Mukautettujen koteloiden suunnittelu: IP65-tiivistysstrategiat ohutlevylle
IP65-luokitellut ohutlevykotelot kohtaavat perusluonteisen suunnitteluhaasteen: ympäristönsuojelun ylläpitäminen samalla kun otetaan huomioon lämpölaajeneminen, valmistustoleranssit ja kenttähuollettavuus. Kuuden millimetrin tunkeutumissuoja pölyä ja matalapaineisia vesisuihkuja vastaan vaatii tarkkoja tiivistysstrategioita, jotka ottavat huomioon materiaalin käyttäytymisen, tiivisteen puristusdynamiikan ja pitkäaikaisen tiivisteen eheyden lämpösyklien aikana.
Tärkeimmät huomiot
- IP65 vaatii täydellisen suojan pölyltä ja kestävyyden vesisuihkuja vastaan mistä tahansa suunnasta 12,5 litraa minuutissa
- Tiivisteen puristussuhteet 15–25 % varmistavat optimaalisen tiivistyksen ja estävät materiaalin heikkenemisen
- Materiaalivalinta vaikuttaa suoraan lämpölaajenemiskertoimiin, mikä vaikuttaa pitkäaikaiseen tiivistyskykyyn
- Oikea urageometria 3:2 leveys-syvyyssuhteella maksimoi tiivisteen pidätyskyvyn ja tiivistystehokkuuden
IP65-vaatimusten ymmärtäminen ohutlevysovelluksissa
Kansainvälisen sähköteknisen komission IP65-standardi edellyttää täydellistä suojaa pölyn tunkeutumista vastaan (taso 6) ja kestävyyttä vesisuihkuja vastaan 6,3 mm:n suuttimesta 12,5 litraa minuutissa mistä tahansa suunnasta (taso 5). Ohutlevykoteloiden osalta tämä tarkoittaa tiiviyden ylläpitämistä liitosrajapinnoissa, joissa esiintyy erilaista lämpölaajenemista, mekaanista rasitusta tärinästä ja mahdollista muodonmuutosta kuormituksen alaisena.
Kriittiset paine-erot IP65-sovelluksissa ovat tyypillisesti 1–5 kPa, vaikka teollisuusympäristöt saattavat vaatia kestävyyttä jopa 10 kPa:iin asti. Tiivistysjärjestelmän on kestettävä nämä paineet säilyttäen samalla toiminnallisuuden käyttölämpötila-alueilla -40 °C - +85 °C vakiokäyttökohteissa, ja erikoismallit ulottuvat +125 °C:seen korkean lämpötilan ympäristöissä.
Ohutlevyn paksuus vaikuttaa merkittävästi tiivistysstrategian tehokkuuteen. Vakiopaksuiset materiaalit 1,0 mm:stä 3,0 mm:iin vaativat erilaisia tiivisteen puristusmenetelmiä verrattuna raskaampiin 5,0 mm:stä 8,0 mm:iin levyihin. Ohuemmat materiaalit taipuvat enemmän tiivisteen puristuskuormituksen alaisena, mikä saattaa heikentää tiivistysgeometriaa ajan myötä.
Materiaalivalinta ja lämpövaikutukset
Alumiini 5052-H32 ja 6061-T6 ovat yleisimmät ohutlevyvalinnat IP65-koteloihin, ja kummallakin on erilaiset lämpölaajenemisominaisuudet, jotka vaikuttavat suoraan tiivistyskykyyn. Alumiiniseosten lämpölaajenemiskerroin on keskimäärin 23,1 × 10⁻⁶/°C, mikä aiheuttaa mitattavia mittamuutoksia suurissa koteloissa.
| Materiaalin laatu | Lämpölaajeneminen (10⁻⁶/°C) | Myötölujuus (MPa) | Kustannuskerroin | Tiivistysyhteensopivuus |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Erinomainen |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Erinomainen |
| 304 Ruostumaton teräs | 17.3 | 215 | 2.8x | Erittäin hyvä |
| 316L Ruostumaton teräs | 16.0 | 170 | 4.2x | Erinomainen |
| Kylmävalssattu teräs | 12.0 | 350 | 0.6x | Hyvä (pinnoitettu) |
Ruostumattomat teräslaadut 304 ja 316L tarjoavat alhaisemmat lämpölaajenemiskertoimet, mikä vähentää tiivisteen rasitusta lämpösyklien aikana. Materiaalikustannusten ja muovausvaatimusten lisäys on kuitenkin tasapainotettava parantuneen mittapysyvyyden kanssa. Kylmävalssattu teräs tarjoaa erinomaisen lujuuden ja minimaalisen lämpölaajenemisen, mutta vaatii suojapinnoitteita galvaanisen korroosion estämiseksi, kun se yhdistetään vakiotiivistemateriaaleihin.
Pintakäsittelyvaatimukset tehokkaalle IP65-tiivistykselle määrittävät tyypillisesti Ra-arvot välillä 0,8–3,2 μm tiivisteen kosketuspinnoilla. Sileämmät pinnat parantavat alkutiivistystä, mutta voivat vähentää tiivisteen pitoa, kun taas karkeammat pinnat parantavat mekaanista pidätystä mikroskooppisten vuotoreittien kustannuksella.
Tiivisteen valinta ja puristusdynamiikka
EPDM (eteenipropeenidieenimonomeeri) -tiivisteet hallitsevat IP65-sovelluksia erinomaisen säänkestävyyden, otsoninkestävyyden ja puristussarjan kestävyyden ansiosta alle 25 % 1000 tunnin jälkeen 70 °C:ssa. Shore A -kovuusluokitukset välillä 60–80 tarjoavat optimaalisen tasapainon tiivistysmuovautuvuuden ja rakenteellisen eheyden välillä puristuskuormituksen alaisena.
Puristussuhteet vaativat tarkkaa hallintaa IP65-suorituskyvyn saavuttamiseksi. Optimaalinen puristus on tyypillisesti 15–25 % tiivisteen alkuperäisestä poikkileikkauksesta, ja korkeammat puristusasteet johtavat materiaalin kiihtyneeseen heikkenemiseen ja mahdolliseen tiivisteen suulakepuristukseen. Pienempi puristus voi sallia vuotoreittejä painesyklien tai lämpölaajenemisrasituksen alaisena.
| Tiivistemateriaali | Shore A Durometri | Puristussuhde | Lämpötila-alue (°C) | Kemiallinen kestävyys |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 - +120 | Erinomainen |
| Silikoni | 60 ± 5 | 15-20% | -60 - +200 | Hyvä |
| Neopreeni | 65 ± 5 | 20-30% | -35 - +100 | Erittäin hyvä |
| Fluorihiilivety (FKM) | 75 ± 5 | 15-20% | -20 - +200 | Erinomainen |
| Nitriili (NBR) | 70 ± 5 | 25-35% | -30 - +100 | Hyvä |
Tiivisteen poikkileikkausgeometria vaikuttaa merkittävästi tiivistystehokkuuteen. Pyöreät poikkileikkaukset tarjoavat tasaisen jännitysjakauman, mutta vaativat tarkan urageometrian. D-muotoiset profiilit tarjoavat paremman pidätyskyvyn matalissa urissa, mutta voivat luoda jännityskeskittymiä tasaisessa rajapinnassa. Ontot tiivisteet vähentävät puristusvoimia, mutta uhraavat paineenkestokyvyn.
Uran suunnittelu ja valmistustoleranssit
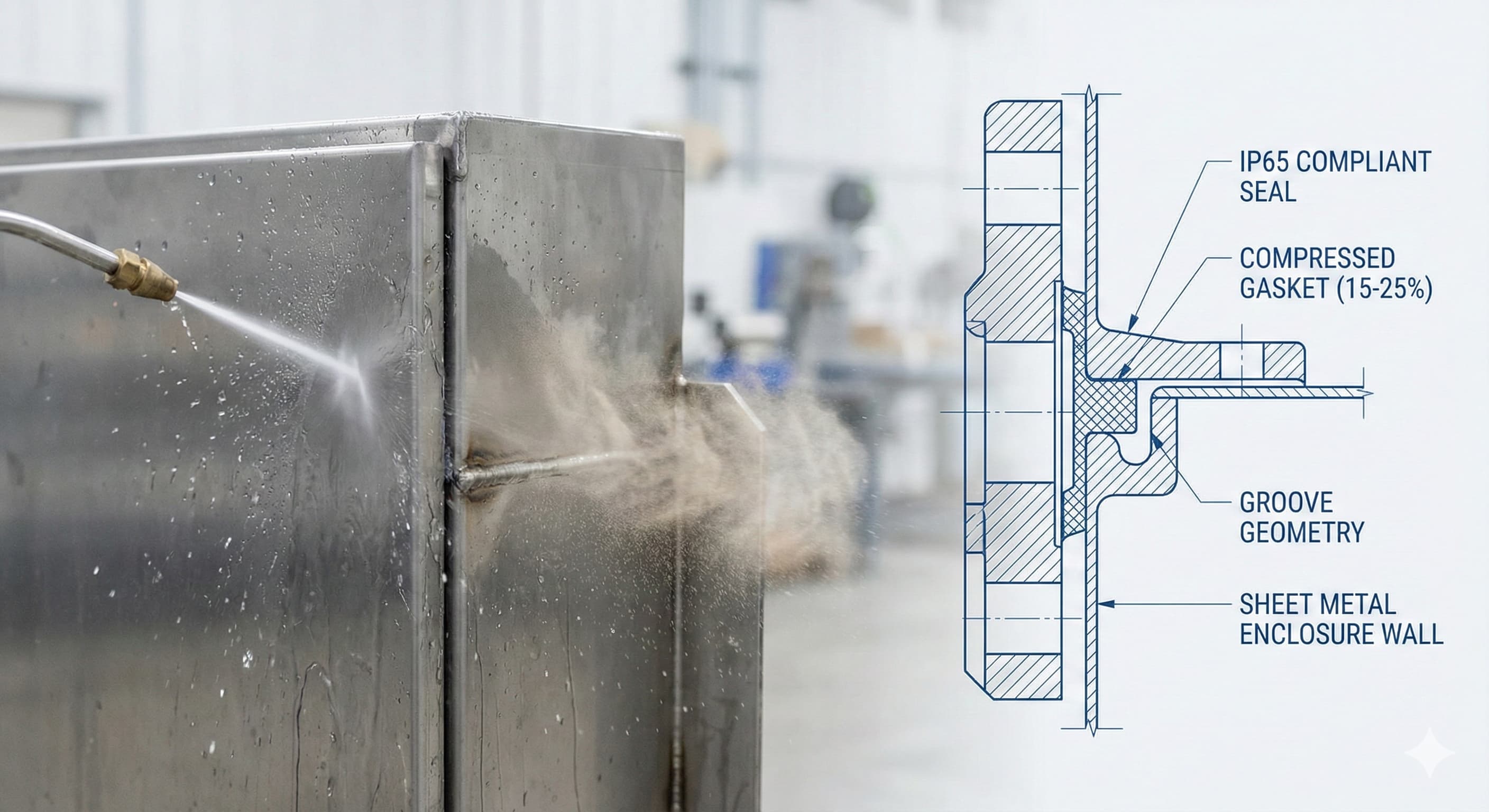
Urageometria määrittää suoraan tiivisteen pidätyskyvyn, puristuksen tasaisuuden ja pitkäaikaisen tiivisteen eheyden. Optimaalinen leveys-syvyyssuhde 3:2 varmistaa riittävän tiivisteen tuen ja estää samalla ylipuristuksen tai suulakepuristuksen paineen alaisena. Tavallisille 6 mm:n halkaisijaltaan pyöreille tiivisteille uran mitat määrittävät tyypillisesti 4,5 mm:n leveyden × 3,0 mm:n syvyyden ±0,1 mm:n toleranssilla.
Uran mittojen valmistustoleranssit vaativat kumulatiivisten pinoamisvaikutusten huolellista huomioon ottamista. ±0,2 mm:n sijaintitoleranssit uran keskilinjoilla varmistavat tiivisteen oikean kohdistuksen vastinpintojen yli, kun taas syvyyden vaihtelu yli ±0,1 mm luo epätasaisen puristuksen, joka heikentää tiivistyskykyä.
Uran suunnittelun kulmasäteiden on mukauduttava tiivisteen joustavuuteen säilyttäen samalla rakenteellisen eheyden. Pienimmät sädevaatimukset ovat tyypillisesti 0,3 kertaa tiivisteen halkaisija, jotta estetään materiaalin jännityssäröily asennuksen ja puristussyklien aikana. Terävät kulmat luovat jännityskeskittymäpisteitä, jotka nopeuttavat tiivisteen vikaantumista säröjen leviämisen kautta.
Saat tarkkoja tuloksia,lähetä projektisi saadaksesi tarjouksen 24 tunnissa Microns Hubilta.
Edistyneet tiivistysstrategiat ja monivaiheinen suojaus
Monimutkaiset kotelot vaativat usein monivaiheisia tiivistysstrategioita luotettavan IP65-suojauksen saavuttamiseksi. Ensisijaiset tiivisteet hoitavat suurimman osan ympäristön eristyksestä, kun taas toissijaiset tiivisteet tarjoavat varasuojauksen ensisijaisen tiivisteen heikkenemistä tai asennusvirheitä vastaan. Tämä redundanssi on erityisen arvokasta kriittisissä sovelluksissa, joissa tiivisteen vikaantumisen seuraukset ulottuvat komponenttien vaihtokustannusten ulkopuolelle.
Labyrinttitiivisteet täydentävät tiivistepohjaisia järjestelmiä luomalla mutkikkaita reittejä, jotka vähentävät paine-eroa ensisijaisten tiivisteiden yli. Nämä geometriset ominaisuudet, jotka on koneistettu tai muotoiltu vastinpintoihin, parantavat merkittävästi koko järjestelmän luotettavuutta ilman materiaalikustannusten lisäämistä. Tyypilliset labyrinttimallit sisältävät 2–3 suunnanmuutosta 0,5–1,0 mm:n välyksillä.
Kotelon suunnitteluun integroidut tyhjennysominaisuudet estävät veden kertymisen, mikä voisi ylikuormittaa tiivistysjärjestelmiä pitkäaikaisen altistuksen aikana. Strategisesti sijoitetut tyhjennysreiät, joiden halkaisija on 3–5 mm ja jotka sijaitsevat geometrisissa alimmassa kohdissa, mahdollistavat kosteuden poistamisen säilyttäen samalla IP65-eheyden. Nämä ominaisuudet vaativat huolellista sijoittelua, jotta vältetään tunkeutumisreittien luominen paineolosuhteissa.
| Tiivistysstrategia | Monimutkaisuus | Kustannusvaikutus | Luotettavuuskerroin | Huoltovaatimukset |
|---|---|---|---|---|
| Yksittäinen tiiviste | Matala | 1.0x | Vakio | 5 vuoden vaihto |
| Kaksoistiiviste | Keskitaso | 1.8x | Korkea | 7 vuoden vaihto |
| Tiiviste + Labyrintti | Keskitaso | 1.4x | Erittäin korkea | 10 vuoden vaihto |
| Monivaihejärjestelmä | Korkea | 2.5x | Erinomainen | 3 vuoden tarkastus |
| Hitsattu + Tiiviste | Korkea | 2.2x | Erinomainen | Pysyvä |
Kiinnittimen valinta ja puristuksen hallinta
Kiinnittimien tekniset tiedot vaikuttavat suoraan tiivisteen puristuksen tasaisuuteen ja pitkäaikaiseen tiivistyskykyyn. Ruostumattomasta teräksestä valmistetut kuusiokoloruuvit tarjoavat korroosionkestävyyden ja tarkan vääntömomentin, ja M6 × 1,0 on yleisin koko vakiokotelosovelluksissa. Kiinnittimien väli on tyypillisesti 80–120 mm keskellä, ja ohuemmille ohutlevypohjille vaaditaan tiheämpi väli.
Vääntömomentin teknisten tietojen on otettava huomioon tiivistemateriaalin ominaisuudet, pohjan paksuus ja lämpösyklien vaikutukset. Tavalliset EPDM-tiivisteet alumiinikoteloissa vaativat tyypillisesti 4–6 N⋅m vääntömomentin M6-kiinnittimille, ja arvoja säädetään tiivisteen kovuuden ja puristusvaatimusten perusteella. Liiallinen vääntömomentti luo jännityskeskittymiä, jotka nopeuttavat tiivisteen heikkenemistä, kun taas riittämätön vääntömomentti sallii tiivisteen rentoutumisen lämpösyklien aikana.
Kierrelukitteet estävät kiinnittimien löystymisen tärinän tai lämpösyklien vuoksi, mutta valinnassa on otettava huomioon huollettavat purkuvaatimukset. Keskivahvat anaerobiset yhdisteet tarjoavat riittävän pidätyskyvyn ja mahdollistavat kenttähuollon vakiotyökaluilla. Erittäin vahvat yhdisteet saattavat vaatia lämmön käyttöä purkamiseen, mikä vaikeuttaa huoltotoimenpiteitä.
Aluslevyn valinta vaikuttaa kuormituksen jakautumiseen tiivistepinnoilla. Ruostumattomasta teräksestä valmistetut aluslevyt, joiden ulkohalkaisija on 12 mm, jakavat puristuskuormituksen tehokkaasti ja estävät samalla pohjan muodonmuutoksen. Kiinnitetyt aluslevymallit lyhentävät asennusaikaa ja poistavat löysät laitteistot kenttähuoltotoimien aikana.
Valmistusprosessit ja laadunvalvonta
Ohutlevyn muovaustoimintojen on otettava huomioon tiivisteuran vaatimukset suunnitteluvaiheessa valmistettavuuden ja kustannustehokkuuden varmistamiseksi. Särmäyspuristustoiminnot voivat tyypillisesti mukauttaa uran ominaisuudet kohtisuorassa taivutusakseleihin nähden, kun taas yhdensuuntaiset urat saattavat vaatia toissijaisia koneistustoimintoja, jotka lisäävät tuotantokustannuksia merkittävästi.
Tiivisteurien CNC-koneistus tarjoaa paremman mittatarkkuuden verrattuna muovaustoimintoihin, erityisesti monimutkaisissa geometrioissa tai tiukoissa toleranssivaatimuksissa. Microns Hubin tarkat CNC-koneistuspalvelut varmistavat, että uran mitat täyttävät IP65-tiivistysvaatimukset ja optimoivat samalla valmistustehokkuuden sekä prototyyppi- että tuotantomäärille.
Hitsausoperaatiot tiivistealueiden lähellä vaativat huolellista lämmönhallintaa, jotta estetään pohjan vääristyminen, mikä heikentää urageometriaa. TIG-hitsaus hallitulla lämmöntuonnilla ylläpitää tyypillisesti mittapysyvyyden hyväksyttävissä rajoissa, kun taas MIG-hitsaus saattaa vaatia hitsauksen jälkeistä koneistusta uran teknisten tietojen palauttamiseksi.
IP65-koteloiden laadunvalvontamenettelyjen on validoitava sekä mittatarkkuus että todellinen tiivistyskyky. Koordinaattimittauskoneet tarkistavat uran mitat ±0,05 mm:n tarkkuudella, kun taas paineenlaskutesti vahvistaa vuotonopeudet alle 1 × 10⁻⁶ mbar⋅l/s simuloiduissa käyttöolosuhteissa.
| Valmistusprosessi | Uran tarkkuus (mm) | Tuotantonopeus | Perustamiskustannukset | Parhaat sovellukset |
|---|---|---|---|---|
| CNC-työstö | ±0.03 | Keskitaso | Korkea | Monimutkaiset geometriat |
| Särmäys | ±0.15 | Korkea | Matala | Yksinkertaiset suorat urat |
| Progressiivinen työkalu | ±0.08 | Erittäin korkea | Erittäin korkea | Suurivolyyminen tuotanto |
| Laserleikkaus + Muotoilu | ±0.10 | Keskitaso | Keskitaso | Keskisuuret volyymit |
| Vesisuihku + Toissijainen | ±0.05 | Matala | Keskitaso | Paksut materiaalit |
Testaus- ja validointiprotokollat
IP65-validointi vaatii systemaattisia testausprotokollia, jotka simuloivat todellisia käyttöolosuhteita ja tarjoavat samalla kvantitatiivista suorituskykytietoa. Vakiotestausmenettelyt noudattavat IEC 60529 -määrityksiä käyttäen kalibroituja pölykammioita ja vesisuihkulaitteita suojaustasojen tarkistamiseksi valvotuissa olosuhteissa.
Pölyn tunkeutumistestauksessa käytetään talkkijauhetta tai standardoitua testipölyä, jota kierrätetään kammioissa määritetyillä pitoisuuksilla ja ilmanopeuksilla. Testin kesto on tyypillisesti 8 tuntia, ja siinä on säännöllinen painesykli lämpöhengityksen vaikutusten simuloimiseksi. Täydellinen pölyn poissulkeminen on osoitettava ilman mitattavaa kertymistä kotelon sisällä.
Vesisuihkutestauksessa käytetään 6,3 mm:n suuttimia, jotka tuottavat 12,5 litraa minuutissa 30 kPa:n paineella kaikista suunnista. Testin kesto on vähintään 15 minuuttia, ja kotelo on suunnattu siten, että se muodostaa suurimman haasteen tiivistysjärjestelmille. Veden tunkeutuminen ei ole hyväksyttävää, ja kaikki havaittu kosteus on testin epäonnistuminen.
Pitkäaikainen luotettavuustestaus sisältää lämpösyklien operatiivisten lämpötilojen ääripäiden välillä, tyypillisesti 1000 sykliä -40 °C:sta +85 °C:seen 2 tunnin viipymäajoilla. Tiivisteen puristussarjan mittaukset vahvistavat materiaalin vakauden, kun taas vuotonopeustestaus vahvistaa tiivisteen jatkuvan eheyden koko testin keston ajan.
Kustannusten optimointistrategiat
Materiaalivalinta vaikuttaa merkittävästi projektin kokonaiskustannuksiin, ja alumiiniseokset tarjoavat optimaalisen tasapainon suorituskyvyn ja taloudellisuuden välillä useimmissa sovelluksissa. Ruostumattomat teräslaadut ovat hinnoiteltu korkeammalle, mutta tarjoavat erinomaisen korroosionkestävyyden ja mittapysyvyyden, jotka saattavat oikeuttaa korkeammat kustannukset ankarissa ympäristöissä tai pidennetyn käyttöiän vaatimuksissa.
Tiivisteen valinta tarjoaa mahdollisuuksia kustannusten optimointiin IP65-suorituskyvystä tinkimättä. Tavalliset EPDM-koostumukset tarjoavat erinomaisen suorituskyvyn kilpailukykyiseen hintaan, kun taas erikoistuneet yhdisteet, kuten fluorihiilimateriaalit, saattavat olla tarpeettomia, ellei erityisiä kemiallisen kestävyyden vaatimuksia ole. Mukautetut tiivisteen poikkileikkaukset voivat vähentää materiaalin käyttöä verrattuna tavallisiin pyöreisiin profiileihin säilyttäen samalla tiivistystehokkuuden.
Valmistusprosessin valinta vaatii huolellista analyysiä volyymivaatimuksista ja geometrisesta monimutkaisuudesta. Pienivolyymiset sovellukset hyötyvät joustavista prosesseista, kuten särmäyspuristuksesta ja valmistuspalveluistamme, jotka minimoivat työkaluinvestoinnit. Suurivolyyminen tuotanto oikeuttaa progressiivisen muotin työkalut merkittävistä alkukustannuksista huolimatta, koska yksikkökohtainen valmistusaika lyhenee ja mittatarkkuus paranee.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa huomiota yksityiskohtiin, mikä on välttämätöntä luotettavan IP65-suorituskyvyn saavuttamiseksi erilaisissa käyttöympäristöissä.
Yleiset suunnittelun sudenkuopat ja ratkaisut
Riittämätön kiinnittimien väli on yksi yleisimmistä IP65-tiivisteen vikaantumisen syistä ohutlevykoteloissa. Liiallinen väli sallii pohjan taipuman kiinnittimien välillä, mikä luo aukkoja, jotka heikentävät tiivisteen puristusta. Vakiokäytäntö rajoittaa välin 100 mm:iin 2,0 mm:n levyn paksuudelle, ja ohuemmille materiaaleille suhteellinen vähennys.
Tiivisteuran risteykset kulmissa vaativat erityistä huomiota, jotta estetään vuotoreitit, jotka ohittavat ensisijaisen tiivistysrajapinnan. Valetut kulmatiivisteet poistavat liitokset, jotka luovat mahdollisia vikaantumispisteitä, kun taas jatkosliitokset vaativat tarkkaa leikkaus- ja liimausmenettelyä tiivisteen eheyden ylläpitämiseksi. Kulmasäteiden tulisi mukauttaa tiivisteen taivutussädevaatimukset luomatta jännityskeskittymiä.
Lämpölaajenemislaskelmat jättävät usein huomiotta erilaisten materiaalien välisen erilaisen laajenemisen komposiittirakenteissa. Teräsvahvistuskehykset yhdistettynä alumiinikuoriin luovat jännityskuvioita, jotka voivat heikentää tiivisteen puristuksen tasaisuutta lämpötilan muutosten aikana. Suunnitteluratkaisuja ovat paisuntasaumat tai materiaalin valinta, joka minimoi lämpölaajenemisen epäsuhtaisuudet.
Pintakäsittelyn epäjohdonmukaisuudet tiivisteen kosketusalueiden lähellä johtuvat usein riittämättömästä prosessinohjauksesta valmistuksen aikana. Hitsausoperaatiot, jotka luovat paikallista karheutta tai saastumista, vaativat jälkikäsittelyä määritettyjen pintaolosuhteiden palauttamiseksi. Laadunvalvontamenettelyjen on tarkistettava pintakäsittelyvaatimukset mittatarkkuuden lisäksi.
Usein kysytyt kysymykset
Mikä tiivisteen puristussuhde tarjoaa optimaalisen IP65-tiivistyskyvyn?
Optimaaliset puristussuhteet ovat 15–25 % tiivisteen alkuperäisestä poikkileikkauksesta useimmille EPDM-materiaaleille. Tämä alue tarjoaa riittävän kosketuspaineen tehokkaaseen tiivistykseen ja estää samalla materiaalin heikkenemisen ylipuristuksen vuoksi. Shore A -kovuusluokitukset vaikuttavat ihanteelliseen puristukseen, ja pehmeämmät materiaalit vaativat alhaisempia puristussuhteita.
Miten lämpölaajenemisen vaikutukset vaikuttavat pitkäaikaiseen tiivisteen eheyteen?
Lämpölaajeneminen luo mittamuutoksia, jotka rasittavat tiivistemateriaaleja ja voivat heikentää tiivisteen geometriaa. Alumiinikotelot laajenevat noin 0,23 mm metriä kohti 10 °C:n lämpötilan nousua kohti. Suunnittelustrategioita ovat paisuntasaumat, materiaalin valinta, jossa on yhtenevät lämpökertoimet, ja tiivistemateriaalit, joilla on suuri venymäkyky.
Mitkä valmistustoleranssit vaaditaan tehokkaalle tiivisteuran geometrialle?
Uran leveyden toleranssit määrittävät tyypillisesti ±0,1 mm optimaalisen tiivisteen pidätyskyvyn ja puristuksen hallinnan varmistamiseksi. Syvyystoleranssien tulisi säilyttää ±0,1 mm tasaisen puristuksen varmistamiseksi koko tiivisteen kehän ympäri. ±0,2 mm:n sijaintitoleranssit estävät tiivisteen virheellisen kohdistuksen, joka luo vuotoreittejä.
Voidaanko IP65-luokitus säilyttää irrotettavilla paneeleilla tai ovilla?
Kyllä, irrotettavat paneelit voivat säilyttää IP65-suojauksen oikealla saranasuunnittelulla ja tiivistejärjestelmillä. Pianosarana tarjoaa jatkuvan tuen paneelin reunoja pitkin, kun taas oikein suunnitellut puristussalvat varmistavat riittävän tiivisteen puristuksen. Useat kiinnittimet määritetyillä vääntömomenttiarvoilla tarjoavat vaihtoehtoisia ratkaisuja usein käytettäville paneeleille.
Mitkä testausmenettelyt vahvistavat IP65-vaatimustenmukaisuuden mukautetuissa koteloissa?
IP65-testaus noudattaa IEC 60529 -standardeja, joissa on pölykammiotestaus vähintään 8 tunnin ajan ja vesisuihkutestaus 12,5 litraa minuutissa 6,3 mm:n suuttimista. Paineenlaskutestaus täydentää vakiomenettelyjä kvantifioimalla vuotonopeudet valvotuissa olosuhteissa. Lämpösyklien validointi vahvistaa suorituskyvyn operatiivisilla lämpötila-alueilla.
Miten ohutlevyn paksuus vaikuttaa tiivisteen puristukseen ja tiivistyskykyyn?
Ohuempi ohutlevy taipuu enemmän tiivisteen puristuskuormituksen alaisena, mikä saattaa luoda epätasaisen paineen jakautumisen, joka heikentää tiivistystehokkuutta. Alle 1,5 mm:n paksuiset materiaalit vaativat usein tiheämmän kiinnittimien välin tai vahvistusominaisuuksia riittävän jäykkyyden ylläpitämiseksi. Paksummat materiaalit tarjoavat paremman mittapysyvyyden, mutta lisäävät materiaalikustannuksia ja muovauskuormituksia.
Mitkä ovat kustannustehokkaimmat materiaalit IP65-ohutlevykoteloihin?
Alumiini 5052-H32 tarjoaa parhaan yhdistelmän kustannuksia, muovattavuutta ja korroosionkestävyyttä useimpiin IP65-sovelluksiin. Kylmävalssattu teräs tarjoaa alhaisemmat materiaalikustannukset, mutta vaatii suojapinnoitteita ja huolellista tiivistemateriaalin valintaa galvaanisen korroosion estämiseksi. Ruostumattomat teräslaadut oikeuttavat korkeammat hinnat vain, kun tietyt ympäristöolosuhteet vaativat erinomaista korroosionkestävyyttä.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece