les canaux de refroidissement optimisés maintiennent des températures de matrice uniformes, réduisant l'adhérence de la pièce et les forces d'éjection. Les différentiels de température supérieurs à 30 °C entre les sections de la matrice peuvent doubler les forces d'éjection requises.
Contrôle qualité et inspection
Les protocoles de contrôle qualité pour les marques d'éjecteurs nécessitent des procédures d'inspection standardisées et des critères d'acceptation. Les normes d'inspection visuelle classent généralement les marques par diamètre, profondeur et emplacement par rapport aux surfaces esthétiques.
La mesure dimensionnelle des marques d'éjecteurs utilise des méthodes de contact et sans contact. La profilométrie au stylet fournit des mesures de profondeur précises avec une résolution de 0,01 mm, tandis que les systèmes de numérisation optique capturent la géométrie complète de la marque, y compris le diamètre et les caractéristiques des bords.
Le contrôle statistique des processus suit les tendances des marques d'éjecteurs au cours des séries de production. Les cartes de contrôle surveillent la profondeur, la fréquence et les modèles d'emplacement des marques, permettant une détection précoce de l'usure de la matrice ou de la dérive des paramètres de processus.
| Méthode d'inspection | Résolution (mm) | Temps d'inspection (secondes) | Coût de l'équipement (€) |
|---|---|---|---|
| Inspection visuelle | 0.1 | 30-60 | 100-500 |
| Profilométrie au stylet | 0.001 | 120-300 | 15,000-50,000 |
| Balayage optique | 0.005 | 60-180 | 25,000-100,000 |
| Machine à mesurer tridimensionnelle | 0.001 | 180-600 | 80,000-300,000 |
L'élaboration des critères d'acceptation nécessite une collaboration entre les équipes de conception, de fabrication et de qualité. Les critères doivent équilibrer les exigences esthétiques avec la faisabilité de la fabrication, en tenant compte de facteurs comme le coût de la pièce, le volume de production et l'application finale.
Analyse de l'impact sur les coûts
L'atténuation des marques d'éjecteurs a des implications importantes sur les coûts dans plusieurs phases de fabrication. Les modifications de conception pour éliminer l'éjection de surface esthétique peuvent augmenter la complexité de la matrice de 15 à 30 %, ce qui a un impact direct sur les coûts d'outillage.
Les systèmes d'éjection alternatifs comme les plaques d'éjection ou les éjecteurs à lame ajoutent généralement de 5 000 € à 25 000 € aux coûts de la matrice en fonction de la complexité de la pièce et de la taille de la matrice. Cependant, ces investissements s'avèrent souvent économiques pour la production à volume élevé où les coûts de rejet des pièces dépassent les primes d'outillage.
Les opérations secondaires pour enlever ou masquer les marques d'éjecteurs varient de 1 € à 15 € par pièce en fonction du type de traitement et de la taille de la pièce. Les opérations de polissage manuel pour l'enlèvement des marques peuvent coûter de 8 € à 20 € par pièce tout en ajoutant de 30 à 90 minutes au temps de traitement.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique dans le placement des éjecteurs et l'optimisation de la conception de la matrice signifie que chaque projet de coulée reçoit l'attention aux détails nécessaire pour les exigences de surface esthétique.
Les coûts de rebut et de reprise des pièces rejetées en raison des marques d'éjecteurs varient généralement de 50 € à 500 € par pièce en fonction des coûts des matériaux, de la complexité de l'usinage et de l'urgence de la livraison. Ces coûts dépassent souvent les investissements dans l'optimisation du système d'éjection au cours des premiers milliers de pièces produites.
Intégration avec les services de fabrication
Une gestion réussie des marques d'éjecteurs nécessite une intégration dans plusieurs processus de fabrication. Lorsque les composants nécessitent des opérations post-coulée par le biais de nos services de fabrication, les emplacements des éjecteurs doivent être coordonnés avec les exigences de fixation et d'usinage.
Les opérations d'usinage secondaires peuvent éliminer les marques d'éjecteurs grâce à un enlèvement de matière stratégique. Cependant, cette approche nécessite une coordination minutieuse entre les équipes de coulée et d'usinage pour garantir des allocations de stock adéquates et un contrôle dimensionnel.
Les considérations d'assemblage influencent le placement des éjecteurs lorsque les marques se produisent sur des surfaces qui interagissent avec d'autres composants. Les surfaces d'étanchéité des joints, les zones de montage des roulements et les caractéristiques filetées nécessitent une attention particulière pour éviter les problèmes fonctionnels liés au marquage des éjecteurs.
Les processus de traitement thermique, en particulier le revenu T6 pour les pièces en aluminium structurel, peuvent affecter la visibilité des marques d'éjecteurs en raison des changements microstructuraux et des modèles de relaxation des contraintes.
Foire aux questions
Pourquoi les marques d'éjecteurs apparaissent-elles plus foncées après l'anodisation ?
Les marques d'éjecteurs apparaissent plus foncées après l'anodisation parce que la déformation plastique localisée crée différentes structures cristallines dans l'aluminium. Ces zones déformées ont une énergie de surface et une porosité altérées, ce qui fait que la couche d'oxyde anodique se forme avec une épaisseur et une densité différentes. Le résultat est une variation de couleur visible même lorsque les différences dimensionnelles sont minimes.
Comment calculer le diamètre minimal de l'éjecteur pour éviter le flambage ?
Utilisez la formule de flambage d'Euler : P_critique = (π² × E × I) / (K × L²). Pour les éjecteurs en acier à outils (E = 200 GPa), calculez le moment d'inertie de la surface I = πd⁴/64, utilisez K = 2,0 pour les conditions d'articulation libre et L comme longueur non supportée. Assurez-vous que votre force d'éjection requise reste inférieure à 70 % de la charge critique calculée pour une marge de sécurité.
Les marques d'éjecteurs peuvent-elles être complètement éliminées des surfaces visibles ?
Oui, grâce à des techniques de conception appropriées, notamment l'éjection par plaque d'éjection, les éjecteurs à lame ou le placement stratégique des éjecteurs dans des zones non visibles. Les plaques d'éjection éliminent complètement le contact ponctuel, tandis que les éjecteurs à lame répartissent les forces linéairement. Les approches alternatives comprennent l'éjection assistée par air ou la conception de lignes de séparation pour placer tous les éjecteurs sur des surfaces cachées.
Quelle est la profondeur maximale acceptable des marques d'éjecteurs pour les surfaces esthétiques ?
Pour les surfaces esthétiques de classe A, les marques ne doivent pas dépasser 0,05 mm de profondeur avec des diamètres inférieurs à 2,0 mm. Les surfaces de classe B peuvent accepter des marques jusqu'à 0,15 mm de profondeur. Ces limites s'appliquent aux pièces avec une finition en aluminium naturel ; les pièces revêtues de poudre peuvent accepter des marques plus profondes (jusqu'à 0,20 mm) en raison des effets de remplissage du revêtement.
Comment la température de la pièce pendant l'éjection affecte-t-elle la gravité des marques d'éjecteurs ?
Des températures d'éjection plus élevées augmentent la gravité des marques en raison de la réduction de la limite d'élasticité du matériau. Les pièces éjectées au-dessus de 200 °C présentent des marques 40 à 60 % plus profondes que celles refroidies à 150 °C. Cependant, le temps de refroidissement a un impact sur l'efficacité du cycle. La température d'éjection optimale équilibre la gravité des marques par rapport aux exigences de productivité, généralement de 160 à 180 °C pour la coulée d'aluminium.
Quel matériau d'éjecteur offre la meilleure finition de surface sur les pièces moulées en aluminium ?
Les éjecteurs en acier à outils trempé (58-62 HRC) avec des surfaces polies offrent des résultats optimaux. L'acier à outils H13 offre une excellente résistance à l'usure et une stabilité thermique. Les surfaces des éjecteurs doivent être polies à Ra 0,2 μm ou mieux et traitées avec un revêtement TiN pour une durée de vie prolongée. Évitez les matériaux d'éjecteur plus tendres qui peuvent se gripper ou se déformer pendant le service.
Comment puis-je moderniser les matrices existantes pour réduire le marquage des éjecteurs ?
Les options de modernisation comprennent l'augmentation du diamètre de l'éjecteur (si l'espace le permet), l'ajout de plus d'éjecteurs pour répartir les charges, la conversion en éjecteurs à lame dans les zones critiques ou la mise en œuvre de systèmes d'assistance pneumatique. Chaque approche nécessite une analyse minutieuse de la géométrie de la matrice existante et des limitations structurelles. La conversion complète de la plaque d'éjection nécessite généralement une modification importante de la matrice et peut ne pas être rentable pour l'outillage existant.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece