Aluminium A380 vs A356 : Choisir le bon alliage pour la résistance et la fluidité
L'aluminium A380 et A356 représentent deux des alliages de fonderie sous pression les plus largement spécifiés dans la fabrication européenne. Cependant, le choix entre eux nécessite de comprendre les compromis essentiels entre les caractéristiques de résistance et les propriétés d'écoulement. Cette décision a un impact sur tout, des performances des pièces aux coûts de production, ce qui rend essentiel pour les ingénieurs de saisir les différences nuancées entre ces alliages.
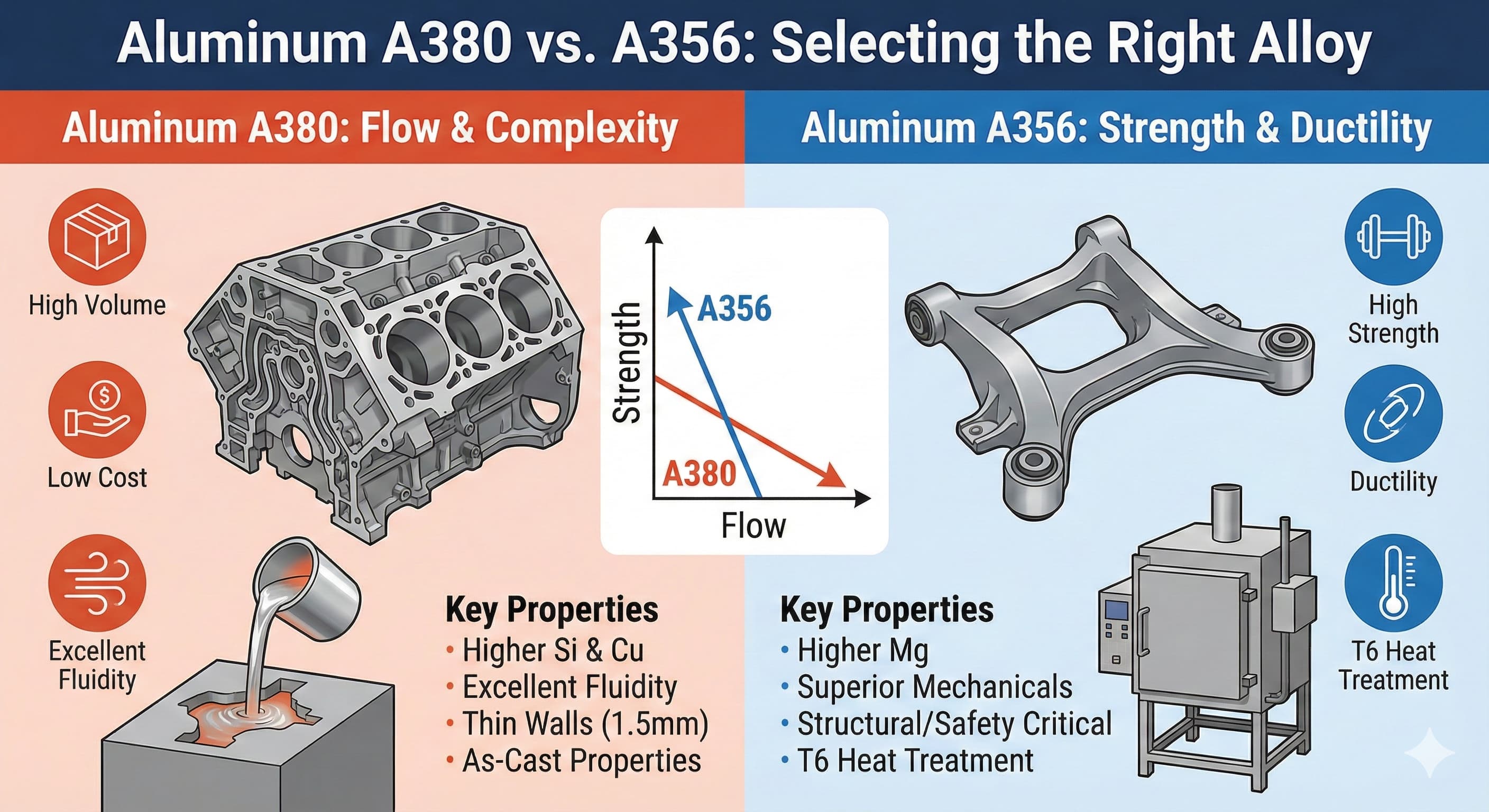
Les deux alliages jouent des rôles distincts dans l'écosystème de la fonderie d'aluminium, l'A380 dominant les applications à volume élevé nécessitant une excellente fluidité, tandis que l'A356 excelle là où des propriétés mécaniques supérieures justifient ses coûts de matériaux et de traitement plus élevés.
Principaux points à retenir
- L'A380 offre des caractéristiques d'écoulement supérieures et des coûts inférieurs, ce qui le rend idéal pour les géométries complexes à parois minces
- L'A356 offre une résistance et une ductilité nettement supérieures, adaptées aux applications structurelles et critiques pour la sécurité
- La sélection du processus de fonderie (fonderie sous pression vs fonderie au sable) influence fortement les performances de l'alliage et les considérations de coût
- Les options de traitement thermique post-coulée varient considérablement entre les alliages, affectant les propriétés mécaniques finales
Composition chimique et propriétés fondamentales
Les différences de composition chimique entre l'A380 et l'A356 déterminent leurs caractéristiques de performance distinctes. L'A380 contient une teneur en silicium plus élevée (7,5 à 9,5 %) par rapport à l'A356 (6,5 à 7,5 %), ainsi que beaucoup plus de cuivre (3,0 à 4,0 % contre 0,25 % maximum). Cette composition confère à l'A380 une excellente fluidité pendant la coulée, mais limite ses propriétés mécaniques.
L'A356, inversement, incorpore du magnésium (0,25 à 0,45 %) comme principal élément de renforcement tout en maintenant une teneur en cuivre plus faible. Cette composition permet des réponses au traitement thermique que l'A380 ne peut pas atteindre, ce qui se traduit par des résistances à la traction et à la limite d'élasticité supérieures.
| Élément | A380 (wt%) | A356 (wt%) | Impact sur les propriétés |
|---|---|---|---|
| Silicium (Si) | 7.5-9.5 | 6.5-7.5 | Un Si plus élevé améliore la fluidité, réduit le retrait |
| Cuivre (Cu) | 3.0-4.0 | 0.25 max | Le Cu augmente la résistance mais réduit la ductilité |
| Magnésium (Mg) | 0.10 max | 0.25-0.45 | Le Mg permet le durcissement par précipitation |
| Fer (Fe) | 1.3 max | 0.20 max | Une teneur en Fe plus élevée réduit la ductilité |
| Zinc (Zn) | 3.0 max | 0.10 max | Le Zn affecte la résistance à la corrosion |
La teneur en silicium influence directement les caractéristiques de coulée, la teneur plus élevée en silicium de l'A380 offrant des propriétés d'écoulement exceptionnelles et un retrait réduit pendant la solidification. Cependant, cette même composition crée des phases intermétalliques fragiles qui limitent la ductilité et la résistance aux chocs.
Comparaison des propriétés mécaniques
Les différences de propriétés mécaniques entre ces alliages sont importantes et déterminent la sélection des applications. L'A380 à l'état brut de coulée atteint généralement des résistances à la traction de 320 à 330 MPa avec des limites d'élasticité d'environ 160 MPa. L'A356, en particulier à l'état traité thermiquement T6, peut atteindre des résistances à la traction supérieures à 280 MPa avec des limites d'élasticité de 205 MPa, tout en offrant des valeurs d'allongement nettement supérieures.
| Propriété | A380 (Brut de fonderie) | A356 (T6) | A356 (Brut de fonderie) |
|---|---|---|---|
| Résistance à la traction (MPa) | 320-330 | 280-310 | 220-260 |
| Limite d'élasticité (MPa) | 160 | 205-240 | 140-180 |
| Allongement (%) | 2.5-3.5 | 8-12 | 3-5 |
| Dureté (HB) | 80-85 | 70-90 | 60-70 |
| Résistance à la fatigue (MPa) | 110-130 | 140-160 | 100-120 |
La différence d'allongement est particulièrement importante pour les applications soumises à des conditions de charge dynamique ou d'impact. L'allongement de 8 à 12 % de l'A356 dans l'état T6 par rapport à 2,5 à 3,5 % pour l'A380 représente la différence entre un mode de rupture ductile et des caractéristiques de fracture fragile.
Les performances en fatigue montrent des tendances similaires, l'A356-T6 offrant une résistance à la fatigue supérieure en raison de sa microstructure raffinée et de l'absence d'intermétalliques riches en cuivre qui agissent comme des sites d'amorçage de fissures.
Caractéristiques d'écoulement et performances de coulée
Les caractéristiques d'écoulement représentent l'un des principaux avantages de l'A380 par rapport à l'A356. La teneur plus élevée en silicium et l'ajout de cuivre créent une plage de solidification plus longue, offrant d'excellentes capacités de remplissage de moule dans les géométries complexes. Cela se traduit par une coulée réussie de parois minces (jusqu'à 1,5 mm dans des conditions optimales) et de caractéristiques complexes qui seraient difficiles avec l'A356.
La fluidité supérieure de l'A380 permet une mise en œuvre appropriée des angles de dépouille dans les moules complexes tout en maintenant la précision dimensionnelle. Les caractéristiques de coulée de l'alliage prennent en charge les cycles de production à grande vitesse typiques des applications automobiles et électroniques grand public.
L'A356, tout en offrant des propriétés d'écoulement adéquates, nécessite une attention plus particulière à la conception du système d'alimentation, au dimensionnement des canaux et au contrôle de la température. La tendance de l'alliage à la fissuration à chaud dans les sections minces nécessite une conception d'épaisseur de paroi conservatrice (généralement 2,5 mm minimum pour une production fiable).
| Paramètre de coulée | A380 | A356 | Implications d'ingénierie |
|---|---|---|---|
| Épaisseur minimale de la paroi | 1.5 mm | 2.5 mm | A380 permet des conceptions plus légères et plus complexes |
| Plage de solidification | 90-120°C | 60-90°C | Une plage plus large améliore le remplissage de la matrice |
| Tendance à la fissuration à chaud | Faible | Modérée | A380 plus tolérant dans la conception |
| Capacité de remplissage de la matrice | Excellente | Bonne | Les géométries complexes favorisent A380 |
| Sensibilité à la porosité | Faible | Modérée | A380 plus tolérant aux variations de processus |
Les capacités de longueur d'écoulement diffèrent considérablement, l'A380 atteignant des longueurs d'écoulement de plus de 200 fois l'épaisseur de la paroi dans des conditions optimisées, tandis que l'A356 atteint généralement 150 à 180 fois l'épaisseur de la paroi. Cette différence devient essentielle dans les grandes pièces moulées complexes où le métal doit parcourir des distances importantes à travers des sections minces.
Réponse au traitement thermique et considérations microstructurales
La réponse au traitement thermique représente un différenciateur fondamental entre ces alliages. L'A380 offre des options de traitement thermique limitées, restant généralement à l'état brut de coulée ou recevant des traitements de relaxation des contraintes. La teneur élevée en cuivre empêche un traitement thermique de mise en solution efficace en raison de la fusion naissante des phases riches en cuivre.
L'A356 répond parfaitement au traitement thermique T6 (traitement de mise en solution à 540 °C, trempe et vieillissement à 150-160 °C pendant 2 à 8 heures). Ce processus dissout le magnésium et le silicium en solution solide, puis précipite les phases de renforcement pendant le vieillissement, améliorant considérablement les propriétés mécaniques.
Pour des résultats de haute précision,Demandez un devis gratuit et obtenez les prix en 24 heures de Microns Hub.
Les différences microstructurales s'étendent au-delà de la réponse au traitement thermique. La structure brute de coulée de l'A380 contient des particules de silicium grossières et des intermétalliques cuivre-aluminium qui offrent une résistance mais limitent la ductilité. La microstructure de l'A356, en particulier après le traitement T6, présente des précipités fins et uniformément répartis qui améliorent à la fois la résistance et la ténacité.
| Traitement thermique | Réponse A380 | Réponse A356 | Changement de propriété |
|---|---|---|---|
| Brut de fonderie | Condition standard | Propriétés de base | - |
| T4 (Mise en solution + Vieillissement naturel) | Non applicable | Amélioration modérée | +15% de résistance |
| T6 (Mise en solution + Vieillissement artificiel) | Non applicable | Résistance maximale | +25-35% de résistance |
| Détente | Stabilité dimensionnelle | Stabilité dimensionnelle | Changement de propriété minimal |
Analyse des coûts et considérations économiques
Les différences de coûts entre l'A380 et l'A356 s'étendent au-delà de la tarification des matières premières pour englober les considérations de traitement, d'outillage et de post-traitement. L'A380 coûte généralement entre 2 200 et 2 400 € par tonne métrique, tandis que l'A356 varie de 2 600 à 2 900 € par tonne métrique, ce qui représente une prime de 15 à 20 % pour l'alliage à plus hautes performances.
Les coûts de traitement favorisent l'A380 en raison de ses caractéristiques de coulée supérieures. Des vitesses de production plus élevées, des taux de rebut réduits et des exigences d'outillage simplifiées compensent souvent le faible avantage de coût des matériaux que l'A356 pourrait avoir sur certains marchés. Les excellentes propriétés d'écoulement de l'A380 permettent des parois plus minces et des géométries plus complexes, ce qui réduit potentiellement le poids global des pièces et la consommation de matériaux.
Cependant, les exigences de traitement thermique de l'A356 ajoutent des étapes de traitement et des coûts énergétiques. Le traitement thermique T6 ajoute généralement entre 150 et 250 € par tonne métrique aux coûts de traitement, en fonction de l'efficacité du four et des prix locaux de l'énergie. Cela doit être mis en balance avec les avantages de performance obtenus.
| Composant de coût | A380 | A356 | Différence |
|---|---|---|---|
| Matière première (€/tonne) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Traitement thermique (€/tonne) | 0-50 | 150-250 | +300-400% |
| Coûts d'usinage | Plus élevé (matériau plus dur) | Plus faible (plus ductile) | -10-15% |
| Taux de rebut (%) | 3-5 | 5-8 | +40-60% |
| Taux de production | Plus élevé | Plus faible | -15-25% |
Lorsque vous commandez auprès de Microns Hub, vous bénéficiez de relations directes avec les fabricants qui garantissent un contrôle de qualité supérieur et des prix compétitifs par rapport aux plateformes de marché. Notre expertise technique et notre approche de service personnalisée signifient que chaque projet reçoit l'attention aux détails qu'il mérite, ce qui est particulièrement important lors de l'équilibrage des exigences de coût et de performance.
Critères de sélection spécifiques à l'application
Les exigences de l'application déterminent en fin de compte la sélection de l'alliage, chaque matériau excellant dans des cas d'utilisation spécifiques. L'A380 domine les applications automobiles nécessitant des géométries complexes, telles que les carters de transmission, les supports de moteur et les carters d'unité de commande électronique. Les excellentes propriétés d'écoulement de l'alliage permettent l'intégration de bossages de montage, d'ailettes de refroidissement et de passages internes complexes dans une seule pièce moulée.
L'A356 est préféré dans les applications structurelles où les propriétés mécaniques priment sur la complexité de la coulée. Les composants de suspension automobile, les raccords d'avion et les articles de sport de haute performance tirent parti du rapport résistance/poids supérieur et de la résistance à la fatigue de l'A356.
Les applications électroniques présentent des compromis intéressants. L'excellente conductivité thermique de l'A380 (96 W/m·K contre 151 W/m·K pour l'A356) le rend attrayant pour les dissipateurs de chaleur et les boîtiers électroniques où la gestion thermique est essentielle. Cependant, la conductivité électrique plus faible de l'A356 peut être préférée dans les applications nécessitant un blindage électromagnétique.
L'intégration avec services de moulage par injection influence souvent le choix des matériaux pour les composants hybrides où les pièces moulées en aluminium s'interfacent avec des inserts en polymère ou des opérations de surmoulage.
Compatibilité du processus de fabrication
La fonderie sous pression représente le principal processus de fabrication pour les deux alliages, mais leur compatibilité avec d'autres processus varie considérablement. L'A380 excelle dans les opérations de fonderie sous pression à haute pression (HPDC), où ses caractéristiques d'écoulement supérieures permettent des temps de cycle rapides et une qualité de pièce constante. La résistance de l'alliage au brasage (collage aux surfaces de la matrice) prolonge la durée de vie de l'outil et réduit les besoins de maintenance.
L'A356 présente une compatibilité de processus plus large, fonctionnant bien dans la fonderie au sable, la fonderie en moule permanent et les processus de formage semi-solide. Cette polyvalence rend l'A356 attrayant pour les applications à faible volume ou le prototypage où les coûts d'outillage de fonderie sous pression ne peuvent être justifiés.
Usinage post-coulée les caractéristiques diffèrent notamment entre les alliages. La dureté et la teneur en cuivre plus élevées de l'A380 créent des conditions d'usinage plus difficiles, nécessitant un outillage en carbure et une évacuation prudente des copeaux. L'A356, en particulier à l'état T6, s'usine plus facilement avec un outillage conventionnel et génère de meilleures finitions de surface.
| Processus | Adéquation A380 | Adéquation A356 | Considérations clés |
|---|---|---|---|
| Moulage sous pression à haute pression | Excellente | Bonne | L'avantage de fluidité d'A380 est essentiel |
| Moulage sous pression à basse pression | Bonne | Excellente | Les propriétés mécaniques d'A356 sont favorisées |
| Moulage au sable | Acceptable | Excellente | A356 standard pour le moulage au sable |
| Moule permanent | Bonne | Excellente | Les deux alliages conviennent |
| Usinage CNC | Difficile | Bonne | A356 plus usinable |
La compatibilité de la finition de surface varie également. L'A380 s'anodise raisonnablement bien, mais peut présenter de légères variations de couleur en raison de la teneur en cuivre. L'A356 offre une excellente réponse à l'anodisation avec un développement de couleur uniforme. Le revêtement en poudre et la peinture fonctionnent de la même manière sur les deux alliages après une préparation de surface appropriée.
Considérations relatives au contrôle de la qualité et aux essais
Les exigences de contrôle de la qualité diffèrent entre les applications A380 et A356, en fonction de leurs cas d'utilisation typiques et de leurs attentes en matière de performances. Les pièces A380 subissent souvent une inspection dimensionnelle et des essais mécaniques de base, en mettant l'accent sur l'intégrité de la coulée et la qualité de la surface. Les essais non destructifs comprennent généralement l'inspection visuelle et la vérification dimensionnelle.
Les composants A356, en particulier ceux des applications structurelles, nécessitent des protocoles d'essai plus complets. Les essais de traction, la vérification de la dureté et la validation du traitement thermique deviennent des exigences standard. Le processus de traitement thermique T6 nécessite une surveillance de la température et une vérification métallurgique pour assurer un durcissement par précipitation approprié.
La mise en œuvre du contrôle statistique des processus (SPC) varie entre les alliages. Les caractéristiques d'écoulement constantes de l'A380 permettent un contrôle dimensionnel étroit avec une surveillance standard des processus. Les exigences de traitement thermique de l'A356 introduisent des variables supplémentaires nécessitant une surveillance des cartes de contrôle de la température de la solution, de la vitesse de trempe et des paramètres de vieillissement.
L'intégration avec nos services de fabrication comprend une documentation de qualité complète répondant aux exigences de la norme ISO 9001, avec des certifications de matériaux et une vérification des propriétés mécaniques en tant que livrables standard.
Facteurs environnementaux et de durabilité
Les considérations environnementales influencent de plus en plus les décisions de sélection des matériaux. L'A380 et l'A356 offrent une excellente recyclabilité, avec les avantages inhérents à la durabilité de l'aluminium. Cependant, leurs empreintes énergétiques diffèrent en raison des exigences de traitement.
Le chemin de traitement plus simple de l'A380 (traitement thermique minimal) entraîne une consommation d'énergie plus faible par kilogramme produit. Le traitement thermique T6 de l'A356 ajoute des exigences énergétiques importantes, en particulier pendant le traitement thermique de mise en solution à 540 °C. Cette pénalité énergétique doit être mise en balance avec les avantages de performance obtenus.
La compatibilité du contenu recyclé varie entre les alliages. La tolérance plus élevée de l'A380 aux éléments traces le rend plus compatible avec les flux d'aluminium recyclé, tandis que les exigences de composition plus strictes de l'A356 peuvent nécessiter l'utilisation d'aluminium primaire pour les applications critiques.
Tendances futures et orientations de développement
Le développement des alliages continue d'évoluer pour répondre aux exigences changeantes de l'industrie. Les compositions A380 modifiées avec une teneur en cuivre réduite visent à améliorer la ductilité tout en conservant d'excellentes caractéristiques de coulée. Ces développements ciblent les initiatives d'allègement automobile nécessitant une meilleure résistance aux chocs.
Le développement de l'A356 se concentre sur l'amélioration des réponses au traitement thermique et l'amélioration de la stabilité thermique. Les traitements de vieillissement avancés et les compositions modifiées cherchent à étendre les avantages déjà impressionnants de l'alliage en matière de propriétés mécaniques.
La compatibilité de la fabrication additive représente une considération émergente. Bien qu'aucun des deux alliages ne soit actuellement largement utilisé dans l'impression 3D d'aluminium, la recherche se poursuit sur les variantes de métallurgie des poudres qui pourraient étendre leurs gammes d'applications.
Foire aux questions
Quel alliage offre une meilleure résistance à la corrosion, l'A380 ou l'A356 ?
L'A356 offre généralement une résistance à la corrosion supérieure en raison de sa teneur en cuivre plus faible. Le cuivre dans l'A380 peut créer des couples galvaniques qui accélèrent la corrosion dans les environnements marins ou industriels. Cependant, les deux alliages bénéficient de revêtements protecteurs dans les environnements agressifs.
L'A380 peut-il être traité thermiquement pour obtenir des propriétés similaires à celles de l'A356 ?
Non, l'A380 ne peut pas être traité thermiquement efficacement en raison de sa teneur élevée en cuivre, ce qui provoque une fusion naissante pendant le traitement thermique de mise en solution. L'alliage est généralement utilisé à l'état brut de coulée ou avec des traitements de relaxation des contraintes uniquement.
Quelle épaisseur de paroi minimale dois-je concevoir pour chaque alliage ?
L'A380 peut atteindre de manière fiable des épaisseurs de paroi allant jusqu'à 1,5 mm dans des conditions de coulée optimales, tandis que l'A356 nécessite généralement des parois minimales de 2,5 mm pour éviter la fissuration à chaud et assurer des propriétés mécaniques constantes.
Comment les coûts d'usinage se comparent-ils entre l'A380 et l'A356 ?
L'A356 s'usine généralement plus facilement et de manière plus rentable que l'A380. La teneur en cuivre et la dureté plus élevées de l'A380 nécessitent un outillage en carbure et entraînent des taux d'usure des outils plus élevés, ce qui augmente généralement les coûts d'usinage de 10 à 15 %.
Quel alliage est le meilleur pour les boîtiers électroniques à parois minces ?
L'A380 est généralement préféré pour les boîtiers électroniques à parois minces en raison de ses caractéristiques d'écoulement supérieures permettant des géométries complexes et des parois minces. Sa bonne conductivité thermique aide également à la dissipation de la chaleur dans les applications électroniques.
Quels sont les délais de livraison typiques pour les pièces dans chaque alliage ?
Les délais de livraison sont généralement similaires pour les deux alliages dans les applications de fonderie sous pression. Cependant, les pièces A356 nécessitant un traitement thermique T6 peuvent ajouter 1 à 3 jours au temps de traitement en fonction de la taille des lots et de la planification du four.
Comment les taux de recyclage se comparent-ils entre l'A380 et l'A356 ?
Les deux alliages sont hautement recyclables, mais la tolérance plus élevée de l'A380 aux éléments traces le rend légèrement plus compatible avec les flux de déchets d'aluminium mélangés. Les exigences de composition plus strictes de l'A356 peuvent nécessiter une ségrégation plus prudente des déchets pour les applications critiques.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece