Chanfreins vs Congés : Quelle méthode d'arête brisée est la moins chère à usiner ?
Les ingénieurs de fabrication sont confrontés à une décision de coût critique sur chaque pièce usinée : les arêtes brisées doivent-elles être des chanfreins ou des congés ? Ce détail apparemment mineur peut faire varier les coûts de production de 15 à 40 % en fonction de la géométrie de la pièce, du choix des matériaux et du volume de production. Le choix a un impact non seulement sur le temps d'usinage, mais aussi sur l'usure des outils, la qualité de la finition de surface et les processus d'assemblage en aval.
La plupart des ingénieurs optent par défaut pour les chanfreins en raison de leur simplicité apparente, mais cette hypothèse conduit souvent à des résultats de coûts sous-optimaux. La réalité implique des interactions complexes entre la géométrie de l'outil de coupe, les vitesses de broche, les taux d'enlèvement de matière et l'efficacité de la trajectoire d'outil qui exigent une analyse plus approfondie.
- Les chanfreins réduisent généralement le temps d'usinage de 25 à 35 % par rapport aux congés dans les opérations CNC standard
- Les rayons de congé inférieurs à 0,5 mm nécessitent un outillage spécialisé qui augmente les coûts de 0,15 à 0,45 € par mètre linéaire
- La dureté du matériau supérieure à 45 HRC favorise considérablement la géométrie des chanfreins pour l'optimisation de la durée de vie de l'outil
- Les volumes de production supérieurs à 500 unités justifient souvent les investissements dans l'outillage de congé malgré des coûts de configuration plus élevés
Comprendre les principes fondamentaux des arêtes brisées
Les arêtes brisées remplissent de multiples fonctions d'ingénierie au-delà de l'esthétique. Les arêtes vives créent des concentrations de contraintes qui peuvent amorcer des fissures de fatigue, en particulier dans les applications de chargement cyclique. Elles présentent également des risques pour la sécurité lors des opérations de manutention et d'assemblage. Du point de vue de la fabrication, les arêtes brisées contrôlées éliminent les bavures microscopiques et les saillies vives qui résultent inévitablement des opérations d'usinage.
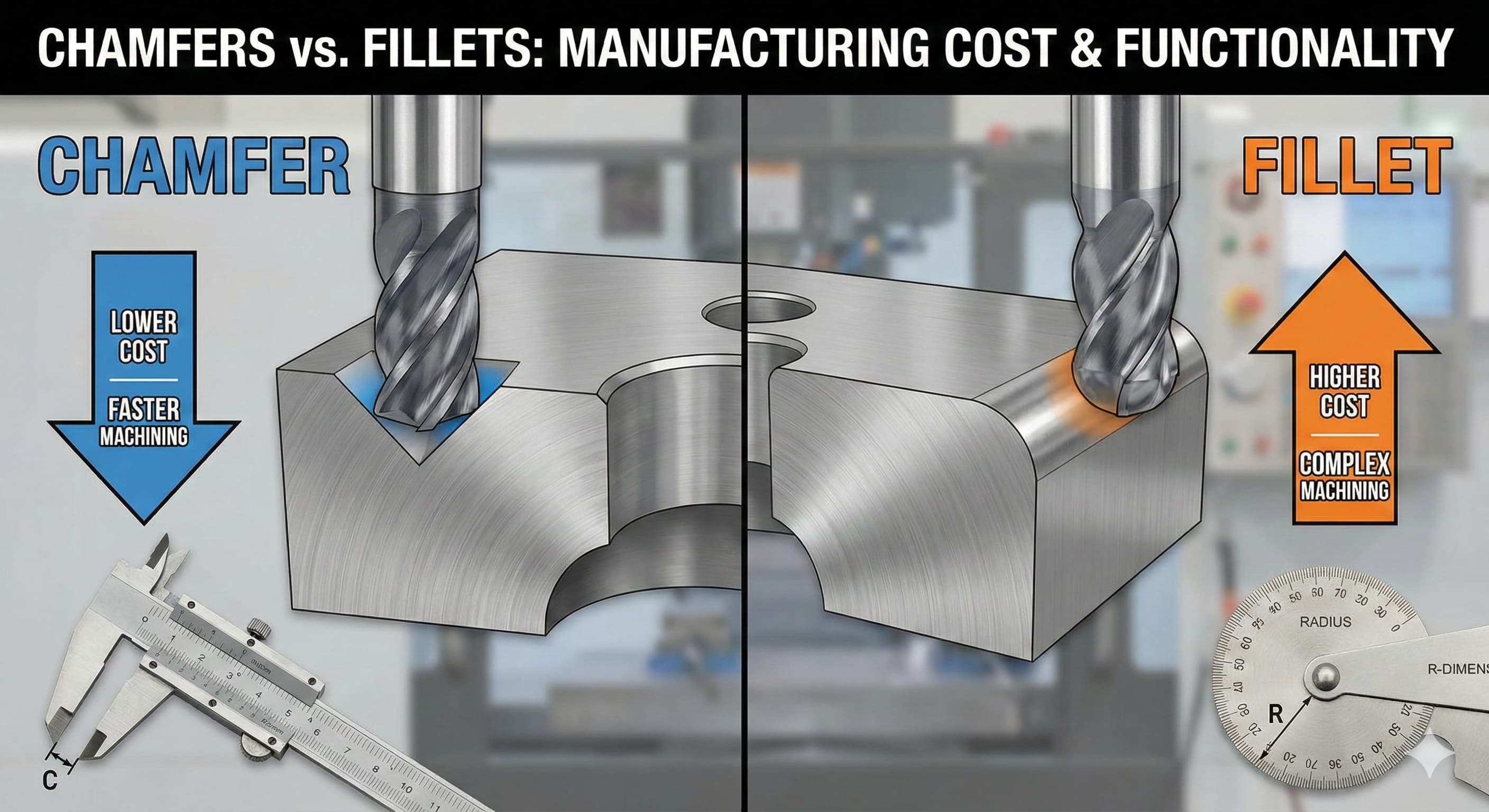
Les chanfreins représentent la solution géométrique la plus simple : une coupe angulaire droite qui supprime l'intersection des arêtes vives. Les angles de chanfrein standard varient de 30° à 60°, 45° étant le plus courant en raison de la disponibilité de l'outillage et de la facilité d'inspection. Les dimensions des chanfreins suivent généralement la notation « C0.5 » indiquant un chanfrein de 0,5 mm à 45°, bien que d'autres angles nécessitent des appels spécifiques comme « 0,5 x 30° ».
Les congés créent une transition de rayon lisse entre les surfaces, éliminant complètement l'intersection angulaire. Les rayons de congé courants varient de R0,2 mm pour les caractéristiques fines à R5,0 mm ou plus pour les applications structurelles. Contrairement aux chanfreins, les congés offrent une meilleure répartition des contraintes et une meilleure résistance à la fatigue, ce qui les rend préférables pour les composants fortement chargés.
Les implications en matière de fabrication diffèrent considérablement entre ces approches. Les chanfreins peuvent souvent être créés à l'aide de fraises en bout standard ou d'outils à chanfreiner en une seule passe, tandis que les congés nécessitent des fraises en bout sphériques ou des outils à rayon avec des trajectoires d'outil soigneusement programmées pour maintenir une finition de surface uniforme.
Analyse du processus d'usinage
L'usinage des chanfreins exploite une mécanique de coupe simple. Les outils à chanfreiner standard sont dotés d'arêtes de coupe à un seul point meulées selon des angles précis, ce qui permet des coupes pleine largeur en une seule passe. Cette approche minimise le temps de broche et réduit la complexité de la programmation. L'engagement de l'outil reste constant tout au long de la coupe, ce qui permet des forces de coupe prévisibles et une excellente finition de surface.
Pour les chanfreins jusqu'à 2,0 mm sur des matériaux comme l'aluminium 6061-T6, les paramètres de coupe typiques comprennent :
| Paramètre | Plage de valeurs | Notes d'optimisation |
|---|---|---|
| Vitesse de broche | 8,000-15,000 RPM | Vitesses plus élevées pour les chanfreins plus petits |
| Vitesse d'avance | 1,500-4,000 mm/min | Ajuster en fonction de la dureté du matériau |
| Profondeur de coupe | Passe unique pleine largeur | Élimine les passes multiples |
| Durée de vie de l'outil | 15-25 mètres linéaires | Outils en carbure dans l'aluminium |
L'usinage des congés présente une plus grande complexité en raison des exigences de géométrie incurvée. Les fraises en bout sphériques doivent suivre des trajectoires d'outil 3D précises pour maintenir des dimensions de rayon uniformes. La qualité de la finition de surface dépend fortement de la distance de pas : un espacement plus étroit améliore la finition, mais augmente le temps d'usinage de façon exponentielle.
Les considérations critiques relatives à l'usinage des congés comprennent la déflexion de l'outil, qui devient problématique avec les outils à petit rayon. Une fraise en bout sphérique de 2,0 mm s'étendant sur 15 mm de la broche peut se déformer de 0,02 à 0,05 mm sous des charges de coupe normales, ce qui affecte directement la précision du rayon. Cela nécessite un outillage plus court et plus rigide ou des paramètres de coupe réduits.
Nos services d'usinage CNC de précision utilisent des montages spécialisés et des porte-outils raccourcis pour minimiser les problèmes de déflexion tout en maintenant des paramètres de coupe optimaux pour les opérations de chanfrein et de congé.
Analyse des facteurs de coûts
Les coûts d'acquisition des outils montrent des différences immédiates entre les opérations de chanfrein et de congé. Les outils à chanfreiner standard coûtent entre 45 et 85 € par outil pour les options en carbure de qualité, chaque outil étant capable de traiter 15 à 25 mètres linéaires en aluminium ou 8 à 12 mètres en acier. L'outillage de congé spécialisé coûte entre 65 et 150 € par outil, selon la taille du rayon et les spécifications du revêtement.
L'impact de l'inventaire d'outils aggrave ces coûts. Les outils à chanfreiner couvrent de larges plages dimensionnelles : un seul outil à chanfreiner à 45° peut créer n'importe quelle taille de chanfrein limitée uniquement par le diamètre de l'outil. Les opérations de congé nécessitent des outils dédiés pour chaque taille de rayon, ce qui multiplie les exigences d'inventaire. Un atelier d'usinage typique conserve 3 à 4 outils à chanfreiner contre 12 à 18 outils à rayon pour une couverture de capacité équivalente.
Les différences de temps d'usinage s'avèrent encore plus importantes que les coûts d'outillage dans la production à volume élevé. Les chanfreins nécessitent généralement 0,8 à 1,2 minute par mètre linéaire d'arête brisée, tandis que les congés nécessitent 2,5 à 4,5 minutes par mètre linéaire en raison des exigences complexes de la trajectoire d'outil et des vitesses d'avance plus lentes nécessitées par la géométrie de la fraise en bout sphérique.
| Opération | Temps de préparation | Temps de cycle/Mètre | Coût de l'outil | Durée de vie de l'outil |
|---|---|---|---|---|
| Chanfrein (Standard) | 8-12 minutes | 0.8-1.2 minutes | €45-85 | 15-25 mètres |
| Chanfrein (Complexe) | 12-18 minutes | 1.2-1.8 minutes | €65-120 | 12-18 mètres |
| Congé R0.5-2.0 | 15-25 minutes | 2.5-3.5 minutes | €85-140 | 8-15 mètres |
| Congé R2.0-5.0 | 12-20 minutes | 1.8-2.8 minutes | €95-150 | 12-22 mètres |
Les opérations secondaires influencent également les équations de coût total. Les arêtes chanfreinées nécessitent souvent un léger ébavurage pour éliminer les marques d'outils mineures, ce qui ajoute 0,08 à 0,15 € par mètre linéaire en coûts de finition manuelle. Les opérations de congé bien exécutées n'ont généralement pas besoin de finition secondaire, bien que l'obtention de ce niveau de qualité exige une configuration de machine précise et des paramètres de coupe optimaux.
Considérations spécifiques aux matériaux
Les propriétés des matériaux affectent considérablement l'équation de coût entre les chanfreins et les congés. Dans les alliages d'aluminium comme le 6061-T6, les deux opérations fonctionnent bien avec l'outillage et les paramètres standard. L'excellente usinabilité du matériau et ses caractéristiques d'évacuation des copeaux permettent une coupe agressive dans l'une ou l'autre géométrie.
Les nuances d'acier inoxydable comme le 316L présentent différents défis. La tendance à l'écrouissage du matériau favorise la géométrie des chanfreins, où un engagement de coupe constant empêche la formation de couches durcies qui peuvent endommager les coupes ultérieures. Les opérations de congé dans l'acier inoxydable exigent une attention particulière aux relations entre la vitesse de coupe et la vitesse d'avance pour maintenir une formation de copeaux appropriée et éviter l'écrouissage dans les zones de transition incurvées.
Les aciers à haute résistance au-dessus de 40 HRC favorisent considérablement les opérations de chanfrein. La trajectoire de coupe linéaire permet un engagement constant de l'outil et des modèles d'usure prévisibles. La coupe de congé dans les matériaux durcis produit souvent des vibrations en raison des forces de coupe variables tout au long de la trajectoire d'outil incurvée, ce qui entraîne une mauvaise finition de surface et une usure accélérée de l'outil.
Pour les matériaux difficiles, le choix de l'approche peut avoir un impact sur les coûts de 200 à 300 %. Dans l'Inconel 718, les opérations de chanfrein peuvent coûter entre 2,50 et 3,20 € par mètre linéaire, tandis que les opérations de congé équivalentes pourraient atteindre 7,50 à 9,80 € par mètre linéaire en raison des exigences d'outillage spécialisé et des paramètres de coupe considérablement réduits.
Lorsque vous travaillez avec des matériaux exotiques ou des applications critiques, les stratégies d'usinage spécialisées deviennent essentielles pour maintenir à la fois la qualité et la rentabilité.
Pour des résultats de haute précision, obtenez votre devis personnalisé livré en 24 heures auprès de Microns Hub.
Conception pour l'optimisation de la fabrication
Des choix de conception intelligents peuvent éliminer complètement le dilemme du coût du chanfrein par rapport au congé. Le placement stratégique des caractéristiques, la normalisation dimensionnelle et les décisions de géométrie tenant compte de la fabrication réduisent les coûts de production, quel que soit le choix de l'arête brisée.
La normalisation des tailles de chanfrein courantes comme C0.5, C1.0 et C1.5 permet une utilisation maximale des outils dans plusieurs projets. De même, la normalisation des congés autour de R0.5, R1.0, R2.0 et R3.0 réduit l'inventaire d'outils et la complexité de la configuration. Les pièces conçues autour de ces dimensions standard bénéficient de paramètres de coupe optimisés et de données de durée de vie des outils établies.
L'accessibilité des caractéristiques a un impact significatif sur l'efficacité de l'usinage. Les chanfreins sur les arêtes externes nécessitent un dégagement d'outil minimal et peuvent souvent être usinés avec un outillage standard. Les congés internes exigent une prise en compte de l'accès à l'outil, des exigences de dégagement et des interférences potentielles avec les dispositifs de maintien de la pièce.
L'interaction entre les arêtes brisées et les caractéristiques adjacentes crée des considérations de coût supplémentaires. Les chanfreins se terminent généralement proprement aux caractéristiques d'intersection, tandis que les congés peuvent nécessiter une géométrie de mélange complexe qui augmente le temps de programmation et la complexité de l'usinage. Ces intersections doivent être soigneusement prises en compte pendant la phase de conception pour éviter les surprises coûteuses pendant la production.
Les spécifications de tolérance affectent également les relations de coût. Les chanfreins peuvent généralement être maintenus à ±0,1 mm sans considération particulière, tandis que les tolérances de rayon de congé inférieures à ±0,05 mm peuvent nécessiter un équipement de mesure spécialisé et un contrôle de processus plus strict, ce qui ajoute 0,25 à 0,45 € par caractéristique aux coûts d'inspection.
Économie de la production en volume
Le volume de production modifie fondamentalement l'équation de coût entre les opérations de chanfrein et de congé. Le prototypage à faible volume et le travail personnalisé favorisent fortement les chanfreins en raison de la complexité réduite de la configuration et des exigences d'outillage. L'investissement en temps dans la programmation des congés et la configuration de l'outillage spécialisé ne peut pas être amorti sur suffisamment de pièces pour justifier la complexité supplémentaire.
À des volumes modérés (50 à 500 pièces), le point de décision se déplace en fonction de facteurs spécifiques à la pièce. Les géométries complexes avec plusieurs exigences de rayon peuvent justifier des investissements dans l'outillage dédié, tandis que les pièces simples avec des exigences minimales d'arête brisée continuent de favoriser les approches de chanfrein.
La production à volume élevé au-dessus de 1 000 pièces ouvre des possibilités d'optimisation supplémentaires. Les dispositifs de fixation dédiés, l'outillage spécialisé et les programmes optimisés peuvent réduire les coûts de congé par pièce en dessous des alternatives de chanfrein dans des applications spécifiques. La clé réside dans une analyse complète de tous les facteurs de coût, y compris les opérations secondaires, les exigences de qualité et les considérations d'assemblage en aval.
Les systèmes de production automatisés montrent une affinité particulière pour les opérations de chanfrein en raison de leurs forces de coupe prévisibles et de leurs exigences de trajectoire d'outil simplifiées. Les scénarios de fabrication sans surveillance bénéficient de la complexité réduite et de la fiabilité améliorée des processus de chanfrein.
| Plage de volume | Coût du chanfrein/pièce | Coût du congé/pièce | Approche recommandée |
|---|---|---|---|
| 1-25 pièces | €0.85-1.20 | €1.85-3.20 | Chanfrein préféré |
| 25-100 pièces | €0.65-0.95 | €1.25-2.10 | Chanfrein généralement meilleur |
| 100-500 pièces | €0.45-0.75 | €0.85-1.45 | Dépend de la complexité |
| 500-2000 pièces | €0.35-0.55 | €0.55-0.95 | Congé compétitif |
| 2000+ pièces | €0.25-0.45 | €0.35-0.65 | Analyse complète requise |
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, qu'il s'agisse d'optimiser les opérations de chanfrein ou de congé.
Considérations relatives à la qualité et à l'inspection
Les exigences de contrôle de la qualité influencent considérablement le coût réel des opérations de chanfrein par rapport aux opérations de congé. L'inspection des chanfreins utilise des techniques de mesure simples : des pieds à coulisse de base, des jauges de hauteur ou des comparateurs optiques peuvent vérifier les dimensions rapidement et avec précision. Les appels de chanfrein standard comme « C1.0 » fournissent des critères d'inspection clairs et non ambigus qui minimisent les litiges de qualité et les retouches.
L'inspection des congés exige des approches plus sophistiquées. Les jauges de rayon fournissent une vérification de base pour les congés plus grands, mais la mesure de précision nécessite des machines à mesurer tridimensionnelles (MMT) ou un équipement optique spécialisé. La géométrie incurvée rend difficile l'établissement de données de mesure claires, ce qui peut entraîner des différences d'interprétation entre les normes de qualité du fournisseur et du client.
Les exigences de finition de surface diffèrent également entre les deux approches. Les chanfreins atteignent généralement Ra 1,6 à 3,2 μm directement à partir des opérations d'usinage, ce qui convient à la plupart des applications sans finition secondaire. Les congés exigent une attention plus particulière aux paramètres de coupe et aux stratégies de trajectoire d'outil pour obtenir une qualité de surface équivalente, en particulier dans les zones de transition où l'engagement de l'outil varie continuellement.
Pour les applications nécessitant une finition de surface supérieure (Ra 0,8 μm ou mieux), les congés peuvent en fait offrir des avantages en termes de coûts. La transition incurvée lisse élimine l'intersection angulaire qui peut recueillir des contaminants ou créer des difficultés de nettoyage dans les applications de qualité alimentaire ou pharmaceutique.
Les exigences de documentation et de traçabilité favorisent les opérations de chanfrein en raison de leurs procédures de mesure et d'enregistrement simples. Les certificats de qualité peuvent clairement indiquer « C1.0 ±0,1 » en toute confiance, tandis que la documentation des congés peut nécessiter des appels de dimensionnement et de tolérancement géométriques (GD&T) plus complexes pour définir adéquatement les critères d'acceptation.
Recommandations spécifiques à l'application
Les applications structurelles exigeant une résistance maximale à la fatigue favorisent clairement la géométrie des congés malgré des coûts de fabrication plus élevés. La transition de contrainte lisse fournie par des congés correctement conçus peut prolonger la durée de vie des composants de 200 à 400 % par rapport aux conceptions chanfreinées équivalentes. Dans les applications aérospatiales, automobiles ou de dispositifs médicaux où les conséquences d'une défaillance sont graves, l'investissement de fabrication supplémentaire s'avère justifié.
Inversement, les produits de consommation, les boîtiers et les composants industriels généraux fonctionnent souvent de manière adéquate avec des arêtes chanfreinées à des coûts de fabrication considérablement réduits. La clé réside dans l'adaptation du choix de l'arête brisée aux exigences de performance réelles plutôt que d'opter par défaut pour l'une ou l'autre approche sans analyse.
Les considérations esthétiques peuvent l'emporter sur l'optimisation pure des coûts dans les composants visibles. Les congés offrent généralement une apparence plus raffinée et finie que les consommateurs associent à une qualité supérieure. Cette valeur de perception peut justifier des coûts de fabrication supplémentaires dans les applications destinées aux consommateurs.
Les exigences d'assemblage et de manutention influencent également la sélection optimale. Les chanfreins offrent une géométrie cohérente et prévisible qui simplifie les processus d'assemblage automatisés et réduit le risque d'interférence ou de blocage pendant l'accouplement des pièces. Les congés, bien que plus lisses, peuvent créer des conditions de contact ambiguës qui compliquent les systèmes d'assemblage automatisés.
La relation entre les arêtes brisées et d'autres processus de fabrication comme les opérations de perçage doit être prise en compte lors de l'optimisation de la conception pour garantir l'efficacité globale de la fabrication.
Notre approche globale grâce à nos services de fabrication garantit que le choix de l'arête brisée s'aligne sur les exigences spécifiques de votre application tout en optimisant les coûts de production globaux.
Tendances technologiques futures
Les technologies de fabrication émergentes remodèlent la dynamique des coûts entre les opérations de chanfrein et de congé. Les logiciels FAO avancés avec optimisation automatisée de la trajectoire d'outil réduisent la complexité de la programmation traditionnellement associée aux opérations de congé. Les algorithmes d'apprentissage automatique peuvent désormais optimiser les paramètres de coupe en temps réel, réduisant ainsi l'écart d'expertise entre l'usinage des chanfreins et des congés.
Les centres d'usinage à grande vitesse avec une dynamique de broche et un contrôle des vibrations améliorés rendent les opérations de congé à petit rayon plus viables économiquement. Les fabricants d'outils développent des revêtements et des géométries spécialisés qui prolongent la durée de vie des outils dans les applications de congé difficiles, réduisant progressivement l'écart de coût avec les opérations de chanfrein.
Les approches de fabrication hybrides combinant des processus additifs et soustractifs pourraient éventuellement éliminer complètement la décision de chanfrein par rapport au congé. Les pièces pourraient être imprimées avec une géométrie de congé intégrée et finies à la machine pour les surfaces critiques, capturant ainsi les avantages des deux approches.
La mise en œuvre de l'industrie 4.0 avec des capacités de surveillance en temps réel et de maintenance prédictive favorise les opérations plus complexes comme les congés en fournissant le contrôle de processus nécessaire pour des résultats cohérents et reproductibles. L'outillage intelligent avec des capteurs intégrés peut optimiser les paramètres de coupe en continu, réduisant ainsi l'écart de connaissances du processus qui favorisait traditionnellement les opérations de chanfrein plus simples.
Foire aux questions
Quelle est la différence de coût typique entre les opérations de chanfrein et de congé ?
Les chanfreins coûtent généralement 40 à 60 % de moins que les congés équivalents dans les opérations d'usinage standard. Pour les pièces en aluminium, les chanfreins coûtent en moyenne 0,45 à 0,75 € par mètre linéaire, tandis que les congés varient de 0,85 à 1,45 € par mètre linéaire, y compris l'outillage, la configuration et le temps d'usinage. La différence exacte dépend du matériau, de la complexité de la géométrie et du volume de production.
Les chanfreins et les congés peuvent-ils être utilisés de manière interchangeable d'un point de vue fonctionnel ?
Pas toujours. Bien que les deux éliminent les arêtes vives, les congés offrent une meilleure répartition des contraintes et une meilleure résistance à la fatigue en raison de leurs transitions de rayon lisses. Les chanfreins sont adéquats pour l'ébavurage général et les exigences de sécurité, mais ne peuvent pas égaler les performances des congés dans les applications à fortes contraintes. Les composants structurels soumis à une charge cyclique nécessitent généralement une géométrie de congé, quelles que soient les implications en termes de coûts.
Quelles tailles de rayon rendent les opérations de congé compétitives en termes de coûts avec les chanfreins ?
Les rayons de congé plus grands (R2,0 mm et plus) se rapprochent de la rentabilité des chanfreins en raison de paramètres de coupe plus agressifs et d'une durée de vie des outils améliorée. Les petits rayons inférieurs à R0,8 mm nécessitent un outillage spécialisé et des paramètres de coupe conservateurs qui augmentent considérablement les coûts. Le point de croisement se situe généralement autour de R1,5 à 2,0 mm en fonction du matériau et du volume de production.
Comment les propriétés des matériaux affectent-elles l'équation de coût du chanfrein par rapport au congé ?
Les matériaux durs au-dessus de 45 HRC favorisent fortement les opérations de chanfrein en raison d'un engagement constant de l'outil et de modèles d'usure prévisibles. Les matériaux mous et gommeux comme l'aluminium pur peuvent en fait favoriser les opérations de congé, car l'action de coupe continue empêche la formation d'un bord rapporté. Les aciers inoxydables et les alliages d'écrouissage s'usinent généralement de manière plus économique avec une géométrie de chanfrein en raison de leur sensibilité aux coupes interrompues.
Quelles caractéristiques de conception peuvent minimiser les coûts d'usinage des arêtes brisées, quel que soit le choix de la géométrie ?
La normalisation des tailles courantes (C0.5, C1.0, R0.5, R1.0) maximise l'utilisation des outils et réduit le temps de configuration. Assurer un accès et un dégagement adéquats des outils élimine le besoin de dispositifs de fixation spécialisés ou d'outillage étendu. Éviter les intersections et les mélanges complexes réduit la complexité de la programmation et le temps d'usinage pour les opérations de chanfrein et de congé.
Comment le volume de production affecte-t-il la sélection optimale de l'arête brisée ?
Les faibles volumes inférieurs à 100 pièces favorisent fortement les chanfreins en raison des coûts de configuration et d'outillage réduits. Les volumes moyens de 100 à 1 000 pièces créent un point de décision où la complexité de la pièce et les exigences de performance déterminent la sélection optimale. Les volumes élevés supérieurs à 1 000 pièces peuvent justifier des investissements dans l'outillage de congé lorsque les exigences fonctionnelles exigent une géométrie de rayon, ce qui permet potentiellement d'atteindre des coûts par pièce compétitifs avec les opérations de chanfrein.
Quelles sont les différences d'inspection et de contrôle de la qualité entre les chanfreins et les congés ?
Les chanfreins utilisent des outils de mesure simples comme des pieds à coulisse et des jauges de hauteur avec des appels dimensionnels clairs. Les congés nécessitent un équipement de mesure plus sophistiqué, tel que des jauges de rayon ou des systèmes MMT pour une vérification précise. Cette différence ajoute 0,15 à 0,35 € par caractéristique aux coûts d'inspection pour la géométrie de congé, ce qui est particulièrement important dans les applications de haute précision ou certifiées nécessitant des rapports dimensionnels complets.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece