PEM-kiinnikkeet: Oikeiden puristusliitosmuttereiden valinta ohuelle alumiinille
Ohuiden alumiinipaneelien kiinnittäminen asettaa ainutlaatuisia haasteita, joita tavalliset kierrekiinnikkeet eivät pysty tehokkaasti ratkaisemaan. Kun käsitellään alle 2 mm:n materiaalipaksuuksia, perinteiset mutterit ja pultit luovat jännityskeskittymiä, jotka vaarantavat rakenteellisen eheyden, kun taas kierrereiät usein rikkoutuvat kohtuullisilla kuormilla. PEM-puristusliitosmutterit ratkaisevat tämän kriittisen suunnitteluongelman jakamalla kuormat suuremmalle pinta-alalle ja luomalla pysyviä, luotettavia kierreliitoksia ohuissa metallilevykokoonpanoissa.
Tärkeimmät huomiot
- Puristusliitosmutterit jakavat kuormat tehokkaammin kuin kierrereiät alle 2 mm:n paksuisissa alumiinilevyissä
- Itseliittyvät kiinnikkeet poistavat tarpeen toissijaisille toimenpiteille ja tarjoavat tasaisen asennuksen
- Ruostumattoman teräksen ja alumiinisten PEM-muttereiden materiaalivalinta vaikuttaa suoraan galvaaniseen korroosionkestävyyteen
- Oikea reiän koko ±0,05 mm:n toleransseissa varmistaa optimaalisen pitovoiman ja estää paneelin vääristymisen
PEM-puristusliitostekniikan ymmärtäminen
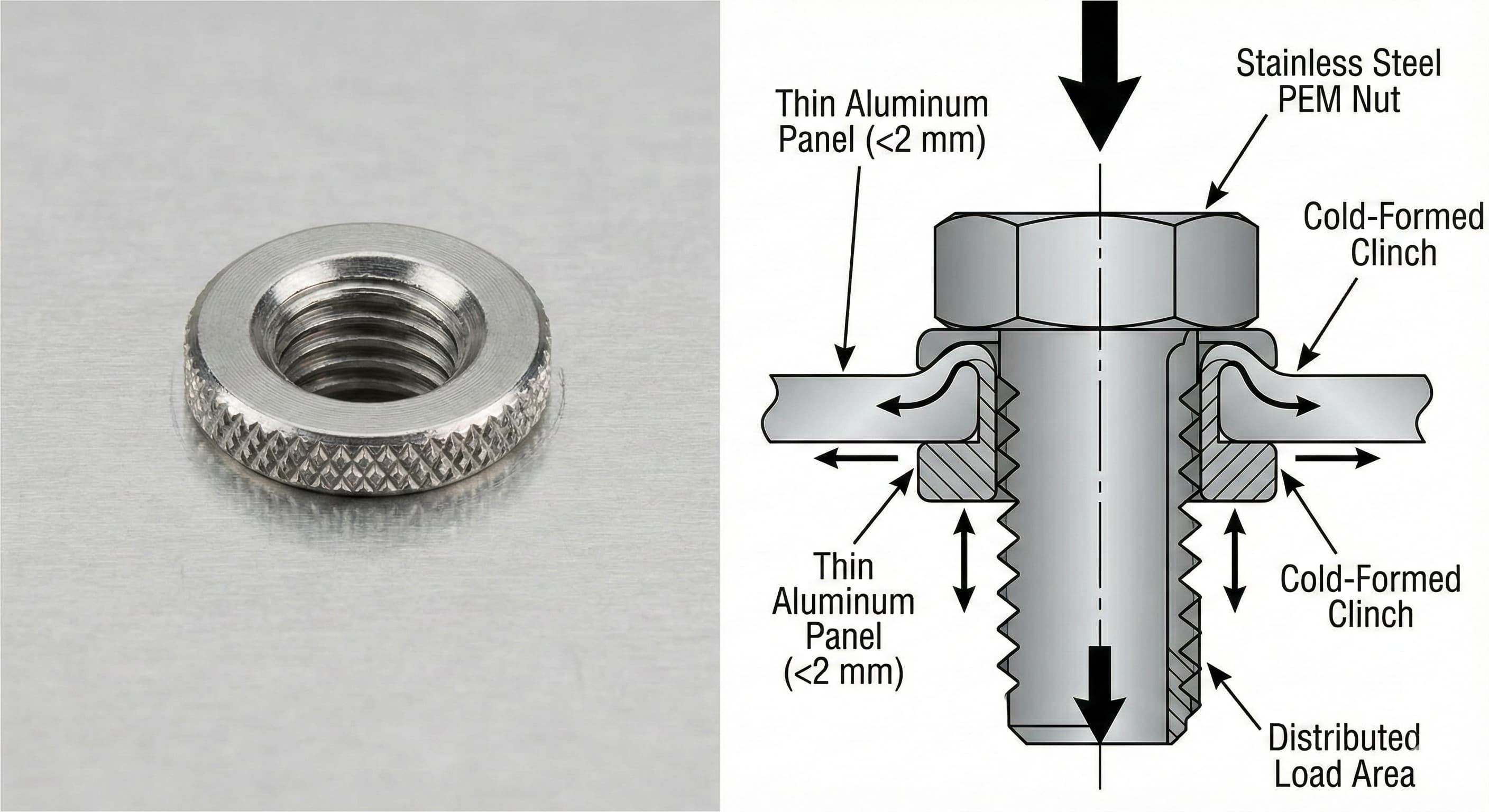
PEM-kiinnikkeet hyödyntävät itseliittyvää mekanismia, joka luo pysyvän mekaanisen liitoksen sekä kiinnikkeen että isäntämateriaalin hallitun muodonmuutoksen avulla. Toisin kuin perinteiset kierreliitokset, jotka perustuvat yksinomaan kierteen tarttumiseen, puristusliitosmuttereissa on uurrettu tai kuusikulmainen varsi, joka tunkeutuu ja siirtää alumiinialustaa asennuksen aikana.
Perusperiaatteeseen kuuluu kolme erillistä materiaalin vuorovaikutusaluetta. Ohjaushalkaisija luo alkuperäisen kohdistuksen ja estää sivuttaisliikkeen asennuksen aikana. Liitoshalkaisija, joka on tyypillisesti 0,2–0,4 mm suurempi kuin ohjain, tuottaa ensisijaisen pidätysvoiman radiaalisen puristuksen avulla. Lopuksi päätylaippa jakaa puristuskuormat pinta-alalle, joka on 3–4 kertaa suurempi kuin kiinnikkeen halkaisija.
Asennus vaatii hallitun voiman kohdistamisen, joka on tyypillisesti 8–15 kN kiinnikkeen koosta ja materiaalin paksuudesta riippuen. Tämä voima on kohdistettava kohtisuoraan paneelin pintaan nähden mahdollisimman pienellä sivuttaispoikkeamalla, jotta vältetään epäsymmetrinen liitos, joka voi heikentää pidätysvoimaa jopa 40 %. Prosessi luo kylmämuokatun liitoksen, jonka lujuus itse asiassa kasvaa ajan myötä siirtyneen alumiinin muokkauslujittumisen vuoksi.
Laadukkaat levytyöpalvelut ymmärtävät, että puristusliitosasennus vaatii erikoistyökaluja ja tarkkaa voiman hallintaa, jotta saavutetaan johdonmukaisia tuloksia tuotantoajoissa.
Materiaalivalintakriteerit
Sopivan PEM-kiinnikemateriaalin valinta edellyttää mekaanisten ominaisuuksien, korroosionkestävyyden ja kustannustekijöiden tasapainottamista, jotka ovat ominaisia ohuille alumiinisovelluksille. Kolme ensisijaista materiaalivaihtoehtoa tarjoavat kukin erillisiä etuja sovellusvaatimuksista riippuen.
Ruostumattomasta teräksestä valmistetut PEM-mutterit, jotka on tyypillisesti valmistettu 303- tai 416-laaduista, tarjoavat korkeimmat vetolujuudet ja leikkauslujuudet säilyttäen samalla erinomaisen korroosionkestävyyden. 303 ruostumaton teräs tarjoaa erinomaisen työstettävyyden ja kierteen laadun, ja myötölujuus on jopa 310 MPa. Pienet magneettiset ominaisuudet ja alumiinia suurempi lämpölaajenemiskerroin voivat kuitenkin aiheuttaa haasteita tarkkuuskokoonpanoissa.
Hiiliteräksestä valmistetut kiinnikkeet sinkki- tai sinkki-nikkelipinnoitteella tarjoavat maksimaalisen lujuuden alhaisimmalla kustannuspisteellä. Nämä kiinnikkeet voivat saavuttaa yli 450 MPa:n vetolujuuden, mikä tekee niistä ihanteellisia suurille kuormille. Ensisijainen rajoitus on galvaaninen yhteensopivuus, koska teräksen ja alumiinin välinen merkittävä sähkökemiallinen potentiaaliero nopeuttaa korroosiota kosteissa ympäristöissä.
| Materiaali | Vetolujuus (MPa) | Korroosionkestävyys | Kustannuskerroin | Parhaat käyttökohteet |
|---|---|---|---|---|
| 303 Ruostumaton teräs | 310-350 | Erinomainen | 2.1x | Meri-, elintarviketeollisuus |
| Alumiini 6061 | 276 | Hyvä (alumiinin kanssa) | 1.8x | Ilmailu, elektroniikka |
| Hiiliteräs (Zn-pinnoitettu) | 450-520 | Kohtalainen | 1.0x | Sisätilojen rakenteet |
| 416 Ruostumaton teräs | 380-420 | Erittäin hyvä | 2.4x | Lääketieteelliset laitteet |
Alumiiniset PEM-mutterit, jotka on valmistettu 6061-T6:sta tai vastaavista seoksista, tarjoavat optimaalisen galvaanisen yhteensopivuuden alumiinialustoille. Vaikka mekaaninen lujuus on edelleen alhaisempi kuin teräsvaihtoehdoilla, erilaisten metallien korroosion poistaminen usein ylittää tämän rajoituksen pitkäaikaisissa sovelluksissa. Lämpölaajenemisen vastaavuus estää myös jännityksen kertymisen lämpötilavaihteluiden aikana.
Kriittiset asennusparametrit
PEM-kiinnikkeen onnistunut asennus ohueen alumiiniin edellyttää useiden toisistaan riippuvaisten muuttujien tarkkaa hallintaa. Reiän valmistelu on kriittisin tekijä, koska mittatarkkuus vaikuttaa suoraan pidätysvoimaan ja paneelin eheyteen.
Reiän halkaisijan toleranssien on oltava ±0,05 mm:n sisällä määritetystä ohjausmitasta, jotta saavutetaan optimaalinen liitosteho. Ylisuuret reiät vähentävät radiaalista puristusta ja voivat heikentää vetolujuutta 25–35 %. Alimittaiset reiät luovat liiallisia asennusvoimia, jotka voivat halkaista hauraita alumiiniseoksia tai aiheuttaa epätäydellisen liitoksen muokkauslujittuneissa materiaaleissa.
Reunan etäisyysvaatimukset ovat erityisen tärkeitä ohuissa osissa, joissa materiaalin siirtyminen liitoksen aikana voi lähestyä paneelin reunaa. Minimi reunan etäisyyden tulisi olla 2,5 kertaa kiinnikkeen halkaisija, ja 3,0 kertaa on suositeltavaa kriittisissä sovelluksissa. Tämä varmistaa riittävän materiaalin määrän oikean liitoksen muodostamiseksi ilman reunan repeämistä.
Paneelin paksuuden yhteensopivuusalueet vaihtelevat kiinnikkeen rakenteen mukaan, mutta useimmat tavalliset PEM-mutterit sopivat 0,5–3,0 mm:n alumiinilevyille. Paksuuden tasaisuus liitosvyöhykkeellä vaikuttaa pidätyksen johdonmukaisuuteen, mikä tekee materiaalivalinnasta ja valmistuspalveluistamme ratkaisevan tärkeän laatustandardien ylläpitämiseksi.
Asennusvoimavaatimukset skaalautuvat suunnilleen kiinnikkeen halkaisijan neliön ja lineaarisesti materiaalin paksuuden mukaan. #8-32-kiinnike 1,6 mm:n 6061-T6-alumiinissa vaatii tyypillisesti 12–14 kN:n asennusvoiman, kun taas sama kiinnike 0,8 mm:n materiaalissa tarvitsee vain 7–9 kN. Liiallinen voima voi aiheuttaa paneelin kuoppia tai läpimurtoja, kun taas riittämätön voima johtaa epätäydelliseen liitokseen.
| Paneelin paksuus (mm) | Reiän toleranssi (mm) | Min Etäisyys reunasta | Asennusvoima (kN) | Tyypilliset käyttökohteet |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x halkaisija | 6-9 | Elektroniikkakotelot |
| 0.9-1.5 | +0.05/-0.00 | 3.0x halkaisija | 10-13 | Kodinkoneiden paneelit |
| 1.6-2.4 | +0.05/-0.00 | 2.8x halkaisija | 12-16 | Autoteollisuuden komponentit |
| 2.5-3.0 | +0.08/-0.00 | 2.5x halkaisija | 15-20 | Rakenteelliset kokoonpanot |
Kuorman jakautuminen ja liitoksen suunnittelu
Kuormansiirtomekanismien ymmärtäminen PEM-kiinnikeliitoksissa mahdollistaa insinöörien optimoida liitoksen suunnittelun tiettyjä sovellusvaatimuksia varten. Toisin kuin perinteiset kierreliitokset, joissa kuormat keskittyvät muutamaan ensimmäiseen kierteen tartuntaan, puristusliitosmutterit jakavat voimat useiden kosketusalueiden kautta.
Ensisijainen kuormareitti alkaa kiinnikkeen päätylaipasta, joka luo laakerijännityksen jakautumisen alumiinipinnalle. Huippujännitykset esiintyvät laipan reunoissa, mikä tekee päätyhalkaisijan valinnasta kriittisen tärkeän alumiinin myötämisen estämiseksi suurilla puristuskuormilla. Elementtimenetelmäanalyysi osoittaa, että päätyhalkaisijan suurentaminen 2,0:sta 2,5 kertaa kierteen halkaisijaan pienentää huippulaakerijännitystä noin 30 %.
Leikkauskuormat siirtyvät liitetyn materiaalin vyöhykkeen läpi, jossa muodonmuutoksen saanut alumiini luo mekaanisen lukituksen kiinnikkeen varren kanssa. Tämä liitos kestää tyypillisesti 60–80 % kiinnikkeen lopullisesta leikkauslujuudesta, ennen kuin materiaalihäiriö tapahtuu alumiinialustassa eikä itse kiinnikkeessä.
Vetovastus kehittyy kolmen mekanismin kautta: mekaaninen häiriö liitoshalkaisijassa, kitka varren pinnalla ja laakerointi muodonmuutoksen saaneen materiaalin kaulusta vasten. Kunkin mekanismin suhteellinen osuus riippuu alumiiniseoksen ominaisuuksista, ja pehmeämmät seokset luottavat enemmän mekaaniseen häiriöön.
Saat tarkkoja tuloksia,Pyydä tarjous 24 tunnissa Microns Hubilta.
Liitoksen jäykkyyden huomioiminen on tärkeää dynaamisissa kuormitussovelluksissa, joissa väsymiskestävyys riippuu kuormanjakauman tasaisuudesta. PEM-liitokset ovat tyypillisesti 15–25 % vähemmän jäykkiä kuin vastaavat kierrereiät muodonmuutoksen saaneen materiaalin vyöhykkeen aiheuttaman myötäävyyden vuoksi. Tämä pienempi jäykkyys voi itse asiassa parantaa väsymistehoa vähentämällä jännityskeskittymiä, mutta se voi vaikuttaa resonanssitaajuuksiin tärinälle herkissä sovelluksissa.
Alumiiniseoksen yhteensopivuus
Eri alumiiniseokset reagoivat vaihtelevasti puristusliitosasennukseen johtuen eroista muokkauslujittumisominaisuuksissa, sitkeydessä ja raerakenteessa. Näiden materiaalikohtaisten käyttäytymismallien ymmärtäminen mahdollistaa oikean kiinnikkeen valinnan ja asennusparametrien optimoinnin.
6061-T6-alumiini on yleisimmin määritetty alusta PEM-sovelluksille, ja se tarjoaa erinomaisen tasapainon lujuuden, sitkeyden ja työstettävyyden välillä. T6-karkaisu tarjoaa riittävän myötölujuuden (276 MPa) vastustamaan liiallista muodonmuutosta liitoksen aikana säilyttäen samalla riittävän sitkeyden halkeilun estämiseksi. Raekoon tasaisuus 6061-seoksissa varmistaa johdonmukaisen liitoksen käyttäytymisen tuotantoerissä.
5052-H32-alumiini tarjoaa erinomaisen korroosionkestävyyden ja erinomaiset muovausominaisuudet, mikä tekee siitä sopivan monimutkaisiin geometrioihin, jotka vaativat IP65-tiivistysstrategioita. Muokkauslujittuminen liitoksen aikana voi kuitenkin lisätä asennusvoimia 20–30 % verrattuna 6061-seoksiin. Tämä materiaali osoittaa myös suurempaa jousipalautusta, mikä voi vaikuttaa kiinnikkeen pidätykseen, jos asennusparametreja ei ole säädetty oikein.
7075-T6-alumiini tarjoaa vahvimman vaihtoehdon, mutta asettaa haasteita PEM-asennukselle. Rajoitettu sitkeys ja korkea muokkauslujittumisnopeus voivat aiheuttaa epätäydellisen liitoksen tai materiaalin halkeilua kiinnikkeen ympärillä. Kun 7075-alustoja tarvitaan, kiinnikkeen valinnassa tulisi suosia malleja, joissa on pienempi liitoshalkaisija ja asteittaiset varsiprofiilit materiaalin siirtymisen minimoimiseksi.
| Seos | Karkaisu | Myötölujuus (MPa) | Venymä (%) | PEM-yhteensopivuus | Asennushuomautuksia |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Erinomainen | Vakioparametrit |
| 5052 | H32 | 193 | 12-18 | Erittäin hyvä | Lisää voimaa 20-25 % |
| 7075 | T6 | 503 | 5-11 | Kohtalainen | Pienennä niitin halkaisijaa |
| 3003 | H14 | 145 | 8-16 | Hyvä | Ylideformaation riski |
| 2024 | T3 | 345 | 15-20 | Huono | Kuparin pitoisuusongelmat |
Raesuunta suhteessa liitossuuntaan voi vaikuttaa liitoksen laatuun, erityisesti valssatuissa levyaineissa, joissa suuntaominaisuudet voivat vaihdella 10–15 %. Optimaalinen asennus tapahtuu, kun kiinnikkeen akseli on kohtisuorassa valssaussuuntaan nähden, mikä minimoi delaminoitumisen tai ensisijaisen repeämisen riskin.
Laadunvalvonta- ja testausmenetelmät
Vahvojen laadunvalvontamenettelyjen luominen PEM-asennuksille varmistaa johdonmukaisen liitoksen suorituskyvyn ja estää kenttävikoja. Useat tarkastus- ja testausmenetelmät tarjoavat erilaisia näkemyksiä asennuksen laadusta ja pitkäaikaisesta luotettavuudesta.
Visuaalinen tarkastus on edelleen ensimmäinen laadunvalvontalinja, joka keskittyy pään istuvuuteen, paneelin muodonmuutokseen ja reunan eheyteen. Oikein asennettujen kiinnikkeiden tulee olla samassa tasossa paneelin pinnan kanssa luomatta kuoppia tai kohotettuja alueita, jotka ylittävät 0,1 mm. Kiinnikkeen ympärillä olevan alumiinin tulee osoittaa yhtenäisiä muodonmuutoskuvioita ilman halkeamia, repeämiä tai liiallista materiaalin kertymistä.
Hyväksytty/hylätty-mittaus tarjoaa nopean tuotantotason menetelmän liitoksen laadun varmistamiseksi. Nämä mittarit tarkistavat sekä kiinnikkeen ulkoneman takapuolella että pään istuvuuden asennuspuolella. Tyypilliset hyväksymiskriteerit edellyttävät takapuolen ulkonemaa 0,2–0,8 mm paneelin paksuudesta ja kiinnikkeen rakenteesta riippuen.
Vääntömomenttitestaus arvioi asennettujen kiinnikkeiden pyörimiskestävyyttä, mikä korreloi liitoksen laadun kanssa. Aliliitetyt kiinnikkeet osoittavat pienempiä vääntömomenttiarvoja, kun taas oikein asennetut yksiköt vaativat tyypillisesti 80–120 % määritetystä vähimmäisvääntömomentista pyörimisen aiheuttamiseksi. Tämä testimenetelmä toimii erityisen hyvin tuotannonäytteenotossa, mutta tuhoaa testatut liitokset.
Työntötestaus tarjoaa määrällistä tietoa pidätysvoimasta kohdistamalla aksiaalikuormia, kunnes kiinnike pettää. Testauslaitteiden on varmistettava tasainen kuormituksen kohdistaminen kohtisuoraan paneelin pintaan nähden mielekkään tiedon tuottamiseksi. Hyväksymiskriteerit edellyttävät tyypillisesti työntövoimia, jotka ylittävät 75 % julkaistuista arvoista, ottaen huomioon asennus- ja materiaalivaihtelut.
Poikkileikkausanalyysi metallografisen valmistelun avulla paljastaa sisäisen liitosgeometrian ja materiaalin virtauskuviot. Tämä tuhoava menetelmä tarjoaa kattavimman arvion liitoksen laadusta, mutta vaatii erikoislaitteita ja asiantuntemusta. Tärkeimpiä arviointikriteerejä ovat liitoshalkaisijan tasaisuus, materiaalin jatkuvuus ja tyhjien tilojen tai halkeamien puuttuminen muodonmuutoksen saaneella vyöhykkeellä.
Kustannusten optimointistrategiat
Kustannustehokkaan PEM-kiinnikkeen toteutuksen saavuttaminen edellyttää alkukiinnikekustannusten tasapainottamista kokoonpanokustannuksiin, mukaan lukien työvoima, työkalut ja laadunvalvonta. Useat strategiat voivat vaikuttaa merkittävästi koko projektin talouteen suorituskyvystä tinkimättä.
Volyymiostosopimukset kiinniketoimittajien kanssa voivat pienentää yksikkökustannuksia 15–30 % ja varmistaa samalla toimitusketjun vakauden. Standardointi rajoitettuun määrään kiinnikekokoja ja -materiaaleja yksinkertaistaa varastonhallintaa ja asennustyökalujen vaatimuksia. Useimmat sovellukset voidaan palvella riittävästi kolmella kierrekoolla (#8-32, #10-32 ja 1/4-20) kahdessa päätytyylissä.
Asennuksen automatisointi on taloudellisesti houkuttelevaa, kun tuotantomäärät ylittävät 10 000 yksikköä vuodessa. Pneumaattiset puristusjärjestelmät voivat asentaa PEM-kiinnikkeitä 300–500 kappaleen tuntivauhdilla paremmalla johdonmukaisuudella verrattuna manuaaliseen asennukseen. Parannettu laadunvalvonta vähentää hylkyprosentteja ja poistaa tarpeen yksittäiselle kiinnikkeen tarkastukselle monissa sovelluksissa.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, mikä usein pienentää kokonaisprojektikustannuksia optimoitujen suunnittelusuositusten avulla.
Suunnittelun optimointi voi poistaa kiinnikkeet kokonaan joissakin sovelluksissa integroitujen kiinnitysominaisuuksien tai napsautettavien liitosten avulla. Tämä lähestymistapa edellyttää kuitenkin kuormitusvaatimusten ja valmistusominaisuuksien huolellista analysointia. PEM-kiinnikkeet tarjoavat usein kustannustehokkaimman ratkaisun, kun vaaditaan irrotettavuutta tai lujia liitoksia.
| Tuotantomäärä | Asennustapa | Työkustannus (€/kiinnike) | Laadunvalvonta | Kokonaishintakerroin |
|---|---|---|---|---|
| <1 000 | Manuaalinen puristin | 0.08-0.12 | 100 % visuaalinen | 1.0x |
| 1 000-10 000 | Pneumaattinen puristin | 0.04-0.06 | 10 % otanta | 0.7x |
| 10 000-50 000 | Puoliautomaattinen | 0.02-0.03 | Tilastollinen prosessi | 0.5x |
| >50 000 | Täysin automaattinen | 0.01-0.015 | Jatkuva seuranta | 0.4x |
Edistyneet sovellukset ja erityishuomiot
Erikoissovellukset vaativat usein muutoksia tavallisiin PEM-kiinnikkeiden malleihin tai asennusmenetelmiin ainutlaatuisten suorituskykyvaatimusten täyttämiseksi. Näiden edistyneiden tekniikoiden ymmärtäminen mahdollistaa insinöörien laajentaa puristusliitostekniikan sovellettavuutta.
Tiivistetyt sovellukset, jotka vaativat ympäristönsuojelua, hyötyvät PEM-kiinnikkeistä, joissa on integroidut O-rengasurat tai tiivistysalustat. Nämä mallit säilyttävät puristusliitosasennuksen edut ja tarjoavat samalla IPX7- tai korkeamman suojaustason. Tiivistyksen tehokkuus riippuu oikeasta urageometriasta ja tiivisteen ja alumiinialustan välisestä materiaaliyhteensopivuudesta.
Korkean lämpötilan sovellukset yli 150 °C vaativat huolellista huomioon ottamista kiinnikkeen ja alustan materiaalien lämpölaajenemiserojen suhteen. Ruostumattomasta teräksestä valmistetut PEM-mutterit alumiinipaneeleissa kokevat differentiaalisen laajenemisen, joka voi joko lisätä tai vähentää pidätysvoimia lämpötilavaihtelukuvioista riippuen. Elementtimenetelmällä tehtävä lämpöanalyysi on välttämätöntä kriittisissä sovelluksissa.
Sähkömagneettisen yhteensopivuuden (EMC) vaatimukset elektronisissa koteloissa voivat suosia alumiinisia PEM-kiinnikkeitä johtavuuden ylläpitämiseksi liitosten yli. Liitosprosessi luo kaasutiiviin metalli-metalli-kosketuksen, joka tarjoaa erinomaisen sähköisen jatkuvuuden, jonka vastusarvot ovat tyypillisesti alle 0,001 ohmia. Tämä suorituskyky ylittää useimmat tiivistetyt tai maalatut liitosrajapinnat.
Monikerroksiset kokoonpanot asettavat ainutlaatuisia haasteita asennettaessa PEM-kiinnikkeitä pinottujen materiaalien läpi. Kiinnikkeen on liityttävä tehokkaasti ensisijaiseen kerrokseen välttäen samalla toissijaisten kerrosten vaurioitumista. Pinon toleranssit ovat kriittisiä, koska vaihtelut voivat estää täydellisen liitoksen tai aiheuttaa läpimurron viereisiin komponentteihin.
Tärinäympäristöt vaativat parannettuja pidätysmenetelmiä tavallisten puristusliitosmekanismien lisäksi. Kierrelukitusaineet, niittausoperaatiot tai erikoistuneet kiinnikemallit mekaanisilla lukitusominaisuuksilla voivat olla tarpeen löystymisen estämiseksi dynaamisissa kuormissa. Testaus MIL-STD-810:n tai vastaavien standardien mukaisesti vahvistaa suorituskyvyn tietyissä tärinäspektreissä.
Yleisten asennusongelmien vianmääritys
PEM-asennusongelmien tunnistaminen ja ratkaiseminen edellyttää vikojen ja niiden perimmäisten syiden järjestelmällistä analysointia. Useimmat ongelmat johtuvat virheellisestä reiän valmistelusta, virheellisistä asennusparametreista tai materiaaliyhteensopivuusongelmista.
Epätäydellinen liitos ilmenee pienentyneenä pidätyslujuutena ja näkyvinä rakoina kiinnikkeen pään ja paneelin pinnan välillä. Tämä tila johtuu tyypillisesti riittämättömästä asennusvoimasta, ylisuurista rei'istä tai muokkauslujittuneesta materiaalista, joka vastustaa muodonmuutosta. Ratkaisuja ovat asennusvoiman lisääminen 10–15 %, reiän mittojen tarkistaminen ja muokkauslujittuneiden materiaalien hehkutus mahdollisuuksien mukaan.
Paneelin vääristyminen asennettujen kiinnikkeiden ympärillä osoittaa liiallista asennusvoimaa tai riittämätöntä materiaalitukea liitoksen aikana. Ohut alumiini myötää keskittyneiden kuormien alla luoden kuoppia tai kohotettuja alueita, jotka vaikuttavat kokoonpanon istuvuuteen. Asennusvoiman vähentäminen ja taustalevyn tuen parantaminen tyypillisesti ratkaisevat tämän ongelman pidätyslujuudesta tinkimättä.
Kiinnikkeen pyöriminen kokoonpanon aikana viittaa riittämättömään liitoksen muodostumiseen tai saastuneisiin rajapintoihin, jotka vähentävät kitkaa. Öljy, leikkuunesteet tai hapettuminen voivat estää oikean materiaalin tartunnan asennuksen aikana. Puhdistusmenetelmät isopropanolilla tai alkalisilla rasvanpoistoaineilla palauttavat oikean liitoksen käyttäytymisen useimmissa tapauksissa.
Reunan repeämä tapahtuu, kun materiaalia ei ole riittävästi liitosvoimien sisältämiseksi, tyypillisesti riittämättömien reunan etäisyyksien tai materiaalin vikojen vuoksi asennuspaikan lähellä. Ehkäisy edellyttää tiukkaa noudattamista vähimmäisreunan etäisyysmäärityksiin ja materiaalin tarkastusta sisällytysten tai laminaatioiden tunnistamiseksi, jotka voivat levitä repeämiksi.
Halkeilu asennettujen kiinnikkeiden ympärillä osoittaa materiaalin haurautta tai liiallisia jännityskeskittymiä asennuksen aikana. Tämä ongelma esiintyy useimmiten lujien alumiiniseosten tai materiaalien kanssa, jotka ovat altistuneet aikaisemmalle kylmämuokkaukselle. Ratkaisuja ovat jännityksenpoistohehkutus, kiinnikkeen suunnittelun muutokset liitoshalkaisijan pienentämiseksi tai siirtyminen sitkeämpiin alustamateriaaleihin.
Usein kysytyt kysymykset
Mikä on pienin alumiinin paksuus, joka soveltuu PEM-puristusliitosmuttereille?
Useimmat tavalliset PEM-mutterit vaativat vähintään 0,5 mm:n paksuuden oikean liitoksen muodostamiseksi alumiinialustoissa. Tämän paksuuden alapuolella materiaalilla ei ole riittävästi tilavuutta luotettavan mekaanisen lukituksen muodostamiseksi. Erikoistuneet ohutlevykiinnikkeet voivat sopia jopa 0,3 mm:n paksuisille materiaaleille, mutta nämä vaativat muunnettuja asennusmenettelyjä ja niillä voi olla pienempi kuormituskapasiteetti.
Miten estän galvaanisen korroosion, kun käytän teräksisiä PEM-kiinnikkeitä alumiinissa?
Galvaanisen korroosion esto edellyttää kosteuden ja elektrolyyttikosketuksen poistamista erilaisten metallien välillä. Käytä ruostumattomasta teräksestä tai alumiinista valmistettuja PEM-kiinnikkeitä mahdollisuuksien mukaan, levitä dielektrisiä pinnoitteita tai tiivisteaineita rajapintaan tai varmista, että kokoonpano toimii kuivissa ympäristöissä. Sinkki-nikkelipinnoitetut teräskiinnikkeet tarjoavat paremman yhteensopivuuden verrattuna tavalliseen sinkkipäällysteeseen.
Voidaanko PEM-kiinnikkeet irrottaa ja asentaa uudelleen alumiinipaneeleihin?
PEM-kiinnikkeet luovat pysyviä asennuksia, joita ei voida turvallisesti irrottaa vahingoittamatta alumiinialustaa. Liitosprosessi muuttaa molempien materiaalien muotoa, mikä tekee kääntämisestä mahdotonta. Sovelluksissa, jotka vaativat irrotettavuutta, tulisi käyttää tavallisia muttereita taustalevyillä tai ohutlevysovelluksiin suunniteltuja häkkimuttereita.
Mikä asennusvoima vaaditaan erikokoisille PEM-kiinnikkeille alumiinissa?
Asennusvoimat vaihtelevat kiinnikkeen koon ja alumiinin paksuuden mukaan. Tyypillisiä alueita ovat 6–9 kN #6-32-kiinnikkeille, 10–13 kN #8-32:lle, 12–16 kN #10-32:lle ja 18–25 kN 1/4-20-koolle 1,6 mm:n alumiinissa. Tarkista tarkat arvot valmistajan teknisistä tiedoista, koska voimat voivat vaihdella 20–30 % eri kiinnikemallien välillä.
Miten varmistan PEM-kiinnikkeen oikean asennuslaadun?
Laadunvarmistus yhdistää visuaalisen tarkastuksen, mittatarkastuksen ja toiminnallisen testauksen. Etsi tasainen pään istuvuus, yhtenäinen materiaalin muodonmuutos ja 0,2–0,8 mm:n takapuolen ulkonema. Vääntömomenttitestauksen tulisi vaatia 80–120 % määritetyistä arvoista kiinnikkeen pyörimisen aiheuttamiseksi. Työntötestaus tarjoaa määrällistä pidätyslujuustietoa kriittisille sovelluksille.
Mitä tapahtuu, jos reiän koko on virheellinen PEM-asennusta varten?
Ylisuuret reiät heikentävät pidätyslujuutta 25–35 % ja voivat estää täydellisen liitoksen. Alimittaiset reiät lisäävät asennusvoimia ja voivat halkaista hauraita materiaaleja tai aiheuttaa kiinnikkeen epätäydellisen istuvuuden. Reiän toleranssien on pysyttävä ±0,05 mm:n sisällä määritetyistä mitoista optimaalisen suorituskyvyn saavuttamiseksi.
Onko PEM-kiinnikkeille lämpötilarajoituksia alumiinikokoonpanoissa?
Tavalliset PEM-asennukset toimivat luotettavasti -40 °C:sta +150 °C:seen. Korkeammat lämpötilat edellyttävät kiinnikkeen ja alustan materiaalien välisen differentiaalisen lämpölaajenemisen analysointia. Ruostumattomasta teräksestä valmistetut kiinnikkeet laajenevat vähemmän kuin alumiini, mikä voi heikentää pidätysvoimia lämmityssyklien aikana. Alumiiniset PEM-kiinnikkeet tarjoavat paremman lämpöyhteensopivuuden äärimmäisiin lämpötilasovelluksiin.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece