Minimiser la porosité dans la coulée sous pression (HPDC) : Stratégies de conception
La porosité reste l'un des défauts les plus critiques qui affectent les opérations de coulée sous pression, impactant directement les propriétés mécaniques, la qualité de la finition de surface et la fiabilité des composants. Chez Microns Hub, notre analyse approfondie de plus de 10 000 composants HPDC révèle que des modifications stratégiques de la conception peuvent réduire les niveaux de porosité jusqu'à 85 %, transformant ainsi les pièces moulées problématiques en composants d'ingénierie de précision qui répondent aux spécifications les plus exigeantes.
Principaux points à retenir
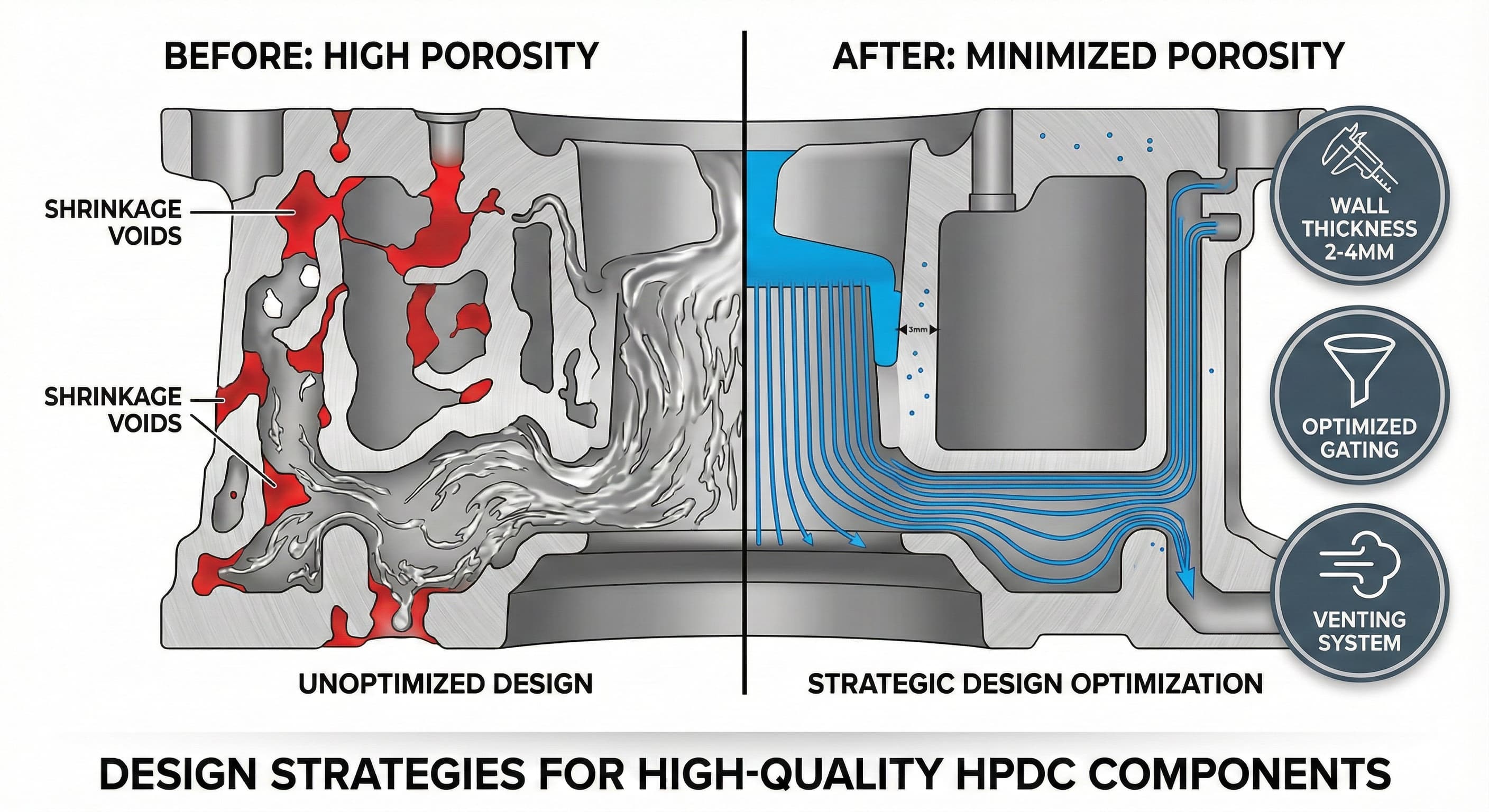
- L'optimisation de l'épaisseur des parois entre 2,0 et 4,0 mm réduit l'entraînement des gaz et améliore les caractéristiques de remplissage dans les alliages d'aluminium
- Le positionnement stratégique des canaux et des seuils peut éliminer 70 % des défauts liés à la porosité grâce à un flux de métal contrôlé
- La conception du système de ventilation avec des canaux de 0,05 à 0,15 mm de profondeur empêche l'entraînement d'air pendant le remplissage de la cavité
- La sélection des matériaux et les protocoles de dégazage sont directement corrélés aux niveaux de porosité finaux, un dégazage approprié réduisant la teneur en hydrogène à moins de 0,15 ml/100 g
Comprendre les mécanismes de formation de la porosité dans le HPDC
La porosité dans la coulée sous pression se manifeste par trois mécanismes principaux : la porosité gazeuse due à l'air emprisonné et aux gaz dégagés, la porosité de retrait due à la contraction de la solidification et la porosité induite par la turbulence due à un flux de métal chaotique. Chaque mécanisme nécessite des stratégies de conception distinctes pour minimiser son impact sur la qualité finale des composants.
La porosité gazeuse se produit généralement lorsque de l'air est emprisonné pendant le remplissage rapide de la cavité, avec des vitesses de remplissage dépassant souvent 40 à 60 m/s dans les opérations HPDC. Cet air emprisonné, combiné à l'hydrogène gazeux dégagé par l'aluminium fondu, crée des vides sphériques allant de 0,1 à 2,0 mm de diamètre. Le schéma de distribution de la porosité gazeuse est souvent directement corrélé au comportement du front d'écoulement et aux taux de solidification locaux.
La porosité de retrait se développe différemment, formant des réseaux de vides irréguliers et interconnectés dans les zones où l'alimentation en métal liquide devient restreinte pendant la solidification. Ce type se concentre généralement dans les sections épaisses, les poches isolées et les régions où la gestion thermique est mauvaise. La compréhension de ces mécanismes permet des interventions de conception ciblées qui s'attaquent aux causes profondes plutôt qu'aux symptômes.
Stratégies d'optimisation de l'épaisseur des parois
La conception optimale de l'épaisseur des parois représente le fondement de la minimisation de la porosité dans les composants HPDC. Notre analyse d'ingénierie démontre que le maintien d'une épaisseur de paroi uniforme entre 2,0 et 4,0 mm pour les alliages d'aluminium offre l'équilibre idéal entre les propriétés mécaniques, les caractéristiques de remplissage et le comportement de solidification.
Les sections épaisses dépassant 6,0 mm développent invariablement une porosité de retrait en raison des défis de la solidification directionnelle et de la transmission de pression insuffisante des seuils. Inversement, les sections plus minces que 1,5 mm risquent un remplissage incomplet, des fermetures à froid et une solidification prématurée qui emprisonne les gaz. La transition entre différentes épaisseurs de paroi doit suivre un cône progressif avec des rapports d'épaisseur ne dépassant pas 2:1 pour éviter un flux turbulent.
| Plage d'épaisseur de paroi (mm) | Niveau de risque de porosité | Applications typiques | Considérations de conception |
|---|---|---|---|
| 1,0-1,5 | Élevé (problèmes de remplissage) | Nervures fines, éléments décoratifs | Nécessite un système d'alimentation optimisé |
| 2,0-3,0 | Bas | Parois de boîtier, supports | Optimal pour la plupart des applications |
| 3,5-4,0 | Modéré | Sections porteuses | Nécessite un refroidissement amélioré |
| 5,0+ | Très élevé | Bossages, points de montage | Nécessite des techniques spéciales |
Les bossages épais et les points de montage nécessitent une attention particulière, les stratégies de carottage et la réduction progressive de l'épaisseur s'avérant les plus efficaces. Les canaux de refroidissement internes positionnés à 8,0-12,0 mm des surfaces de section épaisse peuvent améliorer considérablement la solidification directionnelle tout en réduisant les temps de cycle. Cette approche s'est avérée particulièrement efficace dans les carters de transmission automobiles où nous avons atteint des niveaux de porosité inférieurs à 2 % dans des sections allant jusqu'à 8,0 mm d'épaisseur.
Conception avancée du système de seuils et de canaux
Le positionnement et la géométrie des seuils exercent une profonde influence sur les caractéristiques d'écoulement du métal et la formation de porosité subséquente. Une conception optimale des seuils assure un flux laminaire et régulier tout en fournissant une transmission de pression adéquate tout au long du processus de solidification. Notre analyse de la dynamique des fluides computationnelle révèle que la vitesse du seuil doit être maintenue entre 30 et 45 m/s pour les alliages d'aluminium afin d'équilibrer la vitesse de remplissage avec la minimisation de la turbulence.
Les seuils en éventail démontrent des performances supérieures pour les grandes pièces moulées plates, distribuant le flux sur des fronts plus larges tout en réduisant les effets de jet qui entraînent l'air. L'épaisseur du seuil doit être de 60 à 80 % de l'épaisseur de la paroi de la pièce moulée adjacente, la largeur augmentant progressivement à partir de la connexion du canal. Cette géométrie favorise une distribution uniforme du flux tout en maintenant une surface de section suffisante pour la transmission de la pression.
Les calculs de la surface de section du canal suivent le principe du maintien d'une vitesse de flux constante dans tout le système. Le rapport surface canal/seuil doit rester entre 1,5:1 et 2:1, assurant une capacité de flux adéquate sans chutes de pression excessives. Les sections transversales de canal trapézoïdales avec des rapports base/sommet de 2:1 facilitent le remplissage complet tout en permettant une éjection facile.
Les configurations à seuils multiples nécessitent un équilibrage minutieux pour éviter les interférences de flux et les fermetures à froid. La synchronisation des seuils devient critique, un remplissage simultané étant préféré au séquentiel pour minimiser les différentiels de température. Notre expérience avec des composants automobiles complexes démontre que des systèmes multi-seuils correctement équilibrés peuvent réduire la porosité de 40 à 60 % par rapport aux alternatives à seuil unique.
Mise en œuvre systématique du système de ventilation
Les systèmes de ventilation efficaces fournissent des voies d'échappement contrôlées pour l'air déplacé et les gaz dégagés, empêchant leur entraînement dans la pièce moulée en solidification. La conception de la ventilation nécessite un contrôle dimensionnel précis, avec des profondeurs de canal entre 0,05 et 0,15 mm offrant une évacuation optimale des gaz sans permettre la pénétration du métal.
Le placement des évents suit le principe du positionnement des sorties aux derniers points à remplir, généralement opposés aux seuils primaires et dans les zones où les fronts d'écoulement convergent. Les évents de ligne de joint s'avèrent les plus efficaces, utilisant la séparation naturelle du moule pour créer des voies d'échappement des gaz. Ces évents doivent s'étendre de 6,0 à 10,0 mm dans la surface du moule avant de s'étendre dans des chambres de collecte plus grandes.
| Type d'évent | Profondeur (mm) | Largeur (mm) | Application | Efficacité |
|---|---|---|---|---|
| Ligne de joint | 0,05-0,10 | 3,0-6,0 | Évacuation primaire | Excellent |
| Broche d'éjection | 0,02-0,05 | Circonférentiel | Poches profondes | Bon |
| Limite d'insert | 0,03-0,08 | 2,0-4,0 | Géométries complexes | Très bon |
| Évents de noyau | 0,08-0,15 | 1,0-2,0 | Cavités internes | Bon |
Les systèmes de ventilation assistés par le vide représentent une approche avancée pour les applications critiques, maintenant des pressions de cavité inférieures à 50 mbar pendant le remplissage. Cette technique s'avère particulièrement précieuse pour les composants aérospatiaux et de dispositifs médicaux où les niveaux de porosité doivent rester inférieurs à 1 %. L'intégration de systèmes de vide nécessite une conception d'étanchéité soignée et un contrôle précis de la synchronisation pour maximiser l'efficacité.
Pour des résultats de haute précision, Recevez un devis détaillé sous 24 heures de Microns Hub.
Sélection des matériaux et protocoles de traitement de la fonte
La sélection de l'alliage d'aluminium a un impact significatif sur la susceptibilité à la porosité, la composition et l'historique du traitement affectant la solubilité des gaz et les caractéristiques de solidification. A356-T6 et A380 représentent les alliages HPDC les plus courants, chacun présentant des défis de porosité uniques et des exigences d'atténuation.
L'alliage A380 démontre d'excellentes caractéristiques de fluidité et de remplissage de la matrice, mais présente une solubilité plus élevée en hydrogène, nécessitant des protocoles de dégazage agressifs. La teneur en hydrogène doit être maintenue en dessous de 0,15 ml/100 g d'aluminium par dégazage rotatif avec de l'argon ou de l'azote. Le processus de dégazage nécessite généralement 8 à 12 minutes à 700 à 720 °C avec des débits de gaz de 2 à 4 l/min par 100 kg de métal.
L'affinage du grain par des additions de titane-bore (0,02-0,05 % Ti) crée des sites de nucléation qui favorisent des structures de grain fines et équiaxiales. Cette modification microstructurale réduit la formation de porosité de retrait tout en améliorant les propriétés mécaniques. L'addition d'affineur de grain doit se produire pendant la préparation de la fonte, laissant 10 à 15 minutes pour une dissolution et une distribution complètes.
Les opérations secondaires comme le traitement thermique T6 peuvent partiellement guérir la micro-porosité par des processus de diffusion à l'état solide. Cependant, cette approche reste limitée aux pores de diamètre inférieur à 0,05 mm et ne peut pas traiter les vides gazeux ou de retrait plus importants. La prévention par une conception appropriée reste beaucoup plus efficace que la remédiation post-coulée.
Optimisation des paramètres de processus
Les paramètres de la machine de coulée sous pression influencent directement la formation de porosité grâce à leur contrôle de la dynamique de remplissage, de l'application de la pression et des taux de solidification. Les profils de vitesse d'injection nécessitent une optimisation minutieuse, employant généralement des vitesses de tir lent de 0,2 à 0,5 m/s pour le remplissage initial de la cavité, suivies d'une accélération de tir rapide à 2,0 à 4,0 m/s une fois que le système de canaux se remplit complètement.
La synchronisation de l'application de la pression d'intensification s'avère essentielle pour la prévention de la porosité de retrait. La pression doit augmenter à 300-800 bars dans les 0,1-0,3 secondes après la fin du remplissage de la cavité, maintenant cette pression tout au long de la solidification. L'efficacité de la transmission de la pression dépend fortement des caractéristiques de congélation du seuil, les seuils étant conçus pour rester liquides 2 à 5 secondes de plus que les sections de coulée adjacentes.
| Paramètre | Plage Optimale | Impact sur la Porosité | Méthode de Surveillance |
|---|---|---|---|
| Vitesse d'injection lente | 0,2-0,5 m/s | Réduit l'entraînement d'air | Encodeur linéaire |
| Vitesse d'injection rapide | 2,0-4,0 m/s | Remplissage complet | Capteurs de vitesse |
| Pression d'intensification | 300-800 bar | Empêche le retrait | Transducteurs de pression |
| Température de la matrice | 180-250°C | Contrôle la solidification | Pyromètres |
La gestion de la température de la matrice influence à la fois le comportement de remplissage et les schémas de solidification. Les températures optimales de la matrice varient de 180 à 250 °C pour les alliages d'aluminium, des températures plus élevées améliorant les caractéristiques d'écoulement tout en augmentant potentiellement le risque de porosité gazeuse. Le chauffage différentiel de la matrice, avec des températures plus élevées dans les zones difficiles à remplir et des températures plus basses dans les sections épaisses, optimise à la fois le comportement de remplissage et de solidification.
Simulation avancée et validation de la conception
La simulation de la dynamique des fluides computationnelle permet la prédiction et la prévention des zones sujettes à la porosité avant le début de la construction de la matrice. Les logiciels de simulation modernes modélisent avec précision l'entraînement des gaz, la prédiction du retrait et les champs thermiques tout au long du processus de coulée. Ces outils identifient les problèmes potentiels pendant les phases de conception lorsque les modifications restent rentables.
La simulation de flux révèle les zones de turbulence où se produit l'entraînement d'air, permettant le repositionnement du seuil ou des modifications de la géométrie pour favoriser un flux laminaire. L'analyse du champ de vitesse identifie les zones dépassant les vitesses de flux recommandées, tandis que les cartes de distribution de la pression mettent en évidence les régions avec une transmission de pression d'intensification insuffisante.
L'analyse thermique prédit les séquences de solidification, identifiant les points chauds isolés sujets à la formation de porosité de retrait. Cette information guide la conception du système de refroidissement, avec un placement stratégique des canaux de refroidissement assurant une solidification directionnelle vers les zones d'alimentation. L'intégration des services de fabrication de tôlerie pour les composants du système de refroidissement permet le prototypage rapide et l'optimisation des solutions de gestion thermique.
Les algorithmes de prédiction de la porosité combinent les résultats de flux et thermiques pour prévoir les emplacements et les tailles de formation de vides. La validation par rapport aux données de production réelles démontre une précision de 85 à 92 % pour la prédiction de l'emplacement de la porosité, permettant des modifications de conception proactives qui préviennent les défauts plutôt que de les détecter après la production.
Méthodologies de contrôle de la qualité et d'inspection
Une évaluation efficace de la porosité nécessite de multiples techniques d'inspection, chacune fournissant des informations uniques sur les caractéristiques des vides et les schémas de distribution. La radiographie aux rayons X reste la référence en matière de détection de la porosité interne, offrant des capacités de résolution jusqu'à un diamètre de vide de 0,1 mm avec une optimisation appropriée de la technique.
La tomographie industrielle calculée fournit une visualisation tridimensionnelle des vides, permettant des mesures de volume précises et une analyse de la connectivité. Cette technique s'avère particulièrement précieuse pour les géométries complexes où la radiographie conventionnelle souffre d'un chevauchement des caractéristiques. La numérisation CT révèle l'interconnectivité des pores, cruciale pour comprendre le potentiel de chemin de fuite dans les composants contenant de la pression.
Les mesures de densité par pesée hydrostatique offrent une évaluation rapide de la porosité pour le contrôle de la production. Cette technique détermine le pourcentage global de porosité, mais ne peut pas fournir d'informations sur la distribution spatiale. Les mesures de densité sont bien corrélées aux propriétés mécaniques, ce qui les rend appropriées pour les décisions de qualité go/no-go.
Lorsque vous travaillez avec nos services de fabrication, Microns Hub met en œuvre des protocoles de qualité complets qui dépassent les normes de l'industrie. Nos capacités d'inspection comprennent des systèmes de rayons X à haute résolution, des machines de mesure de coordonnées dimensionnelles et des équipements d'analyse métallographique qui garantissent que chaque composant répond aux exigences de porosité spécifiées.
Analyse coûts-avantages de la prévention de la porosité
Investir dans des stratégies de prévention de la porosité pendant les phases de conception offre des rendements substantiels grâce à la réduction des taux de rebut, à l'amélioration des propriétés mécaniques et à l'amélioration de la fiabilité des composants. Notre analyse des facteurs de coûts montre qu'une mise en œuvre appropriée de la conception ajoute 3 à 8 % aux coûts d'outillage initiaux tout en réduisant les coûts de production continus de 15 à 25 % grâce à l'amélioration des taux de rendement.
Les coûts d'optimisation de la conception impliquent principalement un temps de simulation prolongé, une analyse d'ingénierie supplémentaire et potentiellement une construction de matrice plus complexe. Cependant, ces investissements initiaux sont insignifiants par rapport aux pertes de production dues aux défauts liés à la porosité. Les taux de rebut diminuent généralement de 8 à 15 % à 2 à 5 % avec des stratégies complètes de prévention de la porosité.
Les améliorations des propriétés mécaniques permettent des opportunités d'optimisation des matériaux, permettant potentiellement des réductions de qualité qui compensent l'augmentation des coûts de traitement. Les composants avec une porosité minimale démontrent une durée de vie en fatigue de 20 à 35 % supérieure à celle des alternatives poreuses, réduisant les coûts de garantie et améliorant la satisfaction client. La corrélation entre l'optimisation de la conception et la réduction des coûts s'applique également aux opérations de coulée sous pression.
Les avantages à long terme comprennent une durée de vie améliorée de la matrice grâce à une réduction des contraintes de processus et du cycle de température, une qualité de finition de surface améliorée réduisant les opérations secondaires et des possibilités d'application élargies pour les composants critiques. Ces facteurs se combinent pour créer des analyses de rentabilisation convaincantes pour des programmes complets de prévention de la porosité.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisé signifient que chaque projet reçoit l'attention aux détails qu'il mérite, avec des ingénieurs dédiés qui comprennent les nuances de la prévention de la porosité dans les applications de coulée sous pression.
Lignes directrices de mise en œuvre et meilleures pratiques
La minimisation réussie de la porosité nécessite une mise en œuvre systématique à travers les phases de conception, d'outillage et de production. Commencez par un examen complet de la conception axé sur l'uniformité de l'épaisseur des parois, l'optimisation du seuil et l'intégration du système de ventilation. Chaque élément de conception doit être évalué pour sa contribution à la réduction globale du risque de porosité.
La fabrication de l'outillage doit maintenir des tolérances serrées sur les caractéristiques critiques, en particulier les dimensions des évents et les géométries des seuils. Les profondeurs des évents nécessitent une vérification par une mesure de précision, car des variations de ±0,02 mm ont un impact significatif sur l'efficacité. La finition de surface du seuil doit atteindre des valeurs Ra inférieures à 0,8 μm pour favoriser les caractéristiques d'écoulement laminaire.
Le développement des paramètres de processus suit des protocoles d'optimisation systématiques, en commençant par des paramètres conservateurs et en poussant progressivement vers des fenêtres de performance optimales. Documentez toutes les modifications des paramètres et leurs effets sur les niveaux de porosité, en construisant une connaissance complète du processus pour les applications futures.
La formation des opérateurs assure une mise en œuvre cohérente des paramètres optimisés et la reconnaissance des écarts de processus qui ont un impact sur la formation de porosité. Les normes visuelles montrant les niveaux de porosité acceptables par rapport aux niveaux rejetables aident à maintenir des décisions de qualité cohérentes tout au long des séries de production.
Foire aux questions
Quel est le niveau de porosité maximal acceptable pour les composants de coulée sous pression structurels ?
Les niveaux de porosité acceptables varient selon l'application, mais les composants structurels nécessitent généralement une porosité inférieure à 3 à 5 % en volume pour les applications générales et inférieure à 1 à 2 % pour les pièces porteuses critiques. Les applications aérospatiales et médicales peuvent nécessiter des niveaux de porosité inférieurs à 0,5 % avec des restrictions spécifiques de taille et de distribution.
Comment l'épaisseur de la paroi affecte-t-elle la formation de porosité dans les pièces moulées sous pression en aluminium ?
L'épaisseur de la paroi a un impact direct sur la formation de porosité gazeuse et de retrait. Les sections plus minces que 2,0 mm risquent l'entraînement de gaz en raison d'une solidification rapide, tandis que les sections plus épaisses que 4,0 mm développent une porosité de retrait due à une mauvaise transmission de la pression. L'épaisseur optimale se situe entre 2,0 et 3,5 mm pour la plupart des applications d'alliages d'aluminium.
Les traitements post-coulée peuvent-ils éliminer la porosité dans les composants HPDC ?
Les traitements post-coulée comme le traitement thermique peuvent partiellement guérir la micro-porosité inférieure à 0,05 mm de diamètre par des processus de diffusion à l'état solide. Cependant, les vides gazeux ou de retrait plus importants ne peuvent pas être éliminés par le post-traitement. La prévention par une conception appropriée et un contrôle du processus reste beaucoup plus efficace que les tentatives de remédiation.
Quel rôle la température de la matrice joue-t-elle dans la prévention de la porosité ?
La température de la matrice affecte à la fois le comportement de remplissage et les caractéristiques de solidification. Les températures entre 180 et 250 °C pour les alliages d'aluminium optimisent le flux tout en contrôlant le dégagement de gaz. Des températures plus élevées améliorent le remplissage des sections minces, mais peuvent augmenter le risque de porosité gazeuse, tandis que des températures plus basses peuvent provoquer une solidification prématurée et un entraînement d'air.
Quelle est l'efficacité des systèmes de coulée sous pression assistée par le vide pour la réduction de la porosité ?
Les systèmes assistés par le vide maintenant des pressions de cavité inférieures à 50 mbar peuvent réduire la porosité gazeuse de 60 à 80 % par rapport au HPDC conventionnel. Ces systèmes s'avèrent particulièrement efficaces pour les applications critiques nécessitant des niveaux de porosité inférieurs à 1 %, bien qu'ils ajoutent de la complexité et du coût au processus de coulée sous pression.
Quelles méthodes d'inspection fournissent l'évaluation de la porosité la plus précise ?
La tomographie industrielle calculée offre l'analyse de la porosité la plus complète, fournissant une visualisation 3D, des mesures de volume précises et une cartographie de la connectivité. La radiographie aux rayons X reste rentable pour l'inspection de routine avec une capacité de résolution de 0,1 mm, tandis que les mesures de densité offrent un contrôle de production rapide pour l'évaluation globale de la porosité.
Comment les différents alliages d'aluminium se comparent-ils en ce qui concerne la susceptibilité à la porosité ?
L'alliage A380 démontre une excellente fluidité mais une solubilité plus élevée en hydrogène nécessitant un dégazage agressif, tandis que l'A356 offre de meilleures propriétés mécaniques avec un risque de porosité modéré. L'ADC12 montre une bonne coulabilité avec une sensibilité intermédiaire aux gaz, et l'A413 offre une excellente résistance à la corrosion, mais nécessite une gestion thermique prudente pour prévenir la porosité de retrait.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece