Emboutissage profond vs. Repoussage : Fabrication de formes métalliques cylindriques
La fabrication de composants métalliques cylindriques présente aux ingénieurs deux principaux procédés de formage : l’emboutissage profond et le repoussage du métal. Chaque procédé offre des avantages distincts en termes d’utilisation des matériaux, de coûts d’outillage, de volumes de production et de tolérances réalisables. Comprendre les différences fondamentales entre ces procédés est essentiel pour optimiser les résultats de fabrication et la rentabilité.
Principaux points à retenir
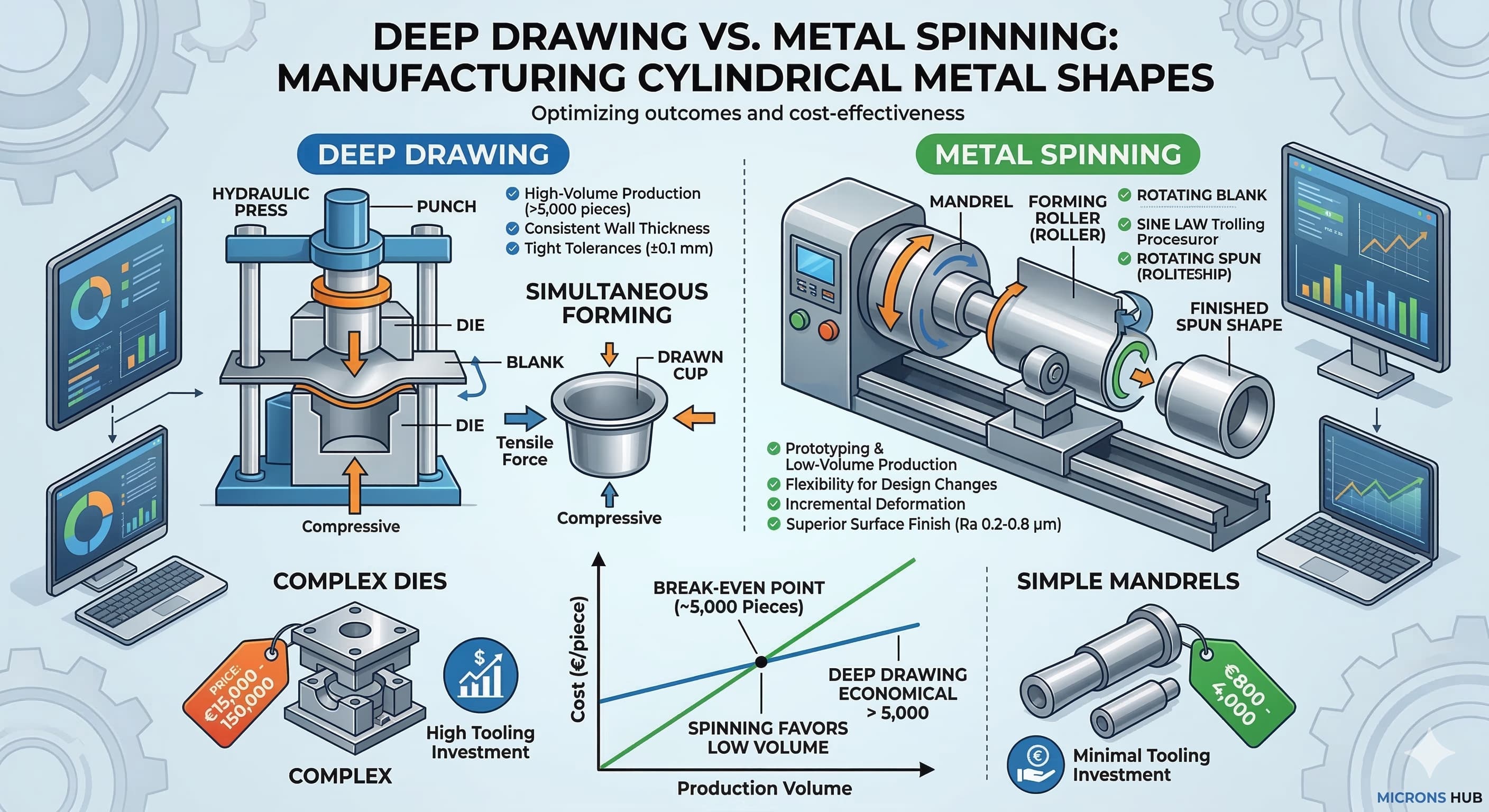
- L’emboutissage profond excelle dans la production à grand volume avec une épaisseur de paroi constante et des tolérances serrées (±0,1 mm)
- Le repoussage du métal offre une flexibilité supérieure pour le prototypage et la production à faible volume avec un investissement minimal en outillage
- Le choix des matériaux a un impact significatif sur la viabilité du procédé, l’emboutissage profond nécessitant des taux de ductilité plus élevés
- L’analyse des coûts révèle que l’emboutissage profond devient économique à des volumes dépassant 5 000 pièces par an
Principes fondamentaux du procédé d’emboutissage profond
L’emboutissage profond transforme des flans de tôle plats en composants cylindriques ou en forme de boîte grâce à une combinaison de forces de traction et de compression. Le procédé utilise un système de poinçon et de matrice où le poinçon force le flan à travers la cavité de la matrice, créant une forme creuse sans soudure avec une profondeur supérieure à la moitié du diamètre.
Le paramètre essentiel de l’emboutissage profond est le taux d’emboutissage (DR), calculé en divisant le diamètre du flan par le diamètre du poinçon. Pour la plupart des matériaux, une seule opération d’emboutissage peut atteindre des taux compris entre 1,8:1 et 2,2:1. Lorsque des taux plus élevés sont requis, plusieurs étapes d’emboutissage deviennent nécessaires, chaque étape ultérieure réduisant le diamètre d’environ 20 à 30 %.
Le flux de matière pendant l’emboutissage profond suit des schémas spécifiques. Les régions extérieures du flan subissent une compression circonférentielle tandis que le matériau de la paroi latérale subit une contrainte de traction. Cette condition de double contrainte nécessite des matériaux avec une excellente ductilité et une structure de grain uniforme. Les nuances d’acier comme le DC04 (EN 10130) et l’alliage d’aluminium 3003-H14 démontrent des performances optimales en raison de leurs valeurs r élevées (taux de déformation) de 1,8 à 2,2.
La conception de l’outillage joue un rôle crucial dans l’obtention de résultats cohérents. Le rayon de la matrice varie généralement de 6 à 10 fois l’épaisseur du matériau, tandis que le rayon du poinçon est maintenu à 4 à 8 fois l’épaisseur. Ces taux empêchent la déchirure du matériau pendant l’opération de formage tout en minimisant les effets de ressort.
Mécanique du procédé de repoussage du métal
Le repoussage du métal, également connu sous le nom de formage par repoussage, façonne les composants cylindriques en faisant tourner un flan métallique à grande vitesse tout en appliquant une pression localisée à l’aide d’outils de formage. Le flan est serré contre un mandrin qui définit la géométrie interne, et le matériau est progressivement formé sur ce mandrin à l’aide de rouleaux ou d’outils de repoussage spécialisés.
Le procédé fonctionne selon des principes fondamentalement différents de ceux de l’emboutissage profond. Au lieu d’un formage simultané, le repoussage crée la forme souhaitée par déformation progressive. Le matériau s’écoule radialement vers l’intérieur et axialement le long de la surface du mandrin, l’épaisseur de la paroi variant selon la loi du sinus : t₁ = t₀ × sin α, où t₁ est l’épaisseur finale, t₀ est l’épaisseur initiale et α est l’angle par rapport à l’axe de rotation.
Les mandrins de repoussage nécessitent un usinage précis, mais représentent des coûts d’outillage considérablement inférieurs à ceux des matrices d’emboutissage profond. Un mandrin en acier typique pour le repoussage coûte entre 800 et 1 500 €, tandis que l’outillage d’emboutissage profond équivalent varie de 15 000 à 50 000 € selon la complexité et les exigences de production.
Le procédé prend en charge une gamme plus large de matériaux, y compris les alliages d’écrouissage qui peuvent s’avérer difficiles pour l’emboutissage profond. L’acier inoxydable 316L, le titane Ti-6Al-4V et l’Inconel 625 peuvent être repoussés avec succès en raison de la nature progressive de la déformation, ce qui empêche une concentration excessive de la contrainte.
Sélection des matériaux et compatibilité
La sélection des matériaux représente un point de décision essentiel entre les procédés d’emboutissage profond et de repoussage. Chaque méthode de formage impose des exigences différentes aux propriétés des matériaux, ce qui influence à la fois la faisabilité du procédé et la qualité finale des composants.
| Propriété du matériau | Exigences d'emboutissage profond | Exigences de repoussage | Valeurs typiques |
|---|---|---|---|
| Allongement (%) | ≥25% | ≥15% | DC04 : 38-42 % |
| Valeur r (rapport de déformation) | ≥1.4 | ≥0.8 | Al 3003 : 0.6-0.8 |
| Valeur n (écrouissage) | 0.20-0.25 | 0.15-0.30 | 304 SS : 0.45 |
| Limite d'élasticité (MPa) | 140-300 | 200-600 | Ti-6Al-4V : 880 |
L’emboutissage profond exige des matériaux avec des taux de déformation plastique élevés (valeurs r) pour empêcher le festonnage et assurer un flux de matière uniforme. La valeur r représente le rapport entre la déformation de la largeur et la déformation de l’épaisseur pendant les essais de traction. Les matériaux avec des valeurs r inférieures à 1,0 ont tendance à s’amincir excessivement pendant les opérations d’emboutissage, ce qui peut entraîner une défaillance.
Les procédés de repoussage prennent en charge les matériaux avec des indices de formabilité inférieurs, car la déformation se produit progressivement plutôt que simultanément sur l’ensemble du flan. Cette caractéristique rend le repoussage particulièrement adapté aux alliages à haute résistance et aux matériaux exotiques où l’emboutissage profond dépasserait les limites de formage du matériau.
La taille des grains affecte considérablement les deux procédés, mais avec des implications différentes. Les matériaux à grains fins (taille de grain ASTM 7-9) offrent une meilleure finition de surface dans les applications d’emboutissage profond, tandis que le repoussage peut tolérer des structures de grains plus grossières sans compromettre la précision dimensionnelle.
Conception de l’outillage et analyse des investissements
La différence fondamentale dans les exigences d’outillage entre l’emboutissage profond et le repoussage a un impact direct sur l’économie du projet et les délais de livraison. L’emboutissage profond nécessite des matrices progressives usinées avec précision fabriquées à partir d’aciers à outils tels que le D2 ou l’A2, avec des valeurs de dureté allant de 58 à 62 HRC.
La construction de matrices progressives implique plusieurs stations pour les géométries complexes, chaque station nécessitant un alignement précis et un contrôle du jeu. Les jeux de matrice typiques varient de 1,1 à 1,3 fois l’épaisseur du matériau pour l’acier et de 1,2 à 1,4 fois pour les alliages d’aluminium. Ces tolérances serrées exigent une fabrication de haute précision, ce qui fait augmenter les coûts d’outillage.
Les mandrins de repoussage offrent un investissement en outillage considérablement réduit. Un mandrin typique peut être fabriqué à partir d’aluminium 7075-T6 pour les applications de prototype ou d’acier 4140 pour les séries de production. Le mandrin ne nécessite que la géométrie interne finale, éliminant les profils de cavité complexes nécessaires pour les matrices d’emboutissage profond.
| Composant d'outillage | Coût de l'emboutissage profond (€) | Coût du repoussage (€) | Délai de livraison (semaines) |
|---|---|---|---|
| Cylindrique simple (Ø100mm) | 15 000 - 25 000 | 800 - 1 500 | 6-8 contre 2-3 |
| Profil étagé complexe | 35 000 - 60 000 | 2 000 - 4 000 | 10-12 contre 3-4 |
| Progressif multi-étapes | 75 000 - 150 000 | N/A (étape unique) | 12-16 contre N/A |
| Maintenance de l'outillage (annuelle) | 5-10 % du coût initial | 2-3 % du coût initial | En cours |
Les considérations relatives à la durée de vie de l’outil différencient davantage les procédés. Les matrices d’emboutissage profond peuvent généralement supporter 500 000 à 2 000 000 de cycles selon le matériau et la complexité, tandis que les mandrins de repoussage peuvent dépasser 10 000 cycles avec un entretien approprié. Cependant, les outils de repoussage (rouleaux et outils de formage) nécessitent un remplacement périodique tous les 5 000 à 15 000 cycles.
Pour des résultats de haute précision,soumettez votre projet pour un devis en 24 heures de Microns Hub.
Précision dimensionnelle et qualité de la surface
L’obtention d’un contrôle dimensionnel précis nécessite de comprendre comment chaque procédé influence la géométrie finale du composant. L’emboutissage profond offre généralement une concentricité et une uniformité d’épaisseur de paroi supérieures en raison de l’action de formage simultanée sur l’ensemble du flan.
La variation d’épaisseur de paroi dans les composants emboutis en profondeur reste généralement dans une plage de ±10 à 15 % de l’épaisseur initiale du flan, les sections les plus minces se trouvant au niveau du rayon du nez du poinçon. Ce schéma d’amincissement prévisible permet aux ingénieurs de compenser par la sélection de l’épaisseur du flan et la planification de la réduction de l’emboutissage.
Les opérations de repoussage produisent des composants avec une épaisseur de paroi suivant la relation de la loi du sinus, ce qui entraîne une variation d’épaisseur intentionnelle qui doit être prise en compte dans les calculs de conception. Cependant, le repoussage offre un contrôle supérieur de la géométrie locale, permettant des caractéristiques telles que les brides, les rainures et les courbes complexes qui nécessiteraient plusieurs opérations d’emboutissage profond.
La qualité de la finition de surface diffère considérablement entre les procédés. Les composants emboutis en profondeur présentent des caractéristiques de surface uniformes correspondant à l’état initial du flan, généralement Ra 0,8-1,6 μm pour les substrats en acier laminé à froid. Les opérations de repoussage peuvent atteindre des finitions de surface supérieures (Ra 0,2-0,8 μm) grâce à l’action de brunissage des outils de formage, ce qui est particulièrement avantageux pour les applications nécessitant un post-traitement minimal.
Les tolérances dimensionnelles réalisables grâce à chaque procédé reflètent les mécanismes de formage fondamentaux. L’emboutissage profond atteint régulièrement ±0,1 mm sur le diamètre et ±0,15 mm sur la hauteur pour les composants jusqu’à 200 mm de diamètre. Les tolérances de repoussage dépendent de la précision du mandrin et du contrôle du procédé, offrant généralement ±0,2 mm sur le diamètre et ±0,25 mm sur la hauteur pour les composants de taille similaire.
Optimisation du volume de production
L’analyse économique révèle des seuils de rentabilité distincts où chaque procédé devient avantageux. L’investissement élevé en outillage de l’emboutissage profond nécessite des volumes de production importants pour justifier la dépense initiale, tandis que les coûts de configuration inférieurs du repoussage favorisent les petits lots et le développement de prototypes.
Le calcul du coût par pièce comprend l’efficacité de l’utilisation des matériaux, qui favorise fortement l’emboutissage profond pour les géométries simples. Les cylindres emboutis en profondeur atteignent généralement une utilisation des matériaux de 85 à 92 %, tandis que les opérations de repoussage varient de 95 à 98 % en raison de la production minimale de déchets. Cependant, l’avantage de l’efficacité des matériaux du repoussage diminue lorsque l’on considère la possibilité de flans de départ plus épais nécessaires pour atteindre l’épaisseur finale souhaitée dans les zones critiques.
| Volume de production | Emboutissage profond (€/pièce) | Repoussage (€/pièce) | Processus recommandé |
|---|---|---|---|
| 1-100 pièces | 45.00 - 65.00 | 12.00 - 18.00 | Repoussage |
| 500-1 000 pièces | 18.00 - 25.00 | 10.00 - 15.00 | Repoussage |
| 5 000-10 000 pièces | 4.50 - 6.50 | 8.00 - 12.00 | Emboutissage profond |
| 50 000+ pièces | 2.20 - 3.80 | 7.50 - 11.00 | Emboutissage profond |
L’analyse du temps de cycle révèle la supériorité de l’emboutissage profond dans les scénarios à grand volume. Une opération d’emboutissage profond typique se termine en 3 à 8 secondes selon la complexité, tandis que les opérations de repoussage nécessitent 2 à 15 minutes par composant. Cette différence spectaculaire dans le taux de production fait de l’emboutissage profond le choix évident pour les applications à grand volume malgré l’investissement initial en outillage.
Les opérations secondaires ont un impact significatif sur le coût total de fabrication. Les composants emboutis en profondeur nécessitent souvent un détourage, un perçage ou des opérations de formage supplémentaires qui ajoutent 0,50 à 2,00 € par pièce. Les opérations de repoussage fournissent généralement des composants de forme quasi nette nécessitant un traitement secondaire minimal, offrant des avantages en termes de coûts dans les géométries complexes.
Méthodes de contrôle de la qualité et d’inspection
Les protocoles d’assurance qualité pour les deux procédés doivent tenir compte des caractéristiques uniques et des modes de défaillance potentiels de chaque méthode de formage. Le contrôle de la qualité de l’emboutissage profond se concentre sur la prévention des défauts courants tels que le festonnage, le plissement, la déchirure et l’amincissement excessif grâce à l’optimisation des paramètres du procédé et au contrôle statistique du procédé.
Les points de mesure critiques pour les composants emboutis en profondeur comprennent la distribution de l’épaisseur de paroi à l’aide d’une jauge à ultrasons, la précision dimensionnelle à l’aide de machines à mesurer tridimensionnelles (MMT) et l’évaluation de la qualité de la surface. Les systèmes de surveillance en ligne peuvent détecter les variations de la force du poinçon indiquant une usure potentielle de l’outil ou des changements dans les propriétés du matériau.
Le contrôle de la qualité du repoussage met l’accent sur la précision du mandrin, l’état de l’outil de formage et la cohérence de la vitesse de rotation. La nature progressive du repoussage permet des ajustements en cours de procédé, offrant des possibilités de corriger les écarts dimensionnels pendant le formage plutôt que de mettre au rebut les composants terminés.
La mise en œuvre du contrôle statistique du procédé diffère entre les procédés. L’emboutissage profond bénéficie de valeurs Cpk supérieures à 1,33 pour les dimensions critiques, ce qui peut être réalisé grâce à un contrôle strict du positionnement du flan, de la cohérence de la lubrification et du tonnage de la presse. Les opérations de repoussage nécessitent une surveillance de la stabilité de la vitesse de rotation (±2 %), de la cohérence du taux d’alimentation (±5 %) et de l’uniformité de la pression de formage.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de la qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l’attention aux détails qu’il mérite, avec une documentation de qualité complète et une traçabilité.
Intégration avec les systèmes de fabrication
Les environnements de fabrication modernes nécessitent une intégration transparente des procédés de formage avec les opérations en amont et en aval. Les lignes d’emboutissage profond intègrent généralement l’alimentation automatisée des flans, les systèmes de transfert et des services d’usinage CNC de précision intégrés pour les opérations secondaires.
La nature à grande vitesse des opérations d’emboutissage profond exige des systèmes d’automatisation sophistiqués capables de maintenir les temps de cycle tout en assurant une qualité de pièce constante. Les systèmes de matrices progressives peuvent intégrer plusieurs opérations de formage, de perçage et de détourage en une seule course de presse, maximisant ainsi l’efficacité et minimisant les coûts de manutention.
Les opérations de repoussage, bien qu’elles nécessitent généralement plus d’intervention manuelle, offrent une flexibilité dans la prise en charge des modifications de conception et des variations de produits. Les tours de repoussage CNC offrent un contrôle automatisé des séquences de formage tout en conservant l’adaptabilité inhérente du procédé aux différentes géométries de composants.
L’intégration avec nos services de fabrication permet une gestion complète du projet, de la conception initiale à l’inspection finale. Cette approche intégrée garantit une sélection optimale du procédé en fonction des exigences spécifiques du projet, plutôt que de limiter les options à des méthodes de fabrication uniques.
Les considérations relatives à la chaîne d’approvisionnement influencent également la sélection du procédé. La dépendance de l’emboutissage profond à l’égard de l’outillage spécialisé crée des dépendances à l’égard des fabricants d’outils et de matrices, ce qui peut prolonger les délais de livraison pour les nouveaux projets. Les opérations de repoussage peuvent souvent utiliser l’inventaire de mandrins existant ou fabriquer rapidement de nouveaux mandrins à l’aide de capacités d’usinage standard.
Applications avancées et études de cas
Les applications aérospatiales démontrent l’importance critique de la sélection du procédé dans les environnements exigeants. L’emboutissage profond excelle dans la production de composants de réservoirs de carburant où une épaisseur de paroi constante et une construction étanche sont primordiales. Le procédé offre la répétabilité dimensionnelle requise pour les opérations d’assemblage automatisées tout en maintenant l’intégrité structurelle nécessaire aux applications de récipients sous pression.
Le repoussage trouve une application dans l’aérospatiale pour les sections coniques complexes, les cônes de nez et les conduits de transition où la capacité de former des courbes composées et une épaisseur de paroi variable offre des avantages en termes de conception. La compatibilité du procédé avec les alliages de titane et d’Inconel le rend particulièrement précieux pour les applications à haute température où les propriétés des matériaux dépassent les limites de formage de l’emboutissage profond conventionnel.
Les applications automobiles mettent en évidence la prise de décision axée sur le volume. L’emboutissage profond domine la production de composants à grand volume tels que les carters d’huile, les réservoirs de carburant et les éléments structurels où le coût amorti de l’outillage devient négligeable sur des millions de composants. L’intégration du procédé avec les chaînes de montage automobile offre la vitesse et la cohérence requises pour la fabrication juste à temps.
La fabrication de dispositifs médicaux présente des défis uniques où la biocompatibilité, la finition de surface et la précision dimensionnelle convergent. Les opérations de repoussage excellent dans la production d’instruments chirurgicaux et de composants de dispositifs implantables où la finition de surface supérieure et la compatibilité des matériaux avec les alliages exotiques offrent des avantages cliniques.
L’industrie électronique tire parti des deux procédés en fonction des exigences de volume. L’emboutissage profond sert les applications à grand volume telles que les dissipateurs de chaleur et les composants de blindage électromagnétique, tandis que le repoussage répond aux exigences spécialisées telles que les applications de blindage EMI où les géométries complexes et la finition de surface supérieure influencent les performances.
Tendances technologiques futures
Les technologies émergentes continuent d’étendre les capacités des deux procédés de formage. Les presses d’emboutissage profond à servocommande fournissent des profils de mouvement programmables, permettant l’optimisation du flux de matière et la réduction des effets de ressort. Ces systèmes avancés atteignent des forces de formage avec une précision auparavant inaccessible avec les presses mécaniques conventionnelles.
Les techniques de formage à chaud étendent la gamme de matériaux adaptés aux opérations d’emboutissage profond. Les alliages d’aluminium qui nécessitaient traditionnellement plusieurs étapes d’emboutissage peuvent maintenant être formés en une seule opération grâce au chauffage contrôlé des flans et des matrices. Cette avancée réduit la complexité de l’outillage tout en améliorant l’efficacité de l’utilisation des matériaux.
Le repoussage CNC continue d’évoluer grâce à l’amélioration de la surveillance du procédé et des systèmes de contrôle adaptatifs. La mesure en temps réel des forces de formage et des dimensions des composants permet un ajustement automatique des paramètres du procédé, réduisant ainsi les exigences de compétences de l’opérateur tout en améliorant la cohérence dimensionnelle.
La fabrication additive influence les deux procédés grâce à des applications d’outillage rapide. Les mandrins et les outils de formage imprimés en 3D permettent un développement de prototype rentable et des séries de production à faible volume, comblant ainsi le fossé entre les investissements traditionnels en outillage et les exigences du projet.
L’avancement des logiciels de simulation permet une prédiction de plus en plus précise du flux de matière, de la distribution des contraintes et des modes de défaillance potentiels. L’analyse par éléments finis (FEA) permet l’optimisation du procédé avant la fabrication de l’outillage, réduisant ainsi le temps de développement et améliorant les taux de réussite de la première pièce.
Foire aux questions
Quelle est l’épaisseur de paroi minimale réalisable avec l’emboutissage profond par rapport au repoussage ?
L’emboutissage profond maintient généralement l’épaisseur de paroi dans une plage de 85 à 90 % de l’épaisseur initiale du flan, avec une épaisseur pratique minimale d’environ 0,3 mm pour l’acier et de 0,5 mm pour l’aluminium. Le repoussage peut atteindre des parois plus minces dans les zones localisées, atteignant potentiellement une épaisseur de 0,2 mm, mais cela varie selon la relation de la loi du sinus et la géométrie du mandrin.
Comment les coûts des matériaux se comparent-ils entre les deux procédés ?
Les coûts des matériaux favorisent l’emboutissage profond en raison d’une meilleure utilisation des matériaux (85 à 92 %) par rapport à l’utilisation plus élevée du repoussage (95 à 98 %), mais l’exigence de flans de départ plus épais. L’emboutissage profond utilise généralement 15 à 25 % moins de matières premières pour les formes cylindriques simples, bien que cet avantage diminue avec les géométries complexes nécessitant plusieurs opérations.
Quelle qualité de finition de surface peut être obtenue avec chaque procédé ?
L’emboutissage profond maintient la finition de surface du flan d’origine, généralement Ra 0,8-1,6 μm pour les substrats en acier laminé à froid. Le repoussage peut atteindre des finitions de surface supérieures de Ra 0,2-0,8 μm grâce à l’action de brunissage des outils de formage, ce qui le rend préférable pour les applications nécessitant un post-traitement minimal ou des finitions décoratives.
Quel procédé offre un meilleur contrôle de la tolérance dimensionnelle ?
L’emboutissage profond atteint régulièrement des tolérances de ±0,1 mm sur le diamètre et de ±0,15 mm sur la hauteur pour les composants jusqu’à 200 mm de diamètre. Le repoussage offre généralement ±0,2 mm sur le diamètre et ±0,25 mm sur la hauteur, bien qu’un contrôle supérieur de la géométrie locale soit possible grâce à une opération qualifiée et à un outillage approprié.
Comment le volume de production affecte-t-il l’économie du procédé ?
L’emboutissage profond devient économiquement avantageux à des volumes dépassant 5 000 pièces par an en raison des coûts d’outillage élevés (15 000 à 60 000 €), mais des faibles coûts par pièce (2,20 à 6,50 €). Le repoussage favorise la production à faible volume avec un investissement minimal en outillage (800 à 4 000 €), mais des coûts par pièce plus élevés (8,00 à 18,00 €) à des volumes élevés.
Quels sont les délais de livraison typiques pour l’outillage et les premiers articles ?
L’outillage d’emboutissage profond nécessite 6 à 16 semaines selon la complexité, les matrices cylindriques simples prenant 6 à 8 semaines et l’outillage progressif à plusieurs étages s’étendant à 16 semaines. Les mandrins de repoussage nécessitent généralement 2 à 4 semaines, ce qui permet une initiation de projet et des cycles d’itération de conception plus rapides.
Quel procédé prend le mieux en charge les modifications de conception pendant la production ?
Le repoussage offre une flexibilité supérieure pour les modifications de conception, ne nécessitant souvent que des ajustements du mandrin ou la fabrication d’un nouveau mandrin coûtant entre 800 et 4 000 €. Les modifications de conception d’emboutissage profond nécessitent généralement des modifications de la matrice ou un remplacement complet de la matrice, ce qui représente des investissements importants en temps et en coûts de 5 000 à 25 000 € selon l’étendue des modifications requises.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece