Conception de boîtiers personnalisés : Stratégies d'étanchéité IP65 pour la tôle
Les boîtiers en tôle classés IP65 sont confrontés à un défi d'ingénierie fondamental : maintenir la protection de l'environnement tout en tenant compte de la dilatation thermique, des tolérances de fabrication et de la facilité d'entretien sur le terrain. La protection contre la pénétration de poussière de 6 millimètres et les jets d'eau à basse pression exige des stratégies d'étanchéité précises qui tiennent compte du comportement des matériaux, de la dynamique de compression des joints et de l'intégrité à long terme des joints lors des cycles thermiques.
Points clés à retenir
- IP65 exige une protection complète contre la poussière et une résistance aux jets d'eau provenant de toutes les directions à 12,5 litres par minute
- Les taux de compression des joints entre 15 et 25 % assurent une étanchéité optimale tout en empêchant la dégradation du matériau
- La sélection des matériaux a un impact direct sur les coefficients de dilatation thermique, affectant les performances d'étanchéité à long terme
- Une géométrie de rainure appropriée avec des rapports largeur/profondeur de 3:2 maximise la rétention du joint et l'efficacité de l'étanchéité
Comprendre les exigences IP65 pour les applications en tôle
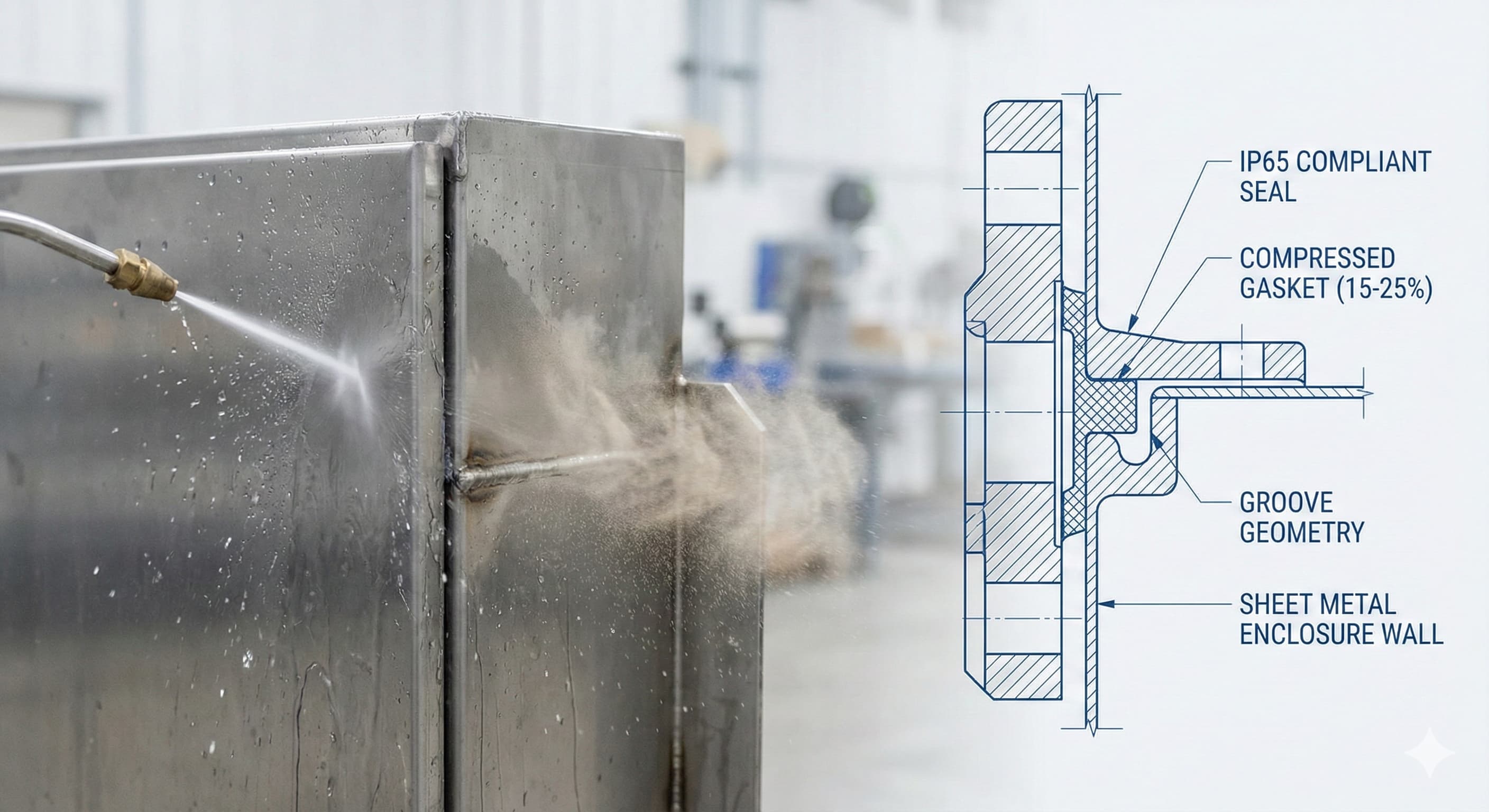
La norme IP65 de la Commission électrotechnique internationale exige une protection complète contre la pénétration de poussière (niveau 6) et une résistance aux jets d'eau provenant d'une buse de 6,3 mm à 12,5 litres par minute de toutes les directions (niveau 5). Pour les boîtiers en tôle, cela se traduit par le maintien de l'intégrité de l'étanchéité à travers les interfaces de joint qui subissent une dilatation thermique différentielle, des contraintes mécaniques dues aux vibrations et une déformation potentielle sous charge.
Les différentiels de pression critiques dans les applications IP65 varient généralement de 1 à 5 kPa, bien que les environnements industriels puissent exiger une résistance allant jusqu'à 10 kPa. Le système d'étanchéité doit supporter ces pressions tout en maintenant sa fonctionnalité sur des plages de températures de fonctionnement allant de -40 °C à +85 °C pour les applications standard, avec des conceptions spécialisées s'étendant jusqu'à +125 °C pour les environnements à haute température.
L'épaisseur de la tôle a un impact significatif sur l'efficacité de la stratégie d'étanchéité. Les matériaux de calibre standard de 1,0 mm à 3,0 mm nécessitent des approches de compression de joint différentes par rapport aux tôles plus lourdes de 5,0 mm à 8,0 mm. Les matériaux plus minces présentent une plus grande déflexion sous les charges de compression du joint, ce qui peut compromettre la géométrie du joint au fil du temps.
Sélection des matériaux et considérations thermiques
L'aluminium 5052-H32 et 6061-T6 représentent les choix de tôle les plus courants pour les boîtiers IP65, chacun présentant des caractéristiques de dilatation thermique distinctes qui influencent directement les performances d'étanchéité. Le coefficient de dilatation thermique des alliages d'aluminium est en moyenne de 23,1 × 10⁻⁶/°C, ce qui crée des changements dimensionnels mesurables dans les grands boîtiers.
| Qualité du matériau | Dilatation thermique (10⁻⁶/°C) | Limite d'élasticité (MPa) | Facteur de coût | Compatibilité d'étanchéité |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Excellent |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Excellent |
| Acier inoxydable 304 | 17.3 | 215 | 2.8x | Très bon |
| Acier inoxydable 316L | 16.0 | 170 | 4.2x | Excellent |
| Acier laminé à froid | 12.0 | 350 | 0.6x | Bon (revêtu) |
Les nuances d'acier inoxydable 304 et 316L offrent des coefficients de dilatation thermique inférieurs, ce qui réduit les contraintes d'étanchéité pendant les cycles de température. Cependant, l'augmentation du coût des matériaux et les exigences de formage doivent être compensées par une meilleure stabilité dimensionnelle. L'acier laminé à froid offre une excellente résistance et une dilatation thermique minimale, mais nécessite des revêtements de protection pour éviter la corrosion galvanique lorsqu'il est associé à des matériaux de joint standard.
Les exigences de finition de surface pour une étanchéité IP65 efficace spécifient généralement des valeurs Ra comprises entre 0,8 et 3,2 μm sur les surfaces de contact du joint. Les finitions plus lisses améliorent l'étanchéité initiale, mais peuvent réduire l'adhérence du joint, tandis que les surfaces plus rugueuses améliorent la rétention mécanique au prix de voies de fuite microscopiques.
Sélection des joints et dynamique de la compression
Les joints EPDM (éthylène-propylène-diène monomère) dominent les applications IP65 en raison de leur excellente résistance aux intempéries, de leur stabilité à l'ozone et de leur résistance à la déformation rémanente inférieure à 25 % après 1 000 heures à 70 °C. Les indices de dureté Shore A entre 60 et 80 offrent un équilibre optimal entre la conformabilité de l'étanchéité et l'intégrité structurelle sous les charges de compression.
Les taux de compression nécessitent un contrôle précis pour atteindre les performances IP65. La compression optimale se situe généralement entre 15 et 25 % de la section transversale d'origine du joint, des taux de compression plus élevés entraînant une dégradation accélérée du matériau et une extrusion potentielle du joint. Une compression plus faible peut permettre des voies de fuite sous les contraintes de cyclage de la pression ou de dilatation thermique.
| Matériau du joint | Duromètre Shore A | Taux de compression | Plage de température (°C) | Résistance chimique |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 à +120 | Excellent |
| Silicone | 60 ± 5 | 15-20% | -60 à +200 | Bon |
| Néoprène | 65 ± 5 | 20-30% | -35 à +100 | Très bon |
| Fluorocarbone (FKM) | 75 ± 5 | 15-20% | -20 à +200 | Excellent |
| Nitrile (NBR) | 70 ± 5 | 25-35% | -30 à +100 | Bon |
La géométrie de la section transversale du joint a un impact significatif sur l'efficacité de l'étanchéité. Les sections transversales rondes offrent une distribution uniforme des contraintes, mais nécessitent une géométrie de rainure précise. Les profils en forme de D offrent une meilleure rétention dans les rainures peu profondes, mais peuvent créer des concentrations de contraintes à l'interface plate. Les joints creux réduisent les forces de compression, mais sacrifient la capacité de résistance à la pression.
Conception des rainures et tolérances de fabrication
La géométrie de la rainure détermine directement la rétention du joint, l'uniformité de la compression et l'intégrité du joint à long terme. Le rapport largeur/profondeur optimal de 3:2 assure un support adéquat du joint tout en empêchant la surcompression ou l'extrusion sous pression. Pour les joints ronds standard de 6 mm de diamètre, les dimensions de la rainure spécifient généralement une largeur de 4,5 mm × une profondeur de 3,0 mm avec un contrôle de la tolérance de ±0,1 mm.
Les tolérances de fabrication sur les dimensions des rainures nécessitent un examen attentif des effets cumulatifs d'empilement. Les tolérances de position de ±0,2 mm sur les axes centraux des rainures assurent un alignement correct du joint sur les surfaces d'accouplement, tandis qu'une variation de profondeur au-delà de ±0,1 mm crée une compression inégale qui compromet les performances d'étanchéité.
Les rayons d'angle dans la conception des rainures doivent tenir compte de la flexibilité du joint tout en maintenant l'intégrité structurelle. Les exigences de rayon minimum sont généralement égales à 0,3 fois le diamètre du joint pour éviter la fissuration du matériau sous contrainte pendant l'installation et le cyclage de la compression. Les angles vifs créent des points de concentration de contraintes qui accélèrent la défaillance du joint par propagation de fissures.
Pour des résultats de haute précision, soumettez votre projet pour un devis en 24 heures auprès de Microns Hub.
Stratégies d'étanchéité avancées et protection multi-étapes
Les boîtiers complexes nécessitent souvent des stratégies d'étanchéité multi-étapes pour obtenir une protection IP65 fiable. Les joints primaires gèrent la majorité de l'exclusion environnementale, tandis que les joints secondaires offrent une protection de secours contre la dégradation du joint primaire ou les défauts d'installation. Cette redondance s'avère particulièrement précieuse dans les applications critiques où les conséquences d'une défaillance du joint vont au-delà des coûts de remplacement des composants.
Les joints labyrinthes complètent les systèmes à base de joints en créant des chemins tortueux qui réduisent le différentiel de pression à travers les joints primaires. Ces caractéristiques géométriques, usinées ou formées dans les surfaces d'accouplement, améliorent considérablement la fiabilité globale du système sans ajouter de coûts de matériaux. Les conceptions de labyrinthes typiques incorporent 2 à 3 changements de direction avec des jeux de 0,5 à 1,0 mm.
Les caractéristiques de drainage intégrées à la conception du boîtier empêchent l'accumulation d'eau qui pourrait submerger les systèmes d'étanchéité lors d'une exposition prolongée. Des trous de drainage positionnés stratégiquement avec un diamètre de 3 à 5 mm, situés aux points bas géométriques, permettent l'évacuation de l'humidité tout en maintenant l'intégrité IP65. Ces caractéristiques nécessitent un positionnement soigné pour éviter de créer des voies d'entrée dans des conditions de pression.
| Stratégie d'étanchéité | Complexité | Impact sur le coût | Facteur de fiabilité | Exigences de maintenance |
|---|---|---|---|---|
| Joint simple | Faible | 1.0x | Standard | Remplacement tous les 5 ans |
| Joint double | Moyenne | 1.8x | Élevée | Remplacement tous les 7 ans |
| Joint + Labyrinthe | Moyenne | 1.4x | Très élevée | Remplacement tous les 10 ans |
| Système multi-étapes | Élevée | 2.5x | Excellent | Inspection tous les 3 ans |
| Soudure + Joint | Élevée | 2.2x | Excellent | Permanent |
Sélection des fixations et contrôle de la compression
Les spécifications des fixations ont un impact direct sur l'uniformité de la compression du joint et les performances d'étanchéité à long terme. Les vis à tête creuse en acier inoxydable offrent une résistance à la corrosion et une application de couple précise, avec M6 × 1,0 représentant la taille la plus courante pour les applications de boîtier standard. L'espacement des fixations varie généralement de 80 à 120 mm au centre, avec un espacement plus rapproché requis pour les substrats en tôle plus minces.
Les spécifications de couple doivent tenir compte des propriétés des matériaux du joint, de l'épaisseur du substrat et des effets du cyclage thermique. Les joints EPDM standard dans les boîtiers en aluminium nécessitent généralement un couple de 4 à 6 N⋅m sur les fixations M6, avec des valeurs ajustées en fonction de la dureté du joint et des exigences de compression. Un serrage excessif crée des concentrations de contraintes qui accélèrent la dégradation du joint, tandis qu'un couple insuffisant permet une relaxation du joint lors du cyclage thermique.
Les composés de blocage des filetages empêchent le desserrage des fixations en raison des vibrations ou du cyclage thermique, mais la sélection doit tenir compte des exigences de démontage réparable. Les composés anaérobies de résistance moyenne offrent une rétention adéquate tout en permettant l'entretien sur le terrain avec des outils standard. Les composés à haute résistance peuvent nécessiter une application de chaleur pour le démontage, ce qui complique les procédures de maintenance.
La sélection des rondelles influence la répartition de la charge sur les surfaces du joint. Les rondelles en acier inoxydable avec un diamètre extérieur de 12 mm répartissent efficacement les charges de compression tout en empêchant la déformation du substrat. Les conceptions de rondelles captives réduisent le temps d'assemblage et éliminent le matériel lâche pendant les opérations d'entretien sur le terrain.
Processus de fabrication et contrôle de la qualité
Les opérations de formage de la tôle doivent tenir compte des exigences de rainure du joint pendant la phase de conception afin de garantir la faisabilité de la fabrication et la rentabilité. Les opérations de pliage peuvent généralement accueillir des caractéristiques de rainure perpendiculaires aux axes de pliage, tandis que les rainures parallèles peuvent nécessiter des opérations d'usinage secondaires qui augmentent considérablement les coûts de production.
L'usinage CNC des rainures de joint offre un contrôle dimensionnel supérieur par rapport aux opérations de formage, en particulier pour les géométries complexes ou les exigences de tolérance serrées. Les services d'usinage CNC de précision de Microns Hub garantissent que les dimensions des rainures répondent aux exigences d'étanchéité IP65 tout en optimisant l'efficacité de la fabrication pour les prototypes et les quantités de production.
Les opérations de soudage à proximité des zones de joint nécessitent une gestion thermique prudente pour éviter la distorsion du substrat qui compromet la géométrie de la rainure. Le soudage TIG avec un apport de chaleur contrôlé maintient généralement la stabilité dimensionnelle dans des limites acceptables, tandis que le soudage MIG peut nécessiter un usinage post-soudure pour restaurer les spécifications de la rainure.
Les procédures de contrôle de la qualité pour les boîtiers IP65 doivent valider à la fois la conformité dimensionnelle et les performances d'étanchéité réelles. Les machines à mesurer tridimensionnelles vérifient les dimensions des rainures avec une précision de ±0,05 mm, tandis que les tests de déperdition de pression confirment les taux de fuite inférieurs à 1 × 10⁻⁶ mbar⋅l/s dans des conditions de fonctionnement simulées.
| Processus de fabrication | Précision de la rainure (mm) | Taux de production | Coût de configuration | Meilleures applications |
|---|---|---|---|---|
| Usinage CNC | ±0.03 | Moyenne | Élevé | Géométries complexes |
| Formage à la presse plieuse | ±0.15 | Élevé | Faible | Rainures droites simples |
| Matrice progressive | ±0.08 | Très élevé | Très élevé | Production à grand volume |
| Découpe laser + Formage | ±0.10 | Moyenne | Moyen | Volumes moyens |
| Jet d'eau + Secondaire | ±0.05 | Faible | Moyen | Matériaux épais |
Protocoles de test et de validation
La validation IP65 nécessite des protocoles de test systématiques qui simulent les conditions de fonctionnement réelles tout en fournissant des données de performance quantitatives. Les procédures de test standard suivent les spécifications de la norme CEI 60529, en utilisant des chambres à poussière calibrées et un appareil à jet d'eau pour vérifier les niveaux de protection dans des conditions contrôlées.
Les tests de pénétration de poussière utilisent de la poudre de talc ou de la poussière de test normalisée circulant dans des chambres à des concentrations et des vitesses d'air spécifiées. La durée du test s'étend généralement sur 8 heures avec un cyclage de pression périodique pour simuler les effets de respiration thermique. L'exclusion complète de la poussière doit être démontrée sans accumulation mesurable à l'intérieur du boîtier.
Les tests au jet d'eau utilisent des buses de 6,3 mm délivrant 12,5 litres par minute à une pression de 30 kPa de toutes les directions. La durée du test couvre 15 minutes minimum avec le boîtier orienté pour présenter un défi maximal aux systèmes d'étanchéité. Aucune pénétration d'eau n'est acceptable, toute humidité détectée constituant un échec du test.
Les tests de fiabilité à long terme intègrent un cyclage thermique entre les extrêmes de température de fonctionnement, généralement 1 000 cycles de -40 °C à +85 °C avec des temps de maintien de 2 heures. Les mesures de déformation rémanente du joint vérifient la stabilité du matériau, tandis que les tests de taux de fuite confirment l'intégrité continue du joint pendant toute la durée du test.
Stratégies d'optimisation des coûts
La sélection des matériaux a un impact significatif sur les coûts totaux du projet, les alliages d'aluminium offrant un équilibre optimal entre performances et économie pour la plupart des applications. Les nuances d'acier inoxydable offrent des prix plus élevés, mais offrent une résistance à la corrosion et une stabilité dimensionnelle supérieures qui peuvent justifier des coûts accrus dans des environnements difficiles ou des exigences de durée de vie prolongée.
La sélection des joints présente des opportunités d'optimisation des coûts sans compromettre les performances IP65. Les formulations EPDM standard offrent d'excellentes performances à des prix compétitifs, tandis que les composés spécialisés comme les matériaux fluorocarbonés peuvent être inutiles à moins que des exigences spécifiques de résistance chimique n'existent. Les sections transversales de joint personnalisées peuvent réduire l'utilisation de matériaux par rapport aux profils ronds standard tout en maintenant l'efficacité de l'étanchéité.
La sélection du processus de fabrication nécessite une analyse attentive des exigences de volume et de la complexité géométrique. Les applications à faible volume bénéficient de processus flexibles comme le pliage et nos services de fabrication qui minimisent les investissements en outillage. La production à volume élevé justifie l'outillage de matrices progressives malgré des coûts initiaux importants en raison de la réduction du temps de fabrication par unité et de l'amélioration de la cohérence dimensionnelle.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails nécessaire pour des performances IP65 fiables dans divers environnements d'exploitation.
Pièges de conception courants et solutions
Un espacement inadéquat des fixations représente l'une des causes les plus fréquentes de défaillance de l'étanchéité IP65 dans les boîtiers en tôle. Un espacement excessif permet une déflexion du substrat entre les fixations, créant des espaces qui compromettent la compression du joint. La pratique standard limite l'espacement à 100 mm pour une épaisseur de tôle de 2,0 mm, avec une réduction proportionnelle pour les matériaux plus minces.
Les intersections de rainures de joint aux coins nécessitent une attention particulière pour éviter les voies de fuite qui contournent l'interface d'étanchéité primaire. Les joints d'angle moulés éliminent les joints qui créent des points de défaillance potentiels, tandis que les joints d'épissure nécessitent des procédures de coupe et de liaison précises pour maintenir l'intégrité du joint. Les rayons d'angle doivent tenir compte des exigences de rayon de courbure du joint sans créer de concentrations de contraintes.
Les calculs de dilatation thermique négligent souvent la dilatation différentielle entre des matériaux dissemblables dans les conceptions composites. Les cadres de renforcement en acier combinés à des peaux en aluminium créent des schémas de contraintes qui peuvent compromettre l'uniformité de la compression du joint pendant les excursions de température. Les solutions de conception comprennent des joints de dilatation ou une sélection de matériaux qui minimise les discordances de dilatation thermique.
Les incohérences de finition de surface à proximité des zones de contact du joint résultent fréquemment d'un contrôle de processus inadéquat pendant la fabrication. Les opérations de soudage qui créent une rugosité ou une contamination locale nécessitent un post-traitement pour restaurer les conditions de surface spécifiées. Les procédures de contrôle de la qualité doivent vérifier les exigences de finition de surface en plus des spécifications dimensionnelles.
Foire aux questions
Quel taux de compression du joint offre des performances d'étanchéité IP65 optimales ?
Les taux de compression optimaux varient de 15 à 25 % de la section transversale d'origine du joint pour la plupart des matériaux EPDM. Cette plage fournit une pression de contact suffisante pour une étanchéité efficace tout en empêchant la dégradation du matériau due à une surcompression. Les indices de dureté Shore A influencent la compression idéale, les matériaux plus souples nécessitant des taux de compression plus faibles.
Comment les effets de la dilatation thermique ont-ils un impact sur l'intégrité du joint à long terme ?
La dilatation thermique crée des changements dimensionnels qui stressent les matériaux du joint et peuvent compromettre la géométrie du joint. Les boîtiers en aluminium se dilatent d'environ 0,23 mm par mètre par augmentation de température de 10 °C. Les stratégies de conception comprennent des joints de dilatation, une sélection de matériaux avec des coefficients thermiques assortis et des matériaux de joint avec une capacité d'allongement élevée.
Quelles tolérances de fabrication sont requises pour une géométrie de rainure de joint efficace ?
Les tolérances de largeur de rainure spécifient généralement ±0,1 mm pour une rétention et un contrôle de la compression optimaux du joint. Les tolérances de profondeur doivent maintenir ±0,1 mm pour assurer une compression uniforme sur tout le périmètre du joint. Les tolérances de position de ±0,2 mm empêchent le désalignement du joint qui crée des voies de fuite.
La classification IP65 peut-elle être maintenue avec des panneaux ou des portes amovibles ?
Oui, les panneaux amovibles peuvent maintenir la protection IP65 avec une conception de charnière et des systèmes de joint appropriés. Les charnières piano offrent un support continu le long des bords du panneau, tandis que les loquets de compression correctement conçus assurent une compression adéquate du joint. Plusieurs fixations avec des valeurs de couple spécifiées offrent des solutions alternatives pour les panneaux fréquemment accessibles.
Quelles procédures de test vérifient la conformité IP65 dans les boîtiers personnalisés ?
Les tests IP65 suivent les normes CEI 60529 avec des tests en chambre à poussière pendant 8 heures minimum et des tests au jet d'eau à 12,5 litres par minute à partir de buses de 6,3 mm. Les tests de déperdition de pression complètent les procédures standard en quantifiant les taux de fuite dans des conditions contrôlées. La validation du cyclage thermique confirme les performances sur les plages de températures de fonctionnement.
Comment l'épaisseur de la tôle affecte-t-elle la compression du joint et les performances d'étanchéité ?
La tôle plus mince se déforme davantage sous les charges de compression du joint, ce qui peut créer une répartition inégale de la pression qui compromet l'efficacité de l'étanchéité. Les matériaux d'une épaisseur inférieure à 1,5 mm nécessitent souvent un espacement plus rapproché des fixations ou des caractéristiques de renforcement pour maintenir une rigidité adéquate. Les matériaux plus épais offrent une meilleure stabilité dimensionnelle, mais augmentent les coûts des matériaux et les charges de formage.
Quels sont les matériaux les plus rentables pour les boîtiers en tôle IP65 ?
L'aluminium 5052-H32 offre la meilleure combinaison de coût, de formabilité et de résistance à la corrosion pour la plupart des applications IP65. L'acier laminé à froid offre un coût de matériau inférieur, mais nécessite des revêtements de protection et une sélection prudente des matériaux de joint pour éviter la corrosion galvanique. Les nuances d'acier inoxydable justifient des prix plus élevés uniquement lorsque des conditions environnementales spécifiques exigent une résistance à la corrosion supérieure.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece