Pistehitsaus vs. Niittaus: Lujuusvertailut kokoonpanoissa
Liitoksen lujuus määrittää kokoonpanon luotettavuuden kriittisissä sovelluksissa, kuten autojen koripaneeleissa ja ilmailu- ja avaruusteollisuuden rakenneosissa. Sekä pistehitsaus että niittaus luovat pysyviä mekaanisia liitoksia, mutta niiden lujuusominaisuudet, vikatilat ja soveltuvuus vaihtelevat merkittävästi materiaaliominaisuuksien, kuormitusolosuhteiden ja valmistusrajoitusten mukaan.
Tärkeimmät huomiot
- Pistehitsaukset saavuttavat tyypillisesti 80–95 % perusmateriaalin lujuudesta leikkauskuormituksessa, kun taas niitit saavuttavat 60–75 % asennuksen laadusta riippuen.
- Materiaalin paksuussuhteet yli 3:1 suosivat niittausta pistehitsauksen sijaan tasaisen liitoksen eheyden saavuttamiseksi.
- Väsymiskestävyys vaihtelee huomattavasti: pistehitsaukset ovat erinomaisia vähäsyklisissä sovelluksissa, kun taas niitit kestävät paremmin korkeasyklistä kuormitusta.
- Kustannusanalyysin on sisällettävä laiteinvestoinnit, sykliaika ja laadunvalvontavaatimukset yksinkertaisten liitoskohtaisten laskelmien lisäksi.
Lujuuden perusmekanismit
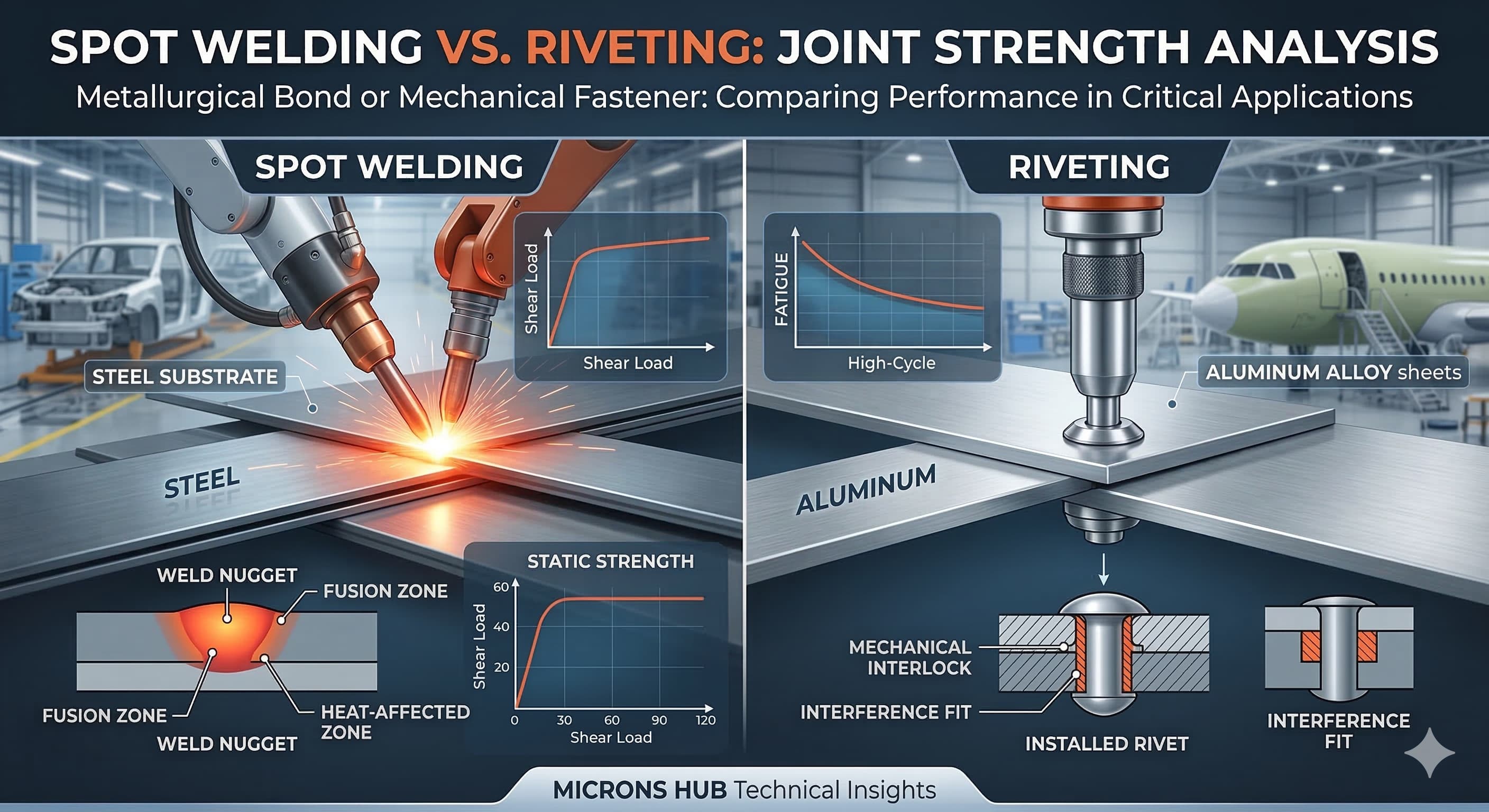
Pistehitsaus luo metallurgisia sidoksia paikallisen sulatuksen avulla, jolloin syntyy ytimiä, joiden lujuusominaisuudet liittyvät suoraan perusmateriaalin koostumukseen. Hitsausytimen halkaisija on tyypillisesti 4√t - 6√t millimetriä, missä t edustaa levyn paksuutta millimetreinä. Tämä suhde varmistaa riittävän kuormituksen jakautumisen liitosrajapinnassa.
Niitatut liitokset perustuvat mekaaniseen kiinnitykseen reiän muodonmuutoksen ja puristussovituksen avulla. Niitin varsi siirtää kuormituksen laakerikosketuksen kautta reiän seiniä vasten, kun taas muodostetut päät tarjoavat puristusvoiman. Kriittisiä parametreja ovat reiän ja niitin halkaisijasuhteet (tyypillisesti 1,02–1,06 puristussovituksille) ja reunaetäisyydet (vähintään 2,0 kertaa niitin halkaisija riittävän laakerilujuuden saavuttamiseksi).
Kuormansiirtomekanismit eroavat olennaisesti toisistaan prosesseissa. Pistehitsaukset jakavat jännityksen koko ytimen poikkileikkauksen poikki, mikä luo suhteellisen tasaisia jännityskenttiä. Niitit keskittävät jännityksen laakeripinnoille ja synnyttävät monimutkaisia jännitysjakaumia, mukaan lukien laakeri-, leikkaus- ja vetokomponentit samanaikaisesti.
Materiaalikohtainen lujuussuorituskyky
Terässovellukset osoittavat pistehitsauksen edut homogeenisissa kokoonpanoissa. Vähähiiliset teräkset (AISI 1008-1010) saavuttavat ydinlujuuden 380-420 MPa oikein suoritetuissa hitsauksissa verrattuna 270-310 MPa vastaaville perusmateriaaleille. Erittäin lujat teräkset (HSLA 350/450) säilyttävät 85-90 % perusmateriaalin ominaisuuksista ydinvyöhykkeellä, kun käytetään asianmukaisia hitsausparametreja.
Alumiiniseoskokoonpanot tarjoavat erilaisia näkökohtia. Al 6061-T6 pistehitsaukset saavuttavat tyypillisesti 140-160 MPa vetolujuuden, mikä on 65-75 % perusmateriaalin ominaisuuksista lämpövaikutusalueen pehmenemisen vuoksi. Niitatut alumiiniliitokset, joissa käytetään 2117-T4 niittejä, saavuttavat 180-220 MPa leikkauksessa, mikä ylittää usein pistehitsauksen suorituskyvyn ohutlevysovelluksissa.
| Materiaalijärjestelmä | Pistehitsauslujuus (MPa) | Niittiliitoksen lujuus (MPa) | Lujuustehokkuus (%) |
|---|---|---|---|
| Vähähiilinen teräs (1,2 mm) | 420 | 310 | Hitsaus: 95 %, Niitti: 70 % |
| HSLA 350 (1,5 mm) | 380 | 340 | Hitsaus: 85 %, Niitti: 75 % |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Hitsaus: 70 %, Niitti: 85 % |
| Ruostumaton 304 (0,8 mm) | 290 | 280 | Hitsaus: 75 %, Niitti: 72 % |
Eri materiaalien yhdistelmät suosivat niittausta galvaanisen yhteensopivuuden ja metallienvälisten yhdisteiden muodostumisen estämisen vuoksi. Teräs-alumiinikokoonpanot vaativat eristysesteitä niitatuissa liitoksissa, mutta ovat mahdottomia pistehitsauksessa ilman erikoistekniikoita, kuten kitkahitsauspistehitsausta.
Kuormitusolosuhteiden analyysi
Leikkauskuormitus on molempien liitostyyppien ensisijainen suunnittelutapaus. Pistehitsaukset osoittavat lineaarista elastista käyttäytymistä, kunnes äkillinen vikaantumine tapahtuu äärimmäisessä kuormituksessa, tyypillisesti ilman näkyvää muodonmuutosvaroitusta. Leikkauslujuuden huippuarvot vaihtelevat 3-12 kN per piste materiaali- ja paksuusyhdistelmistä riippuen. Vikatiloja ovat ytimen irtoaminen (toivottu), rajapintavika (hitsausvika) tai lämpövaikutusalueen repeytyminen (liiallinen lämmöntuotto).
Niitatut liitokset osoittavat ennustettavamman vikaantumisen etenemisen laakerimuodonmuutoksen kautta ennen lopullista vikaantumista. Leikkauslujuudet vaihtelevat tyypillisesti 2-8 kN per niitti, ja asteittainen kuormituksen uudelleenjako on mahdollista moniniittikuvioissa. Tämä ominaisuus tarjoaa luontaisia turvallisuustekijöitä rakennesovelluksissa, joissa asteittainen vikaantumisvaroitus on hyödyllinen.
Kuorintakuormitus vaarantaa vakavasti molemmat liitostyypit, mutta vaikuttaa niihin eri tavoin. Pistehitsaukset keskittävät jännityksen ytimen reunoille, mikä luo jännityksen voimistumistekijöitä 3-5 kertaa nimelliskuormitukseen verrattuna. Suunnitteluohjeet rajoittavat kuorintajännitykset 10-15 %:iin leikkauskapasiteetista. Niitatut liitokset käsittelevät kuorintakuormituksia pään kosketuspinta-alan kautta, mikä kestää tyypillisesti 25-35 % leikkauslujuudesta yhdistetyissä kuormitustilanteissa.
Saat tarkkoja tuloksia pyytämällä mukautetun tarjouksen 24 tunnin sisällä Microns Hubilta.
Väsymiskestävyyden ominaisuudet
Väsymiskäyttäytyminen on kriittinen ero liitosmenetelmien välillä. Pistehitsaukset toimivat hyvin vähäsyklisissä, suurjännityssovelluksissa, joiden väsymiskesto on 10³-10⁵ sykliä 50-70 % staattisesta lujuudesta. Tasainen jännityksen siirtyminen ytimen rajojen yli minimoi halkeamien alkamiskohtia, kun se on suoritettu oikein.
Niitatut liitokset ovat erinomaisia korkeasyklisissä sovelluksissa, jotka kestävät 10⁶-10⁷ sykliä 30-45 % staattisesta lujuudesta. Mekaaninen liitos mahdollistaa mikroliikkeen, joka lievittää huippujännityksiä, kun taas työkarkaisu asennuksen aikana parantaa väsymiskestävyyttä. Rajapintojen hankauskorroosio voi kuitenkin heikentää suorituskykyä syövyttävissä ympäristöissä.
Jännityskeskittymätekijät vaikuttavat merkittävästi väsymiskestävyyteen. Pistehitsaukset saavuttavat tekijät 1,5-2,5 hyvin toteutetuissa liitoksissa, kun taas niitatuissa kokoonpanoissa ne vaihtelevat 2,0-4,0 riippuen reiän valmistelun laadusta ja asennusmenettelyistä. Terävät taivutukset ja geometriset siirtymät liitosten lähellä lisäävät edelleen jännityskeskittymiä, ja ne on otettava huomioon väsymisanalyysissä.
Paksuus- ja geometriahuomioita
Materiaalin paksuussuhteet vaikuttavat kriittisesti liitoksen valintaan. Pistehitsaus toimii optimaalisesti paksuussuhteilla alle 3:1, mikä säilyttää tasaisen ytimen muodostumisen ja lämmön jakautumisen. Tämän suhteen ylittyessä ohuempien osien ensisijainen lämmitys luo epätäydellisen sulatuksen tai läpipalon.
Niittaus mukautuu tehokkaasti paksuussuhteisiin jopa 5:1 käyttämällä tartuntapituuden valintaa ja hallittuja muovausprosesseja. Vakiopituiset niitit noudattavat geometrisia etenemisiä (6, 8, 10, 12, 16, 20, 25, 32 mm) erilaisten kokoonpanovaatimusten täyttämiseksi.
Pääsyvaatimukset vaihtelevat huomattavasti. Pistehitsaus vaatii elektrodin pääsyn molemmilta puolilta useimmissa sovelluksissa, mikä vaatii 40-60 mm:n välyksen vakiolaitteille. Yksipuolisia tekniikoita on olemassa, mutta ne vähentävät lujuutta 20-30 % verrattuna perinteisiin lähestymistapoihin.
Niittaus tarjoaa yksipuolisia asennusvaihtoehtoja sokkoniittien avulla, vaikka massiiviniitit tarjoavat paremman lujuuden, kun molemmat puolet ovat käytettävissä. Sokkoniittien lujuus on tyypillisesti 70-80 % vastaavien massiiviniittien suorituskyvystä karan irtoamisen ja pienemmän laakeripinta-alan vuoksi.
| Paksuusyhdistelmä | Pistehitsauksen soveltuvuus | Niittauksen soveltuvuus | Lujuusvertailu |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Erinomainen | Hyvä | Hitsaus 15 % vahvempi |
| 1,5 mm + 1,5 mm | Erinomainen | Erinomainen | Verrattavissa |
| 0,8 mm + 2,5 mm | Huono | Hyvä | Niitti 25 % vahvempi |
| 2,0 mm + 6,0 mm | Ei suositella | Erinomainen | Vain niitti vaihtoehto |
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme sekä hitsaus- että niittausprosesseissa tarkoittaa, että jokainen liitos saa huomiota yksityiskohtiin, joita tarvitaan optimaalisen suorituskyvyn saavuttamiseksi juuri sinun sovelluksessasi.
Laadunvalvonta- ja tarkastusmenetelmät
Rikkomattomat testausmenetelmät vaihtelevat merkittävästi liitosmenetelmien välillä. Pistehitsauksen tarkastus perustuu ultraäänitestaukseen, syvennyskuvioiden visuaaliseen tarkastukseen ja säännölliseen rikkovaan testaukseen AWS D8.1 -standardien mukaisesti. Ytimen halkaisijan tarkistus vaatii erikoislaitteita, joiden tarkkuusvaatimukset ovat ±0,1 mm.
Niitatun liitoksen tarkastus käyttää visuaalista tarkastusta (95 % laadunarvioinnista), reiän mittarin tarkistusta ja taso-/ulkoneman korkeuden mittauksia. Vakiotarkastustyökaluihin kuuluvat hyväksytty/hylätty-mittarit, syvyysmikrometrit ja pinnanprofiililaitteet. Hylkäyskriteerit keskittyvät tyypillisesti asennusvirheisiin: epätäydellinen pään muodostuminen, kallistuneet niitit tai liiallinen reiän muodonmuutos.
Prosessinvalvontaominaisuudet vaihtelevat huomattavasti. Nykyaikaiset pistehitsausjärjestelmät tarjoavat reaaliaikaisen virran, jännitteen ja vastuksen palautteen, mikä mahdollistaa tilastollisen prosessinohjauksen. Mukautuvat ohjausjärjestelmät säätävät parametreja automaattisesti mitattujen olosuhteiden perusteella, mikä ylläpitää tasaisen laadun tuotantoajoissa.
Niittausoperaatiot perustuvat pääasiassa vääntömomentin ohjaukseen (pneumaattiset asennukset) tai siirtymän seurantaan (hydrauliset järjestelmät). Prosessi-ikkunat ovat leveämpiä kuin pistehitsauksessa, tyypillisesti ±15 % hyväksyttäville asennuksille verrattuna ±5 % hitsausparametreille.
Kustannusanalyysikehys
Laiteinvestointivaatimukset luovat ensisijaiset kustannuserot. Pistehitsausjärjestelmät vaihtelevat 25 000-200 000 eurosta riippuen teholuokituksesta, ohjauksen hienostuneisuudesta ja automaatiotasosta. Ylläpitokustannuksiin sisältyy elektrodien vaihto (50-150 euroa per sarja), säännöllinen kalibrointi ja sähköjärjestelmän ylläpito.
Niittauslaitteiden kustannukset vaihtelevat 3 000-50 000 eurosta pneumaattisille järjestelmille ja 15 000-150 000 eurosta automatisoiduille asennuksille. Kulutustarvikkeiden kustannukset ovat suoraviivaisia: niittien hinnat vaihtelevat 0,05-0,30 eurosta per kappale riippuen materiaalista, koosta ja spesifikaatiovaatimuksista.
Sykliaika-analyysi paljastaa prosessikohtaisia etuja. Pistehitsaus saavuttaa 0,5-2,0 sekunnin sykliajat minimaalisilla käyttäjän taitovaatimuksilla. Automatisoidut järjestelmät saavuttavat 600-1200 pistettä tunnissa tasaisella laadulla. Asennusaika on minimaalinen, kun elektrodit on sijoitettu oikein.
Niittaus sykliajat vaihtelevat 3-8 sekunnista per liitos, mukaan lukien paikannus ja asennus. Manuaaliset toiminnot saavuttavat 200-400 liitosta tunnissa, kun taas automatisoidut järjestelmät saavuttavat 800-1500 liitosta tunnissa. Asennusvaatimuksiin sisältyy reiän valmistelu, niitin lataus ja työkalujen kohdistus.
| Kustannustekijä | Pistehitsaus | Niittaus | Kommentit |
|---|---|---|---|
| Laitteet (€) | 25 000–200 000 | 3 000–150 000 | Hitsaus vaatii suuremman alkuinvestoinnin |
| Per liitos (€) | 0,02–0,08 | 0,05–0,35 | Sisältää kulutustarvikkeet ja työn |
| Asennusaika (min) | 5–15 | 10–30 | Niittaus vaatii reiän valmistelun |
| Kunnossapito (€/kk) | 200–800 | 50–300 | Hitsauselektrodit kuluvat nopeammin |
Sovelluskohtaiset suositukset
Autojen korirakenteissa käytetään pääasiassa pistehitsausta teräsrakenteissa, jolloin saavutetaan 3000-5000 pistettä per ajoneuvo sykliajoilla, jotka tukevat korkeita tuotantonopeuksia. Alumiiniset avaruuskehykset käyttävät yhä enemmän ruiskuvalupalveluita monimutkaisiin geometrioihin säilyttäen samalla niitatut liitokset rakenteellisille liitoksille, jotka vaativat erilaisten materiaalien liittämistä.
Ilmailu- ja avaruusteollisuuden sovellukset suosivat niittausta ensisijaisessa rakenteessa väsymiskestävyyden, tarkastettavuuden ja korjausominaisuuksien vuoksi. Kaupalliset lentokoneet käyttävät 2-3 miljoonaa niittiä per runko, ja lujuusvaatimukset täyttävät FAR 25.303:n äärimmäiset kuormituskertoimet. Pistehitsaus löytää sovelluksia toissijaisissa rakenteissa ja sisäkomponenteissa, joissa painonsäästö oikeuttaa prosessin valinnan.
Kodinkoneiden valmistus käyttää molempia prosesseja strategisesti. Pistehitsaus hallitsee teräskaappikokoonpanoja tyypillisellä 25-40 mm:n etäisyydellä pisteiden välillä. Niittaus palvelee erikoistuneita sovelluksia, jotka vaativat maalin jälkeistä kokoonpanoa tai kenttähuollettavuutta. Kattavat valmistuspalvelumme tukevat sekä perinteistä kodinkoneiden rakentamista että uusia kevyitä malleja.
Merisovellukset vaativat huolellista materiaalin valintaa syövyttävien ympäristöjen vuoksi. Ruostumattomasta teräksestä valmistetut niitit (316L) tarjoavat paremman korroosionkestävyyden verrattuna hitsattuihin liitoksiin, joissa lämpövaikutusalueet luovat galvaanisia kennoja. Oikea liitossuunnittelu sisältää tyhjennysmääräykset ja yhteensopivat materiaalivalinnat ABYC-standardien mukaisesti.
Prosessin valintapäätösmatriisi
Materiaalin yhteensopivuus on ensisijainen valintakriteeri. Homogeeniset kokoonpanot suosivat pistehitsausta lujuuden ja kustannustehokkuuden vuoksi. Erilaisten materiaalien yhdistelmät vaativat niittausta, ellei erikoistuneita hitsausprosesseja ole taloudellisesti perusteltua.
Tuotantomäärä vaikuttaa merkittävästi prosessin talouteen. Suurivolyymiset sovellukset (>10 000 kappaletta vuodessa) oikeuttavat pistehitsauksen automaatioinvestoinnit. Pienivolyymiset tai prototyyppisovellukset hyötyvät niittauksen alhaisemmista asennuskustannuksista ja laitteiden joustavuudesta.
Laatuvaatimukset vaikuttavat prosessin valintaan tarkastusominaisuuksien ja vikatilojen ennustettavuuden kautta. Kriittiset sovellukset, jotka vaativat 100 %:n tarkastuksen, suosivat niittausta visuaalisen arviointikyvyn vuoksi. Tilastolliset otantamenetelmät sopivat pistehitsaukseen valvotuissa valmistusympäristöissä.
Saavutettavuusrajoitukset määräävät usein toteutettavissa olevat prosessit. Yksipuoliset pääsyvaatimukset poistavat perinteiset pistehitsausvaihtoehdot. Monimutkaiset geometriat, joissa on rajoitettu välys, saattavat vaatia erikoistuneita niittaustyökaluja tai vaihtoehtoisia kiinnitysmenetelmiä.
Kehittyneet tekniikat ja hybridimenetelmät
Projektiohitsaus laajentaa pistehitsauksen ominaisuuksia paksumpiin materiaaleihin ja monimutkaisiin geometrioihin. Kohokuvioidut projektiot keskittävät virrantiheyden, mikä mahdollistaa tehokkaan materiaalien liittämisen jopa 6 mm:n paksuuteen. Prosessinohjausvaatimukset lisääntyvät projektion romahtamisdynamiikan vuoksi, mutta liitoksen lujuus lähestyy perinteistä pistehitsauksen suorituskykyä.
Itsestään lävistävät niitit poistavat esirei'itetyt reiät luoden samalla mekaanisia lukituksia hallitun tunkeutumisen avulla. Tämä tekniikka sopii monikerroksisiin kokoonpanoihin ja pinnoitetuille materiaaleille, joissa reiän valmistelu on ongelmallista. Asennusvoimat vaihtelevat 25-60 kN riippuen materiaaliyhdistelmistä ja niittien spesifikaatioista.
Virtausmuovausniitit käyttävät kiertoradan muovausprosesseja luodakseen tasaisen pään geometrian minimaalisilla asennusvoimilla. Tämä lähestymistapa vähentää melutasoa ja laitteiden kulumista säilyttäen samalla liitoksen lujuuden, joka vastaa perinteisiä asennusmenetelmiä.
Hybridimenetelmät yhdistävät molemmat tekniikat yksittäisissä kokoonpanoissa. Rakenteelliset liitokset käyttävät niittausta ensisijaisissa kuormitusreiteissä, kun taas pistehitsaus tarjoaa paneelien kiinnityksen ja tiivistystoiminnot. Tämä strategia optimoi jokaisen prosessin sen lujuusominaisuuksien suhteen minimoiden samalla yleisen valmistuksen monimutkaisuuden.
Usein kysytyt kysymykset
Mikä määrittää pistehitsausten tai niittien välisen vähimmäisetäisyyden?
Vähimmäisetäisyys riippuu materiaalin paksuudesta ja liitoksen geometriasta. Pistehitsaukset vaativat 10-20 kertaa materiaalin paksuuden keskipisteestä keskipisteeseen etäisyyden estääkseen virran oikosulun viereisten ytimien läpi. Niitit tarvitsevat vähintään 3 kertaa halkaisijan etäisyyden riittävän laakerilujuuden ylläpitämiseksi, tyypillisesti 15-25 mm yleisille kokoille.
Miten pinnoitusjärjestelmät vaikuttavat liitoksen lujuuteen molemmissa prosesseissa?
Galvanoidut pinnoitteet vähentävät pistehitsauksen lujuutta 10-15 % sinkin höyrystymisen ja elektrodien saastumisen vuoksi, mutta tarjoavat pitkäaikaisen korroosiosuojan. Maalatut pinnat on poistettava ennen pistehitsausta, mutta ne eivät aiheuta lujuuden heikkenemistä niitatuissa liitoksissa, kun ne on valmisteltu oikein.
Voidaanko pistehitsauksia ja niittejä sekoittaa samassa kokoonpanossa?
Kyllä, hybridimenetelmät ovat yleisiä auto- ja ilmailuteollisuuden sovelluksissa. Rakenteelliset liitokset käyttävät niittejä ensisijaisissa kuormitusreiteissä, kun taas pistehitsaukset tarjoavat paneelien kiinnityksen ja tiivistyksen. Suunnittelu vaatii huolellista kuormitusreittianalyysiä jännityskeskittymien estämiseksi liitosten siirtymissä.
Mitä turvallisuuskertoimia tulisi soveltaa liitoksen lujuuslaskelmiin?
Staattiset sovellukset käyttävät tyypillisesti turvallisuuskertoimia 2,5-4,0 pistehitsauksille ja 3,0-5,0 niiteille. Dynaaminen kuormitus vaatii väsymisanalyysin asianmukaisilla hajontakertoimilla. Kriittiset sovellukset saattavat vaatia todistustestauksen 1,5 kertaa suunnittelukuormituksella sovellettavien suunnittelukoodien mukaisesti.
Miten liitoksen lujuus heikkenee ajan myötä käytössä?
Pistehitsaukset säilyttävät lujuutensa loputtomasti kuivissa ympäristöissä, mutta niissä voi esiintyä jännityskorroosiohalkeilua aggressiivisissa olosuhteissa. Niitatut liitokset voivat löystyä tärinän tai lämpösyklin vuoksi, mikä vaatii säännöllistä tarkastusta ja uudelleenkiristystä, jos ne ovat käytettävissä.
Mitä laatustandardeja sovelletaan kuhunkin liitosmenetelmään?
Pistehitsaus noudattaa AWS D8.1:tä autosovelluksissa ja AWS D8.9:ää teräsrakenteissa. Niittausstandardeihin sisältyy ASTM F467 kiinnittimien spesifikaatioille ja erilaisia teollisuuskoodistoja (AISC, ASCE) suunnitteluvaatimuksille. Sotilaalliset spesifikaatiot (MIL-DTL) säätelevät ilmailu- ja avaruusteollisuuden sovelluksia.
Miten ympäristöolosuhteet vaikuttavat prosessin valintaan?
Korkean lämpötilan käyttö (>150 °C) suosii niittausta pistehitsauksen lämpövaikutusalueiden mahdollisen jännityksen lievenemisen vuoksi. Syövyttävät ympäristöt vaativat huolellista materiaalin valintaa, ja niittaus tarjoaa paremman pitkäaikaisen suorituskyvyn, kun yhteensopivat kiinnittimet on määritetty. Kryogeeniset sovellukset hyötyvät niitatuista liitoksista lämpölaajenemisen yhteensopivuuden vuoksi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece