Magnesium-painevalu: Kevytrakenneratkaisut autoteollisuuden komponenteille
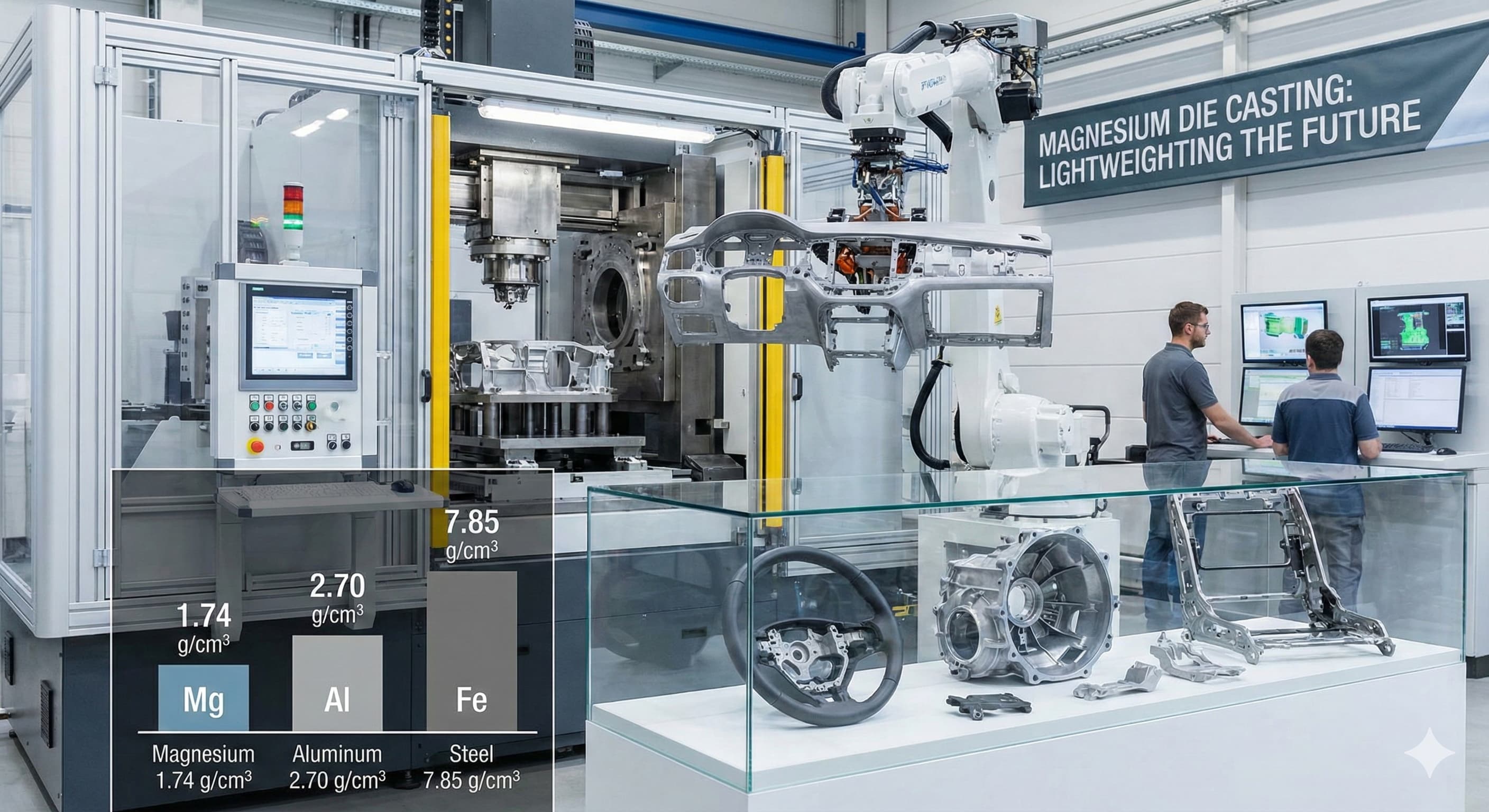
Autoteollisuuden valmistajat kohtaavat ennennäkemättömän haasteen: ajoneuvojen painon vähentäminen 15–20 % säilyttäen samalla rakenteellisen eheyden ja kustannustehokkuuden. Magnesium-painevalu on osoittautumassa toteuttamiskelpoisimmaksi ratkaisuksi, jonka tiheys on 35 % pienempi kuin alumiinin ja 75 % pienempi kuin teräksen, mikä tekee siitä kevyimmän rakenteellisen metallin, joka on saatavilla autoteollisuuden sovelluksiin.
Tärkeimmät huomiot:
- Magnesium-painevalulla saavutetaan 25–40 %:n painonvähennys verrattuna vastaaviin alumiinikomponentteihin säilyttäen samalla vertailukelpoiset lujuus-painosuhteet
- AZ91D- ja AM60B-seokset hallitsevat autoteollisuuden sovelluksia, joiden vetolujuus on 240 MPa ja 220 MPa
- Kehittyneet valuporttijärjestelmät ja kontrolloitu jähmettyminen vähentävät huokoisuuden alle 2 prosenttiin, mikä täyttää autoteollisuuden laatustandardit
- Integrointi modulaarisiin muottistrategioihin vähentää työkalukustannuksia 30–50 % komponenttiperheille
Materiaaliominaisuudet ja seosvalinta autoteollisuuden komponenteille
Magnesiumin poikkeuksellinen ominaislujuus tekee siitä välttämättömän autoteollisuuden kevytrakenneratkaisuissa. Tiheys 1,74 g/cm³ tarjoaa välittömiä painoetuja, mutta seosvalinta määrittää autoteollisuuden sovelluksille kriittiset suorituskykyominaisuudet.
AZ91D on edelleen autoteollisuuden painevalun yleisin seos, joka sisältää 9 % alumiinia ja 1 % sinkkiä. Tämä koostumus tarjoaa optimaalisen valettavuuden, ja muotin täyttökyky on jopa 0,6 mm:n paksuisissa osissa. Seoksen vetolujuus on 230–240 MPa ja venymä 2–3 %, mikä soveltuu kojelaudoille, istuinkehikoille ja vaihteistokoteloille.
AM60B tarjoaa erinomaisen sitkeyden 6–8 %:n venymällä, mikä tekee siitä suositeltavan törmäysherkille komponenteille, kuten ohjauspyörän ankkureille ja ovikehyksille. Pienempi alumiinipitoisuus (6 %) parantaa iskunkestävyyttä säilyttäen samalla kunnioitettavan vetolujuuden 220 MPa.
| Ominaisuus | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Tiheys (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Vetolujuus (MPa) | 240 | 220 | 210 | 250 |
| Myötölujuus (MPa) | 160 | 130 | 140 | 180 |
| Venymä (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Käyttölämpötila (°C) | 120 | 120 | 150 | 175 |
| Kustannuskerroin | 1.0 | 1.1 | 1.4 | 1.8 |
Korkeissa lämpötiloissa käytettävät AS41B- ja AE44-seokset sisältävät piitä ja harvinaisia maametalleja. AS41B säilyttää rakenteellisen eheyden jopa 150 °C:ssa, mikä soveltuu moottorin viereisiin komponentteihin, kun taas AE44 toimii luotettavasti 175 °C:ssa vaihteistokoteloissa ja öljypohjissa.
Painevaluprosessin optimointi painon vähentämiseksi
Optimaalisen kevyen rakenteen saavuttaminen edellyttää painevaluprosessin parametrien tarkkaa hallintaa. Seinämän paksuuden optimointi on ensisijainen painonvähennysstrategia, ja nykyaikaiset tekniikat mahdollistavat yhtenäiset seinämät, joiden paksuus on jopa 0,8 mm suurissa autoteollisuuden komponenteissa.
Kylmäkammio-painevalu hallitsee autoteollisuuden magnesiumsovelluksia metallin reaktiivisuuden vuoksi kuumakammio-laitteiden kanssa. Ruiskutusnopeudet 3–6 m/s varmistavat muotin täydellisen täyttymisen minimoiden samalla turbulenssin, joka aiheuttaa huokoisuutta. Portin nopeuden on ylitettävä 40 m/s, jotta estetään ennenaikainen jähmettyminen ohuissa osissa.
Kontrolloitu jähmettyminen optimoidun jäähdytyskanavan sijoittelun avulla estää kutistumavikoja, jotka vaarantavat rakenteellisen eheyden. Seinämän paksuuden yhtenäisyyden säilyttäminen ±0,2 mm:n sisällä varmistaa tasaiset mekaaniset ominaisuudet koko komponentissa.
Muotin lämpötiloja on hallittava huolellisesti 200–250 °C:n välillä magnesiumseoksille. Alhaisemmat lämpötilat aiheuttavat epätäydellisen täyttymisen ohuissa osissa, kun taas liiallinen lämpö edistää muotin juottamista ja lyhentää työkalun käyttöikää. Lämpötilan hallintajärjestelmät, joissa on integroidut lämmitys- ja jäähdytyspiirit, ylläpitävät optimaalisia lämpötilagradientteja.
Kehittyneet valuporttijärjestelmät kevyempään rakenteeseen
Hienostuneet valuporttirakenteet mahdollistavat kevyiden komponenttien tuotannon monimutkaisilla geometrioilla. Tuuletinportit jakavat materiaalivirran leveille, ohuille osille säilyttäen samalla laminaarisen virtausolosuhteet. Portin paksuus vaihtelee tyypillisesti 0,4–0,8 mm:n välillä, mikä on noin 60–80 % viereisen seinämän paksuudesta.
Useat porttijärjestelmät ovat välttämättömiä suurille autoteollisuuden komponenteille, kuten kojelaudan alustoille. Strateginen porttien sijoittelu varmistaa samanaikaisen kaukana olevien osien täyttymisen estäen samalla hitsauslinjat korkean rasituksen alueilla. Laskennallinen virtausdynamiikan mallinnus optimoi porttien sijainnit täydellisen täyttymisen saavuttamiseksi mahdollisimman pienellä materiaalihukalla.
Rakenteelliset suunnittelustrategiat maksimaalisen painon vähentämiseksi
Tehokas kevytrakenne ulottuu materiaalin valinnan lisäksi älykkääseen rakenteelliseen suunnitteluun. Magnesiumin erinomainen jäykkyys-painosuhde mahdollistaa ohutseinämäisen rakenteen strategisilla vahvistusrivoilla, jotka säilyttävät rakenteellisen suorituskyvyn.
Rivan suunnittelu noudattaa tiettyjä geometrisia sääntöjä magnesium-painevalulle. Rivan paksuus ei saa ylittää 60 % viereisen seinämän paksuudesta, jotta estetään painaumat ja sisäinen huokoisuus. Puristuskulmat 1–2° helpottavat poistoa säilyttäen samalla rakenteellisen tehokkuuden. Rivaväli 20–30 mm tarjoaa optimaalisen jäykkyyden parannuksen vaarantamatta valettavuutta.
Onttojen osien integrointi on edistyksellinen kevytrakennetekniikka. Kadonneet suolakytkimet tai kokoontaitettavat metallikytkimet luovat sisäisiä onteloita, jotka vähentävät painoa 15–25 % verrattuna kiinteisiin osiin. Kytkinmateriaalien on kestettävä 650–700 °C:n valulämpötiloja säilyttäen samalla mittapysyvyyden.
| Suunnitteluominaisuus | Painonpudotus | Monimutkaisuuskerroin | Työkalukustannusvaikutus |
|---|---|---|---|
| Seinämän paksuuden optimointi | 20-30% | Matala | +5-10% |
| Strateginen jäykistys | 10-15% | Keskitaso | +15-20% |
| Ontot osat | 15-25% | Korkea | +30-50% |
| Topologiaoptimointi | 25-35% | Korkea | +40-60% |
| Monitoimi-integraatio | 30-45% | Erittäin korkea | +50-80% |
Saat tarkkoja tuloksia, pyydä mukautettu tarjous 24 tunnin sisällä Microns Hubilta.
Laadunvalvonta ja vikojen ehkäisy
Autoteollisuuden sovellukset edellyttävät tiukkoja laatustandardeja, joiden vikaprosentti on alle 100 PPM. Magnesiumin reaktiivisuus ilmakehän kosteuden ja hapen kanssa edellyttää erityisiä käsittelymenetelmiä sulkeumien ja kaasuhuokoisuuden estämiseksi.
Suojaavat ilmakehät, joissa käytetään SF6:ta tai vaihtoehtoisia suojakaasuja, estävät hapettumisen sulatuksen ja pidon aikana. SF6-pitoisuudet 0,2–0,5 % ilmassa tarjoavat riittävän suojan minimoiden samalla ympäristövaikutukset. Vaihtoehtoiset järjestelmät, joissa käytetään SO2:ta tai CO2:ta, tarjoavat ympäristöetuja vertailukelpoisilla suojaustasoilla.
Rikkomattomat testausmenetelmät varmistavat sisäisen laadun ilman komponentin tuhoamista. Röntgentarkastus havaitsee huokoisuustasot, jotka ylittävät 2 % tilavuudesta, kun taas ultraäänitestaus tunnistaa pinnanalaiset viat. Hyväksymiskriteerit edellyttävät tyypillisesti alle 2 %:n huokoisuustasoja, eikä yksittäinen aukko saa ylittää 2 mm:n halkaisijaa.
Mittatarkkuuden hallinta ylläpitää autoteollisuuden kokoonpanon kannalta kriittisiä toleransseja. Magnesiumin lämpölaajenemiskerroin 26 μm/m·K edellyttää lämpötilasäädeltyjä mittausympäristöjä. Koordinaattimittauskoneet, joissa on lämpötilakompensaatio, varmistavat tarkkuuden ±0,05 mm:n sisällä kriittisille mitoille.
Pintakäsittely ja viimeistely
Magnesiumin korroosioherkkyys edellyttää suojaavia pintakäsittelyjä autoteollisuuden huoltoa varten. Anodisointi tarjoaa erinomaisen korroosiosuojan, jonka pinnoitteen paksuus on 5–25 μm. Tyypin III anodisointi saavuttaa erinomaisen kestävyyden ulkokäyttöön.
Konversiopinnoitteet tarjoavat kustannustehokkaan suojan sisäkomponenteille. Kromaattikäsittelyt, vaikka niitä ollaan poistamassa käytöstä ympäristösyistä, tarjoavat erinomaisen maalin tarttuvuuden. Vaihtoehtoiset kromivapaat järjestelmät, joissa käytetään permanganaatti- tai fosfaattikemiaa, tarjoavat vertailukelpoisen suorituskyvyn.
Kustannusanalyysi ja taloudelliset näkökohdat
Vaikka magnesiumilla on korkeampi hinta kuin alumiinilla, kokonaiskustannusyhtälö sisältää prosessointietuja ja myöhempiä säästöjä. AZ91D:n raaka-ainekustannukset vaihtelevat tyypillisesti 3,20–3,80 eurosta kilolta, kun taas alumiinin A380:n kustannukset ovat 1,80–2,20 euroa.
Prosessointitehokkuus kompensoi materiaalikustannuksia lyhentämällä sykliaikoja. Magnesiumin alhaisempi piilevä sulamislämpö mahdollistaa nopeamman jähmettymisen, mikä lyhentää sykliaikoja 15–25 % verrattuna alumiiniin. Muotit saavuttavat vakaan lämpötilan nopeammin, mikä parantaa tuottavuutta suurivolyymisessa tuotannossa.
| Kustannustekijä | Magnesium AZ91D | Alumiini A380 | Ero |
|---|---|---|---|
| Materiaalikustannus (€/kg) | 3.50 | 2.00 | +75% |
| Käsittelykustannus (€/kg) | 2.80 | 3.20 | -12.5% |
| Kiertoaika (sekuntia) | 45 | 60 | -25% |
| Työkalun kestoikä (valuja) | 80,000 | 100,000 | -20% |
| Jälkikäsittelyt | Minimaalinen | Kohtalainen | -30% |
| Osan kokonaiskustannus | €8.50 | €9.20 | -7.6% |
Ajoneuvotasoiset kustannushyödyt oikeuttavat materiaalimaksut parantamalla polttoainetehokkuutta ja suorituskykyä. 1 kg:n painonvähennykset säästävät tyypillisesti 15–25 euroa polttoainekustannuksissa ajoneuvon käyttöiän aikana mahdollistaen samalla pienemmät voimansiirrot ja parantavat käsittelyominaisuuksia.
Integrointi valmistusjärjestelmiin
Magnesium-painevalun onnistunut toteutus edellyttää integrointia olemassa olevaan valmistusinfrastruktuuriin. Monet autoteollisuuden toimittajat hyödyntävät ruiskuvalupalveluita painevalun ohella luodakseen hybridikomponenttiratkaisuja, jotka optimoivat sekä painon että toiminnallisuuden.
Automaatiojärjestelmien on mukauduttava magnesiumin ainutlaatuisiin käsittelyvaatimuksiin. Robottipoistajat käyttävät erikoistuneita tarttujia, jotka on suunniteltu magnesiumin lämpöominaisuuksille. Poistovoimat pysyvät minimaalisina magnesiumin alhaisemman lämpölaajenemisen vuoksi, mikä vähentää muotin kulumista ja parantaa osan laatua.
Laadunhallintajärjestelmät integroivat reaaliaikaisen valvonnan tilastolliseen prosessinohjaukseen. Lämpötilan valvonta useissa muotin kohdissa estää ylikuumenemisen, joka aiheuttaa muotin juottamista. Hydraulijärjestelmän paineanturit havaitsevat vaihtelut, jotka osoittavat muotin kulumista tai prosessin poikkeamia.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Integroitu lähestymistapamme valmistuspalveluihimme tarkoittaa, että jokainen magnesium-painevaluprojekti saa autoteollisuuden sovelluksiin vaadittavan erikoishuomion ja teknisen asiantuntemuksen.
Ympäristö- ja kestävyysnäkökohdat
Magnesium-painevalu tukee autoteollisuuden kestävyystavoitteita useiden polkujen kautta. 35 %:n painonvähennys verrattuna alumiiniin tarkoittaa suoraan pienempää polttoaineenkulutusta ja alhaisempia CO2-päästöjä ajoneuvon käyttöiän aikana.
Ensisijaisen magnesiumin tuotannon energiankulutus on vähentynyt merkittävästi nykyaikaisten elektrolyyttisten prosessien myötä, jotka kuluttavat 35–40 MWh tonnia kohti verrattuna historialliseen 45–50 MWh:iin. Kierrätystehokkuus lähestyy 95 %, ja toissijainen magnesium vaatii vain 5 % ensisijaisen tuotannon energiasta.
Elinkaaren lopun kierrätettävyys varmistaa suljetun kierron materiaalikiertoja. Magnesiumkomponentit säilyttävät metallurgiset ominaisuudet useiden kierrätyskertojen ajan, toisin kuin alumiini, joka vaatii neitseellisten materiaalien lisäyksiä lujuusominaisuuksien ylläpitämiseksi.
Vaihtoehtoiset sulatustekniikat
Induktiiviset sulatusjärjestelmät parantavat energiatehokkuutta vähentäen samalla ympäristövaikutuksia. Taajuusohjattu induktio tarjoaa tarkan lämpötilan hallinnan 85–90 %:n energiatehokkuudella verrattuna 60–70 %:iin kaasulämmitteisissä uuneissa. Vähentynyt palaminen eliminoi suorat CO2-päästöt käyttöpaikassa.
Sähkömagneettinen sekoitus varmistaa homogeenisen seoskoostumuksen minimoiden samalla kuonan muodostumisen. Vähentynyt oksidimuodostus vähentää materiaalihukkaa ja eliminoi tarpeen aggressiivisille juoksutusaineille. Suolajuoksutteen kulutus laskee 60–80 % verrattuna perinteisiin sulatusjärjestelmiin.
Tulevat kehityssuunnat ja edistyneet sovellukset
Uudet magnesiumseokset kohdistuvat tiettyihin autoteollisuuden sovelluksiin parannetuilla suorituskykyominaisuuksilla. Kalsiumia sisältävät seokset, kuten AXJ530, tarjoavat paremman virumiskestävyyden voimansiirtosovelluksiin, kun taas litiumlisäykset LAE442:ssa vähentävät tiheyden 1,35 g/cm³:iin.
Tyhjiöpainevalutekniikka eliminoi kaasuhuokoisuuden kriittisissä rakennesovelluksissa. Kammion paineet alle 100 mbar estävät kaasun loukkuun jäämisen täytön aikana mahdollistaen ohutseinämäiset valukappaleet lähes lopullisessa muodossa. Tyhjiöjärjestelmät integroituvat olemassa oleviin kylmäkoneisiin jälkiasennusmuutosten avulla.
Puolikiinteät prosessointitekniikat, kuten tiksomuovaus, yhdistävät painevalun edut lähes lopullisen muodon ominaisuuksiin. Osittain jähmettynyt magnesium osoittaa ei-newtonilaista virtauskäyttäytymistä täyttäen monimutkaisia geometrioita mahdollisimman pienellä turbulenssilla. Prosessilämpötilat 50–80 °C alle perinteisen painevalun vähentävät muotin kulumista ja pidentävät työkalun käyttöikää.
| Teknologia | Nykyinen tila | Painonpudotuspotentiaali | Aikajana |
|---|---|---|---|
| Tyhjiöpainevalu | Kaupallinen | 5-10% lisää | Saatavilla |
| Puolikiinteä prosessointi | Kehitys | 10-15% lisää | 2-3 vuotta |
| Hybridi Mg-Al -komponentit | Pilotti | 15-25% vs. kokonaan Al | 3-5 vuotta |
| Lisäävä valmistus | Tutkimus | 30-50% optimoitu | 5-7 vuotta |
Usein kysytyt kysymykset
Mitkä ovat tyypilliset toleranssit, jotka voidaan saavuttaa magnesium-painevalulla autoteollisuuden komponenteille?
Magnesium-painevalu saavuttaa mittatoleranssit ±0,08–0,15 mm:n 100 mm:n ominaisuuksille, ja kriittisille mitoille on mahdollista saavuttaa tiukemmat toleranssit ±0,05 mm toissijaisen koneistuksen avulla. Pinnan viimeistely vaihtelee tyypillisesti 1,6–3,2 μm Ra valettuna.
Miten magnesium-painevalu vertautuu alumiiniin korroosionkestävyyden suhteen?
Käsittelemätön magnesium osoittaa alhaisempaa korroosionkestävyyttä kuin alumiini, mikä edellyttää suojaavia pinnoitteita autoteollisuuden huoltoa varten. Oikealla anodisoinnilla tai konversiopinnoituskäsittelyillä magnesiumkomponentit saavuttavat autoteollisuuslaatuisen korroosiosuojan, joka täyttää 1000 tunnin suolasuihkutestivaatimukset.
Mitkä ovat paloturvallisuusnäkökohdat työskenneltäessä magnesium-painevalun kanssa?
Magnesiumin syttymislämpötila 650 °C on tyypillisten painevalulämpötilojen 620–680 °C yläpuolella, mikä tekee palovaarasta minimaalisen normaalin toiminnan aikana. Hätätoimenpiteet edellyttävät luokan D palosammuttimia, jotka on suunniteltu erityisesti metallipaloille. Vesipohjaiset järjestelmät ovat ehdottomasti kiellettyjä, koska ne voimistavat magnesiumpaloja.
Voidaanko magnesium-painevalukappaleita hitsata tai liittää muihin autoteollisuuden materiaaleihin?
Magnesiumkomponentit liitetään muihin materiaaleihin mekaanisella kiinnityksellä, liimalla tai erikoishitsausmenetelmillä. Kitkahitsaus mahdollistaa liittämisen alumiinikomponentteihin, kun taas autoteollisuuden huoltoon luokitellut rakennekiinnikkeet tarjoavat kestävät sidokset. Perinteinen kaarihitsaus edellyttää suojakaasusuojauksen ja magnesiumtäytemateriaaleja.
Mitkä ovat pienimmät seinämän paksuudet, jotka voidaan saavuttaa autoteollisuuden magnesium-painevalussa?
Pienin seinämän paksuus riippuu komponentin koosta ja seosvalinnasta. Pienet komponentit saavuttavat tasaisesti 0,6 mm:n seinämät, kun taas suuremmat autoteollisuuden osat, kuten kojelaudat, säilyttävät 0,8–1,0 mm:n paksuuden. Tasainen seinämän paksuuden vaihtelu ±0,2 mm:n sisällä varmistaa tasaiset mekaaniset ominaisuudet.
Miten kierrätysnäkökohdat vaikuttavat magnesium-painevalukomponentin suunnitteluun?
Kierrätystä varten suunnittelu edellyttää erilaisten materiaalien lisäosien minimointia ja puhtaan erottelun varmistamista elinkaaren lopussa. Magnesium säilyttää ominaisuudet useiden kierrätyskertojen ajan, mutta teräskiinnikkeiden tai alumiinilisäosien aiheuttama kontaminaatio vaikuttaa seoksen laatuun. Napsautuskiinnityssuunnittelut eliminoivat pysyvät kiinnikkeet säilyttäen samalla kokoonpanon eheyden.
Mitkä ovat tyypilliset toimitusajat ja työkalukustannukset magnesium-autoteollisuuden painevalutyökaluille?
Työkalujen valmistus kestää 12–16 viikkoa monimutkaisille autoteollisuuden komponenteille, ja kustannukset vaihtelevat 85 000–250 000 euron välillä riippuen komponentin monimutkaisuudesta ja onteloiden määrästä. H13-työkaluteräs tarjoaa optimaalisen tasapainon lämmönjohtavuuden ja kulumiskestävyyden välillä magnesiumhuoltoa varten, ja työkalun odotettu käyttöikä on 80 000–120 000 laukausta.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece