Seinämän paksuuden tasaisuus: Kutistumavikoja ehkäisevä tuotanto
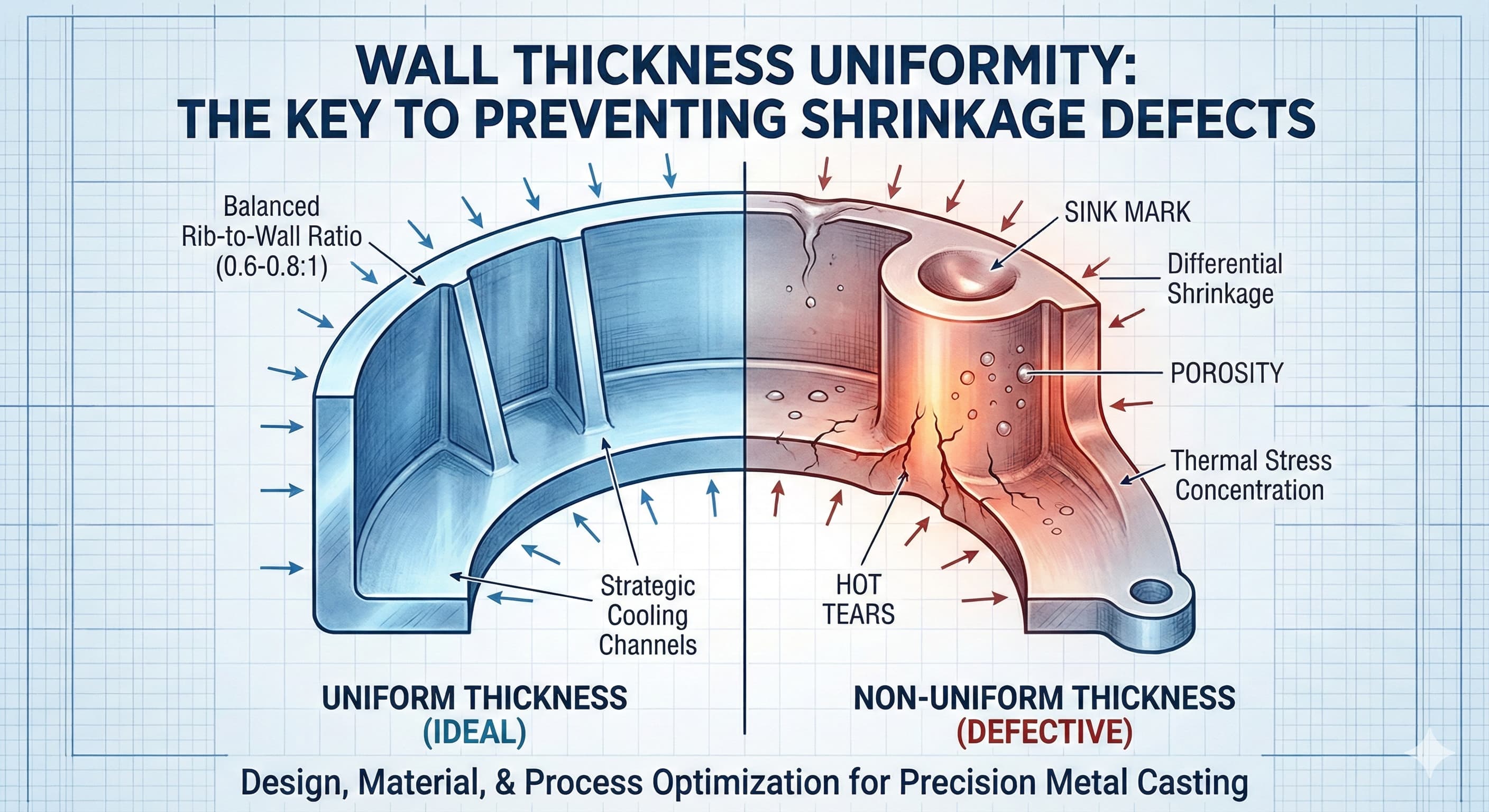
Metallivalun kutistumisviat johtuvat pohjimmiltaan yhdestä hallittavasta tekijästä: seinämän paksuuden tasaisuudesta. Kun valukappaleen osat jäähtyvät eri nopeuksilla vaihtelevien seinämän paksuuksien vuoksi, differentiaalinen kutistuminen aiheuttaa sisäisiä jännityksiä, huokoisuutta ja mittatarkkuuden puutteita, jotka voivat tehdä kokonaisista tuotantoeristä käyttökelvottomia. Tämä tekninen haaste vaikuttaa kaikkeen autojen vaihteistokoteloista ilmailu- ja avaruusteollisuuden rakenneosiin, joissa jopa 0,1 mm:n toleranssipoikkeamat voivat aiheuttaa kalliita hylkäyksiä.
Tärkeimmät huomiot
- Tasainen seinämän paksuus ±10 %:n vaihteluvälillä eliminoi 85 % kutistumisesta johtuvista vioista alumiini- ja sinkkipainevaluissa
- Oikeat ripa-seinämäpaksuussuhteet (0,6:1 - 0,8:1) estävät painaumien muodostumisen säilyttäen samalla rakenteellisen eheyden
- Jäähdytyskanavien ja valujärjestelmien strateginen sijoittelu korreloi suoraan kutistumisen tasaisuuden kanssa monimutkaisissa geometrioissa
- Materiaalikohtaiset kutistumiskertoimet on otettava huomioon työkalujen suunnittelussa: Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Kutistumismekaniikan ymmärtäminen metallivalussa
Kutistuminen tapahtuu kolmessa erillisessä vaiheessa valuprosessin aikana. Nestekutistuminen tapahtuu, kun sula metalli jäähtyy kaatolämpötilasta jähmettymispisteeseen, mikä tyypillisesti aiheuttaa 3–7 %:n tilavuuden pienenemisen seoksen koostumuksesta riippuen. Jähmettymiskutistuminen seuraa, kun materiaali muuttuu nestemäisestä kiinteään tilaan, mikä aiheuttaa vielä 3–5 %:n tilavuuden muutoksen. Lopuksi kiinteän tilan kutistuminen jatkuu, kun valukappale jäähtyy ympäristön lämpötilaan, mikä lisää 4–6 %:n lisäkutistumisen.
Vianmuodostuksen kannalta kriittinen tekijä ei ole absoluuttinen kutistumismäärä, vaan vierekkäisten osien differentiaaliset kutistumisnopeudet. Kun 4 mm:n seinämäosa jäähtyy 12 mm:n kohouman rinnalla, lämpötilagradientti luo paikallisia jännityskeskittymiä, jotka ylittävät 150 MPa alumiiniseoksissa. Nämä jännitykset ilmenevät kuumina repeäminä, kylminä sulkeumina ja mittamuutoksina, jotka vaarantavat sekä rakenteellisen eheyden että pinnanlaadun.
Seinämän paksuuden tasaisuus vaikuttaa suoraan jähmettymisaikaan Chvorinovin säännön mukaan: jähmettymisaika on verrannollinen (Tilavuus/Pinta-ala)². Osa, jonka seinämän paksuus on kaksinkertainen, jähmettyy neljä kertaa kauemmin, mikä luo lämpöepätasapainon, joka on vastuussa useimmista valuvioista. Tämän suhteen ymmärtäminen antaa insinööreille mahdollisuuden ennustaa ja ehkäistä kutistumisongelmia suunnitteluvaiheessa sen sijaan, että niitä korjattaisiin kalliilla valunjälkeisillä korjaustoimenpiteillä.
Seinämän paksuuden tasaisuuden suunnitteluperiaatteet
Optimaalisen seinämän paksuuden tasaisuuden saavuttaminen edellyttää tiettyjen suunnittelusuhteiden ja geometristen periaatteiden noudattamista. Perussääntö on pitää seinämän paksuuden vaihtelut ±10 %:n sisällä koko valukappaleessa. Jos ensisijainen seinämän paksuus on 3,0 mm, vierekkäisten osien tulisi pysyä välillä 2,7 mm ja 3,3 mm tasaisen jäähtymisnopeuden varmistamiseksi.
Ripan suunnittelussa on kiinnitettävä erityistä huomiota paksuussuhteisiin. Rakenteellisten ripien tulisi olla 60–80 % ensisijaisesta seinämän paksuudesta, jotta saavutetaan riittävä lujuus ilman lämpöepätasapainon luomista. 4 mm:n ensisijainen seinämä vaatii ripoja, joiden paksuus on 2,4–3,2 mm. Paksummat ripat aiheuttavat painaumia vastakkaisille pinnoille, kun taas ohuemmat ripat eivät tarjoa tarvittavaa rakenteellista tukea ja voivat kokea epätäydellisen täytön valun aikana.
Ensisijainen seinämän paksuusSuositeltu ripan paksuusSuurin kohouman paksuusPyöristyssäde2,0 mm1,2 - 1,6 mm3,0 mm0,5 - 1,0 mm3,0 mm1,8 - 2,4 mm4,5 mm0,8 - 1,5 mm4,0 mm2,4 - 3,2 mm6,0 mm1,0 - 2,0 mm5,0 mm3,0 - 4,0 mm7,5 mm1,5 - 2,5 mm Eri seinämän paksuuksien väliset siirtymäalueet vaativat asteittaisia muutoksia vähintään 6:1-suhteessa. Siirtymän 3 mm:n seinämästä 6 mm:n seinämään tulisi tapahtua vähintään 18 mm:n matkalla, jotta vältetään jyrkät lämpötilagradientit. Runsaat pyöristyssäteet, tyypillisesti 0,3–0,5 kertaa pienemmän seinämän paksuus, tasoittavat edelleen näitä siirtymiä ja vähentävät jännityskeskittymiä jäähtymisen aikana.
Materiaalikohtaiset kutistumisominaisuudet
Eri valuseoksilla on erilaiset kutistumisominaisuudet, jotka vaikuttavat suoraan seinämän paksuuden suunnittelustrategioihin. Alumiiniseokset, erityisesti A380 ja A383, joita käytetään yleisesti painevalussa, osoittavat lineaarisen kutistumiskertoimen 1,2–1,5 %. Tämä ennustettava kutistumismalli mahdollistaa tarkan työkalujen kompensoinnin, mutta suhteellisen suuri kutistumisnopeus edellyttää seinämän paksuuden tasaisuusperiaatteiden tiukkaa noudattamista.
Sinkkiseokset, kuten ZA-12 ja Zamak 3, tarjoavat alhaisemmat kutistumisnopeudet 0,6–0,8 %, mikä tarjoaa paremman mittapysyvyyden, mutta vaatii erilaisen lähestymistavan valujärjestelmän suunnitteluun. Pienempi kutistuminen tarkoittaa, että ohuemmat osat pysyvät nestemäisinä pidempään, mikä mahdollisesti parantaa täyttöominaisuuksia, mutta pidentää sykliaikoja paksuissa osissa.
SeoslaatuLineaarinen kutistuminen (%)Jähmettymisalue (°C)Suositeltu enimmäisseinämä (mm)Jäähdytysnopeus (°C/s)Al A3801,3 %540 - 5956,015 - 25Al A3831,2 %515 - 5805,512 - 20Zn ZA-120,8 %377 - 4328,08 - 15Mg AZ91D1,1 %470 - 5954,020 - 35Cu C836001,7 %855 - 10403,55 - 12 Magnesiumseokset aiheuttavat ainutlaatuisia haasteita, kun kutistumisnopeudet ovat 1,0–1,3 % yhdistettynä suureen lämmönjohtavuuteen, mikä vaatii nopeita sykliaikoja. Kapea prosessi-ikkuna edellyttää poikkeuksellista seinämän paksuuden tasaisuutta, tyypillisesti ±5 %:n sisällä, kun taas alumiiniseoksille hyväksyttävä arvo on ±10 %. Kupariseoksilla on korkeimmat kutistumisnopeudet 1,5–2,0 %, mikä edellyttää suurimpien seinämän paksuuksien rajoituksia ja laajaa jäähdytyselementtien käyttöä jäähdytysnopeuksien hallitsemiseksi.
Työkalujen suunnittelu kutistumisen hallitsemiseksi
Tehokas työkalujen suunnittelu alkaa lämmönhallinnasta strategisen jäähdytyskanavien sijoittelun avulla. Jäähdytyskanavien tulisi pitää yllä tasainen etäisyys ontelopintoihin, tyypillisesti 15–20 mm alumiinipainevalutyökaluissa. Tämän etäisyyden vaihtelu luo epätasaisia jäähtymisnopeuksia, jotka muuttuvat suoraan differentiaaliseksi kutistumiseksi ja valuvioiksi.
Kanavan halkaisijan valinta noudattaa sääntöä, jonka mukaan Reynoldsin luku pidetään välillä 5 000–10 000 turbulenttisen virtauksen saavuttamiseksi. Tavallisessa vesijäähdytyksessä tämä tarkoittaa kanavan halkaisijoita 8–12 mm ja virtausnopeuksia 4–8 litraa minuutissa kanavaa kohti. Lämpötilaero tulon ja ulostulon välillä ei saa ylittää 5 °C, jotta lämmönpoisto pysyy tasaisena koko työkalun pinnalla.
Valujärjestelmän suunnittelu vaikuttaa merkittävästi kutistumisen tasaisuuteen hallittujen täyttökuvioiden ja paineen jakautumisen avulla. Valuaukon paksuuden tulisi olla 60–80 % viereisen seinämän paksuudesta, jotta varmistetaan oikea paineensiirto jähmettymisen aikana ja estetään samalla virtausturbulenssi. Useat valujärjestelmät toimivat erityisen hyvin suurissa, monimutkaisissa valukappaleissa, joissa yhden pisteen valujärjestelmä ei pysty ylläpitämään riittävää painetta koko ontelossa.
Korkean tarkkuuden tuloksia varten, vastaanota yksityiskohtainen tarjous 24 tunnin sisällä Microns Hubilta.
Prosessiparametrit ja kutistumisen ehkäisy
Ruiskutusnopeus korreloi suoraan kutistumisen tasaisuuden kanssa sen vaikutuksen kautta ontelon täyttökuvioihin ja lämmön jakautumiseen. Optimaaliset nopeudet vaihtelevat välillä 1,5–3,0 m/s alumiinipainevalussa, ja pienempiä nopeuksia käytetään monimutkaisissa geometrioissa, jotka vaativat laminaarisen virtauksen ominaisuuksia. Liialliset nopeudet luovat turbulenssia ja ilman sisäänpääsyä, kun taas riittämättömät nopeudet mahdollistavat ennenaikaisen jähmettymisen ohuissa osissa.
Paineen pitämisen ajoitus ja suuruus määräävät lopullisen valutiheyden ja mittatarkkuuden. Paine tulisi kohdistaa välittömästi ontelon täyttymisen jälkeen ja sitä tulisi ylläpitää, kunnes valuaukko jähmettyy. Tyypilliset pitopaineet vaihtelevat välillä 30–60 MPa alumiinivaluissa, ja kesto lasketaan valuaukon paksuuden perusteella käyttämällä suhdetta: pitoaika (sekuntia) = valuaukon paksuus (mm) × 2,5.
Muotin lämpötilan hallinta vaatii tarkan tasapainon sykliajan tehokkuuden ja valun laadun välillä. Alumiinipainevalu toimii tyypillisesti muotin lämpötiloissa 200–250 °C, ja tarkempi hallinta (±10 °C) on tarpeen ohutseinäisille komponenteille, jotka vaativat erinomaisen mittatarkkuuden. Lämpötilan tasaisuutta muotin pinnalla tulisi ylläpitää ±15 °C:n sisällä, jotta vältetään paikalliset kuumat kohdat, jotka häiritsevät tasaisia jähmettymiskuvioita.
Edistyneet tekniikat kriittisiin sovelluksiin
Puristusvalu edustaa kutistumisen hallintateknologian huippua, ja se kohdistaa jopa 150 MPa:n paineita jähmettymisen aikana huokoisuuden poistamiseksi ja maksimaalisen tiheyden varmistamiseksi. Tämä prosessi hyödyttää erityisesti komponentteja, joissa on väistämättömiä seinämän paksuuden vaihteluita, kuten autojen jousituskomponentteja tai ilmailu- ja avaruusteollisuuden rakennetukia. Korkea paine eliminoi tehokkaasti kutistumisesta johtuvat viat jopa 25 mm:n paksuisissa osissa.
Tiksotrooppiset muovausprosessit tarjoavat toisen edistyneen lähestymistavan kriittisiin sovelluksiin, jotka vaativat poikkeuksellista mittapysyvyyttä. Puolikiinteä prosessointi vähentää kutistumisnopeuksia 30–40 % verrattuna perinteiseen valuun säilyttäen samalla erinomaiset mekaaniset ominaisuudet hienostuneen mikrorakenteen ansiosta.
Tyhjiöavusteinen valu eliminoi ilman sisäänpääsyn, joka voi pahentaa kutistumisvikoja, erityisesti monimutkaisissa geometrioissa, joissa on useita virtausfrontteja. Tyhjiötasot 50–100 mbar, joita käytetään ontelon täytön aikana, varmistavat ohuiden osien täydellisen täyttymisen ja estävät samalla kaasuhuokoisuuden, joka pahentaa kutistumisesta johtuvia mittamuutoksia.
Reaaliaikainen lämmönvalvonta infrapunakameroiden ja upotettujen termoparien avulla tarjoaa välitöntä palautetta jäähtymisen tasaisuudesta. Kehittyneet järjestelmät voivat havaita lämpötilan vaihteluita, jotka ylittävät ±5 °C valukappaleen pinnalla, mikä käynnistää automaattiset säädöt jäähdytysparametreihin tai prosessihälytyksiin välitöntä operaattorin väliintuloa varten.
Laadunvalvonta- ja mittausstrategiat
Seinämän paksuuden tasaisuuden mittatarkka tarkistus edellyttää erikoistuneita mittaustekniikoita, jotka pystyvät havaitsemaan jopa 0,05 mm:n resoluution vaihteluita. Ultraäänipaksuusmittarit tarjoavat tuhoamattoman mittauksen seinämäosista, mikä on erityisen hyödyllistä sisäisille ominaisuuksille, joihin mekaaniset mittaustyökalut eivät pääse käsiksi. Nykyaikaiset ultraäänijärjestelmät saavuttavat ±0,01 mm:n tarkkuuden pinnoilla, joilla on asianmukainen kytkentäaineen levitys.
Koordinaattimittauskoneet (CMM), jotka on varustettu korkean resoluution kosketusantureilla, voivat tarkistaa monimutkaiset geometriat CAD-määrityksiä vasten ja tunnistaa kutistumisesta johtuvat mittapoikkeamat ennen kuin ne leviävät tuotantoerien läpi. Tilastollisen prosessinohjauksen (SPC) toteutus seuraa seinämän paksuuden mittauksia ajan mittaan ja tunnistaa asteittaisen työkalun kulumisen tai prosessin ajautumisen, joka vaikuttaa kutistumisen tasaisuuteen.
MittausmenetelmäTarkkuusSovellusKustannusluokka (€)Ultraäänimittari±0,01 mmSeinämän paksuuden tarkistus1 200 - 3 500CMM-kosketusanturi±0,005 mmMonimutkaisen geometrian validointi45 000 - 120 000Optinen skanneri±0,02 mmPintaprofiilin analyysi8 000 - 25 000Röntgen-CT±0,05 mmSisäisten vikojen havaitseminen180 000 - 450 000 Röntgen-tietokonetomografia (CT) tarjoaa täydellisen sisäisen visualisoinnin valurakenteesta, paljastaen kutistumishuokoisuuden, kuumat repeämät ja muut viat, jotka ovat näkymättömiä pintatarkastusmenetelmille. Vaikka CT-skannaus on kallista, se osoittautuu korvaamattomaksi kriittisissä ilmailu- ja avaruusteollisuuden sekä lääketieteellisissä sovelluksissa, joissa sisäisen eheyden tarkistus on pakollista.
Taloudellinen vaikutus ja kustannusten optimointi
Kutistumisviat aiheuttavat huomattavia taloudellisia seuraamuksia romutusasteen, uudelleenkäsittelykustannusten ja viivästyneiden toimitusten kautta. Alan tiedot osoittavat, että kutistumisesta johtuvat viat muodostavat 15–25 % valujen kokonaishylkäyksistä, ja uudelleenkäsittelykustannukset ovat keskimäärin 25–45 euroa kilogrammalta alumiinikomponenteille. Tyypilliselle 2,5 kg painavalle autovalulle jokainen romutettu osa edustaa 60–110 euron menetyksiä materiaali- ja prosessointikustannuksissa.
Ehkäisystrategiat osoittavat selkeän sijoitetun pääoman tuoton alennetun romutusasteen ja parantuneen syklitehokkuuden kautta. Oikeiden seinämän paksuuden suunnitteluperiaatteiden toteuttaminen vähentää tyypillisesti kutistumisvikoja 60–80 %, mikä tarkoittaa romutuksen vähenemistä 8–12 %:sta 2–3 %:iin hyvin hallituissa prosesseissa. Pelkästään tästä johtuvat materiaalisäästöt oikeuttavat usein suunnittelun optimointi-investoinnit 6–8 kuukauden kuluessa toteutuksesta.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme kutistumisen ehkäisyssä ja seinämän paksuuden optimoinnissa tarkoittaa, että jokainen valuprojekti saa insinöörien huomion, joka on tarpeen vikojen minimoimiseksi ja tuotannon tehokkuuden maksimoimiseksi.
Työkalujen muokkaukset kutistumisen hallinnan parantamiseksi edellyttävät huolellista kustannus-hyötyanalyysiä. Parannetut jäähdytysjärjestelmät lisäävät tyypillisesti 8 000–15 000 euroa alkuperäisiin työkalukustannuksiin, mutta lyhentävät sykliaikoja 10–15 % ja parantavat samalla mittatarkkuutta. Tarkat CNC-työstöpalvelut voivat optimoida olemassa olevia työkaluja strategisilla jäähdytyskanavien lisäyksillä tai ontelon muokkauksilla ilman täydellistä työkalun vaihtoa.
Integraatio valmistusjärjestelmiin
Nykyaikaiset valuoperaatiot integroivat kutistumisen ehkäisystrategiat laajempaan valmistuksenohjausjärjestelmään (MES) reaaliaikaista prosessin optimointia varten. Lämpötilan valvonta, paineen tunnistus ja sykliajan seuranta tarjoavat jatkuvaa palautetta, mikä mahdollistaa välittömät säädöt optimaalisten kutistumisen hallintaparametrien ylläpitämiseksi.
Ennakoivat kunnossapitoalgoritmit analysoivat historiallisia tietoja tunnistaakseen työkalun kulumiskuvioita, jotka vaikuttavat seinämän paksuuden tasaisuuteen ennen vikojen ilmenemistä. Koneoppimismallit voivat ennustaa kutistumisvikojen todennäköisyyden prosessiparametrien yhdistelmien perusteella, mikä mahdollistaa ennakoivat säädöt, jotka ylläpitävät laatua ja maksimoivat samalla tuotannon läpimenoajan.
Toimitusketjun integrointi varmistaa yhdenmukaiset materiaaliominaisuudet, jotka vaikuttavat suoraan kutistumisominaisuuksiin. Jopa 0,1 %:n seoskoostumuksen vaihtelut piipitoisuudessa voivat muuttaa kutistumisnopeuksia riittävästi vaikuttaakseen mittatarkkuuteen tarkkuussovelluksissa. Automatisoidut materiaalinseuranta- ja tarkistusjärjestelmät estävät koostumuksesta johtuvat kutistumisvaihtelut vaarantamasta tuotannon laatua.
Valmistuspalvelumme kattavat täydellisen kutistumisen hallinnan toteutuksen, alkuperäisestä suunnittelun optimoinnista tuotantoprosessin vakiinnuttamiseen ja jatkuviin laadunvalvontajärjestelmiin.
Toimialakohtaiset sovellukset
Autoteollisuuden sovellukset vaativat poikkeuksellista kutistumisen hallintaa suurten tuotantomäärien vaatimusten ja tiukkojen mittatoleranssien vuoksi. Esimerkiksi vaihteistokotelot vaativat seinämän paksuuden tasaisuuden ±0,05 mm:n sisällä, jotta voidaan ylläpitää oikea hammaspyörän kohdistus ja estää ennenaikainen kuluminen. Moottorilohkot aiheuttavat erityisiä haasteita monimutkaisilla sisäisillä kanavilla, jotka vaativat erikoistuneita sydänrakenteita ja edistyneitä jäähdytysstrategioita seinämän paksuuden ylläpitämiseksi tasaisena koko valuprosessin ajan.
Ilmailu- ja avaruusteollisuuden komponentit toimivat tiukimpien kutistumisen hallintavaatimusten mukaisesti, ja seinämän paksuuden vaihtelut on rajoitettu ±0,02 mm:iin kriittisissä rakenneosissa. Laskutelineen komponentit, turbiinikotelot ja rakennetuet käyvät läpi laajoja tuhoamattomia testejä sisäisen eheyden ja mittatarkkuuden varmistamiseksi. Pienisarjavalu-vaihtoehdot tarjoavat kustannustehokkaita ratkaisuja ilmailu- ja avaruusteollisuuden prototyyppien valmistukseen ja pienivolyymiseen tuotantoon säilyttäen samalla samat kutistumisen hallintastandardit, joita vaaditaan suurivolyymisessa valmistuksessa.
Lääketieteelliset laitesovellukset vaativat bioyhteensopivia materiaaleja, joilla on poikkeuksellinen mittapysyvyys implantoitaville komponenteille. Ortopediset implantit vaativat seinämän paksuuden tasaisuuden varmistaakseen oikean kuormituksen jakautumisen ja estääkseen jännityskeskittymät, jotka voivat johtaa implantin pettämiseen. Materiaalin puhtausvaatimusten ja mittatarkkuuden yhdistelmä edellyttää edistynyttä prosessinohjausta ja laajoja laadunvarmistusmenettelyjä.
Usein kysytyt kysymykset
Mikä on suurin hyväksyttävä seinämän paksuuden vaihtelu alumiinipainevaluissa?
Tavallisissa alumiinipainevaluissa seinämän paksuuden vaihteluiden tulisi pysyä ±10 %:n sisällä nimellispaksuudesta merkittävien kutistumisvikojen estämiseksi. Kriittiset sovellukset voivat vaatia tiukempaa hallintaa ±5 %:n sisällä optimaalisen mittatarkkuuden ja mekaanisten ominaisuuksien varmistamiseksi.
Miten ripan paksuus vaikuttaa kutistumiseen ja painaumiin?
Ripojen tulisi olla 60–80 % ensisijaisesta seinämän paksuudesta rakenteellisen tuen tarjoamiseksi ilman lämpöepätasapainon luomista. Paksummat ripat aiheuttavat painaumia vastakkaisille pinnoille differentiaalisten jäähtymisnopeuksien vuoksi, kun taas ohuemmat ripat voivat kokea epätäydellisen täytön ja heikentyneen rakenteellisen tehokkuuden.
Mikä jäähdytyskanavien väli estää epätasaisen kutistumisen painevalutyökaluissa?
Jäähdytyskanavien tulisi pitää yllä tasainen 15–20 mm:n etäisyys ontelopinnoista ja halkaisija 8–12 mm optimaalisen lämmönpoiston saavuttamiseksi. Kanavien väli 40–50 mm keskipisteestä keskipisteeseen varmistaa tasaisen lämpötilan jakautumisen koko työkalun pinnalla.
Miten eri seokset vaikuttavat kutistumisen hallintastrategioihin?
Alumiiniseokset (1,2–1,5 % kutistuminen) vaativat vakiotasaisuusmenettelyjä, sinkkiseokset (0,6–0,8 % kutistuminen) sallivat hieman enemmän vaihtelua, kun taas magnesiumseokset (1,0–1,3 % kutistuminen) vaativat tiukempaa hallintaa ±5 %:n sisällä nopeiden jäähdytysvaatimusten vuoksi.
Mitkä prosessiparametrit vaikuttavat eniten kutistumisen tasaisuuteen?
Ruiskutusnopeus (1,5–3,0 m/s alumiinille), pitopaine (30–60 MPa) ja muotin lämpötilan tasaisuus (±15 °C muotin pinnalla) ovat kriittisimmät parametrit kutistumisesta johtuvien vikojen hallitsemiseksi.
Miten olemassa olevia työkaluja voidaan muokata kutistumisen hallinnan parantamiseksi?
Strategiset jäähdytyskanavien lisäykset, valuaukon uudelleensijoittaminen ja valujärjestelmän optimointi voivat parantaa merkittävästi kutistumisen tasaisuutta ilman täydellistä työkalun vaihtoa. Konformiset jäähdytyskanavat, jotka on koneistettu olemassa olevan työkaluteräksen läpi, tarjoavat tehokkaimman jälkiasennusratkaisun.
Mitkä mittaustekniikat vahvistavat seinämän paksuuden tasaisuuden tuotannossa?
Ultraäänipaksuusmittarit (±0,01 mm tarkkuus) rutiinimittauksiin, koordinaattimittauskoneet monimutkaisille geometrioille (±0,005 mm tarkkuus) ja röntgen-CT-skannaus täydelliseen sisäiseen tarkistukseen tarjoavat kattavat seinämän paksuuden validointiominaisuudet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece