Du STEP au code G : comment nous vérifions la fabricabilité de votre CAO
La conversion des fichiers CAO en pièces fabriquables nécessite une vérification rigoureuse à chaque étape du pipeline STEP vers code G. Chez Microns Hub, nous avons développé des protocoles systématiques qui détectent les problèmes de conception avant qu'ils ne deviennent des échecs de production coûteux, garantissant que vos composants répondent à la fois aux spécifications dimensionnelles et aux contraintes de fabrication.
Notre processus de vérification intègre l'analyse géométrique, la validation des propriétés des matériaux et l'optimisation des trajectoires d'outils pour fournir des pièces qui correspondent à votre intention d'ingénierie tout en maintenant la rentabilité et les délais de livraison.
- La validation des fichiers STEP identifie les anomalies géométriques et les surfaces non-manifold qui pourraient compromettre la précision de l'usinage
- L'analyse DFM évalue l'accessibilité des caractéristiques, les dégagements d'outils et les séquences d'usinage optimales avant le début de la programmation
- La vérification du code G simule les conditions de coupe réelles pour éviter les collisions, optimiser les temps de cycle et garantir la conformité dimensionnelle
- Les ajustements spécifiques aux matériaux tiennent compte de la dilatation thermique, de l'écrouissage et des variations de la force de coupe pendant la production
Analyse des fichiers STEP et validation géométrique
La base d'une fabrication fiable commence par une analyse complète des fichiers STEP. Notre équipe d'ingénierie effectue une validation multicouche à l'aide d'un logiciel d'analyse CAO spécialisé qui examine l'intégrité géométrique, la continuité de la surface et la cohérence dimensionnelle par rapport aux tolérances de fabrication.
Les fichiers STEP (Standard for the Exchange of Product Data) contiennent souvent des problèmes géométriques subtils invisibles dans les visionneuses CAO standard. Les arêtes non-manifold, les surfaces auto-sécantes et les espaces microscopiques entre les faces adjacentes peuvent provoquer des défaillances catastrophiques lors de la génération du code G. Nous utilisons des algorithmes de guérison géométrique automatisés suivis d'une vérification manuelle pour garantir que chaque surface est fabricable.
La validation normale de la surface est particulièrement critique pour les géométries complexes. Les normales inversées peuvent provoquer des erreurs de calcul de la trajectoire d'outil, entraînant des gouges ou un enlèvement incomplet de matière. Notre processus de validation vérifie la cohérence normale sur toutes les surfaces, identifiant et corrigeant les problèmes d'orientation avant le début de l'usinage.
| Vérification de la validation | Plage de tolérance | Impact en cas d'échec | Méthode de correction |
|---|---|---|---|
| Continuité de la surface | ±0.001 mm | Déviations de la trajectoire d'outil | Algorithmes de réparation de surface |
| Orientation normale | Cohérence vectorielle | Gouges ou manque de matière | Correction normale manuelle |
| Connectivité des arêtes | Tolérance d'écart zéro | Échec de la génération de code G | Reconstruction des arêtes |
| Précision dimensionnelle | ±0.01 mm | Rejet de la pièce | Mise à l'échelle/correction de la géométrie |
La vérification de la cohérence des unités empêche les erreurs de mise à l'échelle qui affectent les collaborations internationales. Une pièce conçue en pouces mais importée en millimètres donne des composants 25,4 fois plus petits que prévu. Nos protocoles de validation détectent automatiquement les écarts d'unités et les signalent pour examen technique avant que le traitement ne se poursuive.
Conception pour l'évaluation de la fabricabilité
L'évaluation DFM transforme les conceptions théoriques en solutions de fabrication pratiques. Notre évaluation se concentre sur l'accessibilité des caractéristiques, les exigences de dégagement des outils et les séquences d'usinage optimales qui minimisent les changements de configuration tout en maintenant la précision dimensionnelle.
Les coins internes aigus présentent des défis de fabricabilité immédiats. Les fraises en bout créent des coins arrondis avec des rayons minimum égaux à la moitié du diamètre de l'outil. Les caractéristiques nécessitant des rayons internes de 0,5 mm nécessitent un micro-outillage spécialisé qui augmente considérablement les temps de cycle et les coûts. Nous recommandons des modifications de conception qui s'adaptent à l'outillage standard tout en préservant les exigences fonctionnelles.
L'analyse du rapport d'aspect évalue la relation entre la profondeur et la largeur de la caractéristique. Les fentes profondes et étroites avec des rapports d'aspect supérieurs à 5:1 nécessitent un outillage spécialisé à longue portée et créent des défis avec l'évacuation des copeaux et le contrôle des vibrations. Pour les caractéristiques de poches profondes, nous recommandons des modifications de conception qui améliorent l'accès aux outils et réduisent les forces d'usinage.
L'évaluation de l'épaisseur de la paroi assure l'intégrité structurelle tout au long des opérations d'usinage. Les caractéristiques à parois minces peuvent se déformer sous les forces de serrage ou les charges de coupe, provoquant des écarts dimensionnels et des dommages potentiels aux pièces. Les recommandations d'épaisseur minimale de la paroi varient selon le matériau, mais varient généralement de 1,0 mm pour les alliages d'aluminium à 2,0 mm pour les composants en acier.
Considérations de conception spécifiques aux matériaux
Différents matériaux imposent des contraintes de fabrication uniques qui influencent les recommandations de conception. L'aluminium 6061-T6 offre une excellente usinabilité avec un écrouissage minimal, permettant des paramètres de coupe agressifs et une réalisation de tolérance serrée. Cependant, son module d'élasticité relativement faible (69 GPa) nécessite un examen attentif de la déformation sous les forces d'usinage.
L'acier inoxydable 316L présente des défis avec l'écrouissage pendant les opérations de coupe. Les caractéristiques qui nécessitent plusieurs passes ou des coupes interrompues peuvent développer des couches de surface durcies qui accélèrent l'usure de l'outil et compromettent la finition de surface. Notre analyse DFM identifie ces problèmes potentiels et recommande des modifications de conception ou des stratégies d'outillage spécialisées.
| Matériau | Épaisseur minimale de la paroi | Rapport d'aspect maximal | Limite du rayon interne | Capacité de tolérance |
|---|---|---|---|---|
| Al 6061-T6 | 1.0 mm | 8:1 | 0.2 mm | ±0.025 mm |
| SS 316L | 1.5 mm | 6:1 | 0.3 mm | ±0.05 mm |
| Ti 6Al-4V | 2.0 mm | 4:1 | 0.5 mm | ±0.075 mm |
| Inconel 718 | 2.5 mm | 3:1 | 0.8 mm | ±0.1 mm |
Programmation FAO et optimisation des trajectoires d'outils
La programmation de la fabrication assistée par ordinateur (FAO) traduit la géométrie vérifiée en trajectoires d'outils optimisées qui équilibrent le temps de cycle, la durée de vie de l'outil et la précision dimensionnelle. Notre approche de programmation prend en compte les propriétés des matériaux, les contraintes de maintien et les capacités de la machine pour générer des stratégies de coupe efficaces.
Les opérations d'ébauche enlèvent le matériau en vrac à l'aide de paramètres de coupe agressifs tout en laissant des allocations de stock cohérentes pour les passes de finition. Nous maintenons généralement une allocation de stock de 0,2 à 0,5 mm en fonction de la géométrie de la caractéristique et des exigences de tolérance. Les stratégies d'ébauche adaptative font varier les vitesses d'avance et les distances de pas en fonction de l'engagement du matériau, réduisant les forces de coupe et prolongeant la durée de vie de l'outil.
Les opérations de semi-finition créent des conditions de surface uniformes pour les passes finales tout en traitant les transitions géométriques entre les caractéristiques. Ces opérations sont particulièrement critiques pour les surfaces 3D complexes où les changements normaux de surface nécessitent une attention particulière à l'orientation de l'outil et à la direction de coupe.
Les passes de finition atteignent les dimensions finales et les exigences de surface en utilisant des paramètres de coupe optimisés. La sélection de l'outil équilibre les exigences de finition de surface avec les objectifs de productivité. Les fraises en bout en carbure avec des revêtements spécialisés peuvent atteindre des finitions de surface de Ra 0,8 μm ou mieux dans les alliages d'aluminium, tout en maintenant des temps de cycle raisonnables.
Stratégies avancées de trajectoire d'outil
Les techniques d'usinage à grande vitesse (HSM) permettent un traitement efficace des géométries complexes tout en maintenant la précision dimensionnelle. Les stratégies HSM utilisent de faibles profondeurs de coupe axiales (généralement 0,1 à 0,3 mm) combinées à des vitesses d'avance élevées pour maintenir des charges de copeaux optimales tout en minimisant les forces de coupe.
Les motifs de fraisage trochoïdal créent des trajectoires d'outils lisses et continues qui éliminent les changements de direction brusques et réduisent les cycles d'accélération/décélération de la machine. Ces motifs sont particulièrement efficaces pour les opérations de rainurage et l'usinage de poches profondes où les trajectoires d'outils conventionnelles créeraient des forces de coupe excessives.
Pour des résultats de haute précision, demandez un devis gratuit et obtenez un prix en 24 heures auprès de Microns Hub.
L'orientation du fraisage en montée offre une finition de surface et une précision dimensionnelle supérieures par rapport au fraisage conventionnel. L'action de coupe pousse la pièce contre le dispositif de fixation plutôt que de la soulever, réduisant les vibrations et améliorant la qualité de la surface. Cependant, la compensation du jeu de la machine doit être correctement calibrée pour éviter les problèmes d'engagement de l'outil.
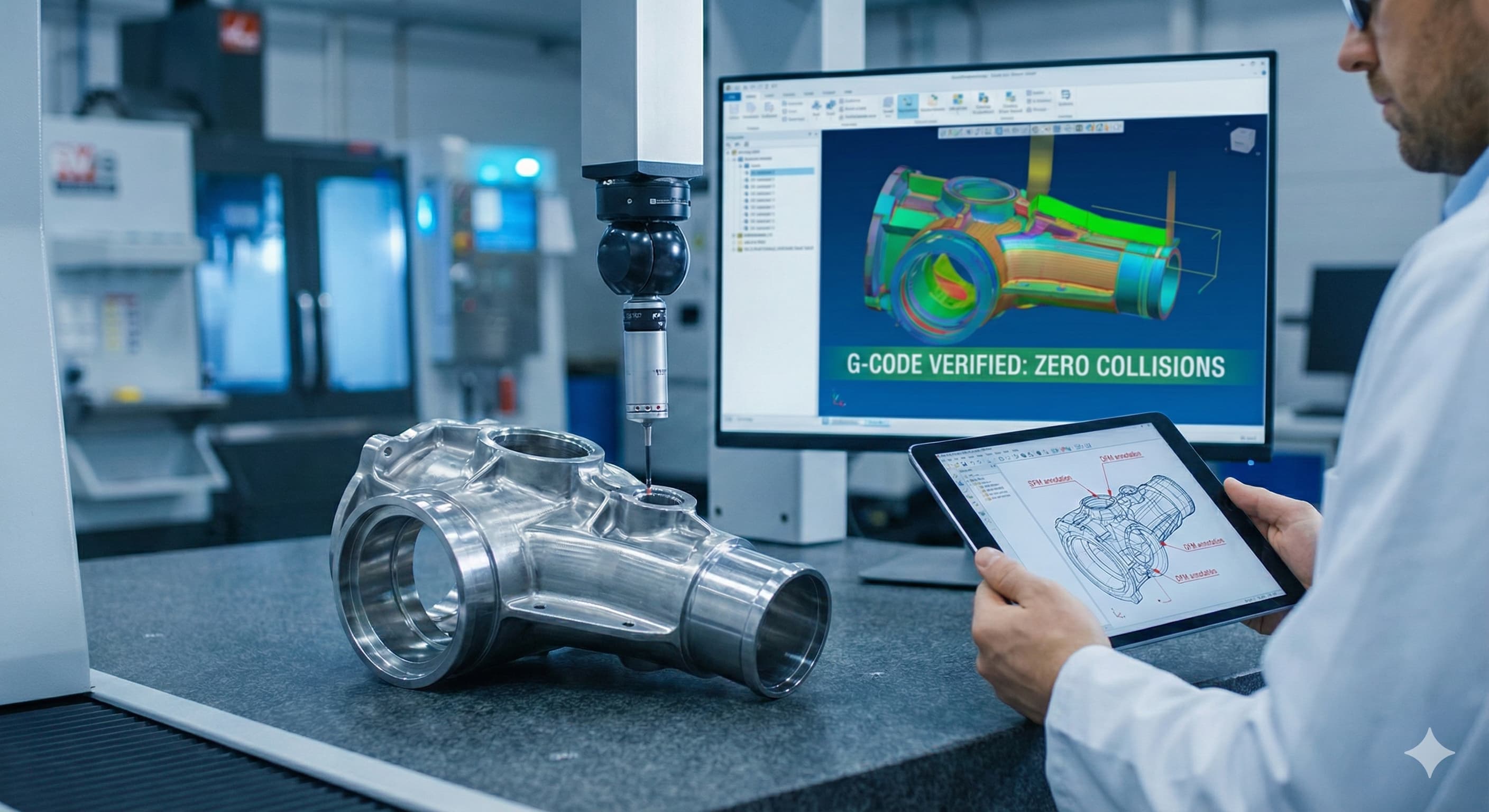
Vérification et simulation du code G
La vérification du code G représente la porte de qualité finale avant le début de l'usinage physique. Notre logiciel de simulation crée des représentations virtuelles des opérations de coupe qui identifient les collisions potentielles, vérifient la précision dimensionnelle et optimisent les temps de cycle.
Les algorithmes de détection de collision vérifient les dégagements d'outils tout au long du cycle d'usinage, y compris les mouvements de positionnement rapide et les changements d'outils. La simulation prend en compte la géométrie réelle de la machine, y compris les dimensions de la broche, les configurations du porte-outil et les dispositifs de fixation. Cette approche globale empêche les collisions coûteuses qui pourraient endommager l'équipement ou compromettre la qualité des pièces.
La vérification dimensionnelle compare la géométrie de la pièce simulée aux spécifications CAO d'origine. La simulation tient compte de la déformation de l'outil, des effets thermiques et des variations de la force de coupe pour prédire les dimensions finales de la pièce avec une précision de ±0,005 mm. Cette capacité prédictive permet des ajustements de processus avant le début de l'usinage.
L'optimisation du temps de cycle équilibre les objectifs de productivité avec les exigences de qualité. La simulation identifie les opportunités d'augmenter les vitesses d'avance pendant les opérations moins critiques tout en maintenant des paramètres conservateurs pour les caractéristiques critiques en matière de tolérance. L'optimisation typique entraîne des réductions de temps de cycle de 15 à 25 % sans compromettre la qualité.
| Paramètre de simulation | Tolérance de vérification | Précision typique | Plage d'ajustement |
|---|---|---|---|
| Précision dimensionnelle | ±0.01 mm | ±0.005 mm | Compensation de ±0.002 mm |
| Finition de surface | Ra 1.6 μm | Ra 0.8 μm | Variation de ±0.4 μm |
| Temps de cycle | Variance de ±5 % | Variance de ±2 % | Potentiel d'optimisation de 10 à 30 % |
| Durée de vie de l'outil | Prédiction de ±10 % | Prédiction de ±5 % | Amélioration possible de 20 à 50 % |
Simulation de l'enlèvement de matière
La simulation avancée de l'enlèvement de matière suit les conditions de coupe tout au long du cycle d'usinage, identifiant les zones de chargement excessif de l'outil ou d'engagement insuffisant de matière. Cette analyse est particulièrement précieuse pour les surfaces 3D complexes où les conditions de coupe varient continuellement.
Les algorithmes de prédiction de la force de coupe prennent en compte les propriétés des matériaux, la géométrie de l'outil et les paramètres de coupe pour estimer les forces d'usinage tout au long de chaque opération. Les zones de force élevée reçoivent une attention particulière pour assurer un maintien adéquat et empêcher la distorsion de la pièce pendant l'usinage.
L'analyse thermique prédit la génération et la distribution de la chaleur pendant les opérations de coupe. Des températures excessives peuvent provoquer une dilatation thermique qui compromet la précision dimensionnelle ou un écrouissage qui accélère l'usure de l'outil. La simulation identifie les zones à haute température et recommande des stratégies de refroidissement ou des ajustements de paramètres.
Intégration du contrôle qualité
L'intégration du contrôle qualité garantit que les pièces fabriquées répondent aux spécifications grâce à une mesure systématique et à une validation des processus. Nos protocoles de qualité combinent la surveillance en cours de processus avec l'inspection post-usinage pour maintenir des résultats cohérents sur les quantités de production.
Les méthodes de contrôle statistique des processus (SPC) suivent les caractéristiques dimensionnelles clés tout au long des séries de production. Les cartes de contrôle identifient la dérive du processus avant que les pièces ne dépassent les limites de spécification, permettant des ajustements proactifs qui empêchent les pièces défectueuses. Nous atteignons généralement des valeurs Cpk de 1,33 ou plus pour les dimensions critiques.
L'inspection par machine à mesurer tridimensionnelle (MMT) fournit une validation dimensionnelle complète pour les géométries complexes. Notre programmation génère des routines d'inspection automatisées qui mesurent les caractéristiques critiques tout en minimisant le temps de configuration. La précision d'inspection typique est de ±0,002 mm avec une répétabilité de ±0,001 mm.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre approche intégrée de la vérification de la conception, de l'optimisation de la fabrication et de l'assurance qualité offre des résultats cohérents qui répondent à vos exigences d'ingénierie tout en maintenant des délais de livraison compétitifs.
Traçabilité et documentation
Des ensembles de documentation complets accompagnent chaque composant fabriqué, offrant une traçabilité complète de la certification des matières premières aux résultats de l'inspection finale. Les certifications des matériaux vérifient la chimie et les propriétés mécaniques conformément aux normes applicables telles que ASTM B209 pour les plaques d'aluminium ou ASTM A240 pour les tôles d'acier inoxydable.
Les rapports d'inspection du premier article (FAI) documentent la conformité dimensionnelle des pièces de production initiales. Ces rapports comprennent les valeurs mesurées réelles pour toutes les dimensions spécifiées, les mesures de finition de surface et la vérification des propriétés des matériaux. L'approbation FAI établit la base de référence de fabrication pour les quantités de production ultérieures.
La documentation de contrôle des processus enregistre les paramètres de coupe, l'utilisation des outils et les temps de cycle pour chaque pièce fabriquée. Ces informations permettent une recréation rapide des processus pour les commandes répétées et fournissent des données précieuses pour les initiatives d'amélioration continue.
Intégration avec les services de fabrication
Nos protocoles de vérification s'intègrent de manière transparente à nos services de fabrication pour fournir des solutions complètes pour les composants complexes. Les pièces multi-opérations nécessitant à la fois l'usinage CNC et les services de fabrication de tôlerie bénéficient d'une planification coordonnée qui optimise la séquence de fabrication complète.
Les considérations d'assemblage influencent les recommandations de conception des pièces individuelles. Les composants nécessitant des ajustements serrés, des fixations filetées ou des joints soudés reçoivent une analyse spécialisée pour assurer un ajustement et une fonction appropriés. L'analyse de l'empilement des tolérances empêche les problèmes d'interférence qui pourraient compromettre les opérations d'assemblage.
Les opérations secondaires telles que le traitement thermique, le revêtement de surface ou les processus de finition sont prises en compte lors de la vérification initiale de la conception. Ces opérations peuvent affecter les dimensions des pièces par dilatation thermique, accumulation d'épaisseur de revêtement ou enlèvement de matière pendant la finition. Notre processus de vérification tient compte de ces effets pour garantir que les pièces finales répondent aux spécifications.
Stratégies d'optimisation des coûts
L'optimisation des coûts commence pendant la phase de vérification par des modifications de conception qui réduisent la complexité de la fabrication sans compromettre la fonctionnalité. Des changements simples tels que l'augmentation des rayons des coins, l'ajustement des positions des trous pour les tailles de forets standard ou la modification des exigences de finition de surface peuvent réduire considérablement les coûts de production.
L'analyse de l'utilisation des matériaux identifie les opportunités de minimiser les déchets grâce à une orientation optimale des pièces et à des stratégies d'imbrication. Pour les composants d'engrenages de précision et les pièces de grande valeur similaires, des économies de matériaux de 15 à 30 % sont souvent réalisables grâce à une planification minutieuse.
La standardisation de l'outillage réduit la complexité de la configuration et les exigences d'inventaire. Notre processus de vérification identifie les opportunités d'utiliser l'outillage standard sur plusieurs caractéristiques, réduisant les temps de cycle et simplifiant les exigences de programmation.
| Catégorie d'optimisation | Réduction typique des coûts | Complexité de la mise en œuvre | Impact sur la qualité |
|---|---|---|---|
| Simplification de la conception | 15-25% | Faible | Neutre ou positif |
| Optimisation des matériaux | 10-20% | Moyenne | Neutre |
| Normalisation de l'outillage | 8-15% | Moyenne | Neutre |
| Intégration des processus | 12-30% | Élevée | Positive |
Foire aux questions
Comment gérez-vous les fichiers STEP avec une géométrie manquante ou corrompue ?
Nous utilisons des algorithmes de guérison automatisés combinés à des techniques de reconstruction manuelle pour réparer les défauts géométriques. Notre processus comprend la reconstruction de surface pour les faces manquantes, la restauration de la connectivité des arêtes et la correction des vecteurs normaux. Si la guérison n'est pas possible, nous fournissons des commentaires détaillés avec des modifications de conception recommandées pour résoudre les problèmes.
Quelles capacités de tolérance pouvez-vous atteindre avec différents matériaux ?
Les capacités de tolérance dépendent des propriétés des matériaux, de la géométrie des pièces et des processus de fabrication. Pour l'aluminium 6061-T6, nous atteignons régulièrement ±0,025 mm sur les caractéristiques usinées. L'acier inoxydable 316L atteint généralement ±0,05 mm, tandis que les matériaux plus difficiles comme l'Inconel 718 sont maintenus à ±0,1 mm. Des tolérances plus strictes sont possibles avec un outillage spécialisé et des opérations supplémentaires.
Comment vérifiez-vous la précision de la trajectoire d'outil avant l'usinage ?
Notre processus de vérification du code G utilise un logiciel de simulation avancé qui modélise le processus d'usinage complet, y compris la déformation de l'outil, les forces de coupe et les effets thermiques. La simulation compare la géométrie de la pièce prédite aux spécifications CAO avec une précision de ±0,005 mm, permettant l'optimisation du processus avant le début de l'usinage physique.
Quelles modifications de conception recommandez-vous pour la réduction des coûts ?
Les modifications courantes de réduction des coûts comprennent l'augmentation des rayons des coins internes pour accueillir des outils plus grands, l'ajustement des tailles de trous aux diamètres de forets standard, la réduction des exigences de finition de surface dans la mesure du possible et la modification de l'orientation des pièces pour minimiser les déchets de matériaux. Nous fournissons des recommandations détaillées qui maintiennent la fonctionnalité tout en réduisant la complexité de la fabrication.
Comment gérez-vous les pièces nécessitant plusieurs processus de fabrication ?
Les composants multi-processus reçoivent une planification coordonnée qui optimise la séquence de fabrication complète. Nous tenons compte des effets d'empilement des tolérances, des changements de propriétés des matériaux dus au traitement thermique et des variations dimensionnelles dues aux opérations secondaires. Notre approche intégrée garantit que tous les processus fonctionnent ensemble pour répondre aux spécifications finales des pièces.
Quelle documentation de qualité fournissez-vous avec les pièces fabriquées ?
Les ensembles de documentation complets comprennent les certifications des matériaux, les rapports d'inspection dimensionnelle, les mesures de finition de surface et la documentation d'inspection du premier article (FAI) lorsque cela est requis. Nous fournissons également des enregistrements de contrôle des processus indiquant les paramètres de coupe, l'utilisation des outils et les temps de cycle pour une traçabilité complète.
Comment optimisez-vous les temps de cycle tout en maintenant la qualité ?
L'optimisation du temps de cycle utilise des stratégies de trajectoire d'outil avancées telles que l'ébauche adaptative, le fraisage trochoïdal et les techniques d'usinage à grande vitesse. Notre logiciel de simulation identifie les opportunités d'augmenter les vitesses d'avance pendant les opérations non critiques tout en maintenant des paramètres conservateurs pour les caractéristiques critiques en matière de tolérance, ce qui permet généralement des réductions de temps de 15 à 25 % sans compromettre la qualité.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece