Fixations PEM : Sélectionner les écrous à sertir adaptés à l’aluminium mince
La fixation de panneaux en aluminium mince présente des défis uniques que les fixations filetées standard ne peuvent pas relever efficacement. Lorsque l’on travaille avec des épaisseurs de matériau inférieures à 2 mm, les écrous et boulons traditionnels créent des concentrations de contraintes qui compromettent l’intégrité structurelle, tandis que les filetages taraudés se dénudent souvent sous des charges modérées. Les écrous à sertir PEM résolvent ce problème d’ingénierie essentiel en répartissant les charges sur une plus grande surface et en créant des connexions filetées permanentes et fiables dans les assemblages de tôles minces.
Principaux points à retenir
- Les écrous à sertir répartissent les charges plus efficacement que les filetages taraudés dans les tôles d’aluminium de moins de 2 mm d’épaisseur
- Les fixations auto-agrippantes éliminent le besoin d’opérations secondaires et offrent des capacités de montage affleurant
- Le choix du matériau entre l’acier inoxydable et l’aluminium des écrous PEM a un impact direct sur la résistance à la corrosion galvanique
- Un dimensionnement correct des trous dans les tolérances de ±0,05 mm assure une force de préhension optimale et empêche la distorsion du panneau
Comprendre la technologie de sertissage PEM
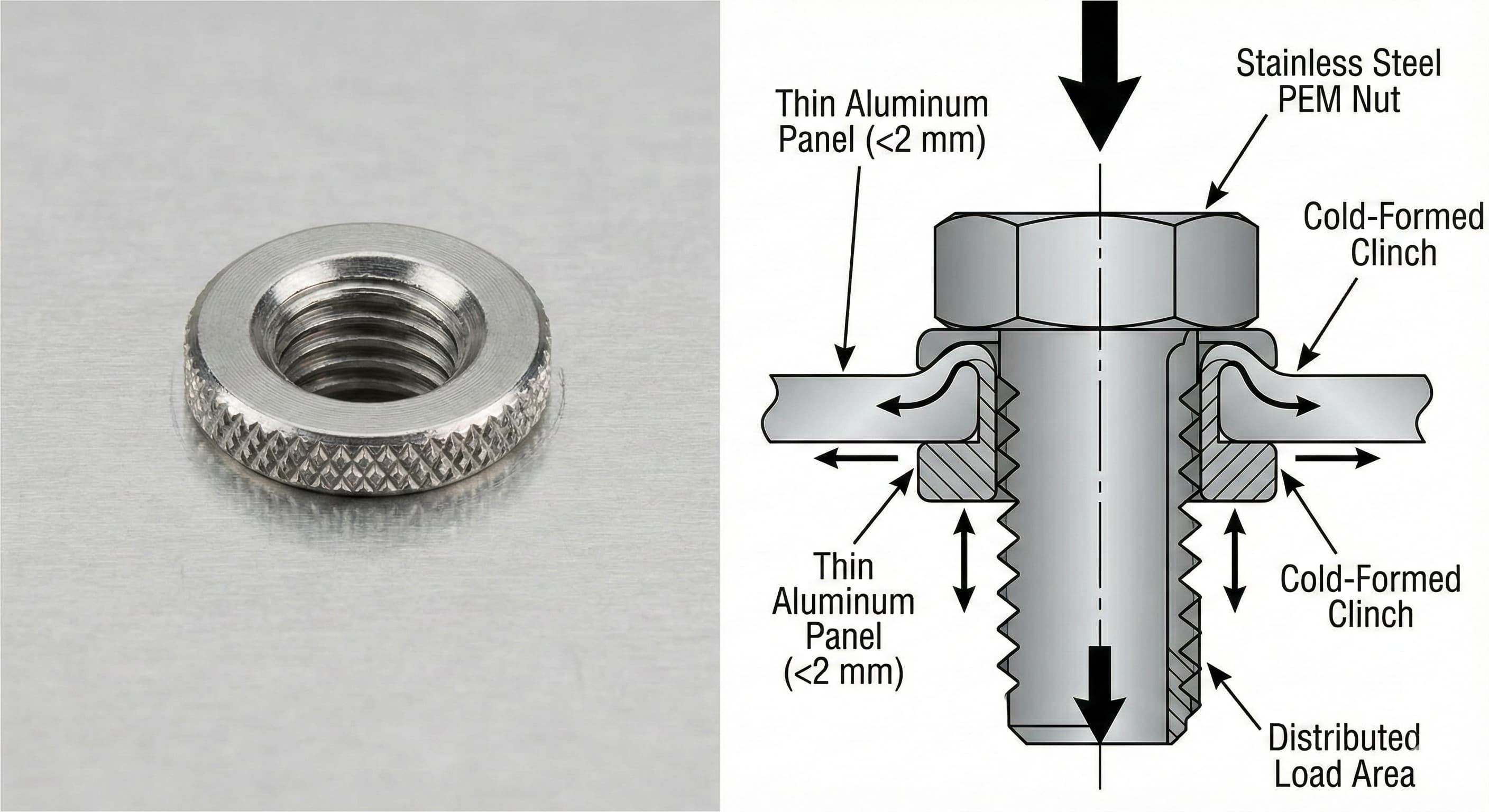
Les fixations PEM utilisent un mécanisme auto-agrippant qui crée une connexion mécanique permanente par la déformation contrôlée de la fixation et du matériau hôte. Contrairement aux connexions filetées traditionnelles qui reposent uniquement sur l’engagement du filetage, les écrous à sertir sont dotés d’une tige moletée ou hexagonale qui pénètre et déplace le substrat en aluminium pendant l’installation.
Le principe fondamental implique trois zones distinctes d’interaction des matériaux. Le diamètre pilote crée un alignement initial et empêche tout mouvement latéral pendant l’installation. Le diamètre de sertissage, généralement de 0,2 à 0,4 mm plus grand que le pilote, génère la force de rétention principale par compression radiale. Enfin, la bride de la tête répartit les charges de serrage sur une surface 3 à 4 fois supérieure au diamètre de la fixation.
L’installation nécessite une application de force contrôlée, généralement comprise entre 8 et 15 kN selon la taille de la fixation et l’épaisseur du matériau. Cette force doit être appliquée perpendiculairement à la surface du panneau avec un minimum d’écart latéral pour éviter un sertissage asymétrique qui peut réduire la force de rétention jusqu’à 40 %. Le processus crée un joint formé à froid qui augmente en fait en résistance au fil du temps en raison de l’écrouissage de l’aluminium déplacé.
Les services de fabrication de tôles de qualité reconnaissent que l’installation par sertissage nécessite un outillage spécialisé et un contrôle précis de la force pour obtenir des résultats constants sur les séries de production.
Critères de sélection des matériaux
Le choix du matériau approprié pour la fixation PEM implique de trouver un équilibre entre les propriétés mécaniques, la résistance à la corrosion et les considérations de coût spécifiques aux applications en aluminium mince. Les trois principales options de matériaux offrent chacune des avantages distincts en fonction des exigences de l’application.
Les écrous PEM en acier inoxydable, généralement fabriqués à partir de nuances 303 ou 416, offrent les résistances à la traction et au cisaillement les plus élevées tout en conservant une excellente résistance à la corrosion. L’option en acier inoxydable 303 offre une usinabilité et une qualité de filetage supérieures, avec des limites d’élasticité atteignant 310 MPa. Cependant, les légères propriétés magnétiques et le coefficient de dilatation thermique plus élevé par rapport à l’aluminium peuvent créer des défis dans les assemblages de précision.
Les fixations en acier au carbone avec placage de zinc ou de zinc-nickel offrent une résistance maximale au point de coût le plus bas. Ces fixations peuvent atteindre des résistances à la traction supérieures à 450 MPa, ce qui les rend idéales pour les applications à forte charge. La principale limitation concerne la compatibilité galvanique, car la différence de potentiel électrochimique significative entre l’acier et l’aluminium accélère la corrosion dans les environnements humides.
| Matériau | Résistance à la traction (MPa) | Résistance à la corrosion | Facteur de coût | Meilleures applications |
|---|---|---|---|---|
| Acier inoxydable 303 | 310-350 | Excellent | 2.1x | Marine, transformation des aliments |
| Aluminium 6061 | 276 | Bon (avec l'aluminium) | 1.8x | Aérospatiale, électronique |
| Acier au carbone (plaqué Zn) | 450-520 | Moyen | 1.0x | Structurel intérieur |
| Acier inoxydable 416 | 380-420 | Très bon | 2.4x | Dispositifs médicaux |
Les écrous PEM en aluminium, fabriqués à partir d’alliages 6061-T6 ou similaires, offrent la compatibilité galvanique optimale pour les substrats en aluminium. Bien que la résistance mécanique reste inférieure à celle des alternatives en acier, l’élimination de la corrosion des métaux dissemblables l’emporte souvent sur cette limitation dans les applications à long terme. La correspondance de la dilatation thermique empêche également l’accumulation de contraintes pendant les cycles de température.
Paramètres d’installation critiques
La réussite de l’installation des fixations PEM dans l’aluminium mince nécessite un contrôle précis de plusieurs variables interdépendantes. La préparation des trous représente le facteur le plus critique, car la précision dimensionnelle affecte directement la force de rétention et l’intégrité du panneau.
Les tolérances de diamètre des trous doivent se situer à ±0,05 mm de la dimension pilote spécifiée pour obtenir des performances de sertissage optimales. Les trous surdimensionnés réduisent la compression radiale et peuvent diminuer la résistance à l’arrachement de 25 à 35 %. Les trous sous-dimensionnés créent des forces d’installation excessives qui peuvent fissurer les alliages d’aluminium fragiles ou provoquer un sertissage incomplet dans les matériaux écrouis.
Les exigences de distance par rapport au bord deviennent particulièrement importantes dans les sections minces où le déplacement du matériau pendant le sertissage peut s’approcher du bord du panneau. Les distances minimales par rapport au bord doivent être égales à 2,5 fois le diamètre de la fixation, 3,0 fois étant préférable pour les applications critiques. Cela garantit un volume de matériau adéquat pour une formation correcte du sertissage sans déchirure du bord.
Les plages de compatibilité d’épaisseur de panneau varient selon la conception de la fixation, mais la plupart des écrous PEM standard peuvent accueillir des tôles d’aluminium de 0,5 à 3,0 mm. L’uniformité de l’épaisseur dans la zone de sertissage affecte la cohérence de la rétention, ce qui rend la sélection des matériaux et nos services de fabrication essentiels pour maintenir les normes de qualité.
Les exigences de force d’installation augmentent approximativement avec le carré du diamètre de la fixation et linéairement avec l’épaisseur du matériau. Une fixation #8-32 dans de l’aluminium 6061-T6 de 1,6 mm nécessite généralement une force d’installation de 12 à 14 kN, tandis que la même fixation dans un matériau de 0,8 mm ne nécessite que 7 à 9 kN. Une force excessive peut provoquer des piqûres ou des percées dans le panneau, tandis qu’une force insuffisante entraîne un sertissage incomplet.
| Épaisseur du panneau (mm) | Tolérance du trou (mm) | Distance minimale du bord | Force d'installation (kN) | Applications typiques |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diamètre | 6-9 | Boîtiers électroniques |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diamètre | 10-13 | Panneaux d'appareils |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diamètre | 12-16 | Composants automobiles |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diamètre | 15-20 | Assemblages structuraux |
Répartition de la charge et conception des joints
La compréhension des mécanismes de transfert de charge dans les joints de fixation PEM permet aux ingénieurs d’optimiser la conception des joints pour des exigences d’application spécifiques. Contrairement aux connexions filetées conventionnelles où les charges se concentrent sur les premiers engagements de filetage, les écrous à sertir répartissent les forces à travers plusieurs zones de contact.
Le chemin de charge principal commence au niveau de la bride de la tête de la fixation, ce qui crée une distribution de la contrainte de roulement sur la surface de l’aluminium. Les contraintes maximales se produisent au niveau des bords de la bride, ce qui rend la sélection du diamètre de la tête essentielle pour empêcher la limite d’élasticité de l’aluminium sous des charges de serrage élevées. L’analyse par éléments finis montre que l’augmentation du diamètre de la tête de 2,0 à 2,5 fois le diamètre du filetage réduit la contrainte de roulement maximale d’environ 30 %.
Les charges de cisaillement sont transférées à travers la zone de matériau sertie, où l’aluminium déformé crée un verrouillage mécanique avec la tige de la fixation. Cette connexion peut généralement supporter 60 à 80 % de la résistance au cisaillement ultime de la fixation avant que la rupture du matériau ne se produise dans le substrat en aluminium plutôt que dans la fixation elle-même.
La résistance à l’arrachement se développe grâce à trois mécanismes : l’interférence mécanique au niveau du diamètre de sertissage, le frottement le long de la surface de la tige et l’appui contre le collier de matériau déformé. La contribution relative de chaque mécanisme dépend des propriétés de l’alliage d’aluminium, les alliages plus mous dépendant davantage de l’interférence mécanique.
Pour des résultats de haute précision, obtenez un devis en 24 heures auprès de Microns Hub.
Les considérations relatives à la rigidité du joint deviennent importantes dans les applications de charge dynamique où la résistance à la fatigue dépend de l’uniformité de la répartition de la charge. Les joints PEM présentent généralement une rigidité inférieure de 15 à 25 % à celle des connexions taraudées équivalentes en raison de la conformité introduite par la zone de matériau déformée. Cette rigidité réduite peut en fait améliorer les performances de fatigue en réduisant les concentrations de contraintes, mais peut affecter les fréquences de résonance dans les applications sensibles aux vibrations.
Compatibilité des alliages d’aluminium
Différents alliages d’aluminium réagissent de manière variable à l’installation par sertissage en raison des différences dans les caractéristiques d’écrouissage, la ductilité et la structure du grain. La compréhension de ces comportements spécifiques aux matériaux permet une sélection appropriée des fixations et une optimisation des paramètres d’installation.
L’aluminium 6061-T6 représente le substrat le plus couramment spécifié pour les applications PEM, offrant un excellent équilibre entre résistance, ductilité et usinabilité. La trempe T6 offre une limite d’élasticité suffisante (276 MPa) pour résister à une déformation excessive pendant le sertissage tout en conservant une ductilité suffisante pour éviter les fissures. L’uniformité de la taille des grains dans les alliages 6061 assure un comportement de sertissage constant sur les lots de production.
L’aluminium 5052-H32 offre une résistance à la corrosion supérieure et d’excellentes caractéristiques de formage, ce qui le rend adapté aux géométries complexes nécessitant des stratégies d’étanchéité IP65. Cependant, le comportement d’écrouissage pendant le sertissage peut augmenter les forces d’installation de 20 à 30 % par rapport aux alliages 6061. Ce matériau présente également un plus grand retour élastique, ce qui peut affecter la rétention de la fixation si les paramètres d’installation ne sont pas correctement ajustés.
L’aluminium 7075-T6 offre l’option de résistance la plus élevée, mais présente des défis pour l’installation PEM. La ductilité limitée et le taux d’écrouissage élevé peuvent provoquer un sertissage incomplet ou une fissuration du matériau autour de la fixation. Lorsque des substrats 7075 sont nécessaires, la sélection des fixations doit privilégier les conceptions avec des diamètres de sertissage réduits et des profils de tige gradués pour minimiser le déplacement du matériau.
| Alliage | État | Limite d'élasticité (MPa) | Allongement (%) | Compatibilité PEM | Notes d'installation |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Excellent | Paramètres standard |
| 5052 | H32 | 193 | 12-18 | Très bon | Augmenter la force de 20 à 25 % |
| 7075 | T6 | 503 | 5-11 | Moyen | Réduire le diamètre de clinchage |
| 3003 | H14 | 145 | 8-16 | Bon | Risque de surdéformation |
| 2024 | T3 | 345 | 15-20 | Mauvais | Problèmes de teneur en cuivre |
L’orientation du grain par rapport à la direction du sertissage peut influencer la qualité du joint, en particulier dans les matériaux en feuilles laminées où les propriétés directionnelles peuvent varier de 10 à 15 %. L’installation optimale se produit lorsque l’axe de la fixation s’aligne perpendiculairement à la direction de laminage, minimisant ainsi le risque de délaminage ou de déchirure préférentielle.
Méthodes de contrôle de la qualité et d’essai
L’établissement de procédures de contrôle de la qualité robustes pour les installations PEM assure des performances de joint constantes et prévient les défaillances sur le terrain. Plusieurs méthodes d’inspection et d’essai fournissent différents niveaux d’informations sur la qualité de l’installation et la fiabilité à long terme.
L’inspection visuelle reste la première ligne de contrôle de la qualité, en se concentrant sur l’assise de la tête, la déformation du panneau et l’intégrité des bords. Les fixations correctement installées doivent être affleurantes à la surface du panneau sans créer de piqûres ou de zones surélevées dépassant 0,1 mm. L’aluminium autour de la fixation doit présenter des motifs de déformation uniformes sans fissures, déchirures ou accumulation excessive de matériau.
Le calibrage Go/no-go fournit une méthode rapide en atelier pour vérifier la qualité du sertissage. Ces jauges vérifient à la fois la saillie de la fixation à l’arrière et l’assise de la tête du côté de l’installation. Les critères d’acceptation typiques exigent une saillie arrière entre 0,2 et 0,8 mm selon l’épaisseur du panneau et la conception de la fixation.
Les essais de couple évaluent la résistance à la rotation des fixations installées, ce qui est corrélé à la qualité du sertissage. Les fixations sous-serties présentent des valeurs de couple de sortie réduites, tandis que les unités correctement installées nécessitent généralement 80 à 120 % du couple minimal spécifié pour provoquer la rotation. Cette méthode d’essai fonctionne particulièrement bien pour l’échantillonnage de la production, mais détruit les joints testés.
Les essais de poussée fournissent des données quantitatives sur la résistance à la rétention en appliquant des charges axiales jusqu’à ce que la fixation se brise. Les montages d’essai doivent assurer une application de charge uniforme perpendiculaire à la surface du panneau pour générer des données significatives. Les critères d’acceptation exigent généralement des forces de poussée supérieures à 75 % des valeurs publiées, en tenant compte des variations d’installation et de matériau.
L’analyse en coupe transversale par préparation métallographique révèle la géométrie interne du sertissage et les motifs d’écoulement du matériau. Cette méthode destructive fournit l’évaluation la plus complète de la qualité du joint, mais nécessite un équipement et une expertise spécialisés. Les principaux critères d’évaluation comprennent l’uniformité du diamètre du sertissage, la continuité du matériau et l’absence de vides ou de fissures dans la zone déformée.
Stratégies d’optimisation des coûts
La réalisation d’une mise en œuvre rentable des fixations PEM nécessite de trouver un équilibre entre les coûts initiaux des fixations et les dépenses totales d’assemblage, y compris la main-d’œuvre, l’outillage et le contrôle de la qualité. Plusieurs stratégies peuvent avoir un impact significatif sur l’économie globale du projet sans compromettre les performances.
Les accords d’achat en volume avec les fournisseurs de fixations peuvent réduire les coûts unitaires de 15 à 30 % tout en assurant la stabilité de la chaîne d’approvisionnement. La normalisation sur une gamme limitée de tailles et de matériaux de fixations simplifie la gestion des stocks et les exigences en matière d’outillage d’installation. La plupart des applications peuvent être correctement desservies avec trois tailles de filetage (#8-32, #10-32 et 1/4-20) dans deux styles de tête.
L’automatisation de l’installation devient économiquement intéressante pour les volumes de production supérieurs à 10 000 unités par an. Les systèmes de presse pneumatiques peuvent installer des fixations PEM à des cadences de 300 à 500 par heure avec une cohérence supérieure à celle de l’installation manuelle. L’amélioration du contrôle de la qualité réduit les taux de rebut et élimine le besoin d’une inspection individuelle des fixations dans de nombreuses applications.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l’attention aux détails qu’il mérite, ce qui réduit souvent les coûts totaux du projet grâce à des recommandations de conception optimisées.
L’optimisation de la conception peut éliminer complètement les fixations dans certaines applications grâce à des éléments de fixation intégrés ou à des connexions à enclenchement. Cependant, cette approche nécessite une analyse minutieuse des exigences de charge et des capacités de fabrication. Les fixations PEM offrent souvent la solution la plus rentable lorsque des connexions amovibles ou à haute résistance sont requises.
| Volume de production | Méthode d'installation | Coût de la main d'œuvre (€/fixation) | Contrôle qualité | Facteur de coût total |
|---|---|---|---|---|
| <1,000 | Presse manuelle | 0.08-0.12 | 100 % visuel | 1.0x |
| 1,000-10,000 | Presse pneumatique | 0.04-0.06 | Échantillonnage à 10 % | 0.7x |
| 10,000-50,000 | Semi-automatique | 0.02-0.03 | Processus statistique | 0.5x |
| >50,000 | Entièrement automatique | 0.01-0.015 | Surveillance continue | 0.4x |
Applications avancées et considérations spéciales
Les applications spécialisées nécessitent souvent des modifications aux conceptions de fixations PEM standard ou aux procédures d’installation pour répondre à des exigences de performance uniques. La compréhension de ces techniques avancées permet aux ingénieurs d’étendre l’applicabilité de la technologie de sertissage.
Les applications scellées nécessitant une protection environnementale bénéficient des fixations PEM avec des rainures de joint torique intégrées ou des rondelles d’étanchéité. Ces conceptions conservent les avantages de l’installation par sertissage tout en offrant des niveaux de protection IPX7 ou supérieurs. L’efficacité de l’étanchéité dépend d’une géométrie de rainure appropriée et de la compatibilité des matériaux entre le joint et le substrat en aluminium.
Les applications à haute température supérieures à 150 °C nécessitent un examen attentif des différences de dilatation thermique entre les matériaux de la fixation et du substrat. Les écrous PEM en acier inoxydable dans les panneaux en aluminium subissent une dilatation différentielle qui peut augmenter ou diminuer les forces de rétention en fonction des schémas de cycles de température. L’analyse thermique par éléments finis devient nécessaire pour les applications critiques.
Les exigences de compatibilité électromagnétique (CEM) dans les boîtiers électroniques peuvent favoriser les fixations PEM en aluminium pour maintenir la conductivité à travers les joints. Le processus de sertissage crée un contact métal-métal étanche aux gaz qui assure une excellente continuité électrique avec des valeurs de résistance généralement inférieures à 0,001 ohm. Cette performance surpasse la plupart des interfaces de joints d’étanchéité ou peintes.
Les assemblages multicouches présentent des défis uniques lors de l’installation de fixations PEM à travers des matériaux empilés. La fixation doit se sertir efficacement dans la couche primaire tout en évitant d’endommager les couches secondaires. Les tolérances d’empilement deviennent critiques, car les variations peuvent empêcher un sertissage complet ou provoquer une percée dans les composants adjacents.
Les environnements de vibration nécessitent des méthodes de rétention améliorées au-delà des mécanismes de sertissage standard. Des composés de blocage de filetage, des opérations de jalonnement ou des conceptions de fixations spécialisées avec des éléments de verrouillage mécaniques peuvent être nécessaires pour empêcher le desserrage sous des charges dynamiques. Les essais selon la norme MIL-STD-810 ou des normes similaires valident les performances dans des spectres de vibration spécifiques.
Dépannage des problèmes d’installation courants
L’identification et la résolution des problèmes d’installation PEM nécessitent une analyse systématique des modes de défaillance et de leurs causes profondes. La plupart des problèmes proviennent d’une préparation incorrecte des trous, de paramètres d’installation incorrects ou de problèmes de compatibilité des matériaux.
Un sertissage incomplet se manifeste par une résistance à la rétention réduite et des espaces visibles entre la tête de la fixation et la surface du panneau. Cette condition résulte généralement d’une force d’installation insuffisante, de trous surdimensionnés ou d’un matériau écroui qui résiste à la déformation. Les solutions comprennent l’augmentation de la force d’installation de 10 à 15 %, la vérification des dimensions des trous et le recuit des matériaux écrouis lorsque cela est possible.
La distorsion du panneau autour des fixations installées indique une force d’installation excessive ou un support de matériau inadéquat pendant le sertissage. L’aluminium mince cède sous des charges concentrées, créant des piqûres ou des zones surélevées qui affectent l’ajustement de l’assemblage. La réduction de la force d’installation et l’amélioration du support de la plaque d’appui résolvent généralement ce problème sans compromettre la résistance à la rétention.
La rotation de la fixation pendant l’assemblage suggère une formation de sertissage inadéquate ou des interfaces contaminées qui réduisent le frottement. L’huile, les fluides de coupe ou l’oxydation peuvent empêcher un engagement correct du matériau pendant l’installation. Les procédures de nettoyage utilisant de l’isopropanol ou des dégraissants alcalins rétablissent un comportement de sertissage correct dans la plupart des cas.
La déchirure des bords se produit lorsqu’il n’y a pas suffisamment de matériau pour contenir les forces de sertissage, généralement en raison de distances de bord inadéquates ou de défauts de matériau près du site d’installation. La prévention nécessite un respect strict des spécifications de distance minimale par rapport au bord et une inspection du matériau pour identifier les inclusions ou les laminations qui pourraient se propager en déchirures.
La fissuration autour des fixations installées indique une fragilité du matériau ou des concentrations de contraintes excessives pendant l’installation. Ce problème se produit le plus souvent avec les alliages d’aluminium à haute résistance ou les matériaux soumis à un travail à froid antérieur. Les solutions comprennent le recuit de relaxation des contraintes, les modifications de la conception des fixations pour réduire le diamètre du sertissage ou le passage à des matériaux de substrat plus ductiles.
Foire aux questions
Quelle est l’épaisseur minimale d’aluminium adaptée aux écrous à sertir PEM ?
La plupart des écrous PEM standard nécessitent une épaisseur minimale de 0,5 mm pour un sertissage correct dans les substrats en aluminium. En dessous de cette épaisseur, le matériau manque de volume suffisant pour former un verrouillage mécanique fiable. Les fixations spécialisées pour tôles minces peuvent accueillir des matériaux aussi minces que 0,3 mm, mais celles-ci nécessitent des procédures d’installation modifiées et peuvent avoir une capacité de charge réduite.
Comment puis-je prévenir la corrosion galvanique lors de l’utilisation de fixations PEM en acier dans l’aluminium ?
La prévention de la corrosion galvanique nécessite l’élimination du contact de l’humidité et de l’électrolyte entre les métaux dissemblables. Utilisez des fixations PEM en acier inoxydable ou en aluminium lorsque cela est possible, appliquez des revêtements ou des mastics diélectriques à l’interface ou assurez-vous que l’assemblage fonctionne dans des environnements secs. Les fixations en acier plaqué zinc-nickel offrent une compatibilité améliorée par rapport au placage de zinc standard.
Les fixations PEM peuvent-elles être retirées et réinstallées dans des panneaux en aluminium ?
Les fixations PEM créent des installations permanentes qui ne peuvent pas être retirées en toute sécurité sans endommager le substrat en aluminium. Le processus de sertissage déforme les deux matériaux, ce qui rend l’inversion impossible. Les applications nécessitant un retrait doivent utiliser des écrous conventionnels avec des plaques d’appui ou des écrous à cage conçus pour les applications de tôles minces.
Quelle force d’installation est requise pour différentes tailles de fixations PEM dans l’aluminium ?
Les forces d’installation varient selon la taille de la fixation et l’épaisseur de l’aluminium. Les plages typiques comprennent 6 à 9 kN pour les fixations #6-32, 10 à 13 kN pour les #8-32, 12 à 16 kN pour les #10-32 et 18 à 25 kN pour les tailles 1/4-20 dans l’aluminium de 1,6 mm. Consultez les spécifications du fabricant pour connaître les valeurs exactes, car les forces peuvent varier de 20 à 30 % entre les différentes conceptions de fixations.
Comment puis-je vérifier la qualité de l’installation des fixations PEM ?
La vérification de la qualité combine l’inspection visuelle, le contrôle dimensionnel et les essais fonctionnels. Recherchez une assise de tête affleurante, une déformation uniforme du matériau et une saillie arrière de 0,2 à 0,8 mm. Les essais de couple doivent nécessiter 80 à 120 % des valeurs spécifiées pour provoquer la rotation de la fixation. Les essais de poussée fournissent des données quantitatives sur la résistance à la rétention pour les applications critiques.
Que se passe-t-il si la taille du trou est incorrecte pour l’installation PEM ?
Les trous surdimensionnés réduisent la résistance à la rétention de 25 à 35 % et peuvent empêcher un sertissage complet. Les trous sous-dimensionnés augmentent les forces d’installation et peuvent fissurer les matériaux fragiles ou provoquer une assise incomplète de la fixation. Les tolérances des trous doivent rester à ±0,05 mm des dimensions spécifiées pour des performances optimales.
Existe-t-il des limitations de température pour les fixations PEM dans les assemblages en aluminium ?
Les installations PEM standard fonctionnent de manière fiable de -40 °C à +150 °C. Les températures plus élevées nécessitent une analyse de la dilatation thermique différentielle entre les matériaux de la fixation et du substrat. Les fixations en acier inoxydable se dilatent moins que l’aluminium, ce qui peut réduire les forces de rétention pendant les cycles de chauffage. Les fixations PEM en aluminium offrent une meilleure compatibilité thermique pour les applications à températures extrêmes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece