Ura-akselin työstö: Kierrejyrsintä vs. lanka-EDM tarkkuusvaihteille
Ura-akselin työstön optimaalisen valmistusprosessin valinta vaikuttaa suoraan hammaspyörän tarkkuuteen, tuotantokustannuksiin ja toimitusaikatauluihin. Kierrejyrsinnän ja lanka-EDM:n välinen valinta muokkaa perusteellisesti komponenttisi mittatarkkuutta, pinnan viimeistelyn laatua ja yleistä valmistustehokkuutta.
Molemmat prosessit palvelevat tarkkuushammaspyörien valmistuksessa eri rooleja, mutta niiden sovellukset, ominaisuudet ja kustannusrakenteet eroavat merkittävästi. Näiden erojen ymmärtäminen mahdollistaa tietoon perustuvan päätöksenteon omien projektivaatimustesi osalta.
Tärkeimmät huomiot
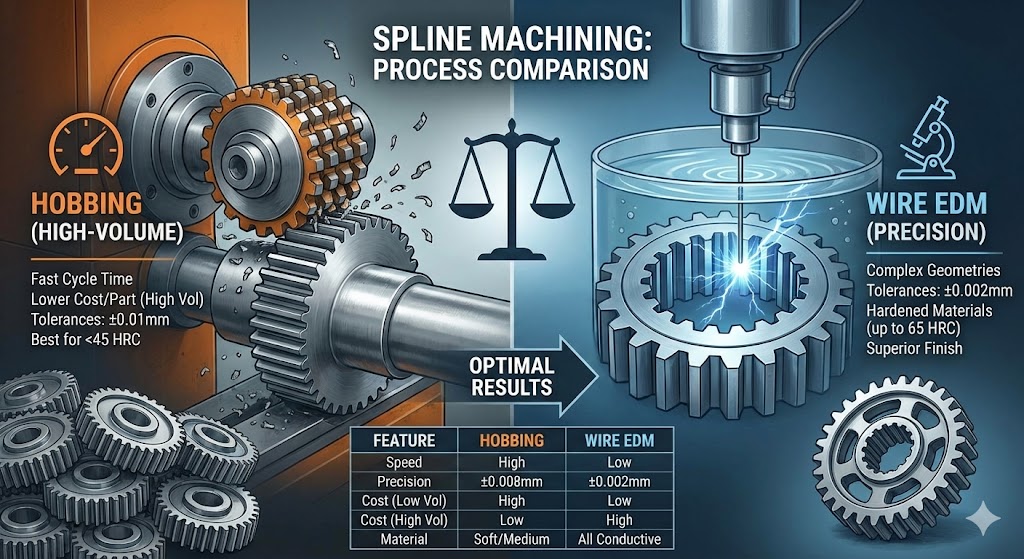
- Kierrejyrsintä on erinomainen suurivolyymisessa tuotannossa nopeammilla sykliajoilla ja alhaisemmilla kappalekohtaisilla kustannuksilla tavallisille ura-akseliprofiileille
- Lanka-EDM tuottaa erinomaisen tarkkuuden (±0,002 mm toleranssi) ja käsittelee monimutkaisia geometrioita, joita kierrejyrsintä ei pysty saavuttamaan
- Materiaalin kovuus yli 45 HRC vaatii tyypillisesti lanka-EDM:n, kun taas pehmeämmät materiaalit hyötyvät kierrejyrsinnän tehokkuudesta
- Kustannusten risteyskohta on noin 500–1000 kappaletta riippuen monimutkaisuudesta ja materiaalimäärityksistä
Ura-akselin työstön perusteiden ymmärtäminen
Ura-akselin työstössä luodaan tarkkoja hammasprofiileja, jotka välittävät vääntömomentin pyörivien akseleiden välillä. Nämä komponentit vaativat poikkeuksellista tarkkuutta hammasgeometriassa, välyksessä ja pinnan viimeistelyssä, jotta varmistetaan oikea kytkeytyminen ja kuormanjako.
Valmistusprosessin on säilytettävä tiukat toleranssit useissa ulottuvuuksissa: hampaan paksuus, juurihalkaisija, suuri halkaisija ja nousutarkkuus. Poikkeamat missä tahansa parametrissä vaikuttavat suoraan hammaspyörän suorituskykyyn, melutasoon ja käyttöikään.
Nykyaikaiset ura-akselisovellukset kattavat autojen vaihteistot, ilmailu- ja avaruusalan toimilaitteet ja teollisuuskoneet, joissa tarkkuusvaatimukset ylittävät usein ±0,01 mm kriittisissä mitoissa. Näiden vaatimusten täyttäminen edellyttää huolellista prosessin valintaa materiaaliominaisuuksien, tuotantomäärän ja geometrisen monimutkaisuuden perusteella.
Kierrejyrsintäprosessin analyysi
Kierrejyrsintä on jatkuva tuottava prosessi, jossa kierteinen leikkuutyökalu poistaa materiaalia asteittain ura-akselin hampaiden muodostamiseksi. Jyrsin pyörii synkronoidusti työkappaleen kanssa luoden tarkkoja hammasprofiileja koordinoiduilla syöttöliikkeillä.
Tämä prosessi on erinomainen evolventtiura-akseliprofiilien tuottamisessa, joissa on yhtenäinen hammasgeometria koko leveydeltä. Jatkuva leikkaustoiminto tuottaa sileitä pintakäsittelyjä, jotka ovat tyypillisesti Ra 1,6–Ra 3,2 μm, riippuen leikkausparametreista ja työkalun kunnosta.
Materiaalinpoistonopeudet kierrejyrsinnässä ylittävät merkittävästi lanka-EDM:n, ja tyypilliset leikkausnopeudet ovat 200–400 m/min teräskomponenteille. Tästä tuottavuusedusta tulee ratkaiseva suurivolyymisessa tuotannossa, jossa sykliaika vaikuttaa suoraan valmistuskustannuksiin.
Kierrejyrsintä soveltuu erilaisille ura-akselityypeille, mukaan lukien evolventti-, suorasivuiset ja sahalaitaiset profiilit. Prosessi vaatii kuitenkin erikoistyökaluja jokaiselle ura-akselimääritykselle, ja jyrsimien hinnat vaihtelevat 2 500 eurosta 15 000 euroon riippuen moduulin koosta ja tarkkuusluokasta.
Prosessin rajoituksiin sisältyy rajoitettu kyky työstää sisäpuolisia ura-akseleita pienillä halkaisijoilla, haasteita kovettuneiden materiaalien kanssa yli 45 HRC ja geometrisia rajoituksia, jotka johtuvat työkalun saatavuudesta. Nämä tekijät on otettava huomioon suunnittelu- ja prosessisuunnitteluvaiheissa.
Lanka-EDM-prosessin ominaisuudet
Lanka-EDM (Electrical Discharge Machining) käyttää hallittuja sähkökipinöitä materiaalin syövyttämiseen ohjelmoidun polun varrella. Jatkuvasti liikkuva lankaelektrodi, tyypillisesti halkaisijaltaan 0,15–0,25 mm, luo tarkkoja leikkauksia sähköä johtaviin materiaaleihin kovuudesta riippumatta.
Prosessi saavuttaa poikkeuksellisen mittatarkkuuden, jonka toleranssit ovat ±0,002 mm kriittisissä mitoissa. Tämä tarkkuustaso on välttämätön ilmailu- ja avaruussovelluksissa ja korkean suorituskyvyn hammaspyöräjärjestelmissä, joissa tavalliset valmistusprosessit eivät täytä vaatimuksia.
Lanka-EDM käsittelee monimutkaisia ura-akseligeometrioita, mukaan lukien katkonaiset profiilit, epäsymmetriset hammasmuodot ja integroidut ominaisuudet, joita on mahdotonta työstää perinteisillä menetelmillä. Prosessin joustavuus ulottuu karkaistuihin materiaaleihin jopa 65 HRC asti tinkimättä tarkkuudesta tai pinnan viimeistelystä.
Pinnan viimeistelyn laatu lanka-EDM:ssä on Ra 0,8–Ra 2,5 μm riippuen leikkausparametreista ja viimeistelykerroista. Useat leikkauskerrat mahdollistavat leikkausnopeuden ja pinnan laadun optimoinnin, jolloin karkeat leikkaukset poistavat suurimman osan materiaalista ja viimeistelykerrat saavuttavat lopulliset mitat.
Prosessi toimii tarkkojen CNC-työstöpalveluidemme kautta edistyneillä lanka-EDM-ominaisuuksilla, mikä mahdollistaa monimutkaiset geometriat ja tiukat toleranssit, joita perinteinen työstö ei pysty saavuttamaan.
Leikkausnopeudet lanka-EDM:ssä vaihtelevat merkittävästi materiaalin paksuuden ja vaaditun pinnan viimeistelyn mukaan. Tyypilliset nopeudet ovat 20–200 mm²/min, mikä on huomattavasti hitaampaa kuin kierrejyrsintä, mutta kompensoituu erinomaisella tarkkuudella ja geometrisella joustavuudella.
Tarkkuuden ja toleranssin vertailu
Mittatarkkuus on kriittinen erottava tekijä kierrejyrsintä- ja lanka-EDM-prosessien välillä. Saavutettavien toleranssien ymmärtäminen ohjaa sopivan prosessin valintaa tiettyihin sovelluksiin.
| Toleranssiparametri | Jyrsintä | Lanka EDM | Sovelluksen vaikutus |
|---|---|---|---|
| Nousutarkkuus | ±0,008 mm | ±0,002 mm | Kriittinen tasaiselle hammaskosketukselle |
| Hampaan paksuus | ±0,01 mm | ±0,003 mm | Vaikuttaa välyksen hallintaan |
| Juuren säde | ±0,02 mm | ±0,005 mm | Vaikuttaa jännityskeskittymään |
| Pinnan karheus (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Vaikuttaa kulumiskestävyyteen |
| Samankeskisyys | ±0,01 mm | ±0,005 mm | Kriittinen tasapainolle |
Nämä toleranssiominaisuudet vaikuttavat suoraan komponentin suorituskykyyn vaativissa sovelluksissa. Ilmailu- ja avaruusalan vaihteistot vaativat tyypillisesti lanka-EDM-tarkkuutta, kun taas autosovellukset hyväksyvät usein kierrejyrsinnän toleranssit asianmukaisilla suunnitteluvaramarginaaleilla.
Osien välinen toistettavuus on toinen ratkaiseva tekijä. Kierrejyrsintä säilyttää johdonmukaiset tulokset ±0,005 mm:n sisällä tuotantoajoissa, kun sitä huolletaan asianmukaisesti. Lanka-EDM saavuttaa erinomaisen toistettavuuden ±0,002 mm:ssä, mikä on välttämätöntä vaihdettaville komponenteille.
Lämpötilan vaikutukset työstön aikana voivat vaikuttaa lopullisiin mittoihin. Kierrejyrsintä tuottaa merkittävää lämpöä, mikä edellyttää huolellista jäähdytysnesteen hallintaa lämpömuodonmuutosten estämiseksi. Lanka-EDM toimii alhaisemmissa lämpötiloissa minimoiden lämpövaikutukset mittatarkkuuteen.
Materiaalien yhteensopivuus ja rajoitukset
Materiaaliominaisuudet vaikuttavat merkittävästi ura-akselin työstön prosessin valintaan. Jokaisella menetelmällä on erityisiä etuja ja rajoituksia materiaaliominaisuuksien perusteella.
Kierrejyrsintä toimii optimaalisesti materiaaleilla, joiden kovuus on alle 45 HRC. Yleisiä sovelluksia ovat AISI 4140 -teräs (28–35 HRC), AISI 8620 -sementointiteräs ja erilaiset alumiiniseokset. Prosessi on vaikea karkaistujen terästen kanssa yli 50 HRC johtuen liiallisesta työkalun kulumisesta ja huonosta pinnan viimeistelystä.
Lanka-EDM soveltuu kaikille sähköä johtaville materiaaleille kovuudesta riippumatta. Tämä ominaisuus mahdollistaa työkaluterästen työstön yli 60 HRC, Inconel 718, titaaniseosten ja karkaistujen laakeriterästen. Prosessin rajoituksiin kuuluvat ei-johtavat materiaalit, kuten keramiikka ja tietyt muovit.
| Materiaalityyppi | Jyrsinnän soveltuvuus | Lanka EDM:n soveltuvuus | Ensisijainen prosessi |
|---|---|---|---|
| Pehmeä teräs (<35 HRC) | Erinomainen | Hyvä | Jyrsintä (kustannusetu) |
| Keskikova teräs (35-45 HRC) | Hyvä | Erinomainen | Määrästä riippuvainen |
| Kova teräs (>50 HRC) | Huono | Erinomainen | Lanka EDM vaaditaan |
| Alumiiniseokset | Erinomainen | Hyvä | Jyrsintä (tuottavuus) |
| Titaaniseokset | Rajoitettu | Erinomainen | Lanka EDM ensisijainen |
| Inconel/Superseokset | Hyvin rajoitettu | Erinomainen | Vain lanka EDM |
Materiaalin paksuus vaikuttaa myös prosessin valintaan. Kierrejyrsintä käsittelee tehokkaasti erilaisia leveyksiä, kun taas lanka-EDM:n leikkausnopeus pienenee paksuuden kasvaessa. Osat, joiden paksuus ylittää 100 mm, voivat suosia kierrejyrsintää tuottavuussyistä.
Jäännösjännityskuviot eroavat prosessien välillä. Kierrejyrsintä aiheuttaa puristusjännityksiä, jotka ovat hyödyllisiä väsymiskestävyyden kannalta, kun taas lanka-EDM luo minimaalisen jäännösjännityksen, mutta saattaa vaatia jännityksenpoistokäsittelyjä kriittisissä sovelluksissa.
Kustannusanalyysi ja taloudelliset näkökohdat
Koko kustannusrakenteen ymmärtäminen mahdollistaa tarkan prosessin valinnan projektin talouden perusteella eikä ensivaikutelmien perusteella.
Kierrejyrsintä vaatii merkittäviä alkutyökalusijoituksia, joiden jyrsimet maksavat 2 500–15 000 euroa määrityksistä riippuen. Nämä työkalut tuottavat kuitenkin tuhansia osia ennen vaihtoa, mikä vähentää dramaattisesti kappalekohtaisia työkalukustannuksia suurivolyymisessa tuotannossa.
Lanka-EDM eliminoi mukautetut työkalukustannukset, mutta toimii korkeammilla tuntihinnoilla johtuen hitaammista leikkausnopeuksista ja kuluvista lankakustannuksista. Tyypilliset lanka-EDM-hinnat vaihtelevat 45–85 euroon tunnissa sisältäen langan kulutuksen ja koneen yleiskustannukset.
Jos haluat erittäin tarkkoja tuloksia, pyydä yksityiskohtainen tarjous 24 tunnin sisällä Microns Hubilta.
| Kustannustekijä | Jyrsintä | Lanka EDM | Määrän vaikutus |
|---|---|---|---|
| Aloituskustannus | €800-€2,000 | €200-€500 | Suosii EDM:ää pienillä määrillä |
| Työkalukustannus | €2,500-€15,000 | €0 (vain kulutustarvikkeet) | Poistetaan tuotannon aikana |
| Tuntihinta | €35-€55 | €45-€85 | Yhtenäinen eri määrillä |
| Kiertoaika (per osa) | 15-45 minuuttia | 2-8 tuntia | Jyrsinnän etu skaalautuu |
| Jälkikäsittelyt | Purseenpoisto, tarkastus | Minimaalinen viimeistely | Lisää jyrsinnän kustannuksia |
Taloudellinen risteyskohta on tyypillisesti 500–1000 osan välillä tavallisille ura-akseligeometrioille. Monimutkaiset profiilit tai tiukat toleranssit voivat siirtää tämän tasapainon kohti lanka-EDM:ää jopa suuremmilla volyymeilla.
Laatuun liittyvät kustannukset on sisällytettävä taloudelliseen analyysiin. Kierrejyrsintä saattaa vaatia lisälaadunvalvontatoimenpiteitä ja mahdollisia korjauksia, kun taas lanka-EDM:n erinomainen tarkkuus usein eliminoi nämä huolenaiheet.
Toimitusajanäkökohdat vaikuttavat projektin kokonaiskustannuksiin. Kierrejyrsintä vaatii jyrsimen hankinnan 8–12 viikon toimitusajoilla, kun taas lanka-EDM voi alkaa välittömästi tavallisilla lankaelektrodeilla.
Pinnan viimeistely ja laatuominaisuudet
Pinnan viimeistelyn laatu vaikuttaa suoraan hammaspyörän suorituskykyyn vaikuttaen kitkaan, kulumiskestävyyteen ja melun muodostumiseen käytön aikana.
Kierrejyrsintä tuottaa tunnusomaisia syöttöjälkiä, jotka ovat linjassa leikkaussuunnan kanssa, luoden pintatekstuureja, jotka saattavat vaatia lisäviimeistelytoimenpiteitä kriittisissä sovelluksissa. Pinnan karheus on tyypillisesti Ra 1,6–Ra 3,2 μm riippuen leikkausparametreista ja työkalun kunnosta.
Lanka-EDM tuottaa erottuvia pintakuvioita sähköpurkaussyöpymisestä luoden mikroskooppisia kraattereita, jotka voivat sitoa voiteluaineita tehokkaasti. Pinnan viimeistely on Ra 0,8–Ra 2,5 μm asianmukaisella parametrien optimoinnilla.
Pinnan viimeistelyn ja leikkausparametrien välinen suhde mahdollistaa optimoinnin tiettyihin vaatimuksiin. Kierrejyrsinnässä hitaammat leikkausnopeudet ja hienommat syötöt parantavat pinnan laatua, mutta vähentävät tuottavuutta. Lanka-EDM saavuttaa erinomaiset viimeistelyt useilla leikkauskerroilla, joissa karkeita leikkauksia seuraa viimeistelykerrat.
Pinnan eheys ulottuu karheutta pidemmälle sisältäen metallurgiset muutokset valmistusprosessista. Kierrejyrsintä luo työkarkaistuja pintoja, jotka ovat hyödyllisiä kulumiskestävyyden kannalta, kun taas lanka-EDM tuottaa ohuita uudelleenvalettuja kerroksia, jotka saattavat vaatia poistamista kriittisissä sovelluksissa.
Purseenpoistovaatimukset eroavat merkittävästi prosessien välillä. Kierrejyrsintä tuottaa tyypillisesti purseita hampaiden reunoihin, jotka vaativat toissijaisia toimenpiteitä, kun taas lanka-EDM luo minimaalisia purseita lämpöleikkausmekanismin vuoksi.
Suunnittelunäkökohdat ja geometriset rajoitukset
Komponentin geometria vaikuttaa merkittävästi valmistusprosessin valintaan, ja jokaisella menetelmällä on erityisiä ominaisuuksia ja rajoituksia.
Kierrejyrsintä on erinomainen tavallisissa evolventtiura-akseliprofiileissa, mutta sillä on rajoituksia monimutkaisten tai epätavallisten geometrioiden kanssa. Prosessi vaatii suoria leikkauspolkuja ilman geometrisia häiriöitä, mikä rajoittaa suunnittelun joustavuutta integroitujen ominaisuuksien osalta.
Sisäpuoliset ura-akselit aiheuttavat erityisiä haasteita kierrejyrsinnälle, erityisesti pienillä halkaisijoilla, joissa työkalun saatavuus muuttuu ongelmalliseksi. Pienin sisähalkaisija ylittää tyypillisesti 25 mm käytännön kierrejyrsintätoimenpiteissä, vaikka erikoistyökalut saattavat laajentaa tätä ominaisuutta.
Lanka-EDM käsittelee käytännössä mitä tahansa 2D-profiilia, joka voidaan ohjelmoida, mukaan lukien epäsymmetriset hampaat, vaihteleva välys ja integroidut kiilaurat tai -paikat. Tämä geometrinen joustavuus mahdollistaa monimutkaiset mallit, jotka ovat mahdottomia perinteisillä työstömenetelmillä.
Kyky työstää monimutkaisia geometrioita alileikkauksilla on merkittävä lanka-EDM:n etu, erityisesti ilmailu- ja avaruussovelluksissa, jotka vaativat painon vähentämistä poistamalla materiaalia ei-kriittisiltä alueilta.
Kapenevuusominaisuudet eroavat prosessien välillä. Kierrejyrsintä tuottaa yhdensuuntaisia hampaita, kun taas lanka-EDM voi luoda kapenevia profiileja erikoistuneisiin sovelluksiin, kuten kartiokytkimiin tai säädettäviin liittimiin.
Osan paksuuden rajoitukset vaikuttavat prosessin valintaan. Kierrejyrsintä käsittelee tehokkaasti erilaisia leveyksiä, kun taas lanka-EDM:n leikkausnopeus pienenee paksuuden kasvaessa, mikä tekee siitä vähemmän taloudellisen osille, joiden paksuus ylittää 150 mm.
Tuotantomäärän näkökohdat
Tuotantomäärä on ensisijainen tekijä, joka määrittää kunkin valmistusprosessin taloudellisen kannattavuuden.
Pienivolyyminen tuotanto (1–100 osaa) suosii tyypillisesti lanka-EDM:ää työkalukustannusten poistamisen ja asennuksen joustavuuden vuoksi. Kyky muokata ohjelmia nopeasti mukautuu suunnittelumuutoksiin, jotka ovat yleisiä prototyyppi- ja pienivolyymisissä sovelluksissa.
Keskivolyyminen tuotanto (100–1000 osaa) vaatii huolellista taloudellista analyysiä, jossa otetaan huomioon projektin kokonaiskustannukset, mukaan lukien työkalujen poistot, sykliajat ja laatuvaatimukset. Risteyskohta vaihtelee osan monimutkaisuuden ja toleranssivaatimusten mukaan.
Suurivolyyminen tuotanto (yli 1000 osaa) suosii yleensä kierrejyrsintää, kun geometriset rajoitukset sallivat sen. Ylivoimainen tuottavuus ja alhaisemmat kappalekohtaiset kustannukset kompensoivat alkutyökalusijoitukset suurissa tuotantoajoissa.
Eräkoon optimointi vaikuttaa molempiin prosesseihin eri tavalla. Kierrejyrsintä hyötyy jatkuvista tuotantoajoista minimoiden asennusajan vaikutuksen, kun taas lanka-EDM mukautuu tehokkaasti sekaeriin nopeiden ohjelmamuutosten ansiosta.
Tuotannon aikataulutusjoustavuus on toinen huomioon otettava asia. Lanka-EDM mahdollistaa nopean reagoinnin kiireellisiin vaatimuksiin ilman työkalujen viivästyksiä, kun taas kierrejyrsintä saattaa vaatia ennakkosuunnittelua työkalujen hankintaan ja asennukseen.
Laadunvalvonta- ja tarkastusvaatimukset
Mittatarkastukset ja laadunvalvontamenettelyt vaihtelevat merkittävästi kierrejyrsintä- ja lanka-EDM-prosessien välillä.
Kierrejyrsintä vaatii kattavan tarkastuksen työkalun kulumisvaikutusten vuoksi mittatarkkuuteen. Kriittisiä parametreja ovat nousutarkkuus, hampaan paksuus ja profiilin muoto, jotka mitataan tyypillisesti hammaspyörän tarkastusjärjestelmillä, joiden resoluutio on ±0,001 mm.
Lanka-EDM:n ylivoimainen prosessinohjaus vähentää usein tarkastusvaatimuksia, vaikka tarkastus on edelleen välttämätöntä kriittisille mitoille. Prosessin vakaus mahdollistaa tilastollisen prosessinohjauksen pienemmillä otoskokoilla verrattuna kierrejyrsintään.
Tarkastuslaitteiden vaatimukset eroavat prosessien välillä. Kierrejyrsintä saattaa vaatia erikoistuneita hammaspyörän mittausjärjestelmiä, kun taas lanka-EDM-osat käyttävät usein tavallisia koordinaattimittauskoneita mittatarkastuksiin.
Prosessin kyvykkyystutkimukset osoittavat kunkin menetelmän erottuvat ominaisuudet. Kierrejyrsinnällä on Cpk-arvot 1,33–1,67 tavallisille toleransseille, kun taas lanka-EDM saavuttaa Cpk-arvot yli 2,0 verrattavissa mitoissa.
Jäljitettävyysvaatimukset ilmailu- ja avaruus- sekä lääketieteellisissä sovelluksissa suosivat lanka-EDM:n digitaalista prosessinohjausta ja automatisoituja dokumentointiominaisuuksia verrattuna kierrejyrsinnän manuaalisiin asennusmenettelyihin.
Edistyneet sovellukset ja tulevaisuuden trendit
Uudet sovellukset jatkavat ura-akselin työstön tarkkuuden ja monimutkaisuuden rajojen työntämistä.
Mikro-ura-akselit tarkkuusinstrumenteille vaativat lanka-EDM-ominaisuuksia kierrejyrsinnän mittakaavarajoitusten vuoksi. Komponentit, joiden hammasmoduulit ovat alle 0,5 mm, ylittävät tyypillisesti kierrejyrsintätyökalujen valmistusominaisuudet.
Hybridivalmistusmenetelmät yhdistävät molemmat prosessit optimaalisten tulosten saavuttamiseksi. Karkea kierrejyrsintä, jota seuraa lanka-EDM-viimeistely, mahdollistaa korkean tuottavuuden erinomaisella tarkkuudella, vaikka tämä lisää monimutkaisuutta ja kustannuksia.
Lisäävän valmistuksen integrointi luo mahdollisuuksia monimutkaisille sisäpuolisille ura-akseligeometrioille, jotka ovat mahdottomia perinteisillä menetelmillä. Lanka-EDM mahdollistaa 3D-tulostettujen komponenttien viimeistelyn tarkkuustoleransseihin.
Teollisuus 4.0 -toteutukset vaikuttavat molempiin prosesseihin parannettujen valvonta- ja ohjausjärjestelmien avulla. Ennakoivat huoltoalgoritmit optimoivat työkalun käyttöiän kierrejyrsinnässä, kun taas reaaliaikainen prosessinvalvonta parantaa lanka-EDM:n johdonmukaisuutta.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa optimaalisten tulosten saavuttamiseksi tarvittavan erikoishuomion, joko kierrejyrsintä- tai lanka-EDM-prosessien avulla.
Ympäristönäkökohdat vaikuttavat yhä enemmän prosessin valintaan. Lanka-EDM:n vähentynyt jätteen muodostuminen ja leikkuunesteiden eliminointi vetoavat ympäristötietoisisiin valmistajiin, kun taas kierrejyrsinnän korkeampi tuottavuus vähentää kokonaisenergiankulutusta osaa kohti.
Prosessin valintaohjeet
Systemaattiset arviointikriteerit mahdollistavat optimaalisen prosessin valinnan tiettyjen projektivaatimusten perusteella.
Ensisijaisia valintatekijöitä ovat tuotantomäärä, toleranssivaatimukset, materiaaliominaisuudet ja geometrinen monimutkaisuus. Nämä parametrit ovat vuorovaikutuksessa määrittäen taloudellisimman valmistustavan.
Päätösmatriisit auttavat kvantifioimaan valintakriteerit painottamalla tekijöitä projektin prioriteettien mukaan. Kustannusherkät projektit korostavat taloudellisia tekijöitä, kun taas kriittiset sovellukset priorisoivat tarkkuutta ja luotettavuutta.
Prototyyppien kehitys alkaa usein lanka-EDM:llä suunnittelun varmistamiseksi ennen siirtymistä kierrejyrsintään tuotantomäärien osalta. Tämä lähestymistapa vahvistaa mallit säilyttäen samalla taloudellisen kannattavuuden täysimittaisessa valmistuksessa.
Riskien arvioinnissa otetaan huomioon tekijät, kuten työkalujen saatavuus, prosessin kyvykkyys ja toimitusaikataulut. Lanka-EDM tarjoaa alhaisemman teknisen riskin monimutkaisille geometrioille, kun taas kierrejyrsintä tarjoaa vakiintuneita ratkaisuja tavallisiin sovelluksiin.
Tulevat suunnittelumuutokset vaikuttavat prosessin valintapäätöksiin. Lanka-EDM mukautuu muutoksiin helpommin, kun taas kierrejyrsintä vaatii uusia työkaluja merkittäviin geometrisiin muutoksiin.
Integrointi valmistuspalveluihimme varmistaa optimaalisen prosessin valinnan kattavan kyvykkyyden arvioinnin ja taloudellisen analyysin perusteella, joka on räätälöity omiin vaatimuksiisi.
Usein kysytyt kysymykset
Mitkä toleranssitasot voidaan saavuttaa kierrejyrsinnällä verrattuna lanka-EDM:ään?
Kierrejyrsintä saavuttaa tyypillisesti ±0,008 mm–±0,01 mm:n toleranssit kriittisissä mitoissa, kuten nousussa ja hampaan paksuudessa. Lanka-EDM tuottaa erinomaisen tarkkuuden, jonka toleranssit ovat ±0,002 mm–±0,003 mm samoissa parametreissa. Valinta riippuu sovelluksesi tarkkuusvaatimuksista ja siitä, oikeuttaako parannettu tarkkuus lisäkustannukset.
Kumpi prosessi on kustannustehokkaampi keskisuurille tuotantomäärille?
Tuotantomäärille 100–1000 osan välillä kustannustehokkuus riippuu osan monimutkaisuudesta ja toleranssivaatimuksista. Yksinkertaiset ura-akseliprofiilit suosivat usein kierrejyrsintää nopeampien sykliaikojen vuoksi, kun taas monimutkaiset geometriat tai tiukat toleranssit saattavat oikeuttaa lanka-EDM-kustannukset. Risteyskohta on tyypillisesti noin 500 osaa tavallisille geometrioille.
Voivatko molemmat prosessit käsitellä karkaistuja teräskomponentteja?
Lanka-EDM on erinomainen karkaistujen terästen kanssa jopa 65 HRC:hen asti tinkimättä tarkkuudesta tai vaatimatta erikoistyökaluja. Kierrejyrsintä muuttuu haastavaksi yli 45 HRC:n kohdalla liiallisen työkalun kulumisen ja huonon pinnan viimeistelyn vuoksi. Karkaistuille komponenteille lanka-EDM on ensisijainen valinta tuotantomäärästä riippumatta.
Mitkä ovat tyypilliset toimitusajat kullekin prosessille?
Lanka-EDM voi alkaa välittömästi käyttämällä tavallisia lankaelektrodeja, ja toimitusajat määräytyvät pääasiassa työstöajan ja jonotuspaikan mukaan. Kierrejyrsintä vaatii mukautettujen työkalujen hankinnan 8–12 viikon toimitusajoilla erikoistuneille jyrsimille, vaikka vakiotyökaluja saattaa olla saatavilla aikaisemmin. Ota huomioon työkalujen toimitusajat suunnitellessasi tuotantoaikatauluja.
Miten pinnan viimeistelyvaatimukset vaikuttavat prosessin valintaan?
Lanka-EDM tuottaa erinomaiset pinnan viimeistelyt, jotka vaihtelevat Ra 0,8–Ra 2,5 μm, ja vaaditaan vain vähän toissijaisia toimenpiteitä. Kierrejyrsintä saavuttaa Ra 1,6–Ra 3,2 μm, mutta saattaa vaatia lisäviimeistelyä kriittisissä sovelluksissa. Sovellukset, jotka vaativat poikkeuksellisen pinnan laadun, suosivat tyypillisesti lanka-EDM:ää korkeammista kustannuksista huolimatta.
Mitä geometrisia rajoituksia on kullakin prosessilla?
Kierrejyrsintä vaatii suoria leikkauspolkuja ja on vaikea sisäpuolisten ura-akseleiden kanssa, joiden halkaisija on alle 25 mm. Lanka-EDM käsittelee käytännössä mitä tahansa 2D-profiilia, mukaan lukien monimutkaiset geometriat, alileikkaukset ja tiukat sisäpuoliset ominaisuudet. Valitse lanka-EDM epätavallisille profiileille tai geometrisille rajoituksille, jotka ylittävät kierrejyrsinnän ominaisuudet.
Onko kummallekaan prosessille materiaalirajoituksia?
Kierrejyrsintä toimii optimaalisesti materiaaleilla, joiden kovuus on alle 45 HRC, mukaan lukien tavalliset teräkset ja alumiiniseokset. Lanka-EDM soveltuu kaikille sähköä johtaville materiaaleille kovuudesta riippumatta, mukaan lukien eksoottiset seokset ja karkaistut teräkset. Ei-johtavat materiaalit, kuten keramiikka, vaativat vaihtoehtoisia valmistusmenetelmiä.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece