Découpe laser vs jet d'eau : Choisir la bonne méthode pour les plaques épaisses
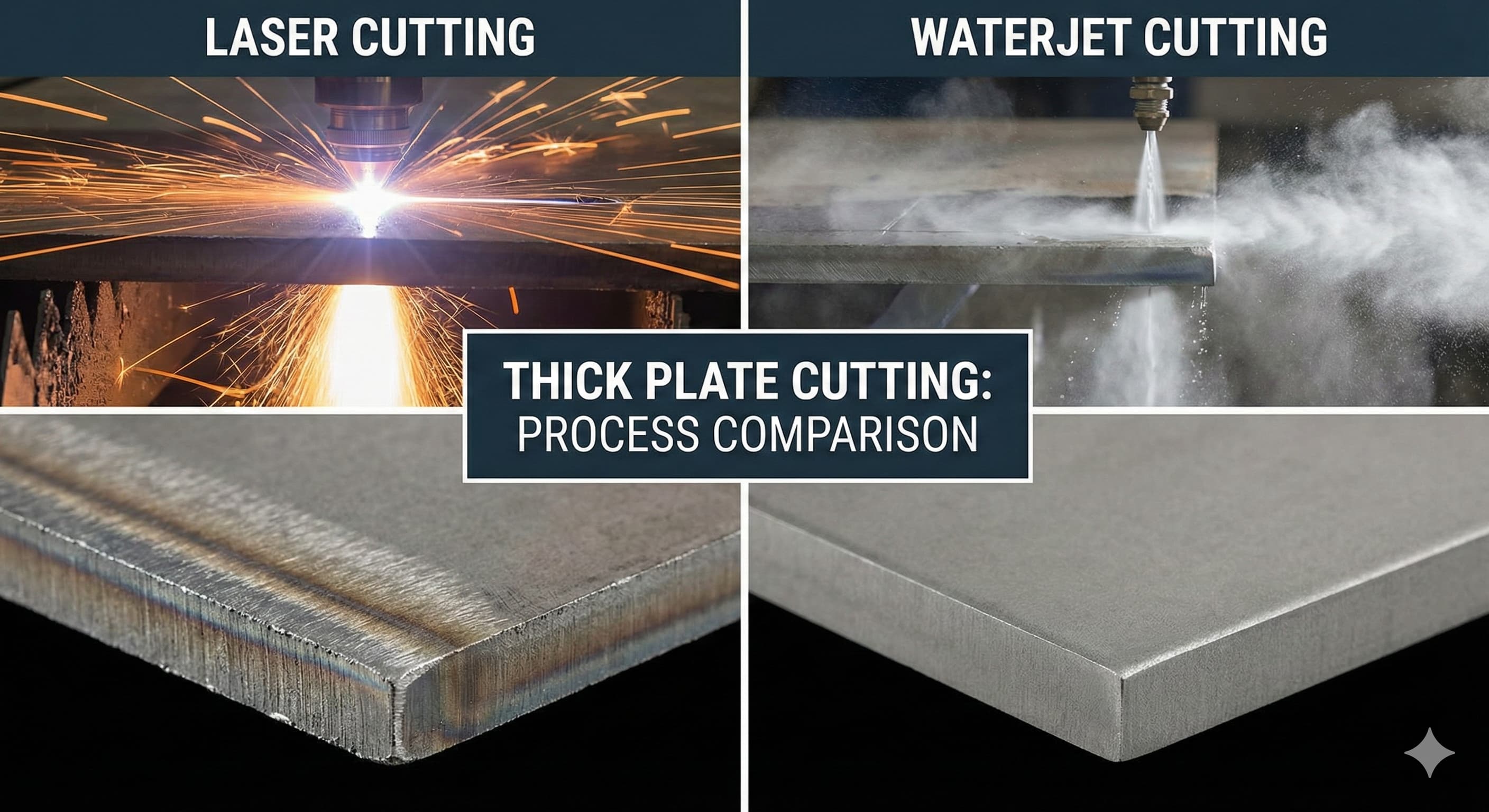
Lors de la découpe de plaques épaisses de plus de 25 mm, le choix entre la découpe laser et la technologie de jet d'eau détermine fondamentalement le succès du projet, la rentabilité et la qualité finale des pièces. Cette décision a un impact sur tout, des propriétés métallurgiques à la précision dimensionnelle et à l'économie de production.
Points clés à retenir :
- Le jet d'eau excelle pour les plaques de plus de 100 mm d'épaisseur avec une qualité de bord supérieure et aucune zone affectée par la chaleur
- La découpe laser domine en termes de vitesse et de rentabilité pour les plaques de 25 à 50 mm d'épaisseur en acier au carbone
- Le type de matériau dicte le choix de la méthode : les matériaux réfléchissants privilégient le jet d'eau, les aciers au carbone privilégient le laser
- Le coût total du projet comprend le gaspillage de matériaux, les opérations secondaires et le temps de configuration au-delà des taux horaires
Comprendre les principes fondamentaux de la découpe de plaques épaisses
La découpe de plaques épaisses présente des défis uniques qui amplifient les différences entre les technologies laser et jet d'eau. À mesure que l'épaisseur du matériau augmente au-delà de 25 mm, des facteurs tels que l'apport de chaleur, la vitesse de coupe, la perpendicularité des bords et la contrainte du matériau deviennent des considérations essentielles qui peuvent faire ou défaire les spécifications du projet.
La découpe laser utilise un faisceau focalisé de lumière cohérente, généralement provenant de sources à fibre ou CO2, combiné à des gaz d'assistance pour faire fondre et souffler le matériau. Pour les plaques épaisses, les lasers à fibre d'une puissance nominale de 6 kW à 30 kW sont standard, les puissances plus élevées permettant des vitesses de coupe plus rapides et une capacité de section épaisse améliorée. Le processus génère un apport de chaleur important, créant une zone affectée par la chaleur (ZAT) qui s'étend de 0,1 à 0,5 mm du bord coupé en fonction du matériau et de l'épaisseur.
La découpe au jet d'eau utilise de l'eau à ultra-haute pression (généralement 60 000 à 90 000 PSI) mélangée à des particules abrasives de grenat pour éroder le matériau par action mécanique. Ce processus de coupe à froid ne génère aucune ZAT et peut couper pratiquement n'importe quel matériau, quelle que soit sa dureté ou ses propriétés thermiques. Le processus fonctionne à des vitesses beaucoup plus lentes que le laser, mais offre une qualité de bord et une précision dimensionnelle supérieures pour les sections épaisses.
Capacités et limites d'épaisseur des matériaux
Comprendre les limites d'épaisseur pratiques pour chaque technologie permet d'établir des critères de sélection de processus préliminaires avant une analyse détaillée.
| Type de matériau | Laser Maximum (mm) | Jet d'eau Maximum (mm) | Plage Optimale Laser | Plage Optimale Jet d'eau |
|---|---|---|---|---|
| Acier au carbone | 40-50 | 200+ | 6-25 | 25-150 |
| Acier inoxydable 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminium 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Acier à outils H13 | 15-20 | 200+ | Non recommandé | 10-100 |
| Inconel 718 | 8-12 | 100+ | Non recommandé | 5-50 |
Ces plages d'épaisseur représentent des limites pratiques où une qualité de coupe acceptable et des vitesses de production raisonnables peuvent être maintenues. Le dépassement des plages optimales entraîne généralement une mauvaise qualité des bords, un cône excessif ou des vitesses de coupe non économiques.
Qualité des bords et considérations métallurgiques
Les différences de qualité des bords entre le laser et le jet d'eau deviennent prononcées dans les applications de plaques épaisses, affectant directement la fonctionnalité des pièces et les exigences des opérations secondaires.
La découpe laser de plaques épaisses produit une finition de bord caractéristique avec des zones distinctes. La partie supérieure présente généralement une surface lisse, légèrement striée, due à l'action de fusion et de soufflage de gaz. À mesure que l'épaisseur augmente, la partie inférieure peut présenter des stries accrues, un léger cône et une fixation potentielle de scories. La ZAT s'étend de 0,2 à 0,8 mm selon le matériau et l'épaisseur, ce qui peut affecter les propriétés mécaniques dans les applications critiques.
La découpe au jet d'eau offre une qualité de bord constante sur toute l'épaisseur du matériau avec un cône minimal (généralement 0,003 à 0,005 mm par mm d'épaisseur). Le bord présente une texture fine et uniforme due à l'action de coupe abrasive sans modifications métallurgiques. Cela rend le jet d'eau idéal pour les applications nécessitant des conditions de bord précises pour une manipulation sûre ou des opérations de soudage ultérieures.
Pour des résultats de haute précision, Obtenez votre devis personnalisé en 24 heures auprès de Microns Hub.
Les valeurs de rugosité de surface diffèrent considérablement entre les processus. La découpe laser produit généralement des valeurs Ra de 6,3 à 12,5 μm sur les plaques épaisses, tandis que le jet d'eau atteint systématiquement 1,6 à 6,3 μm. Cette différence élimine souvent les exigences d'usinage secondaire pour les pièces découpées au jet d'eau.
Vitesse de coupe et économie de production
L'analyse de la vitesse de production doit tenir compte du temps de configuration, du temps de perçage et de la vitesse de coupe réelle pour déterminer les véritables capacités de débit.
| Épaisseur (mm) | Matériau | Vitesse du laser (mm/min) | Vitesse du jet d'eau (mm/min) | Temps de perçage au laser (sec) | Temps de perçage au jet d'eau (sec) |
|---|---|---|---|---|---|
| 25 | Acier au carbone | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Acier au carbone | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Inoxydable 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminium 6061 | Peu pratique | 100-150 | N/A | 25-40 |
| 100 | Acier au carbone | Peu pratique | 80-120 | N/A | 40-60 |
Le temps de perçage devient de plus en plus important pour les plaques épaisses, affectant particulièrement les petites pièces avec plusieurs perçages. Le perçage au laser se dégrade rapidement avec l'épaisseur, tandis que le temps de perçage au jet d'eau augmente de manière plus linéaire mais part d'une base de référence plus élevée.
Considérations spécifiques aux matériaux
Différents matériaux présentent des réponses variables à la découpe au laser et au jet d'eau, ce qui influence le choix du processus au-delà de simples considérations d'épaisseur.
Performance de l'acier au carbone : Les aciers au carbone répondent parfaitement à la découpe laser jusqu'à 40-50 mm d'épaisseur en raison de la réaction exothermique entre le fer et le gaz d'assistance à l'oxygène. Cette réaction fournit une énergie de coupe supplémentaire, permettant des vitesses plus rapides et des coupes plus nettes. La découpe au jet d'eau de l'acier au carbone produit une qualité de bord supérieure, mais à des vitesses nettement plus lentes pour les sections plus minces.
Défis de l'acier inoxydable : Les aciers inoxydables présentent des difficultés pour la découpe laser en raison de leur réflectivité et de leur conductivité thermique élevées. Un gaz d'assistance à l'azote est généralement nécessaire pour éviter l'oxydation, ce qui augmente les coûts d'exploitation. La découpe au jet d'eau élimine ces préoccupations tout en offrant d'excellents résultats pour toutes les nuances d'acier inoxydable.
Complications de l'aluminium : La réflectivité et la conductivité thermique élevées de l'aluminium rendent la découpe laser difficile, en particulier pour les sections épaisses. Le jet d'eau excelle pour la découpe de l'aluminium, offrant des bords propres sans la fusion et la resolidification qui peuvent compromettre la finition de surface dans les applications critiques.
Alliages exotiques : Les matériaux comme l'Inconel, l'Hastelloy et les aciers à outils sont mieux adaptés à la découpe au jet d'eau en raison de leur résistance à haute température et de leurs caractéristiques d'écrouissage qui compliquent le traitement au laser.
Tolérance et précision dimensionnelle
Les tolérances réalisables varient considérablement entre les processus et sont affectées par l'épaisseur du matériau, la géométrie de la pièce et l'état de la machine.
Les tolérances de découpe laser pour les plaques épaisses varient généralement de ±0,1 à 0,3 mm selon l'épaisseur et le matériau. La distorsion thermique devient un facteur important à mesure que l'épaisseur augmente, ce qui peut affecter la précision dimensionnelle sur les grandes pièces. La largeur de la saignée (généralement 0,2 à 0,4 mm) reste relativement constante, mais un léger cône peut se développer dans les sections épaisses.
La découpe au jet d'eau atteint systématiquement des tolérances de ±0,05 à 0,1 mm sur toute la plage d'épaisseur avec un cône minimal. La largeur de saignée étroite (0,8 à 1,2 mm) et le processus de coupe à froid éliminent les problèmes de distorsion thermique. Cependant, des temps de coupe plus longs peuvent permettre une légère dérive de la machine sur les coupes très longues.
Analyse des coûts et facteurs économiques
Une véritable comparaison des coûts nécessite une analyse au-delà des simples taux horaires d'exploitation, intégrant le temps de configuration, l'utilisation des matériaux, les opérations secondaires et les considérations de qualité.
| Facteur de coût | Découpe laser | Découpe au jet d'eau | Impact sur le coût total |
|---|---|---|---|
| Taux horaire d'exploitation | €45-85 | €55-95 | Moyen |
| Temps de configuration | 15-30 minutes | 20-40 minutes | Élevé pour les petits lots |
| Utilisation des matériaux | 85-92% | 88-95% | Élevé pour les matériaux coûteux |
| Opérations secondaires | Souvent requis | Rarement requis | Haut |
| Coûts des consommables | €2-8 par heure | €15-25 par heure | Moyen |
Les coûts des consommables diffèrent considérablement entre les processus. La découpe laser consomme des gaz d'assistance (oxygène, azote ou air) et des remplacements occasionnels de buses. La découpe au jet d'eau nécessite du grenat abrasif (0,30 à 0,50 € par kg), des joints haute pression et le remplacement périodique des orifices de bijoux.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, avec un accès aux capacités laser et jet d'eau sous un même toit.
Matrice de décision de sélection de processus
La sélection systématique des processus nécessite l'évaluation de plusieurs facteurs pondérés par les priorités du projet. Les facteurs de décision critiques comprennent le type et l'épaisseur du matériau, la qualité de bord requise, les tolérances dimensionnelles, le volume de production et les contraintes budgétaires.
Choisissez la découpe laser lorsque : l'épaisseur du matériau est inférieure à 25 mm pour la plupart des matériaux, la vitesse de production est essentielle, le matériau est de l'acier au carbone, un imbrication serrée est requise pour l'efficacité des matériaux ou les contraintes budgétaires favorisent des taux horaires plus bas malgré les opérations secondaires potentielles.
Choisissez la découpe au jet d'eau lorsque : l'épaisseur du matériau dépasse les plages laser optimales, une qualité de bord supérieure est requise, aucune ZAT n'est acceptable, les matériaux comprennent l'aluminium, l'acier inoxydable ou des alliages exotiques, des tolérances serrées sont essentielles sur toute l'épaisseur ou l'application implique des composants électriques nécessitant des bords propres.
Intégration au flux de travail de fabrication
Les deux méthodes de découpe s'intègrent différemment aux processus de fabrication en aval, ce qui affecte l'efficacité globale de la production et la qualité des pièces.
Les pièces coupées au laser nécessitent souvent des opérations d'ébavurage, de finition des bords ou de relaxation des contraintes, en particulier pour les sections épaisses. La ZAT peut nécessiter un traitement thermique pour restaurer les propriétés mécaniques dans les applications critiques. Cependant, les vitesses de coupe plus rapides peuvent permettre des stratégies de production juste à temps pour de nombreuses applications.
Les pièces découpées au jet d'eau passent généralement directement aux opérations suivantes comme le formage, le soudage ou l'assemblage sans traitement intermédiaire. Ce flux de travail simplifié compense souvent les vitesses de coupe plus lentes grâce à une manipulation et des opérations secondaires réduites. L'intégration avec les services d'usinage CNC de précision est transparente en raison de la qualité de bord et de la précision dimensionnelle supérieures.
Les deux processus complètent la gamme complète de nos services de fabrication, y compris les opérations de formage, de soudage et de finition. La clé est de sélectionner la méthode de découpe qui optimise l'ensemble du flux de travail de production plutôt que de se concentrer uniquement sur les performances de découpe.
Exigences de contrôle de la qualité et d'inspection
Les procédures de contrôle de la qualité diffèrent entre la découpe laser et la découpe au jet d'eau en raison des caractéristiques distinctes de chaque processus et de leurs applications typiques.
Les pièces coupées au laser nécessitent une inspection pour la cohérence de la qualité des bords, la fixation des scories, la précision dimensionnelle, y compris la distorsion thermique potentielle, l'étendue et les propriétés de la ZAT et la variation de la finition de surface entre les surfaces de coupe supérieure et inférieure. Les sections plus épaisses peuvent présenter un cône qui nécessite une mesure et une comparaison aux spécifications.
Les pièces coupées au jet d'eau nécessitent une évaluation de la précision dimensionnelle et du cône, de la cohérence de la finition de surface, de la perpendicularité des bords et de la délaminage potentiel dans les matériaux en couches. L'action de coupe constante entraîne généralement des résultats de qualité plus prévisibles sur les séries de production.
Les deux processus bénéficient d'une surveillance statistique du contrôle des processus des paramètres clés comme la vitesse de coupe, l'état des consommables et l'étalonnage de la machine pour maintenir des résultats cohérents sur les séries de production.
Considérations environnementales et de sécurité
L'impact environnemental et les exigences de sécurité diffèrent considérablement entre les opérations de découpe laser et de découpe au jet d'eau, ce qui affecte les exigences des installations et les procédures d'exploitation.
La découpe laser génère des fumées et des particules qui nécessitent des systèmes d'extraction et de filtration. La consommation de gaz d'assistance, en particulier l'azote pour la découpe de l'acier inoxydable, représente une considération environnementale continue. Les niveaux de bruit sont généralement modérés, mais les protocoles de sécurité laser exigent un strict respect pour prévenir les blessures aux yeux.
La découpe au jet d'eau produit un minimum de contaminants atmosphériques, mais génère des quantités importantes de boue abrasive nécessitant une élimination appropriée. Les systèmes de traitement et de recyclage de l'eau sont essentiels pour la conformité environnementale. Les niveaux de bruit sont plus élevés que la découpe laser, ce qui nécessite une protection auditive pour les opérateurs.
Les deux processus consomment une quantité importante d'énergie électrique, les systèmes laser consommant généralement de 20 à 100 kW et les systèmes de jet d'eau nécessitant de 50 à 200 kW selon la taille et la configuration. Les considérations d'efficacité énergétique favorisent la découpe laser pour la plupart des applications dans sa plage de capacités.
Foire aux questions
Quelle est l'épaisseur maximale que chaque processus peut couper de manière fiable ?
La découpe laser gère de manière fiable l'acier au carbone jusqu'à 40-50 mm et l'acier inoxydable jusqu'à 30-40 mm avec une bonne qualité de bord. La découpe au jet d'eau peut traiter pratiquement n'importe quel matériau jusqu'à plus de 200 mm d'épaisseur avec une qualité constante, limitée principalement par la profondeur de gorge de la machine plutôt que par la capacité de coupe.
Comment la vitesse de coupe se compare-t-elle entre le laser et le jet d'eau pour les plaques épaisses ?
La découpe laser est nettement plus rapide pour les matériaux dans sa capacité d'épaisseur, souvent 3 à 5 fois plus rapide que le jet d'eau. Cependant, à mesure que l'épaisseur approche des limites du laser, l'avantage de vitesse diminue tandis que la qualité des bords se dégrade. Le jet d'eau maintient des vitesses de coupe constantes quelle que soit l'épaisseur.
Quel processus offre une meilleure précision dimensionnelle pour les plaques épaisses ?
La découpe au jet d'eau offre systématiquement une précision dimensionnelle supérieure (±0,05 à 0,1 mm) avec un cône minimal sur toute l'épaisseur du matériau. La précision de la découpe laser se dégrade avec l'épaisseur en raison des effets thermiques et du développement potentiel du cône, atteignant généralement ±0,1 à 0,3 mm sur les sections épaisses.
Quelles sont les différences de coûts typiques entre la découpe laser et la découpe au jet d'eau ?
La découpe laser offre généralement des taux horaires plus bas (45 à 85 € contre 55 à 95 € pour le jet d'eau), mais peut nécessiter des opérations secondaires. Le jet d'eau a des coûts de consommables plus élevés (15 à 25 €/heure contre 2 à 8 €/heure), mais nécessite rarement un traitement supplémentaire. Le coût total du projet dépend des exigences spécifiques et de la complexité des pièces.
Comment les propriétés des matériaux affectent-elles le choix du processus ?
Les aciers au carbone favorisent la découpe laser en raison des avantages de la réaction exothermique, tandis que les matériaux réfléchissants (aluminium, cuivre) et les alliages à haute température (Inconel, aciers à outils) fonctionnent mieux avec le jet d'eau. Les aciers inoxydables peuvent utiliser l'un ou l'autre processus, le laser offrant la vitesse et le jet d'eau offrant une qualité de bord supérieure.
Quelles opérations secondaires sont généralement requises pour chaque processus ?
Les pièces coupées au laser nécessitent souvent un ébavurage, un enlèvement des scories et potentiellement un traitement thermique pour traiter les effets de la ZAT. Les pièces découpées au jet d'eau nécessitent généralement un minimum d'opérations secondaires au-delà du nettoyage standard, en passant directement aux étapes de fabrication suivantes comme le soudage ou le formage.
Quel processus est le meilleur pour les pièces nécessitant un soudage ultérieur ?
La découpe au jet d'eau est généralement préférée pour les pièces nécessitant un soudage en raison de l'absence de ZAT et de la qualité de bord supérieure. Le bord propre et sans oxyde produit par le jet d'eau élimine les sources potentielles de contamination de la soudure et réduit le temps de préparation avant le soudage.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece