Le Facteur K Expliqué : Calcul des Allocations de Pliage pour la Tôle Métallique de Précision
Les fabricants de tôles métalliques travaillant avec des tolérances plus strictes que ±0,25 mm sont confrontés à un défi fondamental : obtenir des dimensions de pliage précises tout en tenant compte de la déformation du matériau pendant le processus de pliage. Le facteur K sert de pont mathématique entre le développement du modèle à plat et la géométrie finale pliée, déterminant si les pièces répondent aux exigences d'assemblage critiques ou deviennent des déchets coûteux.
La compréhension du calcul du facteur K devient essentielle lors de la conception de supports, de boîtiers et de composants structurels où la précision du pliage a un impact direct sur l'ajustement et la fonction. Ce guide complet examine les principes d'ingénierie, les méthodes de calcul et les applications pratiques qui définissent la fabrication de tôles métalliques de précision.
- Le facteur K représente le rapport entre la position de l'axe neutre et l'épaisseur du matériau, généralement compris entre 0,25 et 0,50 pour les tôles métalliques courantes
- Des calculs précis de l'allocation de pliage nécessitent la prise en compte des propriétés du matériau, de la géométrie de l'outillage et des paramètres de formage
- Les applications de précision exigent une validation empirique du facteur K par le biais de tests de pliage et de vérification des mesures
- Les systèmes de CAO avancés intègrent des bases de données de facteurs K pour le développement automatisé de modèles à plat
Comprendre les Fondamentaux du Facteur K dans le Pliage de Tôle Métallique
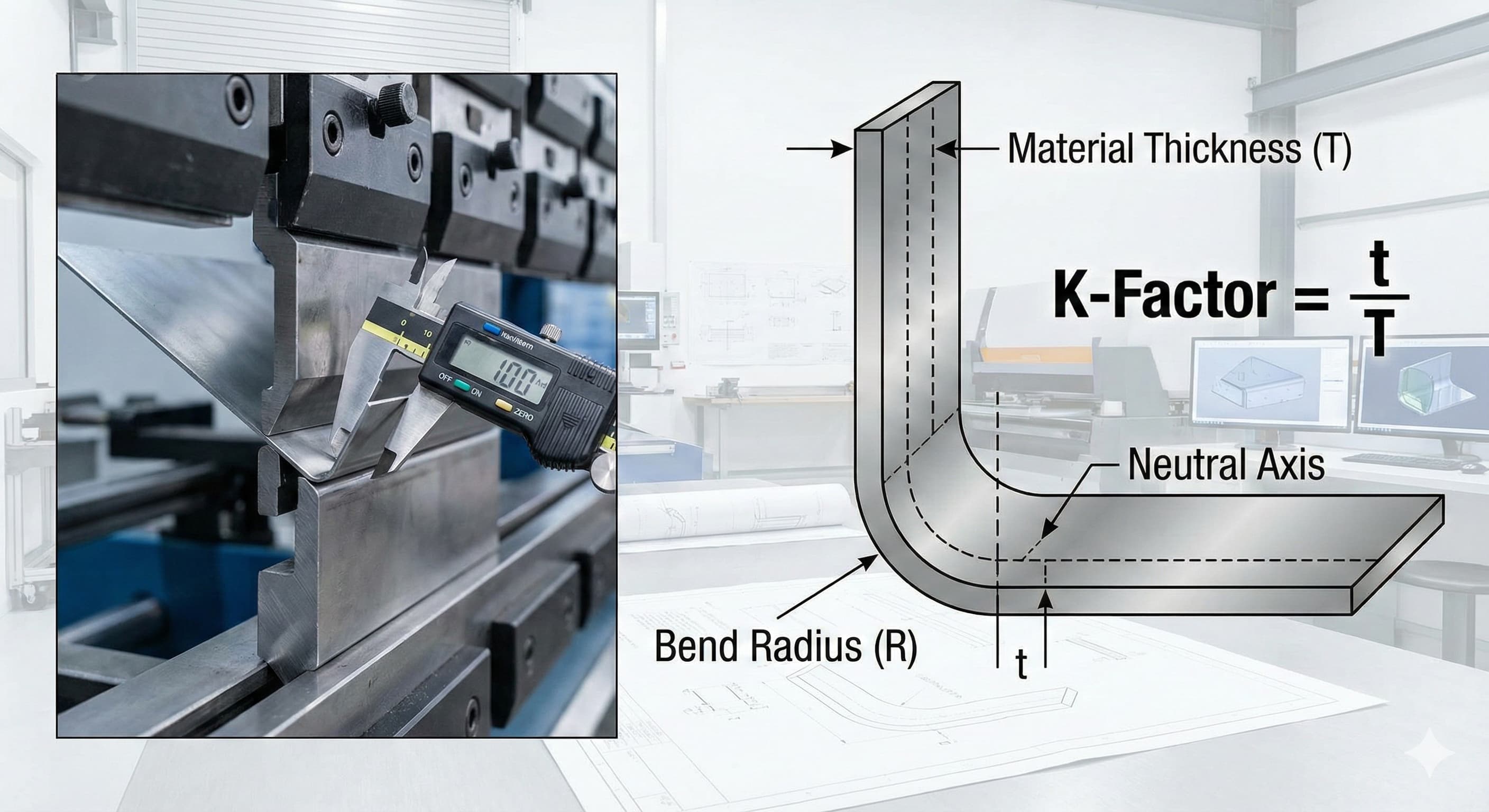
Le facteur K quantifie la relation entre l'axe neutre d'un matériau et son épaisseur pendant le processus de pliage. Lorsque la tôle métallique subit un pliage, la surface extérieure s'étire tandis que la surface intérieure se comprime, créant un axe neutre où la longueur du matériau reste constante. Cette position de l'axe neutre détermine l'allocation de pliage requise pour un développement précis du modèle à plat.
Mathématiquement, le facteur K est égal à la distance entre le rayon de pliage intérieur et l'axe neutre, divisée par l'épaisseur du matériau. Pour une pièce d'une épaisseur de 2,0 mm et un axe neutre positionné à 0,8 mm de la surface intérieure, le facteur K est calculé à 0,40. Cette valeur sans dimension reste relativement constante pour des combinaisons matériau-outillage spécifiques.
Les propriétés du matériau influencent considérablement les valeurs du facteur K. Les matériaux ductiles comme l'aluminium 1100-O présentent des facteurs K plus élevés (0,45-0,50) en raison d'un plus grand flux de matériau pendant le formage. Inversement, les matériaux plus durs tels que l'acier inoxydable 304 présentent généralement des facteurs K plus faibles (0,30-0,40) en raison de caractéristiques de déformation réduites.
La géométrie de l'outillage affecte également la détermination du facteur K. Les rayons de poinçon plus petits créent des plis plus nets avec des facteurs K plus faibles, tandis que les rayons plus grands favorisent un formage progressif avec des valeurs plus élevées. La relation entre le rayon du poinçon et l'épaisseur du matériau, exprimée par le rapport R/T, fournit des indications préliminaires pour l'estimation du facteur K.
| Qualité du matériau | Plage typique du facteur K | Résistance à la traction (MPa) | Caractéristiques de formage |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Excellente formabilité, haute ductilité |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | Bonne formabilité, résistance modérée |
| Acier 1008/1010 | 0,40 - 0,45 | 320 - 420 | Bonne formabilité, faible teneur en carbone |
| Inox 304 | 0,30 - 0,40 | 515 - 620 | Formabilité modérée, écrouissage |
| Inox 316 | 0,32 - 0,42 | 515 - 670 | Meilleure formabilité que 304 |
Méthodes et Formules de Calcul de l'Allocation de Pliage
L'allocation de pliage représente la longueur de l'arc de l'axe neutre à travers la zone de pliage, fournissant la dimension critique pour le développement du modèle à plat. La formule fondamentale incorpore l'angle de pliage, le rayon intérieur, l'épaisseur du matériau et le facteur K : BA = (π/180) × (R + K × T) × A, où BA est égal à l'allocation de pliage, R représente le rayon intérieur, K désigne le facteur K, T indique l'épaisseur du matériau et A spécifie l'angle de pliage en degrés.
Pour un pliage à 90 degrés dans de l'aluminium 6061-T6 de 1,5 mm avec un rayon intérieur de 3,0 mm et un facteur K de 0,38, le calcul donne : BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Cette valeur d'allocation de pliage détermine la longueur de l'arc à inclure dans le développement du modèle à plat.
La méthode de déduction de pliage offre une approche alternative, calculant la différence de longueur du matériau entre les états plié et non plié. La déduction de pliage est égale à 2 × (recul extérieur) - allocation de pliage, où le recul extérieur représente la distance entre la ligne de pliage et la surface extérieure. Cette méthode s'avère particulièrement utile pour les systèmes de CAO et les logiciels d'imbrication automatisés.
Les applications avancées peuvent nécessiter des facteurs de correction de l'allocation de pliage pour tenir compte du retour élastique, de l'usure de l'outil et des variations du matériau. Ces facteurs de correction, généralement compris entre 0,95 et 1,05, affinent les calculs théoriques basés sur des tests empiriques et l'expérience de la production.
Les calculs de pliages multiples nécessitent une prise en compte attentive de la séquence de pliage et des longueurs à plat intermédiaires. Chaque pliage contribue à son allocation individuelle tout en maintenant les dimensions globales de la pièce. Les géométries complexes avec plusieurs pliages, retours et décalages exigent des approches de calcul systématiques pour éviter les erreurs cumulatives.
Influence des Propriétés du Matériau sur la Sélection du Facteur K
La structure du grain du matériau a un impact significatif sur la détermination du facteur K et le comportement au pliage. Les matériaux laminés à froid présentent des propriétés directionnelles avec des facteurs K différents parallèles et perpendiculaires à la direction de laminage. L'aluminium 6061-T6 peut présenter un facteur K de 0,38 parallèle au grain et de 0,42 perpendiculaire, ce qui nécessite des calculs spécifiques à l'orientation pour les applications critiques.
Les caractéristiques d'écrouissage affectent la stabilité du facteur K pendant les opérations de formage. Les matériaux avec des taux d'écrouissage élevés, tels que l'acier inoxydable 301, peuvent présenter des variations du facteur K en fonction de la sévérité du pliage et de la vitesse de formage. L'écrouissage progressif réduit le flux de matériau, ce qui diminue efficacement les facteurs K au fur et à mesure que le pliage progresse.
Les conditions de surface et la finition du matériau influencent le comportement au pliage par le biais d'effets de friction et de concentration des contraintes. Les matériaux avec une finition de laminage offrent généralement des performances de facteur K constantes, tandis que les surfaces revêtues ou texturées peuvent nécessiter des facteurs d'ajustement. L'acier pré-peint présente souvent des facteurs K légèrement plus élevés en raison des effets de lubrification du revêtement.
Les variations d'épaisseur dans les tolérances standard peuvent affecter la précision du facteur K dans les applications de précision. Les matériaux spécifiés comme 2,0 mm ±0,1 mm peuvent présenter des variations du facteur K de ±0,02, ce qui peut avoir un impact sur les dimensions finales de la pièce de 0,05 mm ou plus dans les zones de pliage critiques.
Pour des résultats de haute précision,Demandez un devis gratuit et obtenez une tarification en 24 heures auprès de Microns Hub.
| Plage d'épaisseur (mm) | Facteur K de l'aluminium 6061-T6 | Facteur K de l'acier 1008 | Facteur K de l'inox 304 |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Effets de l'Outillage et Considérations Relatives à la Presse Plieuse
Le rayon du nez du poinçon influence directement les valeurs du facteur K par son effet sur la formation du pli. Les poinçons pointus avec de petits rayons concentrent les contraintes et réduisent le flux de matériau, ce qui entraîne des facteurs K plus faibles. Inversement, les rayons de poinçon plus grands favorisent un formage progressif avec des facteurs K plus élevés et une meilleure qualité de surface.
La largeur de l'ouverture de la matrice affecte le support du matériau pendant le pliage, influençant la distribution des contraintes et la position de l'axe neutre. La pratique courante recommande des ouvertures de matrice de 8 à 12 fois l'épaisseur du matériau, les ouvertures plus larges favorisant des facteurs K plus élevés. Les matrices étroites peuvent provoquer des effets de fond qui réduisent artificiellement les facteurs K calculés.
Les techniques de pliage en fond de matrice par rapport au pliage en l'air produisent des caractéristiques de facteur K différentes. Le pliage en l'air permet un flux de matériau naturel avec des facteurs K constants sur différents angles, tandis que le pliage en fond de matrice crée une déformation contrôlée qui peut nécessiter des ajustements du facteur K spécifiques à l'angle. Les opérations de frappe présentent généralement les facteurs K les plus faibles en raison des effets de compression du matériau.
Le tonnage de la presse plieuse et la vitesse de formage influencent le flux de matériau pendant les opérations de pliage. Un tonnage insuffisant peut entraîner un formage incomplet avec des facteurs K incohérents, tandis qu'une force excessive peut provoquer un amincissement du matériau et des positions d'axe neutre altérées. Les vitesses de formage optimales permettent un flux de matériau approprié sans induire de concentrations de contraintes.
L'usure de l'outil affecte la cohérence du pliage au cours des séries de production. Les poinçons usés peuvent créer des rayons de pliage légèrement différents, modifiant les calculs du facteur K. Des inspections régulières des outils et des calendriers de remplacement maintiennent la cohérence du facteur K pour les applications de précision nécessitant une intégration des services d'usinage CNC de précision.
Détermination Empirique du Facteur K et Méthodes de Test
Les facteurs K théoriques fournissent des points de départ pour les calculs de pliage, mais les applications de précision nécessitent une validation empirique par le biais de tests systématiques. Les procédures de test de pliage impliquent le formage de pièces d'échantillon avec des dimensions connues, la mesure des résultats de pliage réels et le calcul des facteurs K effectifs à partir de la géométrie observée.
La procédure de test standard commence par la préparation de bandes de test du matériau de production, généralement de 150 mm de long sur 25 mm de large. Marquez des lignes de pliage précises à 50 mm de chaque extrémité, en assurant des références de mesure précises. Formez des plis à 90 degrés en utilisant l'outillage et les paramètres de production, en maintenant des paramètres de formage cohérents.
Les techniques de mesure nécessitent des instruments de précision capables d'une résolution de 0,01 mm. Mesurez le rayon intérieur à l'aide de jauges de rayon ou de systèmes de mesure optique, et vérifiez les angles de pliage avec des rapporteurs de précision ou des machines à mesurer tridimensionnelles. Calculez le facteur K effectif en remontant des dimensions mesurées aux exigences théoriques.
Plusieurs échantillons de test fournissent une validation statistique de la cohérence du facteur K. Des tailles d'échantillon minimales de 5 pièces par combinaison matériau-outillage établissent des valeurs moyennes fiables et des plages de variation. Documentez les conditions environnementales, les numéros de lot de matériau et l'identification de l'outillage pour la traçabilité.
La validation de la production implique le formage de pièces représentatives et la mesure des dimensions critiques par rapport aux exigences de conception. Les pièces nécessitant une construction à onglets et encoches exigent une attention particulière à la précision du pliage pour un ajustement correct.
Applications Avancées du Facteur K dans les Systèmes de CAO/FAO
Les systèmes de CAO modernes intègrent des bases de données complètes de facteurs K pour le développement automatisé de modèles à plat. Ces bases de données contiennent des valeurs validées empiriquement pour les combinaisons matériau-outillage courantes, ce qui réduit le temps de conception et améliore la précision. Les principaux progiciels permettent la saisie de facteurs K personnalisés pour les applications spécialisées.
Les approches de conception paramétrique relient les facteurs K aux propriétés du matériau et aux paramètres de formage, ce qui permet des mises à jour automatiques lorsque des modifications de conception se produisent. Les systèmes de modélisation basés sur des caractéristiques reconnaissent les caractéristiques de pliage et appliquent les facteurs K appropriés en fonction de la sélection du matériau et des spécifications de l'outillage.
L'intégration FAO étend les applications du facteur K à la planification de la fabrication et au contrôle de la qualité. La programmation de la presse plieuse CNC utilise les données du facteur K pour l'optimisation automatique de la séquence de pliage et la sélection des outils. Les systèmes de correction d'angle en temps réel ajustent les paramètres de formage en fonction des prédictions du facteur K et des retours de mesure.
Les logiciels de simulation intègrent l'analyse par éléments finis avec la validation du facteur K pour les opérations de formage complexes. Ces outils prédisent le comportement du matériau, la distribution des contraintes et la géométrie finale avant le prototypage physique. Les simulations avancées tiennent compte de l'anisotropie du matériau, de l'écrouissage et des interactions outil-pièce.
Les systèmes de gestion des données suivent les performances du facteur K au cours des séries de production, identifiant les tendances et les opportunités d'optimisation. Les applications de contrôle statistique des processus surveillent la précision du pliage et ajustent les facteurs K pour une amélioration continue. L'intégration avec nos services de fabrication garantit un contrôle de la qualité constant tout au long du processus de production.
Contrôle de la Qualité et Vérification des Mesures
Les applications de tôles métalliques de précision exigent des procédures de contrôle de la qualité rigoureuses pour vérifier la précision du facteur K et la conformité du pliage. Les plans d'échantillonnage statistique basés sur la norme ISO 2859-1 fournissent des approches d'inspection systématiques pour la validation de la production. Les applications critiques peuvent nécessiter une inspection à 100 % avec des systèmes de mesure automatisés.
Les machines à mesurer tridimensionnelles (MMT) offrent la plus grande précision pour la vérification du pliage, avec des incertitudes de mesure inférieures à ±0,005 mm. Les systèmes de mesure optique offrent des capacités d'inspection rapide pour les environnements de production, combinant la vitesse avec une précision suffisante pour la plupart des applications. Les outils de mesure portables permettent une vérification en cours de processus et un retour d'information rapide.
L'analyse de l'incertitude de mesure tient compte des limitations de l'instrument, des variations de la pièce et des effets environnementaux. Les incertitudes de type A provenant de l'analyse statistique des mesures répétées se combinent aux incertitudes de type B provenant des spécifications de l'instrument pour déterminer la confiance globale de la mesure. Les applications de précision nécessitent des budgets d'incertitude pour garantir que la capacité de mesure dépasse les tolérances requises.
Les études de capacité de processus évaluent la cohérence du facteur K sur des séries de production étendues. Les calculs Cp et Cpk quantifient les performances du processus par rapport aux limites de spécification, identifiant les opportunités d'amélioration. Les cartes de contrôle surveillent les paramètres clés et détectent la dérive du processus avant que des problèmes de qualité ne se développent.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisé signifient que chaque projet reçoit l'attention aux détails qu'il mérite, avec une documentation de qualité complète et une traçabilité tout au long du processus de production.
| Méthode de mesure | Précision (mm) | Vitesse | Meilleure application |
|---|---|---|---|
| MMC | ±0,002 | Lent | Dimensions critiques, étalonnage |
| Scanner optique | ±0,010 | Rapide | Inspection de la production |
| Jauges de rayon | ±0,025 | Rapide | Vérification en atelier |
| Pieds à coulisse | ±0,020 | Rapide | Contrôles dimensionnels de base |
Optimisation des Coûts Grâce à une Application Précise du Facteur K
Une détermination précise du facteur K réduit le gaspillage de matériau grâce à un développement précis du modèle à plat. Les allocations de pliage surestimées créent une consommation excessive de matériau, tandis que les valeurs sous-estimées conduisent à des pièces courtes nécessitant des retouches ou des rebuts. Une amélioration de 2 % de la précision du facteur K peut réduire la consommation de matériau de 1 à 3 % dans les pièces complexes avec plusieurs pliages.
Des gains d'efficacité de la production résultent d'un temps de configuration réduit et de moins d'ajustements itératifs. Des facteurs K précis minimisent les approches d'essais et d'erreurs, permettant la réussite du premier article et une montée en production plus rapide. Les gains de temps dans le développement de prototypes et la configuration de la production offrent des avantages de coûts significatifs sur les marchés concurrentiels.
L'optimisation de l'outillage grâce à l'analyse du facteur K identifie les combinaisons de poinçon et de matrice les plus efficaces pour des applications spécifiques. La normalisation des ensembles d'outils éprouvés avec des facteurs K validés réduit les besoins en inventaire et améliore la cohérence. Les améliorations de la durée de vie des outils résultent de paramètres de formage optimisés et d'une réduction du sur-formage.
La réduction des coûts de qualité grâce à la prévention des défauts offre l'impact économique le plus important. Des taux de rebut inférieurs à 1 % deviennent réalisables avec des facteurs K correctement validés, contre des taux de 5 à 10 % avec des valeurs théoriques seules. La réduction des exigences d'inspection et des réclamations de garantie améliore encore la rentabilité.
Des avantages de la chaîne d'approvisionnement découlent d'une qualité de pièce constante et de calendriers de livraison fiables. Les clients apprécient les fournisseurs qui démontrent une maîtrise des processus et des résultats prévisibles. Des partenariats à long terme se développent lorsque les exigences de précision sont constamment satisfaites grâce à une application appropriée du facteur K.
Exigences du Facteur K Spécifiques à l'Industrie
Les applications aérospatiales exigent les plus hauts niveaux de validation et de documentation du facteur K. Les systèmes de qualité AS9100 exigent une traçabilité complète des paramètres de formage et une validation empirique pour les composants critiques pour le vol. Les certifications des matériaux, les enregistrements des outils et les paramètres de processus doivent démontrer une maîtrise statistique pour la conformité réglementaire.
La fabrication de dispositifs médicaux nécessite une validation du facteur K en vertu des réglementations du système de qualité de la FDA. Les matériaux biocompatibles tels que le titane Grade 2 et l'acier inoxydable 316L exigent une détermination spécifique du facteur K en raison de leurs caractéristiques de formage uniques. La validation du processus comprend une analyse du pire des cas et une vérification de la marge de conception.
Les applications automobiles se concentrent sur la cohérence à volume élevé et l'optimisation des coûts. Les systèmes de contrôle statistique des processus surveillent les performances du facteur K sur des millions de pièces, identifiant les tendances subtiles et les opportunités d'optimisation. Les accords de qualité des fournisseurs spécifient les exigences de validation du facteur K et les protocoles de surveillance continue.
Les boîtiers électroniques nécessitent des facteurs K précis pour l'efficacité du blindage EMI et l'ajustement des composants. Les matériaux minces (0,5-1,0 mm) avec des tolérances de pliage strictes mettent au défi les approches traditionnelles du facteur K. Une attention particulière à l'intégration des fixations PEM nécessite des approches de conception coordonnées.
Les applications d'architecture et de construction mettent l'accent sur l'étanchéité aux intempéries et l'adaptation à la dilatation thermique. Le formage de grands panneaux avec plusieurs pliages nécessite une validation minutieuse du facteur K pour éviter les erreurs cumulatives. Les considérations relatives à l'assemblage sur le terrain influencent les approches de conception et les stratégies d'allocation des tolérances.
Foire Aux Questions
Quel facteur K dois-je utiliser pour de l'aluminium 6061-T6 de 2 mm ?
Pour de l'aluminium 6061-T6 de 2 mm, commencez avec un facteur K de 0,38-0,40 pour les opérations de pliage en l'air. La valeur exacte dépend de votre rayon de poinçon, de l'ouverture de la matrice et de la vitesse de formage. Validez cette estimation initiale par des tests de pliage en utilisant votre outillage et vos paramètres de production réels pour obtenir une précision optimale.
Comment le rayon du poinçon affecte-t-il les calculs du facteur K ?
Les rayons de poinçon plus petits créent des plis plus nets avec des facteurs K plus faibles (0,25-0,35), tandis que les rayons plus grands favorisent un formage progressif avec des facteurs K plus élevés (0,40-0,50). La relation suit le rapport R/T - rayon divisé par l'épaisseur. Maintenez le rayon du poinçon au moins égal à l'épaisseur du matériau pour des résultats cohérents et évitez les fissures.
Puis-je utiliser le même facteur K pour différents angles de pliage ?
Le pliage en l'air maintient des facteurs K relativement constants sur différents angles (30-135 degrés), ce qui en fait la méthode préférée pour les pièces à géométrie variable. Les opérations de pliage en fond de matrice et de frappe peuvent nécessiter des facteurs K spécifiques à l'angle en raison de différentes caractéristiques de flux de matériau. Validez toujours les angles critiques par des pièces de test.
Pourquoi mes dimensions calculées ne correspondent-elles pas aux pièces pliées réelles ?
Les écarts dimensionnels résultent généralement de l'utilisation de facteurs K théoriques au lieu de valeurs validées empiriquement, des effets de retour élastique non pris en compte dans les calculs ou d'une configuration d'outillage incohérente. Mesurez vos rayons intérieurs et vos angles de pliage réels, puis calculez les facteurs K effectifs à partir de pièces réelles pour améliorer la précision.
À quelle fréquence dois-je vérifier les facteurs K en production ?
Vérifiez les facteurs K mensuellement pour la production à volume élevé, ou après tout changement d'outillage, changement de lot de matériau ou maintenance de l'équipement. Les applications critiques peuvent nécessiter une vérification quotidienne par le biais d'un échantillonnage statistique. Maintenez des cartes de contrôle pour identifier les tendances et prévenir les problèmes de qualité avant qu'ils ne surviennent.
Quelle précision de mesure est requise pour la validation du facteur K ?
La validation du facteur K nécessite une incertitude de mesure au moins 10 fois meilleure que vos exigences de tolérance finales. Pour les pièces avec des tolérances de pliage de ±0,1 mm, utilisez des instruments avec une précision de ±0,01 mm ou mieux. Les MMT offrent la plus grande précision, tandis que les scanners optiques offrent un bon compromis entre la vitesse et la précision pour les environnements de production.
Comment puis-je gérer les facteurs K pour les alliages personnalisés ou les matériaux exotiques ?
Les alliages personnalisés nécessitent une détermination empirique du facteur K par le biais de tests systématiques. Commencez avec des valeurs pour des matériaux de base similaires, puis effectuez des tests de pliage sur votre gamme d'épaisseur et de rayon typique. Documentez les propriétés du matériau, y compris la résistance à la traction, l'allongement et les caractéristiques d'écrouissage pour prédire le comportement du facteur K et établir des fenêtres de processus.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece