Zinc contre aluminium moulé sous pression : Pourquoi le zinc offre une durée de vie d'outil supérieure
La durée de vie des outils de moulage sous pression reste l'un des principaux facteurs de coût dans la production à grand volume, mais de nombreux ingénieurs prennent encore des décisions de sélection des matériaux en se basant uniquement sur les propriétés des composants. La dure réalité est que les opérations de moulage sous pression d'aluminium nécessitent généralement un entretien des outils tous les 50 000 à 80 000 tirs, tandis que les outils de moulage sous pression de zinc dépassent régulièrement 500 000 tirs avant les principaux intervalles d'entretien. Cette différence fondamentale dans la durabilité de l'outillage peut déterminer la rentabilité du projet sur le cycle de vie de la production.
Principaux points à retenir
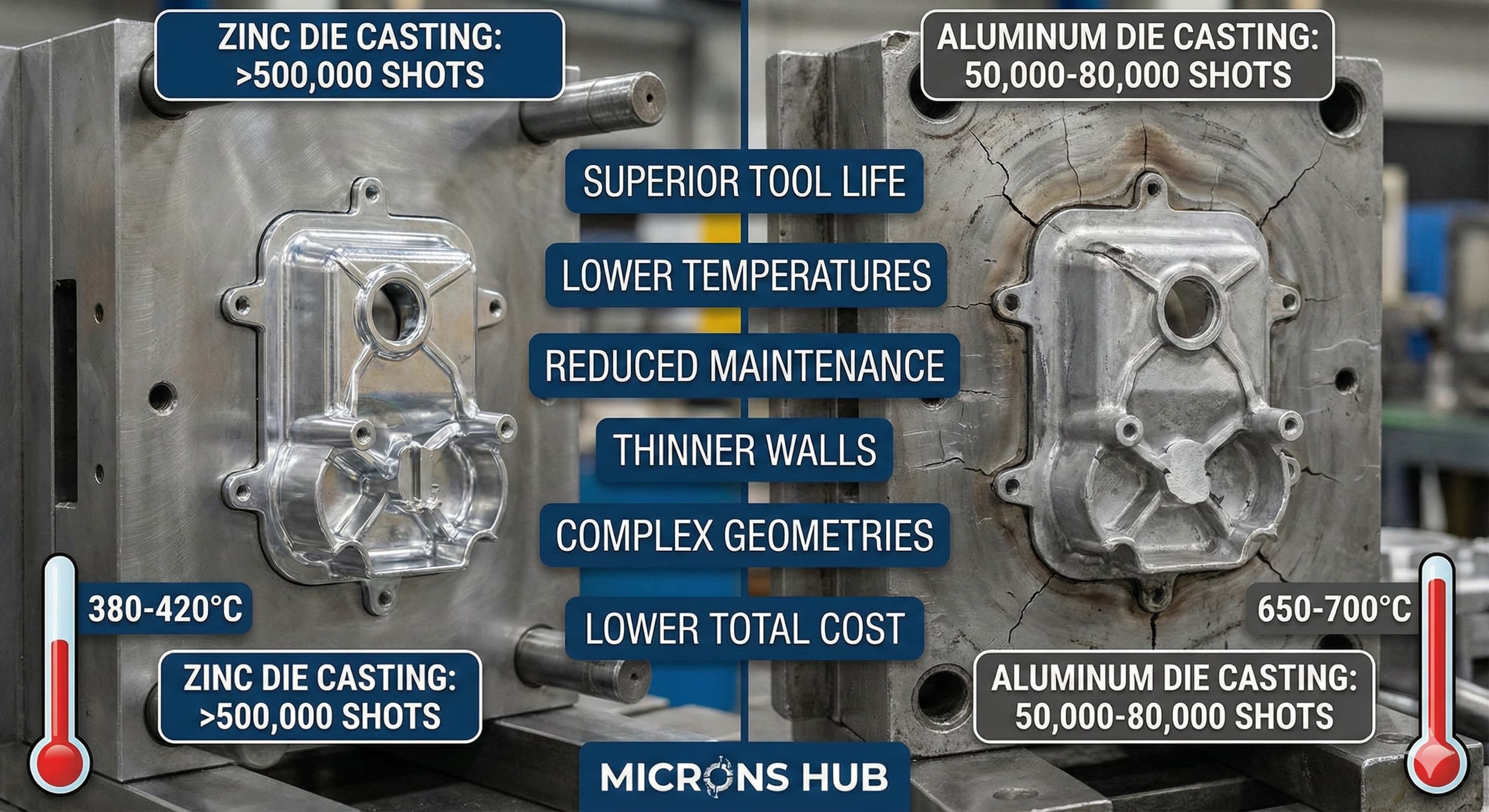
- Les outils de moulage sous pression de zinc ont une durée de vie 6 à 10 fois plus longue que ceux en aluminium, avec des intervalles d'entretien typiques dépassant 500 000 tirs contre 50 000 à 80 000 tirs pour l'aluminium.
- Des températures de fonctionnement plus basses (380-420 °C pour le zinc contre 650-700 °C pour l'aluminium) réduisent considérablement les contraintes thermiques et la dégradation des outils.
- Les caractéristiques d'écoulement supérieures du zinc permettent des sections de paroi plus minces et des géométries plus complexes tout en maintenant une précision dimensionnelle constante.
- Le coût total de possession favorise le zinc pour la production à grand volume malgré des coûts de matières premières plus élevés, en raison de la réduction de l'entretien de l'outillage et des cycles de production plus longs.
La physique derrière les différences de durée de vie des outils
La raison fondamentale pour laquelle le zinc surpasse l'aluminium en termes de longévité des outils réside dans le différentiel de température de fonctionnement et les propriétés d'interaction des matériaux. Les alliages de zinc fondent à environ 380-420 °C, tandis que les alliages d'aluminium nécessitent 650-700 °C pour des opérations de moulage sous pression appropriées. Cette différence de température de 270 à 300 °C crée des environnements de contraintes thermiques radicalement différents au sein de la cavité de la matrice.
L'acier à outils subit des cycles de dilatation et de contraction thermiques à chaque tir. Aux températures de fonctionnement de l'aluminium, l'acier à outils H13 (la norme industrielle pour les matrices de moulage sous pression) fonctionne plus près de sa limite de température de revenu. L'exposition répétée à ces températures élevées provoque un ramollissement progressif de la surface de l'outil, entraînant une usure prématurée, des fissures et une instabilité dimensionnelle.
La température de traitement plus basse du zinc maintient l'acier à outils H13 bien dans sa plage de dureté optimale tout au long du cycle de production. Le choc thermique réduit minimise la formation de criques (les réseaux de fines fissures qui se développent sur les surfaces de la matrice) et prolonge considérablement l'intervalle entre les cycles de remise à neuf.
Caractéristiques d'écoulement des matériaux et remplissage de la matrice
Les alliages de zinc présentent une fluidité supérieure à celle de l'aluminium, remplissant les sections minces et les géométries complexes avec une constance remarquable. Cette caractéristique d'écoulement améliorée découle de la viscosité plus faible du zinc à l'état fondu et de sa capacité à maintenir l'uniformité de la température tout au long du processus de remplissage.
L'impact pratique de cet écoulement amélioré devient évident dans les capacités d'épaisseur de paroi. Les pièces moulées sous pression en zinc atteignent régulièrement des épaisseurs de paroi de 0,5 à 0,8 mm en production, tandis que l'aluminium nécessite généralement des parois minimales de 1,5 à 2,0 mm pour un remplissage fiable. Cette capacité permet aux concepteurs d'optimiser le poids des composants et l'utilisation des matériaux tout en maintenant l'intégrité structurelle - un avantage crucial où le placement stratégique des nervures peut améliorer les performances structurelles dans les sections à parois minces.
Le modèle d'écoulement uniforme réduit également la probabilité de fermetures froides, de lignes d'écoulement et d'autres défauts liés au remplissage qui peuvent compromettre à la fois la qualité des composants et la durée de vie de l'outil. Lorsque l'aluminium subit un remplissage turbulent, les variations de pression qui en résultent peuvent provoquer des contraintes mécaniques sur les surfaces de la matrice, contribuant à une dégradation prématurée de l'outil.
Gestion thermique et optimisation du temps de cycle
Une gestion thermique efficace est directement corrélée à la fois à l'efficacité de la production et à la longévité de l'outil. La température de traitement plus basse du zinc permet des stratégies de refroidissement plus agressives sans risquer la qualité des composants. Le système de refroidissement peut extraire la chaleur plus rapidement des pièces moulées en zinc, réduisant ainsi les temps de cycle tout en maintenant la stabilité dimensionnelle.
Les taux de refroidissement typiques pour le moulage sous pression de zinc varient de 15 à 25 °C par seconde, contre 8 à 15 °C par seconde pour l'aluminium. Cette capacité de refroidissement accélérée se traduit par des avantages de temps de cycle de 20 à 30 % dans de nombreuses applications. Plus important encore, la charge thermique réduite sur le système de matrice minimise le gauchissement et la fatigue thermique de l'outillage.
Le différentiel de température a également un impact sur les systèmes de lubrification de la matrice. La température de fonctionnement modérée du zinc permet une couverture de lubrification plus efficace, car les lubrifiants ne subissent pas de dégradation thermique rapide. Les températures plus élevées de l'aluminium peuvent provoquer la dégradation du lubrifiant, entraînant une friction accrue, un grippage et une usure accélérée des composants de la matrice en mouvement.
| Propriété | Alliages de zinc (ZA-8, ZA-12) | Alliages d'aluminium (A380, A383) |
|---|---|---|
| Température de traitement | 380-420°C | 650-700°C |
| Durée de vie typique de l'outil (injections) | 500,000-1,000,000 | 50,000-80,000 |
| Épaisseur de paroi minimale | 0.5-0.8 mm | 1.5-2.0 mm |
| Taux de refroidissement | 15-25°C/sec | 8-15°C/sec |
| Stabilité dimensionnelle | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Finition de surface (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Analyse économique : Coût total de possession
Bien que le zinc coûte généralement 15 à 25 % de plus que l'aluminium par kilogramme, l'équation du coût total change considérablement lorsque l'on considère la durée de vie de l'outil, les intervalles d'entretien et l'efficacité de la production. Une analyse de coût complète doit tenir compte des coûts des matières premières, de l'amortissement de l'outillage, des dépenses d'entretien et des temps d'arrêt de la production.
Considérez un scénario de production à grand volume nécessitant 2 millions de composants par an. Une opération de moulage sous pression d'aluminium pourrait nécessiter 25 à 40 cycles d'entretien des outils pendant cette série de production, tandis qu'une opération de zinc ne nécessiterait généralement que 2 à 4 interventions d'entretien. Chaque cycle d'entretien implique 2 à 4 jours d'arrêt, des coûts de remise à neuf de 8 000 à 15 000 € et des problèmes de qualité potentiels pendant le démarrage.
La durée de vie prolongée des outils de moulage sous pression de zinc permet des cycles de production ininterrompus plus longs, améliorant l'efficacité globale de l'équipement (OEE) et réduisant les coûts de fabrication par pièce. Cet avantage devient particulièrement prononcé dans les environnements de production automatisés où la constance et la fiabilité sont primordiales.
Pour des résultats de haute précision,Obtenez votre devis personnalisé en 24 heures de Microns Hub.
Avantages en matière de précision dimensionnelle et de qualité de surface
La stabilité dimensionnelle supérieure du zinc tout au long du cycle de production contribue de manière significative à une qualité de pièce constante et à une usure réduite de l'outil. Le taux de retrait plus faible du matériau (environ 0,6 à 0,8 %) par rapport à l'aluminium (1,0 à 1,3 %) se traduit par des résultats dimensionnels plus prévisibles et une réduction des contraintes sur les composants de la matrice.
Cette constance dimensionnelle se traduit par des capacités de tolérance plus strictes. Les pièces moulées sous pression en zinc atteignent régulièrement des tolérances de ±0,05 à 0,08 mm dans les dimensions critiques, tandis que l'aluminium nécessite généralement des tolérances de ±0,08 à 0,13 mm pour une production fiable. La précision améliorée réduit le besoin d'opérations d'usinage secondaires et minimise les interruptions de production liées à la qualité.
La qualité de la finition de surface favorise également le zinc, avec des valeurs Ra typiques de 0,8 à 1,6 μm réalisables directement à partir de la matrice. Les surfaces en aluminium nécessitent généralement des opérations de finition supplémentaires pour atteindre une qualité de surface comparable, ce qui ajoute du coût et de la complexité au processus de fabrication. La finition de surface supérieure des composants en zinc élimine souvent le besoin de post-traitement étendu, ce qui est particulièrement avantageux pour les applications nécessitant un attrait esthétique ou des interfaces d'assemblage précises.
Sélection d'alliages et optimisation des propriétés
Les alliages de moulage sous pression de zinc modernes offrent une gamme de propriétés mécaniques adaptées aux applications exigeantes. Les alliages de la série ZA (ZA-8, ZA-12, ZA-27) offrent des rapports résistance/poids exceptionnels et une résistance à l'usure, remettant en question l'hypothèse traditionnelle selon laquelle l'aluminium offre des propriétés mécaniques supérieures.
Le ZA-12, par exemple, atteint des résistances à la traction de 350 à 400 MPa avec d'excellentes caractéristiques de roulement et d'usure. Ce niveau de performance atteint ou dépasse de nombreuses spécifications d'alliages d'aluminium tout en conservant les avantages de traitement qui prolongent la durée de vie de l'outil. Les propriétés autolubrifiantes de l'alliage réduisent davantage l'usure des surfaces de la matrice pendant le processus d'éjection.
| Alliage | Résistance à la traction (MPa) | Limite d'élasticité (MPa) | Allongement (%) | Dureté (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
La sélection des alliages de zinc appropriés dépend des exigences de performance spécifiques et de l'environnement de fonctionnement. Pour les applications nécessitant une durée de vie maximale de l'outil avec de bonnes propriétés mécaniques, le ZA-8 offre un équilibre optimal. Lorsqu'une résistance plus élevée est essentielle, le ZA-12 offre d'excellentes performances tout en conservant les avantages de durée de vie de l'outil inhérents au moulage sous pression de zinc.
Considérations de conception d'outils pour une durée de vie prolongée
L'optimisation de la conception des outils pour le moulage sous pression de zinc peut améliorer davantage les caractéristiques de durée de vie des outils déjà supérieures. Les températures de fonctionnement plus basses permettent l'utilisation de géométries de canaux de refroidissement plus sophistiquées sans compromettre la résistance de l'outil. Les canaux de refroidissement conformes, créés grâce à des techniques de fabrication additive, peuvent être incorporés plus facilement dans l'outillage en zinc en raison des contraintes thermiques réduites.
La conception de la porte devient moins critique avec le zinc en raison de ses caractéristiques d'écoulement supérieures, mais une porte appropriée influence toujours la longévité de l'outil. La capacité du zinc à remplir uniformément les sections minces permet des tailles de porte plus petites, réduisant ainsi les contraintes mécaniques sur les zones de la porte pendant les opérations de rupture et de découpe. Cette considération devient particulièrement importante dans la production automatisée où une rupture de porte constante est essentielle pour un fonctionnement continu.
La conception du système d'éjection bénéficie également des propriétés du zinc. La lubrification naturelle du matériau et la température de traitement plus basse réduisent la force requise pour l'éjection des pièces, minimisant ainsi l'usure des broches d'éjection et réduisant la probabilité de rupture des broches d'éjection - une cause fréquente d'arrêt de la production dans les opérations d'aluminium.
Intégration avec les systèmes de fabrication modernes
Les avantages de fiabilité et de constance du moulage sous pression de zinc s'alignent bien avec les approches de fabrication modernes, y compris la production allégée et les implémentations de l'Industrie 4.0. La durée de vie prolongée des outils et les exigences d'entretien réduites soutiennent les stratégies de production juste à temps en minimisant les temps d'arrêt imprévus et en assurant des calendriers de production prévisibles.
Lors de l'intégration du moulage sous pression avec d'autres processus de fabrication tels que les services de fabrication de tôlerie ou les opérations d'usinage secondaires, la constance dimensionnelle du zinc offre des avantages dans le traitement en aval. La finition de surface supérieure et la précision dimensionnelle réduisent le temps de configuration et l'usure de l'outillage dans les opérations secondaires, contribuant ainsi à l'efficacité globale du système.
Les systèmes de contrôle de la qualité bénéficient de la stabilité du processus du zinc. Les implémentations du contrôle statistique des processus (SPC) montrent des limites de contrôle plus strictes et moins de variations de cause spéciale dans les opérations de moulage sous pression de zinc. Cette stabilité réduit la fréquence des ajustements de processus et des interruptions de production liées à la qualité, améliorant encore les avantages de coût total.
Les fabricants modernes qui choisissent Microns Hub bénéficient de relations directes avec des installations de moulage sous pression spécialisées qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique dans la sélection des matériaux et l'optimisation des processus signifie que chaque projet reçoit l'attention ciblée nécessaire pour atteindre une durée de vie optimale des outils et une efficacité de production.
Considérations environnementales et de durabilité
La durée de vie prolongée des outils de moulage sous pression de zinc contribue positivement à la durabilité environnementale par de multiples voies. La fréquence réduite de l'entretien des outils signifie moins de pièces de rechange, moins de consommation d'énergie pour la remise à neuf des outils et une diminution de la production de déchets provenant des composants d'outillage usés.
La température de traitement plus basse du zinc se traduit directement par une consommation d'énergie réduite par pièce produite. Dans la production à grand volume, cet avantage énergétique peut représenter des économies de coûts importantes et une réduction de l'empreinte carbone. L'efficacité améliorée de l'utilisation des matériaux, rendue possible par des sections de paroi plus minces et de meilleures caractéristiques d'écoulement, améliore encore le profil environnemental.
La recyclabilité des alliages de zinc et des aciers à outils soutient les principes de l'économie circulaire. Les déchets de moulage sous pression de zinc conservent une valeur élevée et peuvent être facilement recyclés en de nouveaux alliages. La durée de vie prolongée des outils signifie que l'énergie intégrée et le contenu matériel de l'outillage sont amortis sur de nombreux cycles de production supplémentaires, améliorant ainsi l'efficacité globale des ressources du processus de fabrication.
Les fabricants peuvent tirer parti de ces avantages en matière de durabilité pour atteindre les objectifs environnementaux de l'entreprise tout en obtenant des performances économiques supérieures. La combinaison d'une consommation d'énergie réduite, d'une durée de vie prolongée des outils et d'une efficacité matérielle améliorée crée un argument convaincant en faveur du moulage sous pression de zinc dans les applications où l'impact environnemental est une considération.
Pour les fabricants à la recherche de solutions de fabrication complètes,nos services de fabrication englobent toute la gamme de processus nécessaires pour optimiser l'efficacité de la production et la longévité des outils dans diverses exigences d'application.
Foire aux questions
Quelle est la différence de coût réelle entre le moulage sous pression de zinc et d'aluminium si l'on tient compte de la durée de vie de l'outil ?
Bien que les coûts des matériaux en zinc soient généralement 15 à 25 % plus élevés que ceux de l'aluminium, le coût total de possession favorise souvent le zinc dans les applications à grand volume. Les outils en zinc d'une durée de vie de 500 000 à 1 000 000 de tirs contre 50 000 à 80 000 tirs pour l'aluminium signifient des coûts d'entretien de l'outillage considérablement inférieurs, des temps d'arrêt réduits et une efficacité de production améliorée. Dans la plupart des scénarios de production dépassant 100 000 pièces par an, la durée de vie supérieure des outils en zinc compense plus que le coût plus élevé des matériaux.
Le moulage sous pression de zinc peut-il atteindre les mêmes propriétés de résistance que les alliages d'aluminium ?
Les alliages de zinc modernes comme le ZA-12 atteignent des résistances à la traction de 350 à 400 MPa, ce qui atteint ou dépasse de nombreux alliages de moulage sous pression d'aluminium. Bien que l'aluminium offre des avantages en termes de résistance spécifique (rapport résistance/poids), le zinc offre des propriétés de roulement, une résistance à l'usure et une stabilité dimensionnelle supérieures. Le choix dépend des exigences spécifiques de l'application, mais le zinc ne doit pas être automatiquement rejeté sur la base d'hypothèses de résistance dépassées.
Comment les capacités d'épaisseur de paroi minimale se comparent-elles entre les matériaux ?
Le moulage sous pression de zinc atteint régulièrement des épaisseurs de paroi de 0,5 à 0,8 mm dans les applications de production, tandis que l'aluminium nécessite généralement des parois minimales de 1,5 à 2,0 mm pour un remplissage fiable. Cette capacité découle des caractéristiques d'écoulement supérieures du zinc et de sa viscosité plus faible à l'état fondu. La capacité de paroi plus mince permet des économies de matériaux importantes et une flexibilité de conception améliorée dans de nombreuses applications.
Quels facteurs déterminent si le zinc ou l'aluminium est plus approprié pour une application spécifique ?
Les principaux facteurs comprennent le volume de production (les avantages du zinc augmentent avec le volume), les exigences de tolérance dimensionnelle (le zinc offre des tolérances plus strictes), les besoins en rapport résistance/poids (avantage de l'aluminium), les exigences de finition de surface (avantage du zinc) et les attentes en matière de durée de vie de l'outil. Les applications nécessitant une haute précision, une qualité constante et de longues séries de production favorisent généralement le zinc, tandis que les applications critiques en termes de poids peuvent favoriser l'aluminium malgré les compromis en matière de durée de vie de l'outil.
Comment la précision dimensionnelle se compare-t-elle entre le moulage sous pression de zinc et d'aluminium ?
Le moulage sous pression de zinc atteint généralement des tolérances de ±0,05 à 0,08 mm dans les dimensions critiques, tandis que l'aluminium nécessite des tolérances de ±0,08 à 0,13 mm pour une production fiable. Cette différence résulte du taux de retrait plus faible du zinc (0,6 à 0,8 % contre 1,0 à 1,3 % pour l'aluminium) et de sa stabilité dimensionnelle supérieure tout au long des cycles de production. La précision améliorée élimine souvent les exigences d'usinage secondaires.
Quels intervalles d'entretien peut-on prévoir pour les outils de moulage sous pression de zinc par rapport à ceux en aluminium ?
Les outils de moulage sous pression de zinc nécessitent généralement un entretien majeur tous les 500 000 à 1 000 000 de tirs, tandis que les outils en aluminium nécessitent une attention tous les 50 000 à 80 000 tirs. Cela représente une différence de 6 à 10 fois dans la durée de vie de l'outil. Les intervalles prolongés résultent de températures de fonctionnement plus basses (380 à 420 °C contre 650 à 700 °C), de contraintes thermiques réduites et d'une interaction moins agressive entre le métal en fusion et les surfaces en acier à outils.
Comment les temps de cycle se comparent-ils entre les processus de moulage sous pression de zinc et d'aluminium ?
Le moulage sous pression de zinc atteint souvent des temps de cycle 20 à 30 % plus rapides en raison d'une extraction de chaleur plus efficace permise par des températures de traitement plus basses. Les taux de refroidissement typiques pour le zinc varient de 15 à 25 °C par seconde contre 8 à 15 °C par seconde pour l'aluminium. Le cyclage plus rapide, combiné à une durée de vie prolongée des outils, améliore considérablement l'efficacité globale de l'équipement et la capacité de production.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece