Imprégnation sous vide : étanchéité des voies de fuite dans les pièces moulées hydrauliques
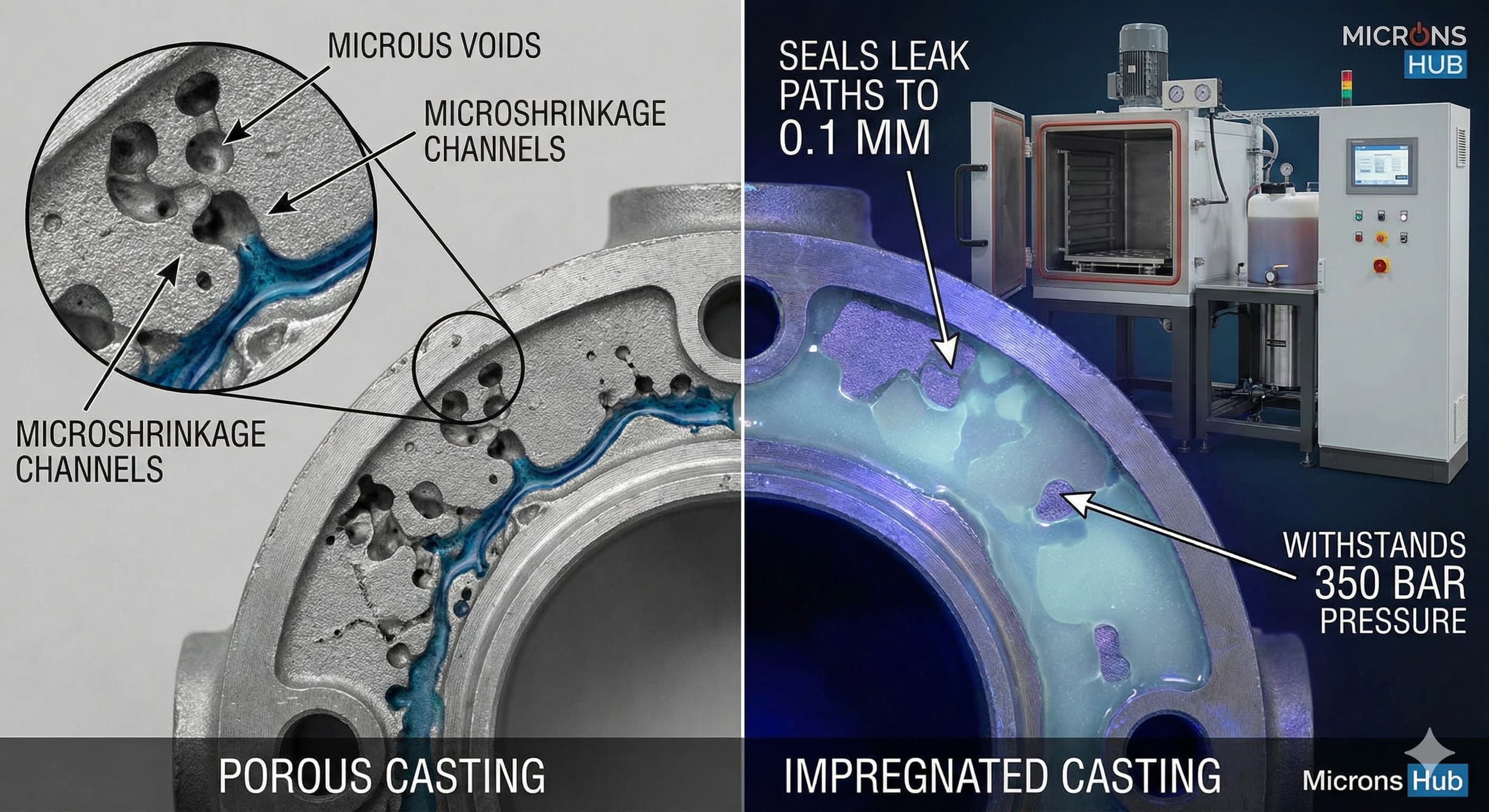
La porosité dans les pièces moulées hydrauliques représente l'un des modes de défaillance les plus critiques dans les applications à haute pression. Lorsque le micro-retrait interconnecté crée des voies de fuite à travers les parois de la pièce moulée, il en résulte une défaillance catastrophique du système, une contamination environnementale et des coûts d'arrêt importants. L'imprégnation sous vide est devenue la solution définitive pour sceller ces défauts microscopiques, transformant des composants potentiellement mis au rebut en assemblages étanches à la pression capables de résister à des pressions de service supérieures à 350 bars.
Cette analyse technique complète examine le processus d'imprégnation sous vide d'un point de vue métallurgique et pratique, fournissant aux ingénieurs de fabrication les connaissances détaillées nécessaires pour mettre en œuvre des protocoles d'étanchéité réussis.
Points clés à retenir
- L'imprégnation sous vide peut sceller la porosité jusqu'à 0,1 mm de diamètre, atteignant des taux de fuite inférieurs à 10⁻⁶ mbar·l/s, comme spécifié dans la norme ISO 3530
- Une préparation adéquate de la surface et l'élimination de la contamination sont essentielles : même 0,05 mm de fluides d'usinage peuvent empêcher une pénétration complète de la résine
- Les résines anaérobies modernes durcissent à l'intérieur des pores interconnectés tout en restant liquides dans les zones exposées à l'air, ce qui permet une étanchéité sélective
- L'analyse des coûts montre que l'imprégnation sous vide permet de récupérer 85 à 95 % des pièces moulées hydrauliques qui seraient autrement rejetées, à un coût représentant 15 à 25 % du coût de remplacement
Comprendre la formation de porosité dans les pièces moulées hydrauliques
Les pièces moulées hydrauliques subissent une formation de porosité par de multiples mécanismes pendant le processus de solidification. Le principal contributeur est le micro-retrait, qui se produit lorsque la solidification du métal crée une contraction volumétrique sans alimentation adéquate des masselottes ou des canaux d'alimentation. Ce phénomène est particulièrement prononcé dans les alliages d'aluminium comme l'A356-T6 et l'A380, où le retrait de solidification approche 6,5 % en volume.
La porosité gazeuse représente le deuxième défi majeur, qui se forme lorsque l'hydrogène dissous précipite pendant le refroidissement. La solubilité de l'hydrogène dans l'aluminium chute considérablement, passant de 0,69 cm³/100 g à l'état liquide à seulement 0,036 cm³/100 g à l'état solide. Cette sursaturation crée des pores sphériques allant de 0,1 mm à plusieurs millimètres de diamètre.
La distinction essentielle pour les applications hydrauliques réside dans l'interconnexion de la porosité. Les pores isolés présentent un risque minime, mais les réseaux interconnectés créent des voies de fuite continues à travers les parois de la pièce moulée. Ces canaux microscopiques, souvent invisibles à l'inspection visuelle standard, permettent la migration du fluide hydraulique sous pression, entraînant des fuites externes et une contamination du système.
| Type de porosité | Plage de taille typique | Mécanisme de formation | Niveau de risque hydraulique |
|---|---|---|---|
| Micro-retrait | 0.05-0.5 mm | Contraction de solidification | Élevé - interconnecté |
| Porosité gazeuse (H₂) | 0.1-2.0 mm | Précipitation d'hydrogène | Moyen - généralement isolé |
| Inclusions d'oxyde | 0.02-0.2 mm | Piégeage de l'oxydation de surface | Élevé - crée des points d'initiation de fuite |
| Manques de fusion | Largeur de 0.1-1.0 mm | Fusion incomplète du métal | Très élevé - chemins de fuite linéaires |
Les processus de moulage sous pression modernes ont considérablement réduit l'occurrence de la porosité, en particulier avec le moulage sous pression de zinc offrant des caractéristiques de densité supérieures par rapport aux alternatives en aluminium. Cependant, les géométries complexes et les sections épaisses des composants hydrauliques présentent toujours des défis de solidification nécessitant un traitement post-moulage.
Principes fondamentaux du processus d'imprégnation sous vide
L'imprégnation sous vide fonctionne sur le principe de la pression différentielle pour forcer les résines à faible viscosité dans la porosité microscopique. Le processus commence par placer les pièces moulées nettoyées dans une chambre à vide, atteignant généralement des pressions inférieures à 1 mbar (100 Pa). Cette extraction sous vide élimine l'air des pores interconnectés, créant la force motrice pour la pénétration ultérieure de la résine.
La sélection de la résine s'avère essentielle pour les applications hydrauliques. Les résines anaérobies modernes, en particulier les formulations à base de méthacrylate, ne durcissent qu'en l'absence d'oxygène tout en restant liquides dans les zones exposées à l'air. Ce durcissement sélectif assure une étanchéité complète des pores sans contamination de la surface qui pourrait interférer avec les opérations d'usinage ou de revêtement ultérieures.
Paramètres de processus critiques
Le niveau de vide représente le principal paramètre de contrôle, affectant directement la profondeur et l'exhaustivité de la pénétration. Des résultats optimaux nécessitent des pressions absolues inférieures à 1 mbar, maintenues suffisamment longtemps pour obtenir une évacuation complète de l'air. Le temps d'évacuation dépend de la géométrie de la pièce et du volume de porosité, allant généralement de 15 à 45 minutes pour les pièces moulées hydrauliques.
Le contrôle de la température pendant l'imprégnation affecte à la fois la viscosité de la résine et les caractéristiques de pénétration. La plupart des résines anaérobies atteignent des propriétés d'écoulement optimales à 60-80 °C, réduisant la viscosité d'environ 40 % par rapport au fonctionnement à température ambiante. Cependant, une température excessive accélère l'initiation du durcissement, bloquant potentiellement les canaux de pores étroits avant une pénétration complète.
La différence de pression pendant l'introduction de la résine utilise généralement la pression atmosphérique contre le vide maintenu. Certains systèmes avancés utilisent une pression positive allant jusqu'à 6 bars manométriques pour améliorer la pénétration dans la porosité extrêmement fine, bien que cela nécessite un contrôle minutieux pour éviter la distorsion de la pièce moulée dans les sections à parois minces.
Sélection des matériaux et compatibilité
La sélection de la chimie de la résine doit tenir compte à la fois de l'alliage de la pièce moulée de base et de la compatibilité prévue avec le fluide hydraulique. Pour les pièces moulées en aluminium, les résines à base de méthacrylate offrent une excellente adhérence et une excellente résistance chimique. Ces formulations atteignent généralement des résistances à la traction supérieures à 25 MPa après durcissement complet, avec des valeurs de dureté Shore D comprises entre 75 et 85.
Les tests de compatibilité des fluides hydrauliques suivent les protocoles ASTM D471, évaluant le gonflement du volume et la rétention des propriétés après une exposition prolongée. Les résines anaérobies modernes démontrent une excellente compatibilité avec les huiles hydrauliques à base minérale, montrant moins de 3 % de changement de volume après 1 000 heures à 100 °C. La compatibilité des fluides synthétiques varie considérablement avec la chimie du fluide, nécessitant une validation spécifique pour chaque application.
| Type de résine | Temps de prise (25°C) | Plage de température | Compatibilité avec les fluides hydrauliques | Coût par litre |
|---|---|---|---|---|
| Méthacrylate anaérobie | 2-4 heures | -55°C à +150°C | Excellent avec les huiles minérales | €125-180 |
| Polyuréthane modifié | 6-8 heures | -40°C à +120°C | Bon avec la plupart des fluides | €95-140 |
| À base d'époxy | 12-24 heures | -30°C à +130°C | Acceptable - nécessite des tests | €80-120 |
| Modifié au silicone | 4-6 heures | -65°C à +180°C | Excellente flexibilité | €160-220 |
La résine durcie doit maintenir son intégrité sous le cycle de pression hydraulique. Les protocoles de test comprennent le cycle de pression de 0 à la pression de service maximale pendant au moins 100 000 cycles, avec une détection des fuites effectuée à intervalles réguliers. Une imprégnation réussie résiste généralement à des pressions 1,5 fois supérieures à la pression de service maximale sans fuite détectable.
Exigences de préparation de la surface
La propreté de la surface a un impact direct sur l'efficacité de l'imprégnation, même une contamination microscopique empêchant une pénétration complète de la résine. Les fluides d'usinage, en particulier les liquides de refroidissement à base d'eau, créent la barrière la plus importante à l'écoulement de la résine. L'élimination complète nécessite des protocoles de nettoyage en plusieurs étapes combinant le dégraissage au solvant avec le nettoyage alcalin.
La séquence de nettoyage recommandée commence par un dégraissage à la vapeur à l'aide de trichloroéthylène ou d'alternatives modernes aux hydrocarbures, suivi d'un nettoyage alcalin à 80-90 °C pendant 10-15 minutes. Un rinçage final à l'eau déminéralisée empêche les dépôts minéraux qui pourraient bloquer la porosité fine. Un séchage complet à 120 °C pendant au moins 30 minutes assure l'élimination de l'humidité qui pourrait interférer avec les mécanismes de durcissement anaérobie.
Pour des résultats de haute précision, soumettez votre projet pour un devis en 24 heures auprès de Microns Hub.
Protocoles de contrôle qualité et de test
La vérification des tests d'étanchéité suit les protocoles établis décrits dans la norme ISO 3530 pour les composants hydrauliques. La méthode la plus sensible utilise la spectrométrie de masse à l'hélium, capable de détecter des taux de fuite inférieurs à 10⁻⁸ mbar·l/s. Cependant, les tests de production pratiques utilisent souvent des méthodes de détection de la dégradation de la pression avec une sensibilité de détection des fuites appropriée aux exigences de l'application.
Les tests d'étanchéité avant imprégnation établissent la gravité de la porosité de référence, généralement effectués à 1,5 fois la pression de service avec une durée de mesure de 15 à 30 minutes selon le volume du composant. Les critères de rejet varient selon l'application, mais les composants hydrauliques nécessitent généralement des taux de fuite inférieurs à 10⁻⁴ mbar·l/s pour être pris en compte pour l'imprégnation.
La vérification post-imprégnation doit tenir compte de la progression du durcissement de la résine. Les tests initiaux immédiatement après le traitement peuvent montrer des taux de fuite artificiellement bas en raison de la mobilité de la résine non durcie. Les protocoles standard exigent un temps de durcissement minimum de 24 heures avant le test d'étanchéité final, certaines spécifications allant jusqu'à 72 heures pour les applications critiques.
Surveillance et contrôle du processus
La surveillance du niveau de vide tout au long du cycle d'évacuation donne un aperçu du volume de porosité et de l'interconnexion. Une augmentation rapide de la pression lorsque l'isolation sous vide se produit indique une porosité interne importante, tandis qu'une augmentation progressive suggère des défauts minimes ou mal connectés. Ces informations guident l'optimisation du temps d'évacuation et aident à prédire la probabilité de succès de l'imprégnation.
La surveillance de la pénétration de la résine utilise plusieurs techniques en fonction de la géométrie et de l'accessibilité du composant. L'ajout de colorant fluorescent permet une vérification visuelle sous éclairage UV, particulièrement utile pour les passages internes complexes. La mesure du gain de poids fournit une évaluation quantitative de l'absorption de la résine, avec des valeurs typiques allant de 0,1 à 2,0 % du poids du composant en fonction de la gravité de la porosité.
| Gravité de la porosité | Temps d'évacuation sous vide | Gain de poids attendu | Taux de réussite | Applications typiques |
|---|---|---|---|---|
| Léger (pores dispersés) | 15-20 minutes | 0.1-0.3% | 95-98% | Blocs hydrauliques standard |
| Modéré (certaine interconnexion) | 25-35 minutes | 0.4-0.8% | 90-95% | Corps de vannes complexes |
| Sévère (réseaux étendus) | 40-60 minutes | 0.9-2.0% | 80-90% | Carter de pompe à section épaisse |
| Critique (traversant la paroi) | 45-75 minutes | 1.5-3.0% | 70-85% | Culasses, collecteurs |
Analyse économique et justification des coûts
L'économie de l'imprégnation sous vide dépend de plusieurs facteurs, notamment le coût de remplacement de la pièce moulée, la réduction du taux de rebut et les exigences de débit de traitement. Pour les corps de vannes hydrauliques typiques avec des coûts de fabrication compris entre 45 et 85 €, le traitement d'imprégnation ajoute environ 8 à 15 € par composant, ce qui représente 15 à 25 % du coût total de fabrication.
La ventilation des coûts comprend la consommation de résine (généralement 2 à 4 € par composant), la main-d'œuvre de traitement, l'amortissement de l'équipement et les tests de vérification de la qualité. Les opérations à grande échelle réalisent des économies d'échelle grâce au traitement par lots, réduisant les coûts par composant à 5 à 8 € pour les pièces moulées hydrauliques standard.
Les calculs du retour sur investissement doivent tenir compte de l'alternative du rejet et de la refabrication des composants. Avec des taux de rejet typiques pour les pièces moulées hydrauliques complexes allant de 3 à 8 % en raison de fuites liées à la porosité, l'imprégnation peut récupérer 85 à 95 % des composants qui seraient autrement mis au rebut. Ce taux de récupération se traduit par des économies importantes, en particulier pour les géométries complexes nécessitant un usinage important.
Considérations relatives à l'intégration des processus
L'optimisation de la séquence de fabrication nécessite une intégration minutieuse de l'imprégnation sous vide dans les flux de production existants. Le moment idéal place l'imprégnation après l'ébauche, mais avant les opérations finales, ce qui permet de vérifier l'efficacité de l'étanchéité tout en minimisant les coûts de reprise si le traitement échoue.
La compatibilité du traitement thermique présente des considérations importantes pour les pièces moulées en aluminium nécessitant des conditions de revenu T6. Les traitements de vieillissement standard à 155 °C dépassent la plupart des limites de température des résines anaérobies, ce qui nécessite soit la sélection de résines pour une capacité à haute température, soit une modification de la séquence de processus pour effectuer l'imprégnation après l'achèvement du traitement thermique.
Lors de l'intégration de l'imprégnation sous vide à nos services de fabrication, une coordination minutieuse garantit des résultats optimaux tout en maintenant l'efficacité de la production et la rentabilité.
Applications avancées et considérations spéciales
Les applications hydrauliques à haute pression dépassant 280 bars nécessitent des protocoles d'imprégnation améliorés et des formulations de résine spécialisées. Ces applications utilisent souvent plusieurs cycles d'imprégnation avec des résines de viscosité progressivement plus faible pour assurer une pénétration complète des réseaux de porosité extrêmement fine.
Les composants hydrauliques aérospatiaux fonctionnant à des pressions allant jusqu'à 350 bars exigent des tests de qualification supplémentaires, notamment la résistance aux vibrations, le cycle de température et la validation du cycle de pression prolongé. Les protocoles de test suivent les normes aérospatiales telles que l'AS9100, nécessitant une documentation complète et une traçabilité tout au long du processus d'imprégnation.
Les considérations environnementales influencent de plus en plus la sélection des résines et les protocoles de traitement. Les formulations anaérobies à base d'eau réduisent les émissions de composés organiques volatils tout en conservant des caractéristiques de performance adaptées à la plupart des applications hydrauliques. Ces options respectueuses de l'environnement ajoutent généralement 10 à 15 % aux coûts de traitement, mais éliminent les dépenses de récupération et d'élimination des solvants.
Géométries spécialisées et composants complexes
Les passages internes et les collecteurs hydrauliques complexes présentent des défis uniques pour l'efficacité de l'imprégnation sous vide. Ces géométries nécessitent souvent des temps d'évacuation prolongés et des fixations spécialisées pour assurer l'élimination complète de l'air des passages en impasse et des réseaux de canaux complexes.
Les sections à parois minces nécessitent un contrôle minutieux de la pression pendant l'imprégnation pour éviter la distorsion. Les composants avec des épaisseurs de paroi inférieures à 3 mm limitent généralement l'application de pression positive à 2 bars manométriques maximum, ce qui prolonge le temps de traitement, mais empêche les changements dimensionnels qui pourraient affecter les relations d'ajustement critiques.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique dans les processus d'imprégnation sous vide signifie que chaque pièce moulée hydraulique reçoit l'attention aux détails requise pour un fonctionnement fiable et étanche à la pression.
Dépannage des problèmes d'imprégnation courants
La pénétration incomplète représente le mode de défaillance d'imprégnation le plus fréquent, résultant généralement d'une évacuation sous vide insuffisante ou d'une contamination bloquant l'accès aux pores. Les procédures de diagnostic comprennent la section d'échantillons de test pour vérifier la profondeur de pénétration de la résine et l'analyse du schéma de distribution.
Une coloration de surface se produit occasionnellement lorsque la résine suinte de la porosité sous-jacente pendant la progression du durcissement. Ce problème indique généralement une porosité interconnectée s'étendant aux surfaces des composants, nécessitant des temps d'évacuation prolongés ou plusieurs cycles d'imprégnation pour une étanchéité complète.
L'inhibition du durcissement peut résulter d'une contamination de la surface ou de matériaux incompatibles en contact avec la résine non durcie. Les composés de silicone s'avèrent particulièrement problématiques, nécessitant une élimination complète avant le traitement. Les protocoles de test comprennent la vérification du durcissement sur des coupons de test traités en même temps que les composants de production.
| Symptôme du problème | Cause probable | Méthode de diagnostic | Action corrective |
|---|---|---|---|
| Fuite après polymérisation | Pénétration incomplète | Analyse par sectionnement | Temps d'évacuation prolongé |
| Taches de surface | Porosité sous la surface | Test de ressuage | Cycles d'imprégnation multiples |
| Aucune indication de prise | Contamination/inhibition | Évaluation d'un coupon de test | Protocole de nettoyage amélioré |
| Résultats variables | Incohérence du processus | Contrôle statistique des processus | Standardisation des paramètres |
Développements futurs et tendances technologiques
La chimie avancée des résines continue d'évoluer vers des capacités de température plus élevées et une résistance chimique améliorée. Les nouvelles formulations en cours de développement promettent des plages de températures de fonctionnement s'étendant jusqu'à 200 °C tout en conservant les caractéristiques de durcissement sélectif essentielles pour une imprégnation efficace.
L'automatisation des processus intègre de plus en plus la surveillance en temps réel et les systèmes de contrôle adaptatifs. Ces développements comprennent la surveillance continue du niveau de vide, le contrôle automatique du niveau de résine et la vérification intégrée des tests d'étanchéité dans un équipement de traitement à une seule station.
L'intégration de la fabrication additive présente des opportunités émergentes, car les composants hydrauliques imprimés en 3D présentent souvent une porosité nécessitant un traitement d'étanchéité. La combinaison de services de moulage par injection avec une imprégnation post-traitement crée de nouvelles possibilités pour la production de composants hydrauliques complexes.
Les applications de la nanotechnologie explorent l'incorporation de nanoparticules dans les résines d'imprégnation pour améliorer les propriétés mécaniques et fournir des caractéristiques d'auto-cicatrisation dans des conditions de charge cyclique. Ces formulations avancées restent en phase de développement, mais sont prometteuses pour prolonger la durée de vie des composants dans les applications hydrauliques exigeantes.
Foire aux questions
Quels niveaux de pression les pièces moulées hydrauliques imprégnées sous vide peuvent-elles supporter ?
Les pièces moulées hydrauliques correctement imprégnées résistent généralement à des pressions allant jusqu'à 350 bars en service continu, avec des pressions d'éclatement supérieures à 525 bars. La capacité de pression réelle dépend de l'intégrité de la pièce moulée de base, de l'exhaustivité de la pénétration de la résine et de la géométrie du composant. Les protocoles de test vérifient les performances à 1,5 fois la pression de service pour l'acceptation de la qualification.
Combien de temps dure le processus d'imprégnation sous vide pour les composants hydrauliques ?
L'imprégnation sous vide complète nécessite généralement 4 à 8 heures, y compris les phases d'évacuation, d'imprégnation et de durcissement initial. Le temps d'évacuation varie de 15 à 60 minutes selon la taille du composant et la gravité de la porosité. Le durcissement de la résine nécessite 2 à 4 heures supplémentaires avant la manipulation, avec un développement complet des propriétés atteint dans les 24 à 48 heures à température ambiante.
Les pièces moulées hydrauliques précédemment usinées peuvent-elles être imprégnées avec succès ?
Oui, les pièces moulées usinées peuvent être imprégnées efficacement à condition qu'un nettoyage approfondi élimine tous les fluides d'usinage et les contaminants. Le protocole de nettoyage doit inclure un dégraissage à la vapeur et un lavage alcalin pour assurer une élimination complète de la contamination. Les taux de réussite pour les composants usinés approchent ceux des pièces moulées non usinées lorsque des procédures de préparation de surface appropriées sont suivies.
Que se passe-t-il si l'imprégnation sous vide ne parvient pas à sceller toutes les voies de fuite ?
L'échec de l'imprégnation peut souvent être répété après avoir identifié et corrigé la cause première. Les actions correctives courantes comprennent des cycles de nettoyage prolongés, des temps d'évacuation plus longs ou une sélection de résine alternative. Les composants présentant un succès partiel peuvent nécessiter plusieurs cycles d'imprégnation avec des résines de viscosité progressivement plus faible. Environ 85 à 95 % des tentatives d'imprégnation obtiennent des résultats acceptables lors du premier traitement.
Comment le durcissement de la résine affecte-t-il les opérations d'usinage ultérieures ?
Les résines anaérobies durcies s'usinent de la même manière que l'alliage d'aluminium de base, ne nécessitant généralement aucun outillage spécial ni aucun ajustement des paramètres. La dureté de la résine (Shore D 75-85) est compatible avec l'outillage en carbure standard utilisé pour l'usinage de l'aluminium. La sélection du liquide de refroidissement doit éviter les fluides à base d'eau qui pourraient ramollir la résine durcie pendant les opérations d'usinage prolongées.
Quelles certifications de qualité s'appliquent aux processus d'imprégnation sous vide ?
Les processus d'imprégnation sous vide fonctionnent généralement sous des systèmes de gestion de la qualité ISO 9001, les applications aérospatiales nécessitant la certification AS9100. La validation du processus suit les normes ASTM, y compris la norme D471 pour la compatibilité chimique et les normes de test d'étanchéité appropriées telles que la norme ISO 3530. Les exigences de documentation comprennent les paramètres du processus, la traçabilité des lots de résine et les enregistrements de vérification des tests d'étanchéité.
Existe-t-il des préoccupations environnementales ou de sécurité concernant les résines d'imprégnation sous vide ?
Les résines anaérobies modernes présentent un impact environnemental minimal lorsqu'elles sont correctement manipulées et éliminées. Les formulations à base d'eau éliminent les émissions de composés organiques volatils pendant le traitement. Les considérations de sécurité comprennent les protocoles standard de manipulation des produits chimiques, une ventilation adéquate pendant le traitement et l'élimination appropriée des déchets conformément aux réglementations environnementales locales. La plupart des résines anaérobies ne sont pas dangereuses une fois durcies.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece