Suurnopeustyöstö (HSM): Pintakäsittelyn edut alumiinimuoteille
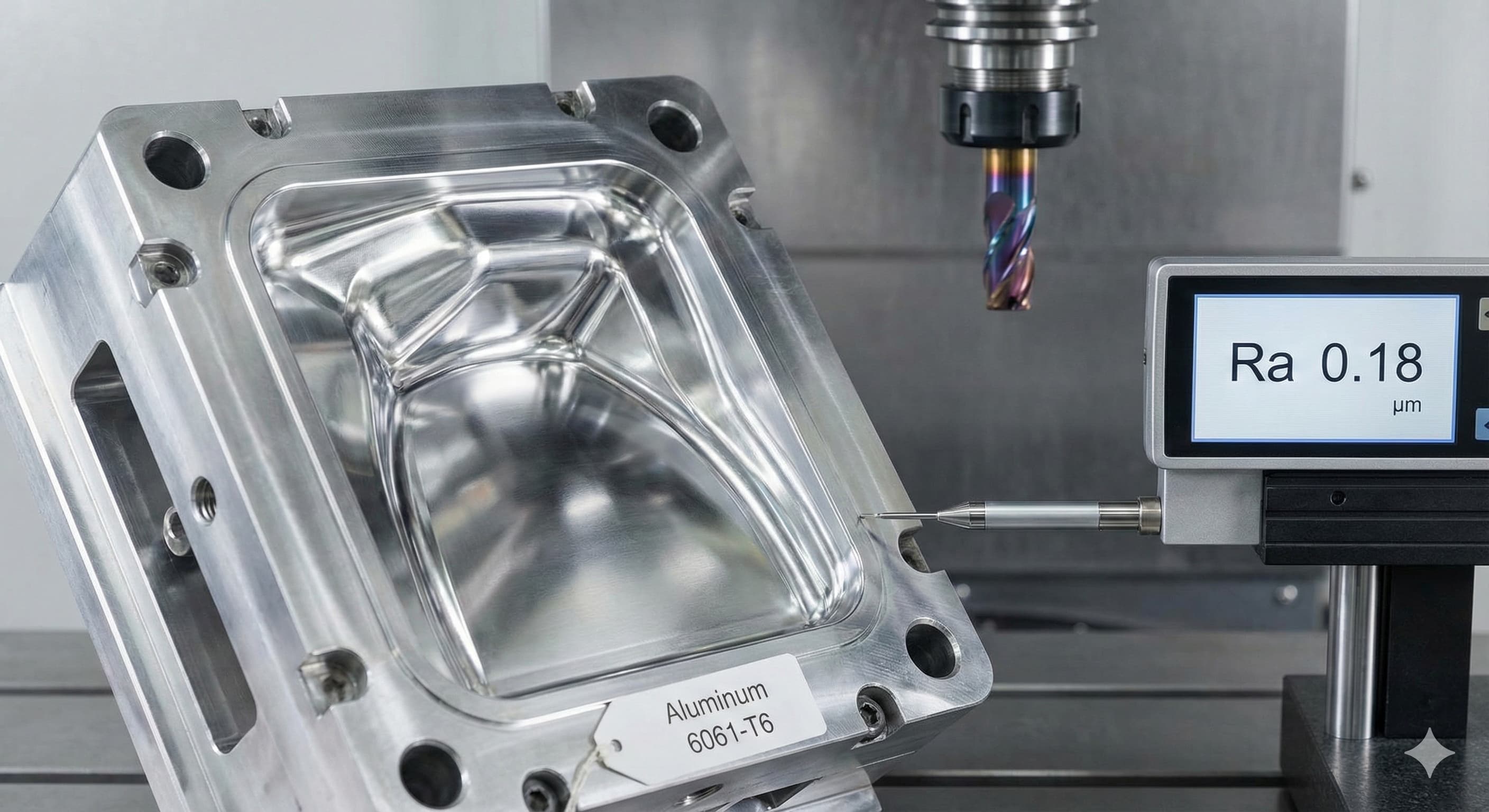
Alumiinimuotin pinnanlaatu määrittää suoraan tuotteen onnistumisen ruiskuvalusovelluksissa. Suurnopeustyöstön (HSM) parametrit muuttavat pohjimmiltaan pinnan topografiaa hallittujen työkalu-työkappale-vuorovaikutusten avulla korotetuilla leikkausnopeuksilla, jolloin saavutetaan Ra-arvot alle 0,2 μm ilman toissijaisia viimeistelytoimenpiteitä.
Tärkeimmät huomiot:
- HSM vähentää alumiinimuotin pinnan karheutta 60-80 % verrattuna perinteiseen työstöön optimoitujen lastunmuodostusmekanismien avulla
- Yli 15 000 RPM:n karanopeudet ja yli 5 000 mm/min syöttönopeudet eliminoivat tarttuneen reunan muodostumisen alumiiniseoksissa
- Suora korrelaatio on olemassa leikkausnopeuden ja pinnanlaadun välillä Al 6061-T6- ja Al 7075-T6 -muottisovelluksissa
- HSM:n työkalureittistrategiat minimoivat lämpösyklien vaikutukset, jotka heikentävät alumiinin pinnan eheyttä
Suurnopeustyöstön fysiikan ymmärtäminen alumiinin pinnanlaadun kannalta
Suurnopeustyöstö muuttaa pohjimmiltaan materiaalinpoistomekanismia alumiinissa lisäämällä leikkausnopeuksia, jotka ylittävät työkappalemateriaalin lämmönjohtavuuden rajoitukset. Kun alumiiniseoksia työstetään perinteisillä nopeuksilla alle 300 m/min, lämmönkehitys luo paikallisia lämpövyöhykkeitä, jotka edistävät tarttuneen reunan muodostumista ja työkarkaisu-vaikutuksia. Nämä ilmiöt vaarantavat suoraan pinnanlaadun luomalla mikrohitsausta työkalu- ja työkappalemateriaalien välille.
Siirtyminen HSM-käyttöparametreihin – tyypillisesti 800-2 000 m/min leikkausnopeudet alumiinille – siirtää lämmönkehitysvyöhykkeen lastuun eikä valmiiseen pintaan. Tämä lämmön uudelleenjako tapahtuu, koska leikkaustyökalun ja työkappaleen välinen lyhentynyt kosketusaika estää lämmön siirtymisen alumiinialustaan. Tuloksena on dramaattisesti parantuneet pinnanlaatuominaisuudet, joiden Ra-arvot saavuttavat johdonmukaisesti 0,1-0,3 μm:n alueen ilman toissijaisia toimenpiteitä.
Materiaaliominaisuuksien huomioiminen on kriittistä, kun HSM:ää toteutetaan alumiinimuottisovelluksissa. Al 6061-T6 osoittaa optimaalisen HSM-vasteen tasapainoisen piipitoisuutensa (0,4-0,8 %) ansiosta, joka tarjoaa riittävän kovuuden ilman liiallista kuluttavuutta. T6-karkaisu varmistaa mittapysyvyyden suurnopeusoperaatioiden aikana ylläpitämällä johdonmukaisen raerakenteen koko työstöprosessin ajan.
Työkalugeometrian optimointi erityisesti alumiinin HSM:lle edellyttää 15-25° positiivisten lastuamiskulmien huomioimista leikkausvoimien minimoimiseksi säilyttäen samalla reunan lujuuden. 8-12° vapautuskulmat estävät hankaavan kosketuksen, joka aiheuttaa pintavikoja. Pinnoitteen valinta keskittyy titaani-alumiini-nitridi (TiAlN)- tai timanttimaisen hiilen (DLC) -koostumuksiin, jotka kestävät alumiinin tarttumista kohonneissa lämpötiloissa.
Karanopeuden ja syöttönopeuden optimointi pinnanlaadun kannalta
Karanopeuden valinta vaikuttaa suoraan pinnanlaatuun sen vaikutuksen kautta lastunmuodostuksen johdonmukaisuuteen ja lämmönhallintaan. Alumiinimuottien työstöoperaatioiden tutkimustiedot osoittavat, että optimaalinen pinnanlaatu saavutetaan, kun karanopeudet ylittävät kriittisen nopeuskynnyksen, jossa tarttuneen reunan muodostuminen muuttuu vakaaksi leikkausvyöhykkeen leikkaukseksi.
Al 6061-T6 -muottisovelluksissa tämä kriittinen kynnysarvo saavutetaan tyypillisesti karanopeuksilla yli 12 000 RPM käytettäessä 10-12 mm:n halkaisijaltaan olevia sormijyrsimiä. Näillä nopeuksilla leikkausnopeus lähestyy 400-500 m/min, mikä eliminoi tehokkaasti tartunta-liukuma-leikkausvaikutuksen, joka luo pinnan epäsäännöllisyyksiä. Syöttönopeuden koordinointi on välttämätöntä optimaalisen lastukuorman ylläpitämiseksi hammasta kohti samalla kun saavutetaan maksimaalinen pinnanlaatu.
| Alumiiniseos | Optimaalinen karanopeus (RPM) | Syöttönopeus (mm/min) | Saavutettavissa oleva Ra (μm) | Tyypilliset sovellukset |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Ruiskumuotit, työkalut |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Ilmailumuotit, kiinnittimet |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Prototyyppimuotit, pehmeät työkalut |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Merisovellukset, muovausmuotit |
Syöttönopeuden ja pinnanlaadun välinen suhde alumiinin HSM:ssä noudattaa ennustettavia malleja, jotka perustuvat lastunpaksuuden vaikutuksiin. Optimaalinen lastunpaksuus alumiinille on tyypillisesti 0,05-0,15 mm hammasta kohti, mikä lasketaan jakamalla syöttönopeus karanopeuden ja leikkaavien särmien lukumäärän tulolla. Tämän alueen ylittäminen luo liiallisia leikkausvoimia, jotka taipuvat työkappaletta ja vaarantavat pinnanlaadun, erityisesti ohutseinäisissä muottiosissa.
Edistykselliset HSM-strategiat käyttävät muuttuvaa syöttönopeuden ohjelmointia, joka säätää leikkausparametreja paikallisen geometrian monimutkaisuuden perusteella. Muottipesän alueilla, joissa on tiukat säteet tai syvät taskut, syöttönopeudet pienenevät automaattisesti 20-30 % pinnanlaadun ylläpitämiseksi ja työkalun rikkoutumisen estämiseksi. Tämä mukautuva lähestymistapa varmistaa tasaisen pinnanlaadun monimutkaisissa muottigeometrioissa ilman manuaalista puuttumista.
Työkalureittistrategian vaikutus alumiinin pintaominaisuuksiin
Työkalureitin ohjelmointi vaikuttaa suoraan alumiinin pinnanlaatuun sen leikkausolosuhteiden ja lämpösyklien vaikutusten hallinnan kautta. Perinteiset työkalureitit, jotka käyttävät täyttä säteittäistä kosketusta, luovat liiallista lämmön kertymistä ja työkalun taipumaa, jotka ilmenevät näkyvinä työstöjälkinä valmiissa pinnassa. HSM-työkalureittistrategiat käsittelevät erityisesti näitä rajoituksia optimoitujen kosketuskulmien ja vakion lastukuorman ylläpidon avulla.
Trochoidaalinen jyrsintä on tehokkain työkalureittilähestymistapa alumiinimuottipesille, joka ylläpitää vakion säteittäisen kosketuksen 5-15 % työkalun halkaisijasta samalla kun saavutetaan korkeat materiaalinpoistonopeudet. Tämä strategia estää ajoittaisen leikkausvaikutuksen, joka luo pinnan epäsäännöllisyyksiä, samalla kun varmistetaan riittävä lastunpoisto. Jatkuva leikkausliike eliminoi perinteisissä suorakulmaisissa työkalureiteissä yleiset aloitus- ja lopetusmerkit.
Jos haluat korkealaatuisia tuloksia, pyydä ilmainen tarjous ja saat hinnoittelun 24 tunnissa Microns Hubilta.
Kiipeilyjyrsinnän suuntaus on pakollinen alumiinin HSM-sovelluksissa sen erinomaisen pinnanlaadun vuoksi verrattuna perinteiseen jyrsintään. Leikkausvaikutus kiipeilyjyrsinnässä alkaa maksimaalisella lastunpaksuudella ja pienenee nollaan, mikä luo leikkausvaikutuksen, joka tuottaa puhtaan pinnanmuodostuksen. Perinteisen jyrsinnän vastakkainen lastunpaksuuden eteneminen luo hankaavan vaikutuksen, joka työkarkaa alumiinipintaa ja heikentää pinnanlaatua.
Leikkaussyvyyden valinta vaatii tasapainoa tuottavuuden ja pinnanlaadun tavoitteiden välillä. Alumiinimuoteille, jotka vaativat Ra-arvoja alle 0,2 μm, aksiaalinen leikkaussyvyys ei saa ylittää 0,5-1,0 mm liiallisten leikkausvoimien estämiseksi, jotka aiheuttavat työkalun taipumaa. Lopulliset viimeistelyvedot käyttävät 0,1-0,2 mm leikkaussyvyyttä ja lisättyjä syöttönopeuksia optimaalisten leikkausolosuhteiden ylläpitämiseksi samalla kun saavutetaan erinomainen pinnanlaatu.
Materiaalikohtaiset huomiot alumiinimuottisovelluksissa
Alumiiniseoksen valinta vaikuttaa merkittävästi HSM:n pinnanlaadun tuloksiin johtuen luontaisista materiaaliominaisuuksien eroista, jotka vaikuttavat työstettävyysominaisuuksiin. Piipitoisuus vaikuttaa erityisesti leikkauskäyttäytymiseen, ja seokset, jotka sisältävät 0,4-1,2 % piitä, osoittavat optimaalisen HSM-vasteen parantuneen lastunmurtumisen ja vähentyneiden työkalun tarttumistaipumusten avulla.
Al 6061-T6 edustaa alumiiniseoksen vertailukohtaa muottisovelluksille sen tasapainoisen koostumuksen vuoksi, joka edistää erinomaista pinnanlaadun kykyä. Magnesium-pii-saostuskarkaisujärjestelmä tarjoaa riittävän lujuuden (myötölujuus 276 MPa) säilyttäen samalla työstettävyysominaisuudet, jotka reagoivat hyvin HSM-parametreihin. Suhteellisen alhainen kuparipitoisuus (0,15-0,4 %) minimoi työkarkaisutaipumukset, jotka vaikeuttavat pinnanlaadun saavuttamista.
Karkaisuolosuhteiden valinta vaikuttaa kriittisesti HSM:n pinnanlaadun tuloksiin. T6-karkaisu tarjoaa optimaalisen mittapysyvyyden suurnopeusoperaatioiden aikana sen täysin vanhennetun mikrorakenteen avulla, joka kestää leikkauksen aiheuttamia jännitysvaikutuksia. T4-karkaisualumiini osoittaa suurempaa taipumusta työkarkaisuun leikkausoperaatioiden aikana, mikä vaatii muokattuja HSM-parametreja vastaavien pinnanlaadun tulosten saavuttamiseksi.
| Ominaisuus | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Vaikutus HSM-pintakäsittelyyn |
|---|---|---|---|---|
| Myötölujuus (MPa) | 276 | 503 | 324 | Suurempi lujuus vaatii pienempiä syöttönopeuksia |
| Vetolujuus (MPa) | 310 | 572 | 469 | Vaikuttaa leikkausvoimaan ja työkalun taipumaan |
| Kovuus (HB) | 95 | 150 | 120 | Kovemmat materiaalit vaativat terävämpiä työkaluja |
| Piipitoisuus (%) | 0.4-0.8 | 0.4 max | 0.5 max | Suurempi Si parantaa lastunmurtumista |
| Pintakäsittely Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Suora korrelaatio seoksen koostumuksen kanssa |
Lämpökäsittelyhistoria vaikuttaa alumiinin vasteeseen HSM-operaatioissa sen vaikutuksen kautta raerakenteeseen ja sisäiseen jännitysjakaumaan. Liuoshehkutetut ja keinotekoisesti vanhennetut materiaalit (T6-olosuhteet) osoittavat paremman mittapysyvyyden HSM:n aikana verrattuna luonnollisesti vanhennettuihin olosuhteisiin (T4), jotka voivat kokea jännityksen purkautumista leikkausoperaatioiden aikana.
Jäähdytysneste- ja voitelustrategiat optimaalisen pinnanlaadun saavuttamiseksi
Jäähdytysnesteen valinta ja toimitusmenetelmät vaikuttavat kriittisesti alumiinin pinnanlaadun saavuttamiseen HSM-sovelluksissa niiden vaikutusten kautta lämmönhallintaan ja lastunpoiston tehokkuuteen. Perinteinen tulvajäähdytys osoittautuu usein riittämättömäksi HSM-operaatioissa riittämättömän lämmönpoistokapasiteetin vuoksi korotetuilla leikkausnopeuksilla ja taipumuksen luoda lastun uudelleenleikkausta, joka heikentää pinnanlaatua.
Pienin määrä voitelua (MQL) -järjestelmät tuottavat erinomaisia tuloksia alumiinin HSM:lle tarjoamalla tarkan voiteluaineen sijoittelun säilyttäen samalla kuivaleikkauksen edut, jotka estävät lastun tarttumisen. MQL-virtausnopeudet 50-100 ml/tunti käyttäen synteettisiä estereitä tai kasvipohjaisia leikkuunesteitä luovat optimaalisen tasapainon voitelun ja lämmönhallinnan välillä vaarantamatta lastunpoistoa.
Korkeapainejäähdytysnestejärjestelmät, jotka toimivat 70-150 baarin paineessa, tarjoavat poikkeuksellisen lastunpoistokyvyn, joka on välttämätön pinnanlaadun ylläpitämiseksi syvissä muottipesissä. Jäähdytysnesteen suihkunopeuden on ylitettävä lastunopeus tehokkaan poiston varmistamiseksi samalla kun estetään uudelleenleikkausvauriot. Oikea suuttimen asento on kriittinen, ja jäähdytysneste ohjataan sekä leikkausvyöhykkeelle että lastunpoistoreitille.
Ilmapuhallusjärjestelmät täydentävät nestemäisiä jäähdytysnestestrategioita varmistamalla täydellisen lastunpoiston työstetyiltä pinnoilta ennen myöhempiä työkaluvetoja. Paineilma 6-8 baarin paineessa poistaa tehokkaasti alumiinilastut, jotka muuten voisivat aiheuttaa pinnan naarmuuntumista tai tarttuneen reunan muodostumista leikkaustyökaluissa.
Laadunvalvonta- ja pinnanmittaustekniikat
Pinnanlaadun varmennus alumiinimuottisovelluksissa vaatii kehittyneitä mittaustekniikoita, jotka tarkasti kuvaavat mikroskooppisen mittakaavan pintaominaisuuksia, jotka ovat kriittisiä muovaussuorituskyvyn kannalta. Kosketusprofilmittaus käyttäen neulainstrumentteja tarjoaa luotettavimman Ra-mittauskyvyn, ja neulan säteen rajoitukset 2 μm varmistavat pintatekstuurin ominaisuuksien tarkan toiston.
Kosketuksettomat optiset mittausjärjestelmät tarjoavat etuja monimutkaisten muottigeometrian arvioinnissa, jossa neulan pääsy muuttuu ongelmalliseksi. Valkoisen valon interferometria saavuttaa mittaustarkkuuden alle 0,1 nm, mikä mahdollistaa yksityiskohtaisen analyysin pintaominaisuuksista, jotka vaikuttavat muotin irrotusominaisuuksiin ja osan laatuun. Nämä järjestelmät ovat erityisen hyviä mittaamaan pintaominaisuuksia tiukoilla sädealueilla ja syvissä pesissä, joissa kosketusmenetelmät osoittautuvat epäkäytännöllisiksi.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, ja kattava pinnanlaatudokumentaatio toimitetaan jokaiselle alumiinimuottikomponentille.
Tilastollisen prosessinohjauksen toteuttaminen alumiinin HSM-operaatioissa edellyttää pinnanlaatuparametrien jatkuvaa seurantaa prosessin ajautumisen tunnistamiseksi ennen kuin se vaikuttaa osan laatuun. Ohjauskartat, jotka seuraavat Ra-arvoja useissa mittauspaikoissa, mahdollistavat työkalun kulumisen tai prosessiparametrien poikkeaman varhaisen havaitsemisen, mikä vaarantaa pinnanlaadun. Tarkat CNC-työstöpalvelumme sisältävät edistyneitä laadunvalvontaprotokollia, jotka on suunniteltu erityisesti alumiinimuottisovelluksiin.
Edistykselliset HSM-tekniikat monimutkaisille muottigeometrioille
Monimutkaiset alumiinimuottigeometriat aiheuttavat ainutlaatuisia haasteita HSM:n pinnanlaadun saavuttamiselle johtuen vaihtelevista leikkausolosuhteista eri ominaisuustyyppien välillä. Syvien taskujen työstö vaatii erikoistuneita strategioita, jotka ylläpitävät pinnanlaadun samalla kun varmistetaan riittävä työkalun jäykkyys ja lastunpoistokyky koko leikkausprosessin ajan.
Monen akselin HSM-ohjelmointi on välttämätöntä monimutkaisille muottipinnoille, joissa optimaalisen työkalun suuntauksen ylläpitäminen suhteessa työkappaleen pintaan varmistaa tasaiset leikkausolosuhteet. Viiden akselin samanaikainen työstö mahdollistaa jatkuvan työkalun kosketuksen ilman uria ja huonoa pinnanlaatua, jotka liittyvät kaarevien pintojen kolmen akselin likiarvoon. Työkalun akselin vektoriohjaus ylläpitää vakioita etu- ja kallistuskulmia, jotka optimoivat pinnanmuodostuksen monimutkaisissa geometrioissa.
Mukautuvat tyhjennysstrategiat säätävät automaattisesti leikkausparametreja paikallisten materiaalin kosketusolosuhteiden perusteella, mikä varmistaa tasaisen pinnanlaadun vaihtelevissa seinämän paksuuksissa ja taskujen syvyyksissä. Nämä älykkäät työkalureittialgoritmit estävät työkalun taipuman ja värinän, jotka yleisesti heikentävät pinnanlaatua ohutseinäisissä muottiosissa.
Tarkkuusominaisuuksien työstö alumiinimuoteissa vaatii usein erikoistuneita mikro-HSM-tekniikoita, jotka laajentavat perinteisiä HSM-periaatteita erittäin pieniin leikkaustyökaluihin ja ominaisuuksiin. Karanopeudet voivat ylittää 40 000 RPM sormijyrsimille, jotka ovat pienempiä kuin 1 mm halkaisijaltaan, mikä vaatii erityistä huomiota työkalun dynamiikkaan ja värinän hallintaan.
Kustannus-hyötyanalyysi HSM:stä alumiinimuottien tuotannossa
HSM:n toteuttamisen taloudellinen perustelu alumiinimuottien tuotannossa vaatii kattavan analyysin sekä suorista työstökustannuksista että myöhemmistä laatuetuista. Alkuperäinen laiteinvestointi on tyypillisesti 150 000-500 000 euroa HSM-kykyisille työstökeskuksille, joissa on asianmukaiset karan tekniset tiedot ja ohjausjärjestelmät. Tuottavuuden ja laadun parannukset oikeuttavat kuitenkin usein investoinnin 12-24 kuukauden kuluessa kohtalaisen tai suuren volyymin muottituotannossa.
Sykliajan lyhennys on välittömin taloudellinen hyöty, ja alumiinimuottien karkeistusoperaatiot saavuttavat 3-5-kertaisen tuottavuuden parannuksen verrattuna perinteiseen työstöön. Viimeistelyoperaatioiden edut osoittautuvat vieläkin dramaattisemmiksi, ja HSM eliminoi usein toissijaiset kiillotusoperaatiot kokonaan saavuttamalla suoraan vaaditut pinnanlaatuvaatimukset.
Työkalun käyttöiän huomioon ottaminen esittää monimutkaisia taloudellisia suhteita alumiinin HSM-sovelluksissa. Vaikka leikkausnopeudet kasvavat dramaattisesti, parantunut leikkausmekaniikka ja vähentynyt tarttuneen reunan muodostuminen pidentävät usein työkalun käyttöikää verrattuna perinteiseen työstöön. Kovametallisormijyrsimien kustannukset ovat tyypillisesti 50-200 euroa per työkalu, ja HSM-sovellukset saavuttavat 50-150 % pidemmän työkalun käyttöiän vähentyneiden tartuntakulutusmekanismien avulla.
Laatuun liittyviä kustannushyötyjä ovat toissijaisten viimeistelyoperaatioiden eliminointi, vähentyneet korjausasteet ja parantunut osan laadun johdonmukaisuus. Alumiinimuotit, jotka saavuttavat Ra 0,15 μm suoraan HSM-operaatioista, eliminoivat kiillotuskustannukset 200-800 euroa neliömetriä kohti samalla kun lyhentävät läpimenoaikoja 2-5 päivää per muotti.
| Kustannustekijä | Perinteinen koneistus | HSM-toteutus | Säästöpotentiaali | Takaisinmaksuaika |
|---|---|---|---|---|
| Kiertoaika (tuntia/muotti) | 40-60 | 12-20 | 60-70% | 6-12 kuukautta |
| Jälkikäsittely (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 kuukautta |
| Työkalukustannukset (€/osa) | 25-45 | 15-30 | €10-15/osa | 12-18 kuukautta |
| Laadunvalvonta (€/muotti) | 200-350 | 100-200 | €100-150/muotti | 8-15 kuukautta |
| Kokonaisvaltainen tuotantokustannus | 100% peruslinja | 60-75% | 25-40% vähennys | 12-24 kuukautta |
Valmistuspalveluidemme avulla asiakkaat saavuttavat säännöllisesti 30-50 % kustannussäästöjä alumiinimuottien tuotannossa optimoidun HSM-toteutuksen avulla. Vähentyneiden sykliaikojen, eliminoitujen toissijaisten operaatioiden ja parantuneen laadun johdonmukaisuuden yhdistelmä luo pakottavia taloudellisia etuja, jotka ulottuvat huomattavasti alkuperäisten työstökustannusten huomioiden ulkopuolelle.
Toteutusohjeet ja parhaat käytännöt
Onnistunut HSM:n toteuttaminen alumiinimuottisovelluksissa vaatii järjestelmällisen lähestymistavan laitteiden valintaan, prosessin kehittämiseen ja käyttäjien koulutukseen. Työstökoneen teknisten tietojen on sisällettävä riittävä karan teho (tyypillisesti 15-40 kW), suurnopeuskyky (15 000-40 000 RPM) ja tarkat syöttöjärjestelmät, jotka pystyvät kiihtyvyyksiin yli 1G optimaalisen pinnanlaadun saavuttamiseksi.
Prosessin kehittämisen tulisi alkaa materiaalin karakterisointitestauksella optimaalisten leikkausparametrien määrittämiseksi tietyille alumiiniseoksille ja karkaisuolosuhteille. Testileikkaukset käyttäen erilaisia karanopeuden ja syöttönopeuden yhdistelmiä mahdollistavat optimaalisen parametri-ikkunan tunnistamisen kullekin sovellukselle. Pinnanlaadun mittaus koko tämän kehitysprosessin ajan varmistaa parametrien valinnan todellisten viimeistelyvaatimusten perusteella eikä teoreettisten laskelmien perusteella.
Käyttäjien koulutusvaatimukset kasvavat merkittävästi HSM-operaatioissa parametrien valinnan kriittisen luonteen ja pienen virhemarginaalin vuoksi korotetuilla leikkausnopeuksilla. Koulutusohjelmien tulisi korostaa leikkausfysiikan, työkalureitin optimoinnin ja laadunvalvontamenettelyjen ymmärtämistä, jotka ovat erityisiä alumiinimuottisovelluksille.
Ennaltaehkäisevät huolto-ohjelmat ovat kriittisiä HSM-laitteille vaativien käyttöolosuhteiden ja tarkkuusvaatimusten vuoksi. Karan kunnon seuranta, työkalun mittausjärjestelmät ja koneen geometrian varmennus vaativat useammin huomiota verrattuna perinteisiin työstöoperaatioihin. Huoltovälit lyhenevät tyypillisesti 30-50 % tasaisen suorituskyvyn ja pinnanlaadun varmistamiseksi.
Tulevat kehityssuunnat alumiinin HSM-tekniikassa
Kehittyvät teknologiat jatkavat alumiinin HSM-kykyjen edistämistä parannusten avulla leikkaustyökalumateriaaleissa, työstökoneiden suunnittelussa ja prosessinvalvontajärjestelmissä. Erittäin hienojakoiset kovametallialustat edistyneillä pinnoitusjärjestelmillä mahdollistavat entistä korkeammat leikkausnopeudet säilyttäen samalla työkalun käyttöiän ja pinnanlaadun edut.
Tekoälyn integrointi HSM-järjestelmiin lupaa mukautuvan parametrien optimoinnin, joka reagoi reaaliaikaisiin leikkausolosuhteisiin. Nämä järjestelmät seuraavat värinää, akustisia päästöjä ja virrankulutusta säätääkseen automaattisesti leikkausparametreja optimaalisen pinnanlaadun ylläpitämiseksi koko työstöprosessin ajan.
Lisäävän valmistuksen integrointi HSM:ään luo hybridituotantostrategioita, joissa monimutkaiset muottigeometriat saavat lähes lopullisen muodon tulostuksen, jota seuraa HSM-viimeistelyoperaatiot. Tämä lähestymistapa optimoi sekä tuottavuuden että pinnanlaadun mahdollistaen samalla geometrisen monimutkaisuuden, joka oli aiemmin mahdotonta perinteisillä valmistusmenetelmillä.
Edistykselliset simulointikyvyt mahdollistavat HSM-prosessien virtuaalisen optimoinnin ennen fyysistä toteutusta, mikä lyhentää kehitysaikaa ja varmistaa optimaaliset tulokset alkuperäisistä tuotantoajoista. Nämä järjestelmät ennustavat tarkasti pinnanlaadun tulokset materiaaliominaisuuksien, leikkausparametrien ja työkalureittistrategioiden perusteella.
Usein kysytyt kysymykset
Mitkä karanopeudet vaaditaan optimaalisen alumiinimuotin pinnanlaadun saavuttamiseksi HSM:ssä?
Optimaalinen alumiinimuotin pinnanlaatu vaatii tyypillisesti karanopeuksia, jotka ylittävät 15 000 RPM useimmissa sovelluksissa, ja erityiset vaatimukset vaihtelevat työkalun halkaisijan ja alumiiniseoksen perusteella. Al 6061-T6:lle käytettäessä 10-12 mm:n sormijyrsimiä nopeudet 15 000-20 000 RPM saavuttavat johdonmukaisesti Ra-arvot alle 0,2 μm. Suuremmat nopeudet jopa 40 000 RPM hyödyttävät pienempiä halkaisijaltaan olevia työkaluja ja vaativampia pinnanlaatuvaatimuksia.
Miten HSM eliminoi toissijaisten viimeistelyoperaatioiden tarpeen alumiinimuoteissa?
HSM eliminoi toissijaisen viimeistelyn saavuttamalla vaaditun pinnanlaadun suoraan optimoidun leikkausmekaniikan avulla, joka estää tarttuneen reunan muodostumisen ja minimoi työkarkaisu-vaikutukset. Korkeat leikkausnopeudet siirtävät lämmönkehityksen lastuun eikä työkappaleeseen, mikä mahdollistaa Ra-arvojen suoran saavuttamisen 0,1-0,3 μm:n alueella, jotka täyttävät ruiskuvaluvaatimukset ilman kiillotusta tai EDM-viimeistelyä.
Mitkä alumiiniseokset reagoivat parhaiten HSM:ään muottisovelluksissa?
Al 6061-T6 tarjoaa optimaalisen yhdistelmän työstettävyyttä ja pinnanlaadun kykyä HSM-muottisovelluksille, saavuttaen johdonmukaisesti Ra-arvot 0,1-0,2 μm. Al 7075-T6 tarjoaa suuremman lujuuden, mutta vaatii huolellisempaa parametrien valintaa vastaavan pinnanlaadun saavuttamiseksi. Al 2024-T4 aiheuttaa haasteita työkarkaisutaipumusten vuoksi, mutta on edelleen käyttökelpoinen vähemmän vaativiin sovelluksiin.
Mitkä leikkausparametrit tarjoavat parhaan tasapainon tuottavuuden ja pinnanlaadun välillä?
Optimaaliset leikkausparametrit yhdistävät tyypillisesti karanopeudet 15 000-20 000 RPM syöttönopeuksiin 4 000-6 000 mm/min alumiinimuoteille. Aksiaalisen leikkaussyvyyden tulisi pysyä alle 1,0 mm viimeistelyoperaatioissa, ja säteittäinen kosketus on rajoitettu 5-15 % työkalun halkaisijasta käyttäen trochoidaalista työkalureittiä. Nämä parametrit ylläpitävät optimaalisen lastukuorman samalla kun estävät työkalun taipuman, joka vaarantaa pinnanlaadun.
Miten jäähdytysnestestrategia vaikuttaa alumiinin HSM:n pinnanlaatuun?
Jäähdytysnestestrategia vaikuttaa kriittisesti pinnanlaatuun lämmönhallinnan ja lastunpoiston ohjauksen avulla. Pienin määrä voitelua (MQL) 50-100 ml/tunti tarjoaa optimaalisen voitelun ilman lastun uudelleenleikkausongelmia, kun taas korkeapainejäähdytysneste 70-150 baarissa varmistaa täydellisen lastunpoiston. Oikea jäähdytysnesteen toimitus estää tarttuneen reunan muodostumisen ja ylläpitää tasaiset leikkausolosuhteet, jotka ovat välttämättömiä erinomaisen pinnanlaadun saavuttamiseksi.
Mitkä laadunvalvontamenetelmät varmistavat parhaiten alumiinimuotin pinnanlaadun HSM:stä?
Kosketusprofilmittaus käyttäen 2 μm säteen neulaa tarjoaa luotettavimman Ra-mittauksen alumiinimuottipinnoille, ja useat mittauspaikat varmistavat tilastollisen pätevyyden. Kosketukseton valkoisen valon interferometria tarjoaa etuja monimutkaisille geometrioille ja saavuttaa alle nanometrin tarkkuuden yksityiskohtaista pinnan karakterisointia varten. Molemmat menetelmät vaativat kalibroidut laitteet ja koulutetut käyttäjät tarkkojen tulosten saavuttamiseksi.
Mitkä taloudelliset hyödyt oikeuttavat HSM-investoinnin alumiinimuottien tuotannossa?
HSM-investointi saavuttaa tyypillisesti takaisinmaksun 12-24 kuukauden kuluessa sykliajan lyhennysten 60-70 %, toissijaisten viimeistelyoperaatioiden eliminointi, joka maksaa 300-700 €/m², ja kokonaistuotantokustannusten alennukset 25-40 %. Lisäetuja ovat parantunut laadun johdonmukaisuus, vähentyneet korjausasteet ja nopeammat toimitusajat, jotka parantavat kilpailuasemaa muottien valmistusmarkkinoilla.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece