Työkalukustannusten pienentäminen: Modulaariset muotit ja perhetyökalut
Työkalukustannukset voivat kuluttaa 30–40 % valmistusprojektin budjetista, mutta useimmat yritykset lähestyvät muotti- ja valumuottisuunnittelua yksikäyttöisesti. Modulaariset muotit ja perhetyökalut edustavat strategista siirtymää kohti kustannusten optimointia laadusta tinkimättä – leikkaamalla työkalukustannuksia 25–60 % samalla kun lyhennetään läpimenoaikoja ja parannetaan valmistuksen joustavuutta.
Tärkeimmät huomiot:
- Modulaariset muottijärjestelmät vähentävät alkuperäistä työkaluinvestointia 40–60 % jaettujen peruskomponenttien ja vaihdettavien sisäosien avulla
- Perhetyökalut mahdollistavat useiden osavariaatioiden samanaikaisen tuotannon, mikä optimoi koneiden käyttöasteen ja vähentää osakohtaisia kustannuksia
- Modulaarisuuden strateginen suunnittelu vaatii etukäteisanalyysiä, mutta tuottaa 3–5-kertaisen sijoitetun pääoman tuoton työkalun elinkaaren aikana
- Oikea materiaalivalinta ja tarkkuusvalmistus ovat kriittisiä – H13-työkaluteräspohjat P20-sisäosilla tarjoavat optimaalisen kestävyyden ja kustannussuhteen
Modulaarisen muottiarkkitehtuurin ymmärtäminen
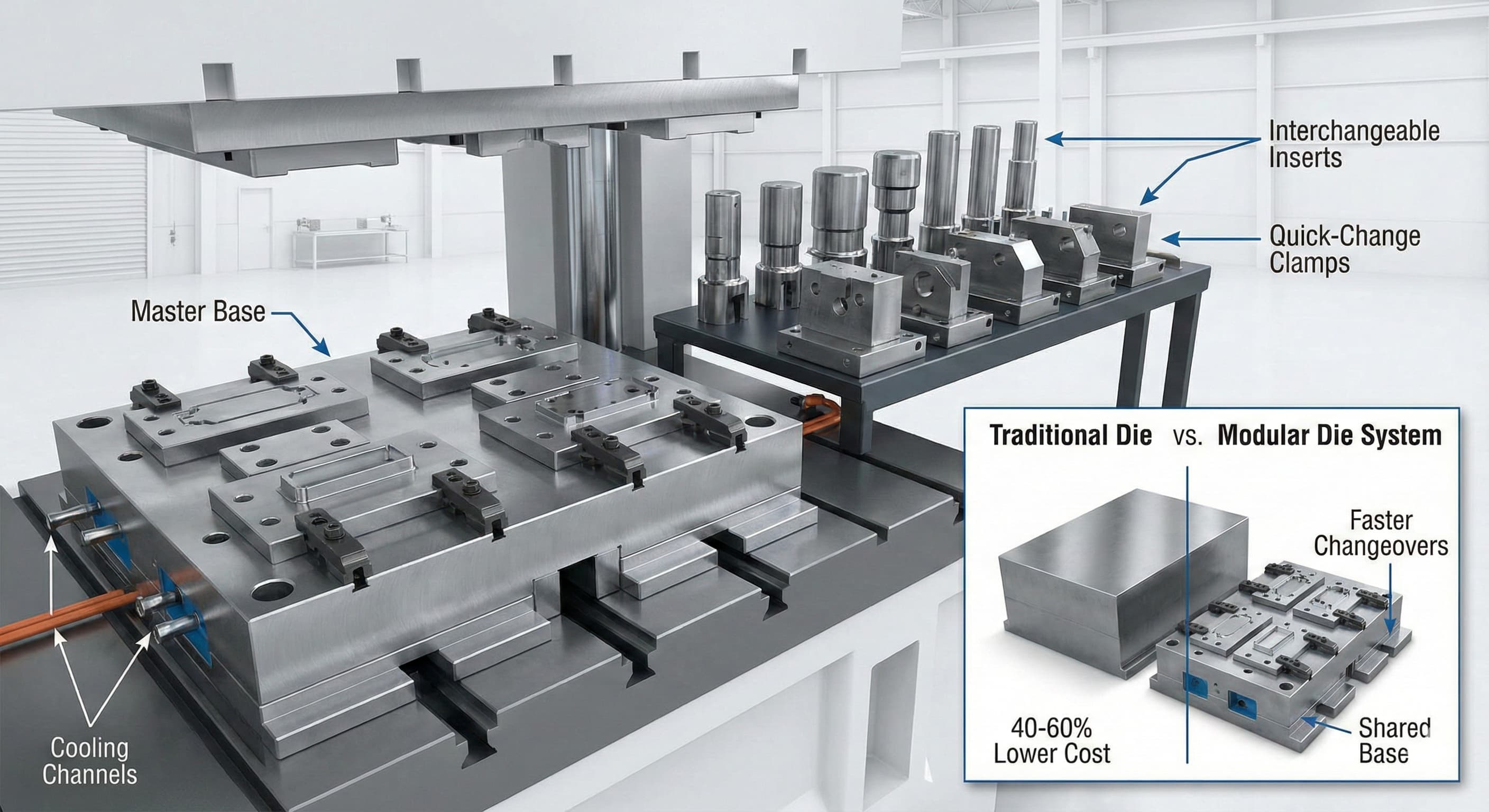
Modulaariset muotit rakentavat pohjimmiltaan uudelleen perinteiset työkalut erottamalla kiinteät peruskomponentit vaihtelevista muotoiluelementeistä. Perusrakenne sisältää poistojärjestelmän, jäähdytyskanavat ja kiinnitysrajapinnat, kun taas vaihdettavat sisäosat määrittävät osan geometrian. Tämä arkkitehtuuri mahdollistaa valmistajille huomattavien mittakaavaetujen hyödyntämisen tuoteperheissä.
Tyypillinen modulaarinen järjestelmä koostuu kolmesta päätasosta: pääpohja (15 000–45 000 €), standardoidut alilevyt (3 000–8 000 € kpl) ja tarkkuussisäosat (500–2 500 € per kolo). Kun tuotetaan 5–10 toisiinsa liittyvää osaa, jaettu perusinfrastruktuuri vähentää yksittäisiä työkalukustannuksia 40–60 % verrattuna erillisiin muotteihin.
Materiaalivalinnalla on ratkaiseva rooli modulaarisessa menestyksessä. H13-työkaluteräs (karkaistu 48–52 HRC:hen) tarjoaa optimaalisen perustan suurivolyymisille sovelluksille, tarjoten poikkeuksellisen lämpösyklinkestävyyden ja mittapysyvyyden. Pienemmän volyymin tuotannossa P20-teräs (28–32 HRC) tarjoaa riittävän suorituskyvyn 30 % alhaisemmalla hinnalla. Sisäosien materiaalit riippuvat osan monimutkaisuudesta: yksinkertaiset geometriat käyttävät P20:tä, kun taas monimutkaiset ominaisuudet, jotka vaativat teräviä yksityiskohtia, hyötyvät A2-työkaluteräksestä, joka on karkaistu 58–62 HRC:hen.
Suunnittelunäkökohdat ulottuvat materiaalivalintaa pidemmälle. Modulaariset järjestelmät vaativat tarkkoja kohdistusmekanismeja – tyypillisesti saavutetaan tappien avulla, joiden paikannustarkkuus on ±0,02 mm, ja mekaanisilla puristimilla, jotka pystyvät 150–200 baarin puristuspaineeseen. Jäähdytysjärjestelmän suunnittelusta tulee monimutkaisempaa, mikä vaatii pikaliittimiä ja joustavia jakotukkijärjestelmiä erilaisten sisäosakokoonpanojen mukauttamiseksi.
Perhetyökalujen suunnittelustrategiat
Perhetyökalut yhdistävät useita osavariaatioita yhdeksi työkalujärjestelmäksi, mikä maksimoi koneiden käyttöasteen ja minimoi asennuskustannukset. Strategia toimii erityisen hyvin komponenteille, joilla on samankaltaiset materiaalin paksuudet, mittasuhteet ja tuotantomäärät.
Kolme pääasiallista perhetyökalukokoonpanoa hallitsevat valmistussovelluksia: nauhajärjestely, pyöreä järjestely ja modulaariset kololohkot. Nauhajärjestelyt järjestävät osat lineaarisesti, mikä on ihanteellinen progressiivisille toiminnoille ja osille, joilla on samankaltaiset geometriat. Pyöreät järjestelyt optimoivat materiaalin käytön pyöreille tai kompakteille komponenteille, kun taas modulaariset kololohkot tarjoavat maksimaalisen joustavuuden sekalaisille osaperheille.
Kriittisiä suunnitteluparametreja ovat kolojen välinen etäisyys, juoksutusjärjestelmän optimointi ja poiston synkronointi. Kolojen vähimmäisetäisyys on tyypillisesti 25–40 mm riippuen osan koosta ja materiaalin virtausvaatimuksista. Juoksutusjärjestelmien on tasapainotettava materiaalihukka täyttölaadun kanssa – kuumakanavajärjestelmät vähentävät materiaalihukkaa 15–25 %, mutta lisäävät työkalukustannuksia 20 000–50 000 €.
Volyymianalyysi määrittää optimaaliset perheryhmittelyt. Osat, joiden tuotantosuhteet ovat 3:1, toimivat hyvin yhdessä, kun taas suuremmat erot luovat tehottomuutta. Esimerkiksi 100 000 kappaleen vuotuisen volyymin osan ryhmittely 25 000 kappaleen komponentin kanssa maksimoi työkalun käyttöasteen, mutta yhdistäminen 5 000 kappaleen erikoistuotteeseen luo tarpeetonta monimutkaisuutta.
| Perhetyökalukonfiguraatio | Optimaalinen osamäärä | Asennusaika | Materiaalin tehokkuus | Työkalun kustannushaarukka |
|---|---|---|---|---|
| Nauhan asettelu | 2-4 osaa | 15-25 minuuttia | 75-85 % | 25 000–60 000 € |
| Pyöreä järjestely | 4-8 osaa | 20-35 minuuttia | 80-90 % | 35 000–80 000 € |
| Modulaariset pesälohkot | 3-6 osaa | 10-20 minuuttia | 70-80 % | 40 000–100 000 € |
Seinämän paksuuden tasaisuus muuttuu erityisen haastavaksi perhetyökaluissa johtuen vaihtelevista osageometrioista ja virtauskuvioista. Laskennallinen virtausdynamiikka-analyysi auttaa optimoimaan porttien sijainnit ja juoksutuskoot varmistaakseen tasaisen täytön kaikissa koloissa.
Kustannusanalyysi ja ROI-laskelmat
Työkalukustannusten vähennyksen kvantifiointi edellyttää kattavaa analyysiä, joka ulottuu alkuperäistä investointia pidemmälle. Perinteiset yksikäyttöiset työkalut viiden osan perheelle maksavat tyypillisesti 150 000–300 000 €, kun taas vastaavat modulaariset tai perhetyökalujärjestelmät vaihtelevat 80 000–180 000 € – mikä edustaa välittömiä säästöjä 25–40 %.
Todellinen arvo syntyy kuitenkin elinkaarianalyysin kautta. Modulaariset järjestelmät mahdollistavat nopeat suunnittelun iteraatiot sisäosien muutosten avulla, jotka maksavat 1 500–5 000 € verrattuna 25 000–50 000 €:n täydellisiin työkalujen uudelleenrakennuksiin. Perhetyökalut vähentävät osakohtaisia asennuskustannuksia 150–300 €:sta 30–75 €:oon, mikä on erityisen vaikuttavaa keskisuurissa tuotantoajoissa.
Läpimenoajan lyhennys tarjoaa lisäarvoa. Vakiotyökalut vaativat 12–16 viikkoa monimutkaisille muoteille, kun taas modulaariset järjestelmät, joissa on valmiiksi rakennetut pohjat, lyhentävät tämän 6–10 viikkoon uusien sisäosien kehittämistä varten. Perhetyökalut eliminoivat useita asennuksia, mikä lyhentää kokonaistuotantoaikaa 15–30 % sekoitetuissa osajoissa.
Koneiden käyttöasteen parannukset lisäävät kustannushyötyjä. Yksikäyttöiset työkalut saavuttavat usein 40–60 %:n käyttöasteen vaihto- ja aikataulutusrajoitusten vuoksi. Perhetyökalut voivat nostaa käyttöasteen 75–85 %:iin, mikä tehokkaasti lisää tuotantokapasiteettia ilman pääomalaitteiden investointeja.
| Kustannusluokka | Perinteiset työkalut | Modulaariset muotit | Perhetyökalut | Säästöpotentiaali |
|---|---|---|---|---|
| Alkuinvestointi | 200 000 € | 120 000 € | 100 000 € | 40-50 % |
| Suunnittelumuutokset | 35 000 € | 8 000 € | 15 000 € | 57-77 % |
| Asennuskustannukset/ajo | 250 € | 180 € | 75 € | 28-70 % |
| Toimitusaika (viikkoa) | 14-18 | 8-12 | 10-14 | 30-44 % |
Materiaalivalinta ja kestävyysnäkökohdat
Työkalumateriaalin valinta vaikuttaa suoraan sekä alkuperäisiin kustannuksiin että pitkän aikavälin kestävyyteen. Modulaaristen ja perhejärjestelmien lisääntynyt monimutkaisuus vaatii huolellista materiaalien sovittamista sovellusvaatimuksiin ja tuotantomääriin.
Suurivolyymisissa painevalusovelluksissa, jotka ylittävät 500 000 sykliä, H13-työkaluteräs tarjoaa optimaalisen suorituskyvyn. Sen 1,05 % kromi- ja 1,50 % molybdeenipitoisuus tarjoaa erinomaisen lämpöväsymiskestävyyden ja säilyttää kovuuden jopa 600 °C:seen asti. Pintakäsittelyt, kuten nitridipinnoite, pidentävät työkalun käyttöikää 40–60 %, mikä lisää työkalukustannuksia 3 000–8 000 €, mutta vähentää vaihtotiheyttä.
Keskisuuret sovellukset (100 000–500 000 sykliä) hyötyvät P20-teräksen suorituskyvyn ja kustannusten tasapainosta. Esikarkaistu 28–32 HRC:hen, P20 eliminoi lämpökäsittelyn vääristymisriskit ja tarjoaa riittävän kulutuskestävyyden. Sen ylivoimainen työstettävyys lyhentää valmistusaikaa 20–25 % verrattuna H13:een.
Erikoissovellukset vaativat räätälöityjä ratkaisuja.Tiksomuovausoperaatiot, jotka toimivat 580–620 °C:ssa, vaativat korkealaatuisia työkaluteräksiä, kuten H11, tai mukautettuja seoksia, joilla on parannettu lämmönjohtavuus. Vaikka alkuperäiset kustannukset nousevat 40–60 %, pidennetty työkalun käyttöikä oikeuttaa investoinnin suurivolyymisessa tuotannossa.
Sisäosien materiaalit noudattavat erilaisia optimointikriteerejä. Tiheät vaihtosovellukset asettavat työstettävyyden ja kustannukset etusijalle verrattuna lopulliseen kestävyyteen. 1018-teräs tai alumiini 7075-T6 tarjoavat riittävän suorituskyvyn prototyyppi- ja pienivolyymisille tuotantosisäosille, mikä vähentää kustannuksia 60–70 % verrattuna työkaluteräsvaihtoehtoihin.
Jäähdytysjärjestelmän materiaalit vaikuttavat merkittävästi suorituskykyyn. Kupariseoksesta valmistetut jäähdytyslinjat tarjoavat 3 kertaa paremman lämmönjohtavuuden kuin teräs, mutta maksavat 4 kertaa enemmän. Suurisyklisissä sovelluksissa parannettu lämmönpoisto oikeuttaa investoinnin lyhentämällä sykliaikoja ja pidentämällä työkalun käyttöikää.
Valmistuksen tarkkuus ja laadunvalvonta
Modulaariset ja perhetyökalujärjestelmät vaativat kohonneita tarkkuusstandardeja varmistaakseen oikean istuvuuden ja tasaisen osan laadun. Mittatoleranssit tiukkenevat 30–50 % verrattuna yksikäyttöisiin työkaluihin, ja kriittiset rajapinnat vaativat ±0,01 mm:n tarkkuuden.
Peruskomponenttien valmistus luo perustan järjestelmän menestykselle. Kiinnityspintojen on oltava pintakäsiteltyjä Ra 0,4 μm tai paremmin, jotta estetään mikroliike tuotannon aikana. Tappien reikien on säilytettävä ±0,005 mm:n paikkakohtainen toleranssi, kun taas kiinnityspintojen on pysyttävä tasaisina 0,02 mm:n sisällä koko leveydeltään.
Sisäosien valmistus tasapainottaa tarkkuuden kustannustehokkuuden kanssa. Kriittiset muotoilupinnat säilyttävät ±0,025 mm:n mittatoleranssin, kun taas ei-kriittiset ominaisuudet voivat rentoutua ±0,05 mm:iin. Pintakäsittelyvaatimukset vaihtelevat sovelluksen mukaan: Näkyvien osien luokan A pinnat vaativat Ra 0,2 μm, kun taas toiminnalliset pinnat hyväksyvät Ra 0,8 μm.
Laadunvalvontamenettelyt laajenevat perinteisen työkalujen tarkistuksen ulkopuolelle. Modulaariset järjestelmät vaativat kokoonpanon tarkistusprotokollia, jotka vahvistavat sisäosien oikean istuvuuden, jäähdytyspiirin eheyden ja poistojärjestelmän synkronoinnin. Perhetyökalut vaativat virtausanalyysin validointia, joka varmistaa tasapainoisen täytön kaikissa koloissa.
Saat tarkkoja tuloksia,pyydä ilmainen tarjous ja saat hinnoittelun 24 tunnissa Microns Hubilta.
Mittaus- ja tarkastusprotokollat mukautuvat modulaariseen monimutkaisuuteen. Koordinaattimittauskoneet tarkistavat peruskomponenttien geometrian, kun taas optiset vertailijat tarkistavat sisäosien profiilit. Kokoonpanon tarkistus käyttää hyväksytty/hylätty-mittareita, jotka vahvistavat oikean istuvuuden ja toiminnan ennen tuotantokokeita.
Integrointi moderniin valmistukseen
Teollisuus 4.0 -teknologiat vahvistavat modulaaristen ja perhetyökalujen etuja parannetun valvonnan, ennakoivan kunnossapidon ja automatisoitujen vaihto-järjestelmien avulla. Älykkäät työkalut sisältävät antureita, jotka valvovat lämpötilaa, painetta ja syklin määrää, tarjoten reaaliaikaista suorituskykytietoa.
Automatisoidut vaihto-järjestelmät lyhentävät asennusajat 30–60 minuutista 5–15 minuuttiin robottien sisäosien käsittelyn ja ennalta määritettyjen paikannusjärjestelmien avulla. Vaikka järjestelmän kustannukset nousevat 50 000–150 000 €, automaatio maksaa itsensä takaisin 18–24 kuukaudessa suurisekoitteisissa tuotantoympäristöissä.
Digitaalinen kaksoisteknologia mahdollistaa perhetyökalukokoonpanojen virtuaalisen optimoinnin ennen fyysistä valmistusta. Simulaatio-ohjelmisto ennustaa täyttökuvioita, tunnistaa mahdolliset laatuongelmat ja optimoi juoksutusjärjestelmät, mikä vähentää fyysisiä prototyyppikustannuksia 40–60 %.
Ennakoivat kunnossapitoalgoritmit analysoivat anturitietoja ennustaakseen sisäosien kulumista ja ajoittavat vaihdon ennen laadun heikkenemistä. Tämä ennakoiva lähestymistapa vähentää hylkyprosentteja 15–25 % ja eliminoi hätäkorjausten seisokit.
Integrointi ohutlevyvalmistuspalveluihin luo kattavia valmistusratkaisuja, jotka yhdistävät useita prosesseja optimoiduissa tuotantojaksoissa. Tämä kokonaisvaltainen lähestymistapa vähentää käsittelykustannuksia ja parantaa yleistä laadunvalvontaa.
Toteutusstrategia ja suunnittelu
Onnistunut modulaaristen työkalujen toteutus edellyttää olemassa olevien tuotevalikoimien ja tulevien kehityssuunnitelmien järjestelmällistä analyysiä. Prosessi alkaa kattavalla osaperheanalyysillä, joka tunnistaa mahdollisuudet yhdistämiseen ja standardointiin.
Osien luokittelu tutkii mittasuhteita, materiaalivaatimuksia, tuotantomääriä ja laatuvaatimuksia. Komponenteista, joilla on samankaltaisia ominaisuuksia, tulee ehdokkaita perhetyökaluille, kun taas osat, jotka vaativat usein suunnittelumuutoksia, hyötyvät modulaarisista lähestymistavoista.
Investointianalyysi vertaa perinteisiä työkalukustannuksia modulaarisiin vaihtoehtoihin 3–5 vuoden aikajänteellä. Analyysi sisältää alkuperäiset työkalukustannukset, muutoskulut, asennusajan säästöt ja koneiden käyttöasteen parannukset. Takaisinmaksuajat vaihtelevat tyypillisesti 12–24 kuukauteen riippuen tuotantomääristä ja osan monimutkaisuudesta.
Riskien arviointi tunnistaa mahdolliset haasteet, mukaan lukien lisääntynyt suunnittelun monimutkaisuus, toimittajien kyvykkyysvaatimukset ja laadunvalvontavaatimukset. Lieventämisstrategiat käsittelevät jokaisen tunnistetun riskin toimittajien pätevöinnin, parannettujen tarkastusmenettelyjen ja varasuunnittelun avulla.
Kun työskentelet Microns Hubin kanssa, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa onnistuneen modulaarisen työkalujen toteutuksen edellyttämän huomion yksityiskohtiin.
Toteutus etenee pilottiohjelmien kautta, jotka validoivat konseptit edustavissa osaperheissä ennen täysimittaista käyttöönottoa. Pilottitulokset ohjaavat suunnittelustandardien, valmistusmenettelyjen ja laadunvalvontaprotokollien tarkentamista. Onnistumisen mittareita ovat kustannusten vähennyssaavutukset, laadun parannukset ja läpimenoaikojen lyhennykset.
Koulutusohjelmat varmistavat, että tuotantotiimit ymmärtävät modulaarisen järjestelmän toiminnan, vaihto-menettelyt ja kunnossapitovaatimukset. Dokumentointistandardit tallentavat saadut kokemukset ja luovat parhaat käytännöt tulevia sovelluksia varten.
Edistyksellinen suunnittelun optimointi
Modulaaristen ja perhetyökalujen optimointi ulottuu perusyhdistämistä pidemmälle ja kattaa kehittyneet suunnittelustrategiat, jotka maksimoivat tehokkuuden ja minimoivat kustannukset. Kehittyneitä tekniikoita ovat parametriset suunnittelujärjestelmät, topologiaoptimointi ja monen tavoitteen optimointialgoritmit.
Parametrinen suunnittelu mahdollistaa nopeat kokoonpanomuutokset muuttujavetoisen geometrian muokkauksen avulla. Päämalleihin sisällytetään suunnittelusääntöjä ja rajoituksia, jotka säätävät automaattisesti jäähdytyskanavia, poistojärjestelmiä ja rakenne-elementtejä sisäosien kokoonpanojen muuttuessa. Tämä lähestymistapa lyhentää suunnitteluaikaa 50–70 % johdannaistuotteille.
Topologiaoptimointialgoritmit määrittävät optimaalisen materiaalin jakautumisen työkalurakenteissa, mikä vähentää painoa 20–30 % säilyttäen samalla rakenteellisen eheyden. Painon vähennys merkitsee materiaalikustannussäästöjä ja parantaa käsittelyominaisuuksia asennustoimintojen aikana.
Monen tavoitteen optimointi tasapainottaa kilpailevia vaatimuksia, mukaan lukien työkalukustannukset, sykliaika, osan laatu ja työkalun käyttöikä. Geneettiset algoritmit tutkivat tuhansia suunnitteluvaihtoehtoja tunnistaakseen Pareto-optimaaliset ratkaisut, jotka tarjoavat parhaan kokonaissuorituskyvyn.
Jäähdytysjärjestelmän optimointi käyttää laskennallista virtausdynamiikkaa ja lämmönsiirtoanalyysiä optimoimaan kanavien reitityksen, halkaisijakoon ja virtauksen jakautumisen. Kehittyneet jäähdytysmallit lyhentävät sykliaikoja 10–20 % parantaen samalla osan laadun johdonmukaisuutta paremman lämpötilan hallinnan avulla.
Integrointi valmistuspalveluihimme tarjoaa kattavia ratkaisuja, jotka kattavat suunnittelun optimoinnin, työkalujen valmistuksen ja tuotannon toteutuksen. Tämä integroitu lähestymistapa varmistaa saumattoman toteutuksen konseptista täysimittaiseen tuotantoon.
Usein kysytyt kysymykset
Mikä on pienin tuotantomäärä, joka oikeuttaa modulaarisen työkaluinvestoinnin?
Modulaarisista työkaluista tulee kustannustehokkaita, kun yhdistetty perhevolyymi ylittää 50 000 yksikköä vuodessa 3–5 toisiinsa liittyvässä osassa. Yksittäisten osien volyymit, jotka ovat niinkin alhaiset kuin 10 000 yksikköä, voivat oikeuttaa modulaariset lähestymistavat, kun suunnittelumuutokset ovat tiheitä tai tulevaa volyymin kasvua odotetaan.
Miten modulaariset muotit vaikuttavat osan laatuun verrattuna erillisiin työkaluihin?
Oikein suunnitellut modulaariset järjestelmät saavuttavat vastaavan osan laadun kuin erilliset työkalut. Kriittisiä tekijöitä ovat tarkat sisäosan ja pohjan rajapinnat (±0,01 mm), oikea jäähdytyspiirin integrointi ja validoidut kokoonpanomenettelyt. Jotkin sovellukset voivat nähdä pieniä parannuksia optimoitujen jäähdytys- ja poistojärjestelmien ansiosta.
Mitkä kunnossapitovaatimukset eroavat modulaaristen ja perinteisten työkalujen välillä?
Modulaariset järjestelmät vaativat lisähuomiota rajapintojen puhtaudelle, tiivisteiden eheydelle ja kohdistuksen tarkistukselle. Kunnossapitovälit voivat lyhentyä 10–20 % lisääntyneen monimutkaisuuden vuoksi, mutta sisäosien kunnossapitokustannukset laskevat merkittävästi verrattuna täydelliseen työkalujen huoltoon.
Voidaanko olemassa olevat työkalut muuntaa modulaarisiksi järjestelmiksi?
Muuntokelpoisuus riippuu alkuperäisestä työkalun suunnittelusta ja kunnosta. Yksinkertaiset geometriat, joissa on riittävästi rakennemateriaalia, voivat usein mukautua muuntamiseen, kun taas monimutkaiset työkalut saattavat vaatia täydellisen uudelleenrakentamisen. Muuntokustannukset vaihtelevat tyypillisesti 40–70 % uuden modulaarisen työkalun investoinnista.
Mitä läpimenoaikaetuja perhetyökalut tarjoavat?
Perhetyökalut lyhentävät kokonaistuotannon läpimenoaikoja 25–40 % eliminoimalla useita asennuksia ja vaihtoja. Suunnittelu- ja valmistusajat voivat pidentyä 2–4 viikkoa lisääntyneen monimutkaisuuden vuoksi, mutta tuotannon tehokkuuden lisäykset kompensoivat enemmän kuin pidemmän alkuperäisen kehityksen.
Miten materiaalikustannukset vertautuvat modulaaristen ja perinteisten lähestymistapojen välillä?
Alkuperäiset materiaalikustannukset modulaarisille järjestelmille nousevat tyypillisesti 15–25 % tarkkojen rajapintojen ja erikoiskomponenttien vuoksi. Elinkaaren materiaalikustannukset kuitenkin laskevat sisäosien tason vaihdon kautta verrattuna täydelliseen työkalujen uudelleenrakentamiseen, mikä johtaa 30–50 %:n materiaalikustannussäästöihin 3–5 vuoden aikana.
Mitä suunnittelurajoituksia sovelletaan modulaarisiin työkalujärjestelmiin?
Modulaariset järjestelmät toimivat parhaiten osien kanssa, joilla on samankaltaiset materiaalin virtausvaatimukset, poistokuviot ja jäähdytystarpeet. Äärimmäiset kuvasuhteet, monimutkaiset alileikkaukset tai suuresti vaihtelevat sykliajat voivat rajoittaa yhdistämismahdollisuuksia. Huolellinen osaperheanalyysi tunnistaa optimaaliset ryhmittelyt välttäen samalla ongelmallisia yhdistelmiä.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece