CNC-koneistuksen kustannustekijät: 7 suunnittelun hienosäätöä, joilla voit pienentää osan hintaa 30 %
Useimmat insinöörit keskittyvät ensin toiminnallisuuteen ja vasta sitten kustannuksiin – kallis virhe CNC-koneistuksen kannalta. Kahden vuosikymmenen ajan Microns Hubissa valmistusprosesseja optimoineena olen tunnistanut toistuvia suunnittelumalleja, jotka nostavat osien kustannuksia 20–50 % lisäämättä merkittävää arvoa. Ratkaisu ei ole halvemmissa materiaaleissa tai heikkolaatuisemmissa toimittajissa, vaan älykkäissä suunnittelumuutoksissa, jotka toimivat CNC-ominaisuuksien kanssa eivätkä niitä vastaan.
Tärkeimmät huomiot
- Vakiotyökalujen saatavuus lyhentää koneistusaikaa 40–60 % verrattuna monimutkaisiin geometrioihin, jotka vaativat erikoistyökaluja
- Materiaalivalinta seostyypin lisäksi – ottaen huomioon työstettävyysluokitukset ja varastosaatavuuden – vaikuttaa kokonaiskustannuksiin enemmän kuin raaka-aineen hinta
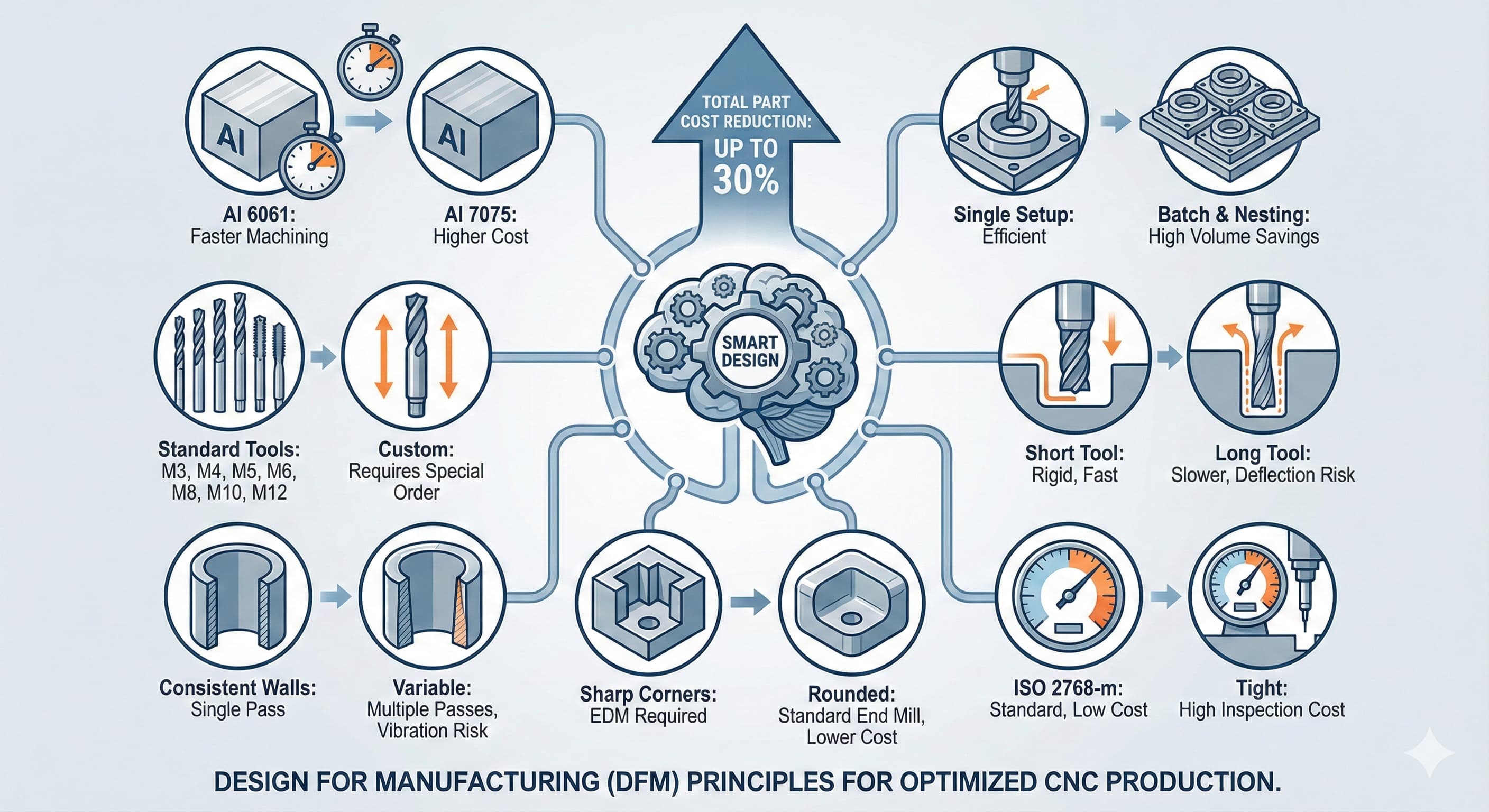
- Ominaisuuksien yhdistäminen valmistettavuuden suunnittelun (DFM) periaatteiden avulla voi poistaa kokonaan toissijaiset toimenpiteet
- Toleranssimäärittelyn strategia: tiukkojen toleranssien soveltaminen vain toiminnallisesti kriittisiin kohtiin vähentää merkittävästi tarkastusaikaa ja hylkyprosentteja
CNC-kustannusrakenteen ymmärtäminen: Piilotetut muuttujat
CNC-koneistuskustannukset jakautuvat viiteen pääluokkaan, mutta useimmat insinöörit ottavat huomioon vain kaksi. Ilmeisten materiaali- ja koneaikakustannusten lisäksi asennuksen monimutkaisuus, työkalujen vaatimukset ja laadunvarmistusprotokollat edustavat usein 40–70 % osan kokonaiskustannuksista pienissä ja keskisuurissa tuotantomäärissä.
Asennusaika kasvaa suhteettomasti geometrisen monimutkaisuuden myötä. Yksinkertainen suorakulmainen lohko, jossa on vakioreiät, koneistetaan yhdellä asennuksella, kun taas osa, joka vaatii useita suuntauksia, moninkertaistaa sekä asennusajan että kiinnityskustannukset. Jokainen lisäasennus lisää 15–45 minuuttia ei-leikkaavaa aikaa riippuen osan monimutkaisuudesta ja kiinnitystarpeista.
Työkalukustannukset kasvavat, kun mallit vaativat erikoistyökaluja. Vakiokärkijyrsimet, joiden halkaisijat ovat 3 mm, 6 mm, 10 mm ja 20 mm, käsittelevät 85 % koneistustoiminnoista tehokkaasti. 2,3 mm:n kärkijyrsimen vaatiminen tiettyyn taskun syvyyteen kaksinkertaistaa työkalun hinnan ja pidentää työkalun hankinta-aikaa.
| Kustannuskomponentti | Tyypillinen prosenttiosuus | Pääasialliset vaikuttajat | Vaikutus suunnitteluun |
|---|---|---|---|
| Raaka-aine | 20-35 % | Seostyyppi, varastokoko, saatavuus | Suuri |
| Koneaika | 25-40 % | Leikkuunopeus, työkalureitin tehokkuus | Erittäin suuri |
| Asetus ja kiinnitys | 15-25 % | Asetusten määrä, kiinnityksen monimutkaisuus | Erittäin suuri |
| Työkalut | 8-15 % | Työkalutyyppi, vaihtotiheys | Suuri |
| Laadunvarmistus | 5-12 % | Toleranssivaatimukset, tarkastusaika | Kohtalainen |
Insinöörit valitsevat tyypillisesti materiaalit pelkästään mekaanisten ominaisuuksien perusteella, jättäen huomiotta työstettävyystekijät, jotka vaikuttavat dramaattisesti valmistuskustannuksiin. Alumiini 6061-T6 ja 7075-T6 täyttävät molemmat lujuusvaatimukset monissa ilmailusovelluksissa, mutta 6061-T6 koneistuu 40 % nopeammin erinomaisen lastunmuodostuksen ja alhaisempien työkalun kulumisnopeuksien ansiosta.
Työstettävyysluokitukset kvantifioivat leikkaustehokkuuden eri seoksissa. American Iron and Steel Institute (AISI) luokittelee materiaalit asteikolla, jossa AISI 1212 -teräs vastaa 100 %. Alumiini 6061-T6 on luokiteltu 90–95 %, kun taas 7075-T6 on luokiteltu 70–75 %. Tämä 20 pisteen ero tarkoittaa suoraan sykliaikojen vaihteluita.
Varastosaatavuus on toinen piilotettu kustannustekijä. 25,4 mm:n paksuisen levyn määrittäminen, kun vakiovarasto on 25 mm tai 30 mm, lisää materiaalihukkaa ja mahdollisia hankintaviiveitä. Eurooppalaiset toimittajat varastoivat tyypillisesti metrisiä mittoja: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm paksuuksia alumiinilevyille.
| Materiaali | Työstettävyysluokitus | Leikkuunopeus (m/min) | Työkalun käyttöikäkerroin | Suhteellinen kustannus/tunti |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Ruostumaton teräs 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titaani Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Mukautetut reiän halkaisijat pakottavat työkalun vaihdot ja vähentävät leikkausparametreja. Vakioporanterien koot metrisessä etenemisessä (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) toimivat optimaalisilla syötöillä ja nopeuksilla, kun taas 4,3 mm:n reikä vaatii joko alikokoisen porauksen ja kalvauksen tai vakioporanterän käyttämisen alennetuilla parametreilla.
Kierteen tekniset tiedot noudattavat samanlaista logiikkaa. ISO-metriset kierteet (M3, M4, M5, M6, M8, M10, M12) käyttävät vakiokierteityskokoja ja todistettuja leikkausparametreja. Mukautetut kierteet vaativat erityisiä kierteitystyökaluja, pidempiä sykliaikoja ja suuremman hylkyriskin kierteitystyökalun rikkoutumismahdollisuuden vuoksi.
Reiän syvyys-halkaisija-suhteet vaikuttavat merkittävästi porauksen tehokkuuteen ja työkalun käyttöikään. Suhteiden pitäminen alle 3:1 vakiokierreporille ja 5:1 erikoissyväreikäporille optimoi lastunpoiston ja estää työkarkaisun. 6 mm:n halkaisijaltaan olevan reiän tulisi ulottua enintään 18 mm syvälle vakiotyökaluilla.
Vastaporaus- ja upotusoperaatiot lisäävät monimutkaisuutta, kun mitat eivät vastaa vakiokiinnitystarpeita. ISO 4762 -kantasruuvit määrittelevät tietyt vastaporausreiän halkaisijat ja syvyydet. M6-ruuvit vaativat 10 mm:n halkaisijaltaan olevat vastaporaukset, joiden syvyys on 6 mm – näistä standardeista poikkeaminen lisää koneistusaikaa ilman toiminnallista hyötyä.
Suunnittelun hienosäätö #3: Ota käyttöön johdonmukainen seinämän paksuusstrategia
Vaihteleva seinämän paksuus vaatii useita leikkauskertoja eri työkaluilla, kun taas tasainen paksuus mahdollistaa yhden kerran toiminnot optimoiduilla leikkausparametreilla. Ohuet seinämät, joiden paksuus on alle 1,5 mm alumiinissa tai 2 mm teräksessä, aiheuttavat tärinähaasteita, jotka vaativat alennettuja leikkausnopeuksia ja erikoistyökalujen kiinnitystä.
Taskuoperaatiot hyötyvät merkittävästi tasaisesta pohjan paksuudesta. Ohjelmointiohjelmisto optimoi työkaluradat, kun materiaalin poisto pysyy tasaisena koko leikkausoperaation ajan. Vaihtelevan syvyyden taskut vaativat useita karkeistuskertoja ja lisäävät sykliaikaa suhteellisesti.
Vapautuskulmat poistavat toissijaiset koneistusoperaatiot osille, jotka vaativat koneistuksen jälkeistä kokoonpanoa tai pinnoitusprosesseja. 0,5–2,0 asteen vapautuskulmien sisällyttäminen pystysuoriin seiniin yksinkertaistaa osien irrottamista kiinnikkeistä ja vähentää purseiden muodostumista leikkausoperaatioiden aikana.
Saat tarkkoja tuloksia lataamalla CAD-tiedostosi Microns Hubin välittömään tarjousmoottoriin.
Suunnittelun hienosäätö #4: Minimoi ominaisuuksien monimutkaisuus geometrisen optimoinnin avulla
Monimutkaiset geometriset ominaisuudet lisäävät eksponentiaalisesti ohjelmointiaikaa ja työkaluradan laskennan monimutkaisuutta. Terävät sisäkulmat vaativat EDM-viimeistelyn tai useita työkalukertoja asteittain pienemmillä kärkijyrsimillä. 0,5 mm:n säteen kulmien määrittäminen terävien kulmien sijaan poistaa toissijaiset toimenpiteet säilyttäen samalla toiminnallisen suorituskyvyn useimmissa sovelluksissa.
Alileikkaukset ja käänteiset vapautuskulmat pakottavat lisäasennuksia tai erikoistyökaluja. Viisiakseliset koneistusominaisuudet käsittelevät joitain monimutkaisia geometrioita yhdellä asennuksella, mutta ohjelmoinnin monimutkaisuus ja asennusaika ylittävät usein kustannussäästöt vähentyneestä käsittelystä. Alileikkausten poistaminen suunnittelun tarkistuksen avulla vähentää tyypillisesti kokonaiskustannuksia parantaen samalla osan lujuutta paremman jännitysjakauman avulla.
Pinnan viimeistelyvaatimukset ohjaavat leikkausparametrien valintaa ja lopullisia kertoja koskevia strategioita. Ra 1,6 μm:n pinnan viimeistely saavutetaan vakiokoneistusparametreilla, kun taas Ra 0,8 μm vaatii lisäviimeistelykertoja alennetuilla syöttönopeuksilla. Peilipinnat alle Ra 0,4 μm vaativat toissijaisia kiillotusoperaatioita, jotka lisäävät merkittävästi kustannuksia ja toimitusaikaa.
| Ominaisuustyyppi | Vakiomenetelmä | Aikakerroin | Kustannusvaikutus | DFM-vaihtoehto |
|---|---|---|---|---|
| Terävä sisäkulma | Useita työstökertoja + EDM | 3,5x | +250 % | 0,5 mm:n säde kulmassa |
| Syvä kapea ura | Upotussyöttö + sivujyrsintä | 2,8x | +180 % | Leveämpi ura tai läpireikä |
| Monimutkainen alileikkaus | 5-akselinen tai useita kiinnityksiä | 4,2x | +320 % | Poista tai yksinkertaista geometriaa |
| Hyvin ohut seinämä (<1 mm) | Kevyet lastut, erikoiskiinnittimet | 2,2x | +120 % | Lisää vähintään 1,5 mm:iin |
Toleranssimäärittely on yleisin kustannuksia nostava tekijä tarkkuuskoneistuksessa. ISO 2768:n yleistoleranssit käsittelevät useimmat toiminnalliset vaatimukset ilman erityisiä merkintöjä. Keskilaatu (ISO 2768-m) tarjoaa ±0,1 mm mitoille 30 mm:iin asti, ±0,15 mm mitoille 30–120 mm ja ±0,2 mm mitoille 120–400 mm.
Kriittiset toleranssit, jotka vaativat tilastollisen prosessinohjauksen (SPC) seurantaa, lisäävät tarkastusaikaa ja mahdollisia korjauskustannuksia. Jokainen mitta, joka vaatii koordinaattimittauskoneen (CMM) tarkistuksen, lisää 2–5 minuuttia tarkastusaikaa sekä dokumentointivaatimuksia. Tiukkojen toleranssien rajoittaminen toiminnallisesti kriittisiin ominaisuuksiin vähentää merkittävästi laadunvarmistuksen yleiskustannuksia.
Geometrisen mitoituksen ja toleranssin (GD&T) soveltaminen ASME Y14.5 -standardien mukaisesti viestii suunnittelutarkoituksen tehokkaammin kuin perinteinen plus/miinus-toleranssi. Monimutkaiset GD&T-järjestelmät, jotka vaativat erikoistarkastuslaitteita, lisäävät kuitenkin kustannuksia ilman vastaavaa toiminnallista hyötyä monissa sovelluksissa.
Reikämallien sijaintitoleranssit osoittavat tämän periaatteen selvästi. ±0,05 mm:n sijaintitoleranssi pulttikehällä vaatii CMM-tarkastuksen, kun taas ±0,1 mm:n toleranssi mahdollistaa hyväksytty/hylätty-mittarin tarkistuksen kolmanneksella tarkastuskustannuksista.
Suunnittelun hienosäätö #6: Optimoi koneistuksen pääsy ja työkalun välys
Työkalun pääsyn rajoitukset pakottavat pidempiä työkaluja, joiden jäykkyys on heikompi, mikä lisää tärinää ja rajoittaa leikkausparametreja. Vakiokärkijyrsimen pituus-halkaisija-suhteet 3:1 tai 4:1 tarjoavat optimaalisen jäykkyyden useimmissa sovelluksissa. 6:1 tai suurempien suhteiden vaatiminen vähentää leikkausnopeuksia 30–50 % ja lisää työkalun taipumariskiä.
Välystarpeet koneistettujen ominaisuuksien ympärillä mahdollistavat suuremman ja jäykemmän työkalun valinnan. 20 mm:n kärkijyrsin poistaa materiaalia 4 kertaa nopeammin kuin 10 mm:n kärkijyrsin, kun riittävä välys on olemassa. Taskuoperaatiot hyötyvät erityisesti runsaista kulmasäteistä, jotka vastaavat saatavilla olevia työkalukokoja.
Kiinnityssuunnittelun integrointi osan suunnitteluvaiheessa poistaa häiriöongelmat ja vähentää asennuksen monimutkaisuutta. Vakiovitsaleuan väli, pyörivän pöydän mitat ja työkappaleen kiinnityksen rajoitukset tulisi vaikuttaa suunnittelupäätöksiin varhaisessa kehitysvaiheessa sen sijaan, että pakotettaisiin kalliita mukautettuja kiinnitysratkaisuja.
Ohjelmoinnin saavutettavuus vaikuttaa sekä alkuperäiseen ohjelmointiaikaan että tulevaan muokkaustehokkuuteen. Ominaisuudet, jotka sijaitsevat vaikeasti saavutettavissa olevilla alueilla, vaativat konservatiivisia leikkausparametreja ja laajan työkaluradan tarkistuksen, mikä lisää sekä ohjelmointiaikaa että sykliaikaa.
Suunnittelun hienosäätö #7: Eräkäsittely ja ominaisuuksien yhdistäminen
Ominaisuuksien yhdistäminen vähentää työkalun vaihtoja ja optimoi leikkaussekvenssejä. Kaikkien porausoperaatioiden ryhmittely mahdollistaa yhden työkalun asennuksen optimoiduilla parametreilla useissa reiän koossa. Peräkkäiset taskuoperaatiot, joissa on tasaiset syvyydet, virtaviivaistavat karkeistus- ja viimeistelykertoja.
Toissijaisten operaatioiden poistaminen ensisijaisen asennuksen optimoinnin avulla tarjoaa merkittävän kustannusten vähennysmahdollisuuden. Osat, jotka vaativat porausta, kierteitystä ja vastaporausta, valmistuvat tehokkaasti, kun reiän sijainnit mahdollistavat yhden asennuksen saavutettavuuden. Monimutkaiset osat, jotka vaativat kääntöoperaatioita tai useita työkappaleen kiinnitysasennuksia, moninkertaistavat käsittelyajan ja aiheuttavat sijaintitarkkuushaasteita.
Eräystävälliset suunnittelunäkökohdat mahdollistavat tehokkaan tuotannon skaalauksen. Osat, jotka on suunniteltu yksinkertaiseen kiinnitykseen ja johdonmukaisiin työkalun vaatimuksiin, prosessoidaan tehokkaasti määrien prototyypistä tuotantomääriin. Valmistuspalvelumme optimoivat asennusmenettelyt volyymiin sopiviin tuotantomenetelmiin.
Materiaalin hyödyntämisen optimointi pesäystävällisten geometrioiden avulla vähentää raaka-ainehukkaa ja mahdollistaa tehokkaan ohjelmoinnin usean osan asennuksiin. Suorakulmaiset tai pyöreät rajaprofiilit pesivät tehokkaammin kuin monimutkaiset ulkoiset profiilit, jotka vaativat yksittäisiä aihioita.
| Suunnittelustrategia | Aikasäästöt | Kustannusten alennus | Vaikutus laatuun | Toteutuksen vaikeus |
|---|---|---|---|---|
| Vakiotyökalukoot | 20-35 % | 15-28 % | Parantunut | Matala |
| Tasainen seinämän paksuus | 15-25 % | 12-20 % | Neutraali | Keskitaso |
| Yksinkertaistetut toleranssit | 5-15 % | 8-18 % | Neutraali | Matala |
| Ominaisuuksien yhdistäminen | 25-40 % | 20-35 % | Parantunut | Korkea |
| Materiaalin optimointi | 10-20 % | 15-25 % | Parantunut | Keskitaso |
Näiden kustannusten vähennysstrategioiden toteuttaminen edellyttää systemaattisen suunnittelun tarkistuksen integrointia olemassa oleviin kehitysprosesseihin. Varhaisvaiheen DFM-tarkistus tunnistaa optimointimahdollisuudet ennen suunnittelun jäädyttämistä, jolloin muutokset ovat suhteellisen yksinkertaisia ja edullisia.
CAD-mallin analyysi valmistussimulointiohjelmiston avulla ennustaa koneistussekvenssit ja tunnistaa mahdolliset ongelmat ennen fyysistä tuotantoa. Ohjelmistotyökalut, kuten CAMWorks, Mastercam tai Fusion 360, tarjoavat realistisia sykliaika-arvioita ja korostavat ongelmallisia ominaisuuksia, jotka vaativat suunnitteluhuomiota.
Monitoiminen yhteistyö suunnitteluinsinöörien ja valmistusinsinöörien välillä varmistaa optimaalisen tasapainon toiminnallisten vaatimusten ja tuotannon tehokkuuden välillä. Säännölliset suunnittelun tarkistukset, jotka sisältävät valmistuspanoksen, estävät kalliita uudelleensuunnittelusyklejä ja nopeuttavat markkinoilletuloa koskevia tavoitteita.
Dokumentointistandardit, jotka sisältävät DFM-ohjeet, mahdollistavat johdonmukaisen soveltamisen useissa projekteissa ja tiimin jäsenissä. Standardoidut suunnittelusäännöt, suositellut materiaalimääritykset ja hyväksytyt toleranssijärjestelmät vähentävät suunnittelun vaihtelua ja mahdollistavat tehokkaamman tarjouksen ja tuotannon suunnittelun.
Kustannusten vähennysmenestyksen mittaaminen
Kustannusten vähennyssaavutusten kvantifiointi edellyttää peruslinjan määrittämistä ja systemaattista seurantaa useissa kustannuskomponenteissa. Osan kokonaiskustannukset sisältävät materiaalin, koneistusajan, asennusajan, työkalujen kulutuksen ja laadunvarmistuksen yleiskustannukset – joista jokainen reagoi eri tavalla tiettyihin suunnittelumuutoksiin.
Sykliajan vähennysmittaus tarjoaa suorimman valmistustehokkuuden indikaattorin. Todellisen koneistusajan vertaaminen ennen ja jälkeen suunnittelun optimoinnin kvantifioi parannuksen suuruuden ja vahvistaa simulointiohjelmiston teoreettiset ennusteet.
Laatukriteerit, mukaan lukien ensikertalaisen läpäisyn tuottoprosentit ja hylkyprosentit, osoittavat suunnittelun vankkuuden parannuksia yksinkertaisen kustannusten vähentämisen lisäksi. Yksinkertaistetut mallit osoittavat tyypillisesti parantuneen valmistettavuuden vähentyneen vaihtelun ja korkeampien prosessikyvykkyysindeksien avulla.
Pitkäaikainen kustannusten seuranta paljastaa optimointistrategian tehokkuuden tuotantomäärien ja ajanjaksojen välillä. Alkuperäisen asennuksen monimutkaisuuden vähennyshyödyt moninkertaistuvat suuremmissa tuotantomäärissä, kun taas materiaalin optimointi tarjoaa johdonmukaisia etuja volyymitasoista riippumatta.
Usein kysytyt kysymykset
Mikä on tehokkain yksittäinen suunnittelumuutos CNC-koneistuskustannusten vähentämiseksi?
Reiän kokojen ja kierteen teknisten tietojen standardointi tarjoaa tyypillisesti 15–25 %:n kustannusten vähennyksen minimaalisella suunnitteluvaikutuksella. Vakiometristen poranterien kokojen (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) ja ISO-metristen kierteiden käyttäminen poistaa erityisten työkalujen vaatimukset ja mahdollistaa optimaaliset leikkausparametrit koko tuotannon ajan.
Miten toleranssimääritykset vaikuttavat osan kokonaiskustannuksiin?
Tiukat toleranssit alle ±0,05 mm voivat nostaa osan kustannuksia 30–80 % lisätarkastusvaatimusten ja mahdollisten korjausten vuoksi. ISO 2768:n yleistoleranssien soveltaminen ei-kriittisiin mittoihin ja tiukkojen toleranssien varaaminen vain toiminnallisesti kriittisiin ominaisuuksiin optimoi kustannus-suorituskykytasapainon tehokkaasti.
Mitkä materiaalit tarjoavat parhaan työstettävyys-suorituskykysuhteen kustannusten optimointiin?
Alumiini 6061-T6 tarjoaa erinomaisen työstettävyyden (90–95 luokitus) ja hyvät lujuusominaisuudet useimpiin sovelluksiin. Teräskomponenteille 1018- tai 12L14-laadut tarjoavat paremman työstettävyyden verrattuna ruostumattomiin seoksiin säilyttäen samalla riittävän lujuuden moniin rakennesovelluksiin.
Miten ominaisuuksien monimutkaisuus vaikuttaa koneistusaikaan ja kustannuksiin?
Monimutkaiset ominaisuudet, jotka vaativat erikoistyökaluja tai useita asennuksia, voivat nostaa osan kustannuksia 200–400 %. Terävät sisäkulmat, syvät kapeat urat ja monimutkaiset alileikkaukset vaikuttavat erityisesti kustannuksiin pidemmän ohjelmointiajan, erikoistyökalujen vaatimusten ja alennettujen leikkausparametrien vuoksi.
Mitkä seinämän paksuusohjeet minimoivat koneistuskustannukset säilyttäen samalla rakenteellisen eheyden?
Vähimmäisseinämän paksuuden pitäminen 1,5 mm alumiinille ja 2,0 mm teräkselle poistaa tärinäongelmat ja mahdollistaa vakiomaiset leikkausparametrit. Tasainen seinämän paksuus koko osassa mahdollistaa yhden kerran toiminnot ja optimoidun työkaluradan ohjelmoinnin.
Miten asennusvaatimukset vaikuttavat pienten erien tuotantokustannuksiin?
Jokainen lisäasennus lisää 15–45 minuuttia ei-leikkaavaa aikaa, mikä vaikuttaa merkittävästi pienten erien talouteen. Osien suunnittelu yhden asennuksen koneistusta varten voi vähentää kokonaistuotantoaikaa 40–60 % alle 50 kappaleen määrille, mikä tekee prototyypin valmistuksesta ja pienivolyymisesta tuotannosta kustannustehokkaampaa.
Mikä on pinnan viimeistelyvaatimusten ja koneistuskustannusten välinen suhde?
Pinnan viimeistelyvaatimukset alle Ra 1,6 μm lisäävät koneistusaikaa eksponentiaalisesti. Ra 0,8 μm vaatii 40–60 % ylimääräistä viimeistelyaikaa, kun taas Ra 0,4 μm vaatii toissijaisia kiillotusoperaatioita, jotka lisäävät 150–300 % kustannuslisän verrattuna vakiokoneistettuihin viimeistelyihin.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece