Conception des angles de dépouille pour les pièces moulées en métal : Un guide pratique pour les ingénieurs
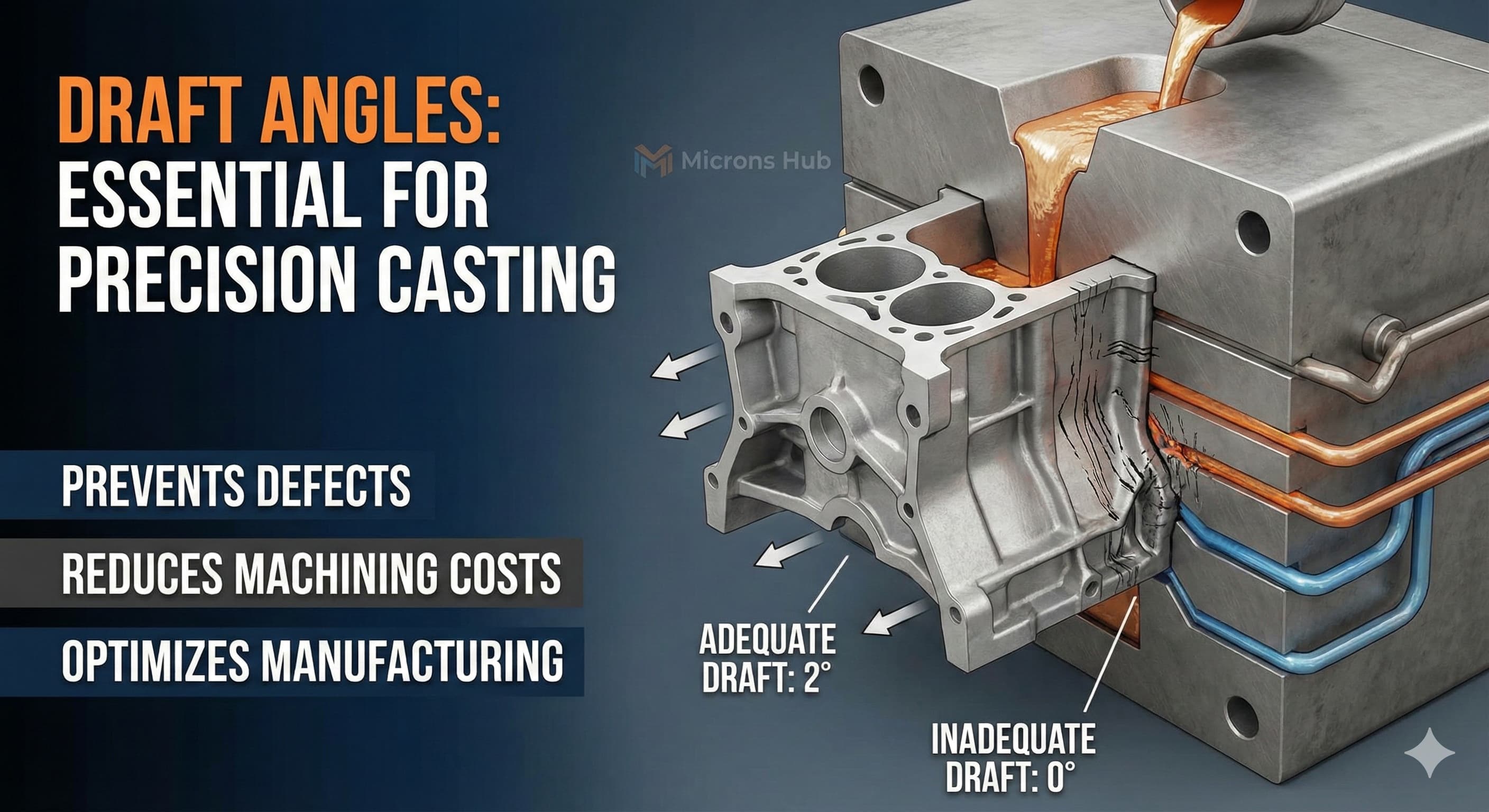
Les angles de dépouille sont souvent négligés lors de la phase de conception, pourtant des spécifications de dépouille inadéquates sont à l'origine de près de 40 % des défauts de moulage dans les composants métalliques de précision. La différence entre une pièce qui se démoule proprement et une pièce qui nécessite des opérations secondaires coûteuses réside dans la compréhension de la relation complexe entre les propriétés des matériaux, la géométrie et les contraintes de fabrication.
Points clés à retenir
- Les angles de dépouille varient généralement de 0,5° à 3° selon le procédé de moulage, la coulée sous pression nécessitant des angles minimaux (0,5-1°) tandis que le moulage au sable nécessite 1-3°
- Les caractéristiques internes nécessitent des angles de dépouille de 25 à 50 % plus importants que les surfaces externes en raison des forces de retrait pendant le refroidissement
- Une conception appropriée de l'angle de dépouille peut réduire les coûts d'usinage de 30 à 60 % en éliminant les opérations secondaires sur les surfaces non critiques
- Le choix des matériaux a un impact direct sur les exigences de dépouille, les alliages d'aluminium permettant des angles plus faibles que les pièces moulées en acier ou en fonte
Comprendre les principes fondamentaux de l'angle de dépouille
Les angles de dépouille servent de mécanisme principal pour l'éjection réussie des pièces des moules de fonderie. Sans une dépouille adéquate, le métal en refroidissement se rétracte sur les surfaces du moule, créant une interférence qui empêche une séparation nette. Ce comportement fondamental de retrait varie considérablement selon les différents systèmes d'alliages et nécessite un calcul précis pour des résultats optimaux.
La physique qui sous-tend les exigences de dépouille est centrée sur les coefficients de contraction thermique. Les alliages d'aluminium comme l'A356-T6 présentent des taux de retrait linéaire d'environ 1,3 %, tandis que la fonte ductile (ASTM A536) se contracte à 1,0 %. Ces différences se traduisent directement par des exigences d'angle de dépouille variables, les pièces moulées en aluminium pouvant souvent supporter des angles plus importants en raison de forces de retrait plus faibles.
Les tolérances de fabrication jouent un rôle essentiel dans la spécification de l'angle de dépouille. La pratique courante suit les tolérances ISO 2768-m pour les pièces moulées de précision moyenne, qui autorisent généralement une variation de ±0,5° des angles de dépouille. Cependant, les applications de haute précision peuvent nécessiter un contrôle plus strict à ±0,2°, ce qui nécessite un outillage plus sophistiqué et des mesures de contrôle des processus.
Exigences d'angle de dépouille spécifiques au processus
La coulée sous pression représente l'application la plus exigeante pour l'optimisation de l'angle de dépouille. Le processus d'injection à haute pression et les cycles de refroidissement rapides créent des défis uniques qui nécessitent des considérations de conception spécifiques. Les angles de dépouille typiques pour la coulée sous pression varient de 0,5° à 1,5°, l'extrémité inférieure étant réservée aux surfaces externes et aux géométries simples.
Les procédés de moulage au sable permettent des angles de dépouille plus généreux en raison de la nature tolérante des moules en sable. Les surfaces externes nécessitent généralement une dépouille de 1° à 2°, tandis que les caractéristiques internes nécessitent de 1,5° à 3°. La résistance à la compression du mélange de sable influence directement ces exigences, les moules à plus haute résistance permettant des angles de dépouille réduits.
La fonderie à modèle perdu offre les tolérances les plus strictes, mais nécessite un examen attentif de la dépouille pour le retrait du modèle en cire. Des angles de dépouille de 0,25° à 1° sont courants, le procédé de la carapace en céramique permettant une production quasi nette. Cette précision a un coût supplémentaire de 20 à 40 % par rapport aux méthodes de moulage au sable conventionnelles.
| Processus de moulage | Dépouille externe (°) | Dépouille interne (°) | Tolérance typique (±°) | Coût relatif |
|---|---|---|---|---|
| Moulage sous pression | 0.5-1.5 | 0.75-2.0 | 0.2 | Élevé |
| Moulage au sable | 1.0-2.0 | 1.5-3.0 | 0.5 | Faible |
| Moulage à la cire perdue | 0.25-1.0 | 0.5-1.5 | 0.2 | Très élevé |
| Moulage permanent | 0.75-1.5 | 1.0-2.5 | 0.3 | Moyen |
Considérations relatives à la dépouille spécifique aux matériaux
Les alliages d'aluminium dominent les applications de moulage de précision en raison de leurs caractéristiques de retrait favorables et de leur excellente usinabilité. L'A356-T6, l'alliage de moulage aérospatial le plus courant, permet des angles de dépouille aussi faibles que 0,5° pour les géométries simples. Le traitement thermique T6 assure une stabilité dimensionnelle qui maintient l'intégrité de l'angle de dépouille tout au long du processus de cyclage thermique.
Les pièces moulées en acier présentent de plus grands défis en raison des forces de retrait plus élevées et de l'adhérence accrue au moule. Les nuances d'acier au carbone comme l'ASTM A216 WCB nécessitent des angles de dépouille minimum de 1,5° pour les surfaces externes, augmentant à 2,5° pour les caractéristiques internes. La température de fusion et le coefficient de dilatation thermique plus élevés contribuent à ces exigences accrues.
Les applications en fonte, en particulier la fonte ductile conforme à la norme ASTM A536, présentent des exigences de dépouille modérées entre l'aluminium et l'acier. La fonte ductile de qualité 65-45-12 nécessite généralement une dépouille de 1° à 2° sur les surfaces externes, les caractéristiques internes nécessitant de 1,5° à 2,5°. La structure en graphite assure une certaine lubrification lors de l'éjection, réduisant les forces d'adhérence par rapport à l'acier.
| Matériau | Taux de retrait (%) | Dépouille externe min. (°) | Dépouille interne min. (°) | Indice d'usinabilité |
|---|---|---|---|---|
| Aluminium A356-T6 | 1.3 | 0.5 | 0.75 | Excellent |
| Aluminium A380 | 1.2 | 0.5 | 0.75 | Bon |
| Acier ASTM A216 WCB | 2.1 | 1.5 | 2.5 | Moyen |
| Fonte ductile A536 | 1.0 | 1.0 | 1.5 | Bon |
Complexité géométrique et optimisation de la dépouille
Les géométries complexes nécessitent des stratégies d'angle de dépouille sophistiquées qui tiennent compte des variations d'épaisseur de paroi, des contre-dépouilles et des zones de transition. Les cavités profondes présentent des défis particuliers, car la surface de contact accrue amplifie les forces d'éjection. Une règle générale applique une augmentation de 0,1° de l'angle de dépouille pour chaque 25 mm de profondeur de cavité au-delà des 50 mm initiaux.
Les nervures et les bossages exigent un examen attentif de la dépouille pour éviter la concentration des contraintes lors de l'éjection. Les nervures doivent maintenir des angles de dépouille constants avec les surfaces primaires, tandis que les bossages nécessitent une analyse de dépouille indépendante. Les zones d'intersection entre les caractéristiques deviennent souvent des zones critiques où une dépouille inadéquate entraîne des déchirures ou un grippage lors du retrait de la pièce.
Les lignes de séparation multidirectionnelles compliquent considérablement la mise en œuvre de l'angle de dépouille. Chaque surface de séparation nécessite un examen indépendant de la dépouille, ce qui se traduit souvent par des solutions de compromis qui équilibrent la fabricabilité avec les exigences fonctionnelles. Les systèmes de CAO avancés intègrent désormais des outils d'analyse de dépouille qui visualisent les conflits d'éjection potentiels avant la fabrication de l'outillage.
Impact de l'état de surface sur les exigences de dépouille
Les spécifications d'état de surface influencent directement les exigences d'angle de dépouille par leur effet sur l'adhérence moule-pièce. Les valeurs Ra inférieures à 3,2 μm augmentent la surface de contact, ce qui nécessite des angles de dépouille plus importants pour surmonter les forces d'adhérence. Inversement, des motifs de rugosité contrôlée peuvent réduire les exigences de dépouille en minimisant la surface de contact.
Les surfaces texturées présentent des défis uniques pour le calcul de l'angle de dépouille. Les textures de grain de cuir, couramment spécifiées pour les applications esthétiques, peuvent augmenter les exigences de dépouille effectives de 0,25° à 0,5° selon la profondeur de la texture. La direction d'application de la texture par rapport à la direction de la dépouille devient essentielle pour une éjection réussie de la pièce.
Pour des résultats de haute précision, recevez un devis détaillé dans les 24 heures de Microns Hub.
Les états de surface EDM (usinage par électroérosion), tout en offrant une excellente précision dimensionnelle, créent des micro-textures qui peuvent augmenter les forces d'adhérence. Les pièces nécessitant une finition EDM ont souvent besoin d'un angle de dépouille supplémentaire de 0,2° à 0,3° pour compenser l'interaction accrue de la surface. Cette considération devient particulièrement importante pour les applications d'outillage de précision où l'intégrité de la surface est primordiale.
Optimisation économique grâce à la conception de la dépouille
L'optimisation de l'angle de dépouille a un impact direct sur les coûts de fabrication par son effet sur les exigences d'usinage secondaire. Les pièces conçues avec une dépouille adéquate peuvent souvent éliminer les opérations d'usinage sur les surfaces non critiques, réduisant ainsi les coûts de production globaux de 30 à 60 %. Cette réduction des coûts devient plus importante à mesure que les volumes de production augmentent.
Les coûts d'outillage sont fortement corrélés à la complexité de l'angle de dépouille. Des angles de dépouille simples et uniformes minimisent la complexité de l'outillage et réduisent le temps de fabrication. Des exigences de dépouille complexes peuvent augmenter les coûts d'outillage de 25 à 40 % en raison du temps d'usinage supplémentaire requis pour les cavités de moule. Le compromis entre la fonctionnalité de la pièce et le coût de fabrication nécessite une analyse approfondie pendant la phase de conception.
Les opérations secondaires comme l'usinage CNC après moulage deviennent nécessaires lorsque les angles de dépouille ne peuvent pas fournir l'état de surface ou la précision dimensionnelle requis. Le placement stratégique de ces surfaces usinées, combiné à des angles de dépouille optimisés sur les surfaces restantes, offre l'approche de fabrication la plus économique.
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisé signifient que chaque projet reçoit l'attention aux détails qu'il mérite, avec l'optimisation de l'angle de dépouille incluse dans notre processus complet d'examen de la conception.
Techniques avancées d'angle de dépouille
Les angles de dépouille variables représentent une technique avancée pour optimiser les géométries complexes. Cette approche applique différents angles de dépouille à différentes sections de la même caractéristique en fonction des exigences géométriques locales. Les poches profondes peuvent commencer avec une dépouille de 0,5° au niveau de la ligne de séparation, augmentant à 2° à la profondeur maximale pour faciliter l'éjection.
Les angles de dépouille composés combinent une dépouille linéaire avec des transitions courbes pour s'adapter aux géométries de surface complexes. Les applications automobiles utilisent fréquemment cette technique pour les composants esthétiques où les lignes de dépouille droites seraient visuellement répréhensibles. La complexité du calcul augmente considérablement, nécessitant des outils de CAO spécialisés pour une mise en œuvre précise.
La gestion de la dépouille de la ligne de séparation devient essentielle dans l'outillage multi-cavités où les cavités individuelles peuvent avoir des exigences de dépouille différentes. L'équilibrage des angles de dépouille sur plusieurs cavités tout en maintenant une qualité de pièce constante nécessite un contrôle de processus et une conception d'outillage sophistiqués. Cette complexité justifie souvent l'investissement supplémentaire en ingénierie pour les séries de production à volume élevé.
Contrôle qualité et vérification de la dépouille
La vérification de l'angle de dépouille nécessite des techniques de mesure spécialisées au-delà de l'inspection dimensionnelle conventionnelle. Les machines à mesurer tridimensionnelles (MMT) équipées de tables rotatives fournissent la mesure d'angle de dépouille la plus précise, atteignant généralement une précision de ±0,05° lorsqu'elles sont correctement calibrées. Cette précision devient essentielle pour la production à volume élevé où de petites variations peuvent s'accumuler en problèmes de qualité importants.
Les systèmes de mesure optique offrent une vérification rapide de l'angle de dépouille pour les environnements de production. Ces systèmes sans contact peuvent mesurer les angles de dépouille sur des surfaces de pièces entières, identifiant les variations qui pourraient indiquer une usure de l'outillage ou une dérive du processus. La mise en œuvre de tels systèmes réduit généralement le temps d'inspection de 40 à 60 % par rapport aux méthodes de contact traditionnelles.
Le contrôle statistique des processus (CSP) appliqué aux mesures d'angle de dépouille fournit un avertissement précoce de la dégradation de l'outillage. Le suivi des variations d'angle de dépouille au fil du temps révèle des schémas qui prédisent quand la maintenance ou le remplacement de l'outillage devient nécessaire. Cette approche proactive peut prévenir les problèmes de qualité et réduire considérablement les taux de rebut.
Pour les applications nécessitant des assemblages étanches, des angles de dépouille appropriés fonctionnent en conjonction avec les processus d'imprégnation sous vide pour assurer des performances d'étanchéité optimales. L'intégrité de la surface obtenue grâce à une conception de dépouille appropriée améliore l'efficacité des opérations d'étanchéité ultérieures.
Intégration avec la fabrication moderne
Les flux de travail de fabrication numérique intègrent désormais l'optimisation de l'angle de dépouille en tant que contrôle de conception automatisé. Les systèmes de conception basés sur l'IA peuvent analyser des géométries complexes et recommander des angles de dépouille optimaux en fonction de la sélection des matériaux, du processus de moulage et des exigences de qualité. Ces systèmes réduisent le temps d'itération de la conception tout en améliorant les prédictions de fabricabilité.
La fabrication additive de modèles de moulage permet des mises en œuvre d'angle de dépouille plus complexes qui seraient difficiles, voire impossibles, avec les techniques traditionnelles de fabrication de modèles. Les modèles imprimés en 3D peuvent incorporer des angles de dépouille variables et des géométries complexes tout en maintenant la précision dimensionnelle. Cette capacité ouvre de nouvelles possibilités d'optimisation de la conception des pièces sans les contraintes de fabrication traditionnelles.
L'intégration des processus de moulage avec des méthodes de fabrication complémentaires comme les services de fabrication de tôlerie nécessite un examen attentif des angles de dépouille dans les assemblages hybrides. Les composants qui seront soudés ou assemblés à des pièces moulées doivent avoir des angles de dépouille compatibles pour assurer un ajustement et une finition appropriés dans l'assemblage final.
Les mises en œuvre de l'industrie 4.0 suivent les performances de l'angle de dépouille tout au long du cycle de vie du produit, de la conception à la production en passant par le service sur le terrain. Cette collecte de données complète permet une amélioration continue des spécifications d'angle de dépouille et des processus de fabrication. L'optimisation qui en résulte peut améliorer la qualité des pièces tout en réduisant les coûts de fabrication dans nos services de fabrication.
Foire aux questions
Quel est l'angle de dépouille minimum pour les pièces moulées sous pression en aluminium ?
Les pièces moulées sous pression en aluminium nécessitent généralement des angles de dépouille minimum de 0,5° pour les surfaces externes et de 0,75° pour les caractéristiques internes. Ces valeurs s'appliquent aux alliages standard A380 et A356 avec des épaisseurs de paroi supérieures à 2 mm. Des parois plus minces ou des géométries complexes peuvent nécessiter des angles de dépouille accrus jusqu'à 1,5°.
Comment l'état de surface affecte-t-il les exigences d'angle de dépouille ?
L'état de surface a un impact direct sur les exigences de dépouille par l'adhérence moule-pièce. Les surfaces plus lisses (Ra< 3,2 μm) augmentent la surface de contact et nécessitent des angles de dépouille plus importants, ajoutant généralement 0,2 à 0,3° aux exigences standard. Les surfaces texturées peuvent nécessiter un supplément de 0,25 à 0,5° selon la profondeur et la direction de la texture.
Les angles de dépouille peuvent-ils être entièrement éliminés par l'usinage post-moulage ?
Bien que l'usinage puisse éliminer le besoin d'angles de dépouille sur les surfaces finies, le processus de moulage nécessite toujours une dépouille pour un démoulage réussi. Une conception stratégique place les surfaces usinées sur les dimensions critiques tout en maintenant une dépouille adéquate sur les surfaces restantes pour une production rentable.
Quels angles de dépouille sont requis pour les processus de fonderie à modèle perdu ?
La fonderie à modèle perdu permet les angles de dépouille les plus petits, généralement de 0,25 à 1,0° pour les surfaces externes et de 0,5 à 1,5° pour les caractéristiques internes. Le processus de la carapace en céramique et le retrait du modèle en cire permettent ces tolérances strictes, ce qui rend la fonderie à modèle perdu idéale pour les applications quasi nettes.
Comment calculer les angles de dépouille pour les cavités et les poches profondes ?
Les cavités profondes nécessitent des angles de dépouille accrus pour surmonter les forces d'éjection plus élevées. Appliquez une augmentation de 0,1° pour chaque 25 mm de profondeur au-delà des 50 mm initiaux. Par exemple, une poche de 100 mm de profondeur nécessiterait un supplément de 0,2° au-delà de l'angle de dépouille standard pour ce processus de moulage.
Différents alliages d'aluminium nécessitent-ils des angles de dépouille différents ?
Oui, la composition de l'alliage d'aluminium affecte les exigences de dépouille en raison des taux de retrait variables et des caractéristiques d'adhérence au moule. L'A356-T6 permet des angles minimum en raison de son excellente stabilité dimensionnelle, tandis que les alliages à plus forte teneur en silicium peuvent nécessiter des angles de dépouille légèrement accrus en raison de différents comportements de retrait.
Que se passe-t-il si les angles de dépouille sont insuffisants pendant la production ?
Des angles de dépouille insuffisants provoquent des défauts de moulage, notamment des déchirures de surface, une distorsion dimensionnelle, des temps de cycle accrus et une usure prématurée de l'outillage. Dans les cas graves, les pièces peuvent être impossibles à retirer des moules sans dommage, ce qui entraîne des taux de rebut de 100 % jusqu'à ce que des modifications de l'outillage soient effectuées.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece