Syväveto vs. Sorvaus: Sylinterimäisten Metalliosien Valmistus
Sylinterimäisten metallikomponenttien valmistus tarjoaa insinööreille kaksi pääasiallista muovausprosessia: syvävedon ja metallisorvauksen. Kummallakin prosessilla on omat etunsa materiaalin käytön, työkalukustannusten, tuotantomäärien ja saavutettavien toleranssien suhteen. Näiden prosessien välisten olennaisten erojen ymmärtäminen on kriittistä valmistustulosten ja kustannustehokkuuden optimoimiseksi.
Tärkeimmät Huomiot
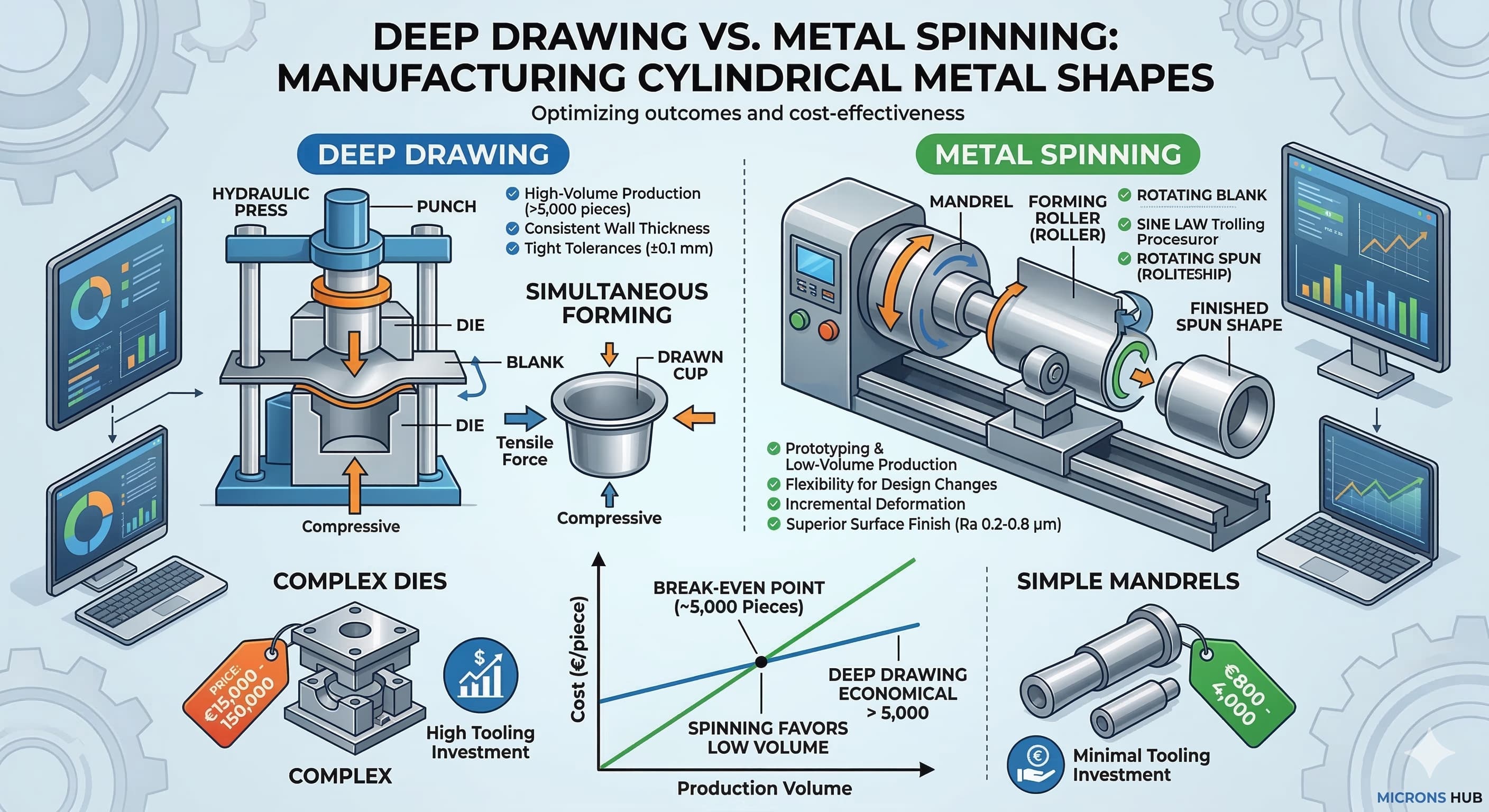
- Syväveto on erinomainen suurivolyymisessä tuotannossa, jossa on tasainen seinämän paksuus ja tiukat toleranssit (±0,1 mm)
- Metallisorvaus tarjoaa erinomaisen joustavuuden prototyyppien valmistukseen ja pienivolyymiseen tuotantoon minimaalisella työkalusijoituksella
- Materiaalivalinta vaikuttaa merkittävästi prosessin toteutettavuuteen, syvävedon vaatiessa korkeampia venymäsuhteita
- Kustannusanalyysi osoittaa, että syväveto tulee taloudelliseksi, kun tuotantomäärät ylittävät 5 000 kappaletta vuodessa
Syvävetoprosessin Perusteet
Syväveto muuntaa litteät metallilevyaihion sylinterimäisiksi tai laatikkomaisiksi komponenteiksi vetojännityksen ja puristusvoimien yhdistelmällä. Prosessissa käytetään leimasin- ja muottijärjestelmää, jossa leimasin pakottaa aihion muottipesän läpi, luoden saumattoman ontelon, jonka syvyys on yli puolet halkaisijasta.
Syvävedon kriittinen parametri on vetosuhde (DR), joka lasketaan aihion halkaisijan ja leimasimen halkaisijan suhteena. Useimmille materiaaleille yksi vetovaihe voi saavuttaa suhteet 1,8:1 ja 2,2:1 välillä. Kun vaaditaan suurempia suhteita, tarvitaan useita vetovaiheita, joissa jokainen seuraava vaihe pienentää halkaisijaa noin 20-30 %.
Materiaalin virtaus syvävedon aikana noudattaa tiettyjä malleja. Aihion ulko-osat kokevat kehäsuuntaista puristusta, kun taas sivuseinämän materiaali kokee vetojännitystä. Tämä kaksoisjännitystila vaatii materiaaleja, joilla on erinomainen sitkeys ja yhtenäinen raerakenne. Teräslaadut, kuten DC04 (EN 10130) ja alumiiniseos 3003-H14, osoittavat optimaalisen suorituskyvyn korkeiden r-arvojensa (venymäsuhde) ansiosta, jotka ovat 1,8-2,2.
Työkalusuunnittelulla on ratkaiseva rooli johdonmukaisten tulosten saavuttamisessa. Muotin säde on tyypillisesti 6-10 kertaa materiaalin paksuus, kun taas leimasimen säde pidetään 4-8 kertaa paksuudessa. Nämä suhteet estävät materiaalin repeytymisen muovausprosessin aikana ja minimoivat samalla jousipalautumisvaikutukset.
Metallisorvausprosessin Mekaniikka
Metallisorvaus, joka tunnetaan myös nimellä pyöritystyöstö, muotoilee sylinterimäisiä komponentteja pyörittämällä metalliaihion suurilla nopeuksilla samalla kun kohdistetaan paikallista painetta muovaustyökalujen avulla. Aihio kiinnitetään karaa vasten, joka määrittää sisäisen geometrian, ja materiaali muovataan asteittain tämän karan yli rullien tai erikoistuneiden sorvaustyökalujen avulla.
Prosessi toimii olennaisesti erilaisilla periaatteilla kuin syväveto. Sen sijaan, että muovaus tapahtuisi samanaikaisesti, sorvaus luo halutun muodon asteittaisen muodonmuutoksen avulla. Materiaali virtaa säteittäisesti sisäänpäin ja aksiaalisesti karan pintaa pitkin, jolloin seinämän paksuus vaihtelee sinilain mukaan: t₁ = t₀ × sin α, jossa t₁ on lopullinen paksuus, t₀ on alkuperäinen paksuus ja α on kulma pyörimisakselista.
Sorvauskarat vaativat tarkkaa koneistusta, mutta edustavat huomattavasti alhaisempia työkalukustannuksia verrattuna syvävetomuotteihin. Tyypillinen teräskara sorvaukseen maksaa 800-1 500 euroa, kun taas vastaavat syvävetotyökalut maksavat 15 000-50 000 euroa riippuen monimutkaisuudesta ja tuotantovaatimuksista.
Prosessi soveltuu laajemmalle materiaalivalikoimalle, mukaan lukien työkarkenevat seokset, jotka voivat osoittautua haastaviksi syvävedolle. Ruostumaton teräs 316L, titaani Ti-6Al-4V ja Inconel 625 voidaan sorvata onnistuneesti muodonmuutoksen asteittaisen luonteen vuoksi, mikä estää liiallisen jännityksen keskittymisen.
Materiaalivalinta ja Yhteensopivuus
Materiaalivalinta on kriittinen päätöksentekopiste syvävedon ja sorvausprosessien välillä. Kukin muovausmenetelmä asettaa erilaisia vaatimuksia materiaaliominaisuuksille, mikä vaikuttaa sekä prosessin toteutettavuuteen että lopullisen komponentin laatuun.
| Materiaaliominaisuus | Syvävetovaatimukset | Sorvausvaatimukset | Tyypilliset arvot |
|---|---|---|---|
| Venymä (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-arvo (jännityssuhde) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-arvo (muokkauslujittuminen) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Myötölujuus (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Syväveto vaatii materiaaleja, joilla on korkeat muovisen venymän suhteet (r-arvot) korvien muodostumisen estämiseksi ja tasaisen materiaalivirtauksen varmistamiseksi. R-arvo edustaa leveyden venymän suhdetta paksuuden venymään vetokokeen aikana. Materiaalit, joiden r-arvot ovat alle 1,0, ohenevat yleensä liikaa vetotoimintojen aikana, mikä voi johtaa vikaantumiseen.
Sorvausprosessit soveltuvat materiaaleille, joilla on alhaisemmat muovattavuusindeksit, koska muodonmuutos tapahtuu asteittain eikä samanaikaisesti koko aihion alueella. Tämä ominaisuus tekee sorvauksesta erityisen sopivan lujille seoksille ja eksoottisille materiaaleille, joissa syväveto ylittäisi materiaalin muovausrajat.
Raekoko vaikuttaa merkittävästi molempiin prosesseihin, mutta eri vaikutuksilla. Hienorakeiset materiaalit (ASTM-raekoko 7-9) tarjoavat paremman pintakäsittelyn syvävetosovelluksissa, kun taas sorvaus kestää karkeampia raerakenteita vaarantamatta mittatarkkuutta.
Työkalusuunnittelu ja Investointianalyysi
Olennaiset erot syvävedon ja sorvauksen työkalujen vaatimuksissa vaikuttavat suoraan projektin talouteen ja läpimenoaikoihin. Syväveto vaatii tarkkuuskoneistettuja progressiivisia muotteja, jotka on valmistettu työkaluteräksistä, kuten D2 tai A2, joiden kovuusarvot vaihtelevat välillä 58-62 HRC.
Progressiivinen muottirakenne sisältää useita asemia monimutkaisille geometrioille, joista jokainen asema vaatii tarkan kohdistuksen ja välyksen hallinnan. Tyypilliset muottivälykset vaihtelevat välillä 1,1-1,3 kertaa materiaalin paksuus teräkselle ja 1,2-1,4 kertaa alumiiniseoksille. Nämä tiukat toleranssit vaativat erittäin tarkkaa valmistusta, mikä nostaa työkalukustannuksia.
Sorvauskarat tarjoavat huomattavasti pienemmät työkalusijoitukset. Tyypillinen kara voidaan valmistaa alumiinista 7075-T6 prototyyppisovelluksiin tai teräksestä 4140 tuotantoajoihin. Kara vaatii vain lopullisen sisäisen geometrian, jolloin vältetään monimutkaiset pesän profiilit, jotka ovat välttämättömiä syvävetomuoteille.
| Työkalukomponentti | Syvävetokustannus (€) | Sorvauskustannus (€) | Toimitusaika (viikkoa) |
|---|---|---|---|
| Yksinkertainen lieriömäinen (Ø100mm) | 15 000 - 25 000 | 800 - 1 500 | 6-8 vs 2-3 |
| Monimutkainen porrastettu profiili | 35 000 - 60 000 | 2 000 - 4 000 | 10-12 vs 3-4 |
| Monivaiheinen progressiivinen | 75 000 - 150 000 | Ei saatavilla (yksivaiheinen) | 12-16 vs Ei saatavilla |
| Työkalujen huolto (vuosittain) | 5-10% alkuperäisistä kustannuksista | 2-3% alkuperäisistä kustannuksista | Jatkuva |
Työkalujen käyttöiän huomioiminen erottaa prosesseja edelleen. Syvävetomuotit kestävät tyypillisesti 500 000-2 000 000 sykliä riippuen materiaalista ja monimutkaisuudesta, kun taas sorvauskarat voivat ylittää 10 000 sykliä asianmukaisella huollolla. Sorvaustyökalut (rullat ja muovaustyökalut) vaativat kuitenkin säännöllistä vaihtoa 5 000-15 000 syklin välein.
Jos haluat erittäin tarkkoja tuloksia, lähetä projektisi saadaksesi tarjouksen 24 tunnin sisällä Microns Hubilta.
Mittatarkkuus ja Pinnan Laatu
Tarkan mittatarkkuuden saavuttaminen edellyttää ymmärrystä siitä, miten kukin prosessi vaikuttaa lopulliseen komponentin geometriaan. Syväveto tuottaa tyypillisesti paremman samankeskisyyden ja seinämän paksuuden tasaisuuden johtuen samanaikaisesta muovaustoiminnasta koko aihion alueella.
Seinämän paksuuden vaihtelu syvävedetyissä komponenteissa pysyy yleensä ±10-15 % alkuperäisestä aihion paksuudesta, ja ohuimmat osat esiintyvät leimasimen kärjen säteellä. Tämän ennustettavan ohenemismallin avulla insinöörit voivat kompensoida aihion paksuuden valinnan ja vetovähennyksen aikataulutuksen avulla.
Sorvaustoiminnot tuottavat komponentteja, joiden seinämän paksuus noudattaa sinilain suhdetta, mikä johtaa tarkoitukselliseen paksuuden vaihteluun, joka on otettava huomioon suunnittelulaskelmissa. Sorvaus tarjoaa kuitenkin paremman hallinnan paikalliseen geometriaan, mikä mahdollistaa laipat, urat ja monimutkaiset kaaret, jotka vaatisivat useita syvävetotoimintoja.
Pinnanlaatu eroaa merkittävästi prosessien välillä. Syvävedetyt komponentit osoittavat yhtenäisiä pintaominaisuuksia, jotka vastaavat alkuperäistä aihion kuntoa, tyypillisesti Ra 0,8-1,6 μm kylmävalssatuille teräsalustoille. Sorvaustoiminnot voivat saavuttaa paremman pinnanlaadun (Ra 0,2-0,8 μm) muovaustyökalujen kiillotustoiminnan avulla, mikä on erityisen hyödyllistä sovelluksissa, jotka vaativat minimaalista jälkikäsittelyä.
Kunkin prosessin avulla saavutettavat mittatoleranssit heijastavat perusmuovausmekanismeja. Syväveto saavuttaa rutiininomaisesti ±0,1 mm halkaisijaltaan ja ±0,15 mm korkeudeltaan komponenteille, joiden halkaisija on enintään 200 mm. Sorvaustoleranssit riippuvat karan tarkkuudesta ja prosessin hallinnasta, ja ne tuottavat tyypillisesti ±0,2 mm halkaisijaltaan ja ±0,25 mm korkeudeltaan samankokoisille komponenteille.
Tuotantomäärän Optimointi
Taloudellinen analyysi paljastaa selkeät kannattavuuspisteet, joissa kukin prosessi muuttuu edulliseksi. Syvävedon korkeat työkalusijoitukset edellyttävät huomattavia tuotantomääriä alkuperäisten kustannusten perustelemiseksi, kun taas sorvauksen alhaisemmat asennuskustannukset suosivat pienempiä eriä ja prototyyppien kehitystä.
Kappalehintalaskelma sisältää materiaalin käyttötehokkuuden, joka suosii voimakkaasti syvävetoa yksinkertaisissa geometrioissa. Syvävedetyt sylinterit saavuttavat tyypillisesti 85-92 % materiaalin hyödyntämisen, kun taas sorvaustoiminnot vaihtelevat 95-98 %:iin minimaalisen romun muodostumisen vuoksi. Sorvauksen materiaalin tehokkuusetu pienenee kuitenkin, kun otetaan huomioon mahdolliset paksummat lähtöaihiot, joita tarvitaan halutun lopullisen paksuuden saavuttamiseksi kriittisillä alueilla.
| Tuotantomäärä | Syväveto (€/kpl) | Sorvaus (€/kpl) | Suositeltu prosessi |
|---|---|---|---|
| 1-100 kappaletta | 45.00 - 65.00 | 12.00 - 18.00 | Sorvaus |
| 500-1 000 kappaletta | 18.00 - 25.00 | 10.00 - 15.00 | Sorvaus |
| 5 000-10 000 kappaletta | 4.50 - 6.50 | 8.00 - 12.00 | Syväveto |
| 50 000+ kappaletta | 2.20 - 3.80 | 7.50 - 11.00 | Syväveto |
Sykliaika-analyysi paljastaa syvävedon paremmuuden suurivolyymisissä skenaarioissa. Tyypillinen syvävetotoiminto suoritetaan 3-8 sekunnissa riippuen monimutkaisuudesta, kun taas sorvaustoiminnot vaativat 2-15 minuuttia komponenttia kohden. Tämä dramaattinen ero tuotantonopeudessa tekee syvävedosta selkeän valinnan suurivolyymisiin sovelluksiin huolimatta alkuperäisestä työkalusijoituksesta.
Toissijaiset toiminnot vaikuttavat merkittävästi kokonaisvalmistuskustannuksiin. Syvävedetyt komponentit vaativat usein leikkausta, lävistystä tai muita muovaustoimintoja, jotka lisäävät 0,50-2,00 euroa kappaletta kohden. Sorvaustoiminnot tuottavat tyypillisesti lähes valmiin muotoisia komponentteja, jotka vaativat minimaalista toissijaista käsittelyä, mikä tarjoaa kustannusetuja monimutkaisissa geometrioissa.
Laadunvalvonta ja Tarkastusmenetelmät
Molempiin prosesseihin liittyvien laadunvarmistusprotokollien on käsiteltävä kunkin muovausmenetelmän ainutlaatuisia ominaisuuksia ja mahdollisia vikatiloja. Syvävedon laadunvalvonta keskittyy yleisten vikojen, kuten korvien muodostumisen, rypistymisen, repeytymisen ja liiallisen ohenemisen estämiseen prosessiparametrien optimoinnin ja tilastollisen prosessinohjauksen avulla.
Syvävedettyjen komponenttien kriittisiä mittauspisteitä ovat seinämän paksuuden jakautuminen ultraäänimittauksella, mittatarkkuus koordinaattimittauskoneilla (CMM) ja pinnanlaadun arviointi. Linjassa olevat valvontajärjestelmät voivat havaita leimasimen voiman vaihtelut, jotka osoittavat mahdollista työkalun kulumista tai materiaaliominaisuuksien muutoksia.
Sorvauksen laadunvalvonta korostaa karan tarkkuutta, muovaustyökalun kuntoa ja pyörimisnopeuden johdonmukaisuutta. Sorvauksen asteittainen luonne mahdollistaa prosessin aikaiset säädöt, mikä tarjoaa mahdollisuuksia korjata mittapoikkeamia muovauksen aikana sen sijaan, että valmiit komponentit romutettaisiin.
Tilastollisen prosessinohjauksen toteutus eroaa prosessien välillä. Syväveto hyötyy Cpk-arvoista, jotka ylittävät 1,33 kriittisille mitoille, mikä on saavutettavissa aihion paikannuksen, voitelun johdonmukaisuuden ja puristusvoiman tiukan hallinnan avulla. Sorvaustoiminnot edellyttävät pyörimisnopeuden vakauden (±2 %), syöttönopeuden johdonmukaisuuden (±5 %) ja muovauspaineen tasaisuuden seurantaa.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelumme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, kattavalla laatuasiakirjalla ja jäljitettävyydellä.
Integraatio Valmistusjärjestelmiin
Nykyaikaiset valmistusympäristöt edellyttävät muovausprosessien saumatonta integrointia ylä- ja alavirran toimintoihin. Syvävetolinjat sisältävät tyypillisesti automatisoidun aihion syöttämisen, siirtojärjestelmät ja integroidut tarkkuus CNC-koneistuspalvelut toissijaisiin toimintoihin.
Syvävetotoimintojen suuri nopeus vaatii kehittyneitä automaatiojärjestelmiä, jotka pystyvät ylläpitämään sykliaikoja ja varmistamaan samalla tasaisen osien laadun. Progressiiviset muottijärjestelmät voivat integroida useita muovaustoimintoja, lävistyksiä ja leikkauksia yhden puristusiskun sisällä, mikä maksimoi tehokkuuden ja minimoi käsittelykustannukset.
Sorvaustoiminnot, vaikka ne yleensä vaativat enemmän manuaalista puuttumista, tarjoavat joustavuutta suunnittelumuutosten ja tuotevariaatioiden huomioimiseen. CNC-sorvauslaitteet tarjoavat automatisoidun muovausjaksojen hallinnan säilyttäen samalla prosessin luontaisen sopeutumiskyvyn erilaisiin komponenttien geometrioihin.
Integraatio valmistuspalveluihimme mahdollistaa kattavan projektinhallinnan alkuperäisestä suunnittelusta lopulliseen tarkastukseen. Tämä integroitu lähestymistapa varmistaa optimaalisen prosessin valinnan tiettyjen projektivaatimusten perusteella sen sijaan, että vaihtoehdot rajoitettaisiin yhteen valmistusmenetelmään.
Myös toimitusketjun näkökohdat vaikuttavat prosessin valintaan. Syvävedon riippuvuus erikoistuneista työkaluista luo riippuvuuksia työkalu- ja muottivalmistajiin, mikä saattaa pidentää uusien projektien läpimenoaikoja. Sorvaustoiminnot voivat usein hyödyntää olemassa olevaa karavarastoa tai valmistaa nopeasti uusia karoja käyttämällä vakiokoneistusominaisuuksia.
Edistyneet Sovellukset ja Tapaustutkimukset
Ilmailusovellukset osoittavat prosessin valinnan kriittisen tärkeyden vaativissa ympäristöissä. Syväveto on erinomainen polttoainesäiliöiden komponenttien valmistuksessa, joissa tasainen seinämän paksuus ja tiivis rakenne ovat ensiarvoisen tärkeitä. Prosessi tuottaa mittatarkkuuden, jota tarvitaan automatisoituihin kokoonpanotoimintoihin, säilyttäen samalla paineastiasovelluksissa tarvittavan rakenteellisen eheyden.
Sorvausta käytetään ilmailuteollisuudessa monimutkaisissa kartio-osissa, nokkakartioissa ja siirtymäkanavissa, joissa kyky muovata yhdistettyjä kaaria ja vaihtelevia seinämän paksuuksia tarjoaa suunnitteluetuja. Prosessin yhteensopivuus titaani- ja Inconel-seosten kanssa tekee siitä erityisen arvokkaan korkean lämpötilan sovelluksissa, joissa materiaaliominaisuudet ylittävät perinteisen syvävedon muovausrajat.
Autoteollisuuden sovellukset esittelevät volyymivetoisen päätöksenteon. Syväveto hallitsee suurivolyymista komponenttituotantoa, kuten öljypohjia, polttoainesäiliöitä ja rakenneosia, joissa poistettu työkalukustannus muuttuu merkityksettömäksi miljoonien komponenttien kohdalla. Prosessin integrointi autoteollisuuden kokoonpanolinjoihin tarjoaa nopeuden ja johdonmukaisuuden, jota tarvitaan juuri oikeaan aikaan -valmistukseen.
Lääketieteellisten laitteiden valmistus asettaa ainutlaatuisia haasteita, joissa biokompatibiliteetti, pinnanlaatu ja mittatarkkuus yhdistyvät. Sorvaustoiminnot ovat erinomaisia kirurgisten instrumenttien ja implantoitavien laitteiden komponenttien valmistuksessa, joissa ylivoimainen pinnanlaatu ja materiaalien yhteensopivuus eksoottisten seosten kanssa tarjoavat kliinisiä etuja.
Elektroniikkateollisuus hyödyntää molempia prosesseja volyymivaatimusten mukaan. Syväveto palvelee suurivolyymisia sovelluksia, kuten jäähdytyslevyjä ja sähkömagneettisia suojauskomponentteja, kun taas sorvaus vastaa erikoistarpeisiin, kuten EMI-suojaussovelluksiin, joissa monimutkaiset geometriat ja ylivoimainen pinnanlaatu vaikuttavat suorituskykyyn.
Tulevaisuuden Teknologiatrendit
Kehittyvät teknologiat laajentavat edelleen molempien muovausprosessien ominaisuuksia. Servokäyttöiset syvävetopuristimet tarjoavat ohjelmoitavia liike profiileja, mikä mahdollistaa materiaalin virtauksen optimoinnin ja jousipalautumisvaikutusten vähentämisen. Nämä edistyneet järjestelmät saavuttavat muovausvoimat tarkkuudella, joka oli aiemmin mahdotonta perinteisillä mekaanisilla puristimilla.
Kuumamuovaustekniikat laajentavat syvävetotoimintoihin soveltuvien materiaalien valikoimaa. Alumiiniseokset, jotka perinteisesti vaativat useita vetovaiheita, voidaan nyt muovata yhdessä vaiheessa aihioiden ja muottien hallitun lämmityksen avulla. Tämä edistysaskel vähentää työkalujen monimutkaisuutta ja parantaa materiaalin hyödyntämistehokkuutta.
CNC-sorvaus kehittyy edelleen parannetun prosessinvalvonnan ja mukautuvien ohjausjärjestelmien avulla. Muovausvoimien ja komponenttien mittojen reaaliaikainen mittaus mahdollistaa prosessiparametrien automaattisen säätämisen, mikä vähentää käyttäjän taitovaatimuksia ja parantaa mittatarkkuutta.
Lisäävä valmistus vaikuttaa molempiin prosesseihin nopeiden työkalusovellusten avulla. 3D-tulostetut karat ja muovaustyökalut mahdollistavat kustannustehokkaan prototyyppien kehityksen ja pienivolyymiset tuotantoajot, mikä kuromaa umpeen perinteisten työkalusijoitusten ja projektivaatimusten välistä kuilua.
Simulointiohjelmistojen kehitys tarjoaa yhä tarkemman ennusteen materiaalin virtauksesta, jännityksen jakautumisesta ja mahdollisista vikatiloista. Elementtimenetelmäanalyysi (FEA) mahdollistaa prosessin optimoinnin ennen työkalujen valmistusta, mikä lyhentää kehitysaikaa ja parantaa ensimmäisen kappaleen onnistumisprosentteja.
Usein Kysytyt Kysymykset
Mikä on syvävedolla ja sorvauksella saavutettavissa oleva pienin seinämän paksuus?
Syväveto säilyttää tyypillisesti seinämän paksuuden 85-90 % alkuperäisestä aihion paksuudesta, ja pienin käytännöllinen paksuus on noin 0,3 mm teräkselle ja 0,5 mm alumiinille. Sorvaus voi saavuttaa ohuempia seiniä paikallisilla alueilla, mahdollisesti jopa 0,2 mm paksuuden, mutta tämä vaihtelee sinilain suhteen ja karan geometrian mukaan.
Miten materiaalikustannukset vertautuvat näiden kahden prosessin välillä?
Materiaalikustannukset suosivat syvävetoa paremman materiaalin hyödyntämisen (85-92 %) vuoksi verrattuna sorvauksen korkeampaan hyödyntämiseen (95-98 %), mutta vaatimukseen paksummista lähtöaihioista. Syväveto käyttää tyypillisesti 15-25 % vähemmän raaka-ainetta yksinkertaisissa sylinterimäisissä muodoissa, vaikka tämä etu pienenee monimutkaisissa geometrioissa, jotka vaativat useita toimintoja.
Mikä pinnanlaatu voidaan saavuttaa kummallakin prosessilla?
Syväveto säilyttää alkuperäisen aihion pinnanlaadun, tyypillisesti Ra 0,8-1,6 μm kylmävalssatuille teräsalustoille. Sorvaus voi saavuttaa paremman pinnanlaadun, Ra 0,2-0,8 μm, muovaustyökalujen kiillotustoiminnan avulla, mikä tekee siitä suositeltavan sovelluksissa, jotka vaativat minimaalista jälkikäsittelyä tai koristeellisia viimeistelyjä.
Kumpi prosessi tarjoaa paremman mittatoleranssin hallinnan?
Syväveto saavuttaa rutiininomaisesti ±0,1 mm toleranssit halkaisijaltaan ja ±0,15 mm korkeudeltaan komponenteille, joiden halkaisija on enintään 200 mm. Sorvaus tuottaa tyypillisesti ±0,2 mm halkaisijaltaan ja ±0,25 mm korkeudeltaan, vaikka parempi paikallinen geometrian hallinta on mahdollista ammattitaitoisen toiminnan ja asianmukaisten työkalujen avulla.
Miten tuotantomäärä vaikuttaa prosessin talouteen?
Syväveto muuttuu taloudellisesti edulliseksi, kun tuotantomäärät ylittävät 5 000 kappaletta vuodessa korkeiden työkalukustannusten (15 000-60 000 euroa) vuoksi, mutta alhaisten kappalekustannusten (2,20-6,50 euroa) vuoksi. Sorvaus suosii pienivolyymista tuotantoa minimaalisella työkalusijoituksella (800-4 000 euroa), mutta korkeammilla kappalekustannuksilla (8,00-18,00 euroa) suurilla volyymeilla.
Mitkä ovat tyypilliset läpimenoajat työkaluille ja ensimmäisille kappaleille?
Syvävetotyökalut vaativat 6-16 viikkoa riippuen monimutkaisuudesta, yksinkertaisten sylinterimäisten muottien kestäessä 6-8 viikkoa ja progressiivisten monivaiheisten työkalujen pidentyessä 16 viikkoon. Sorvauskarat vaativat tyypillisesti 2-4 viikkoa, mikä mahdollistaa nopeamman projektin aloittamisen ja suunnittelun iteraatiosyklit.
Kumpi prosessi mukautuu paremmin suunnittelumuutoksiin tuotannon aikana?
Sorvaus tarjoaa erinomaisen joustavuuden suunnittelumuutoksille, mikä vaatii usein vain karan säätöjä tai uuden karan valmistuksen, joka maksaa 800-4 000 euroa. Syvävedon suunnittelumuutokset edellyttävät tyypillisesti muotin muutoksia tai täydellistä muotin vaihtoa, mikä edustaa merkittäviä aika- ja kustannusinvestointeja 5 000-25 000 euroa riippuen vaadittavien muutosten laajuudesta.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece