Rei'itys vs. Laserleikkaus: Milloin Työkaluihin Panostaminen Kannattaa
Valmistavan teollisuuden päättäjät kohtaavat kriittisen valinnan suunnitellessaan ohutlevyn valmistusta: rei'itys vai laserleikkaus. Tämä päätös vaikuttaa kaikkeen alkutyökalusijoituksista pitkän aikavälin tuotantokustannuksiin, laadun johdonmukaisuuteen ja toiminnan joustavuuteen. Monimutkaisuus lisääntyy, kun otetaan huomioon materiaalin paksuuden vaihtelut, geometriset vaatimukset ja tuotantomäärät, jotka voivat muuttua dramaattisesti tuotteen elinkaaren aikana.
Tärkeimmät huomiot:
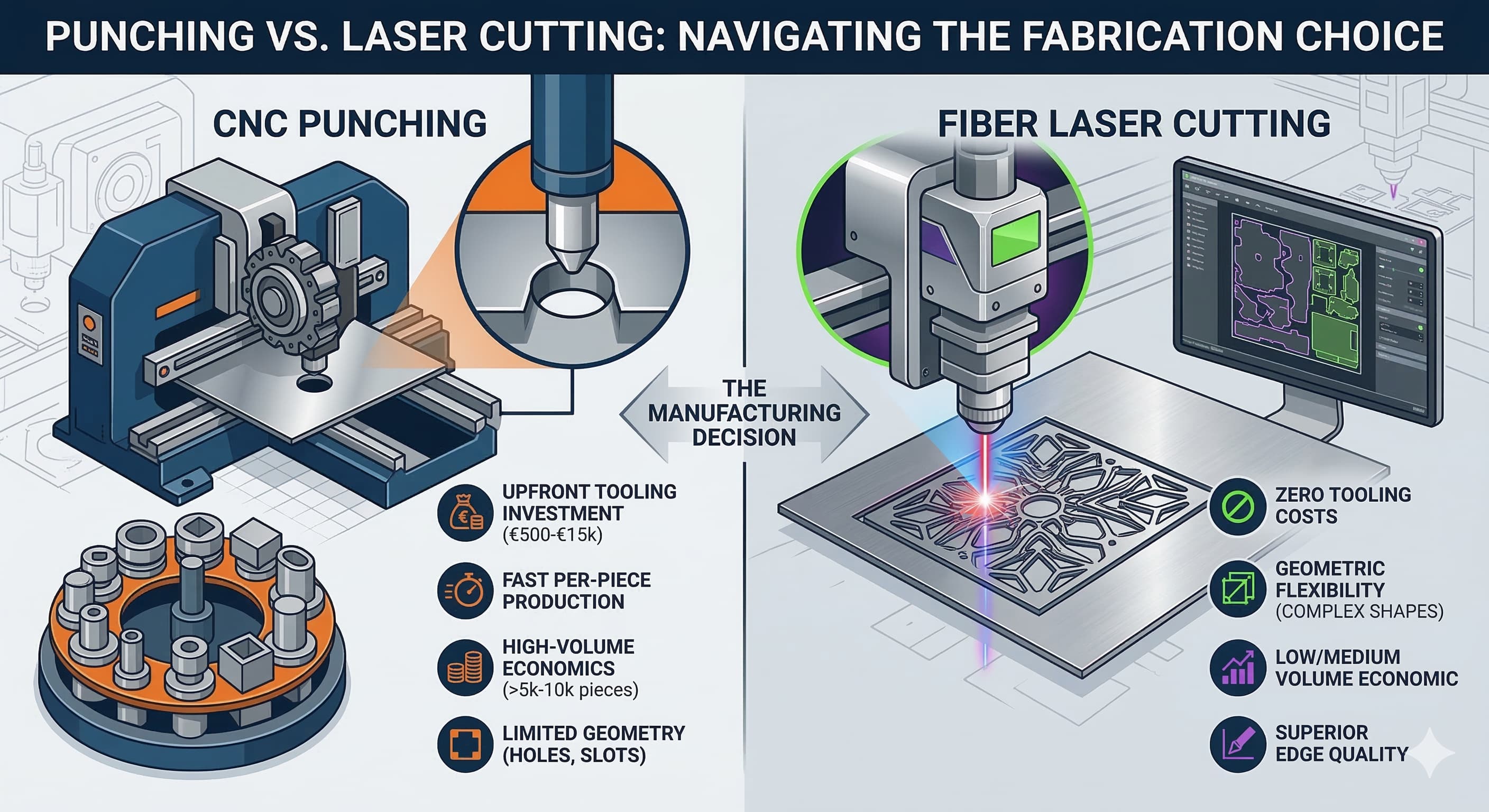
- Rei'itys vaatii alkutyökalusijoituksen (500–15 000 € per työkalu), mutta tarjoaa ylivoimaista taloudellisuutta yli 5 000–10 000 kappaleen volyymeissa
- Laserleikkaus tarjoaa nollatyökalukustannukset ja geometrisen joustavuuden, mutta sillä on korkeammat kappalekustannukset, jotka vaihtelevat 0,50–5,00 € materiaalista ja monimutkaisuudesta riippuen
- Materiaalin paksuudella on rajansa: rei'itys on erinomainen jopa 6 mm:n teräksen paksuuteen asti, kun taas laserleikkaus käsittelee materiaaleja tehokkaasti jopa 25 mm:iin asti
- Laatuvaatimukset ohjaavat prosessin valintaa – rei'itys tuottaa ±0,05 mm:n paikannustarkkuuden, kun taas laserleikkaus saavuttaa ±0,1 mm:n tarkkuuden ja erinomaisen reunan laadun
Rei'itysprosessin perusteiden ymmärtäminen
Rei'itys toimii tarkkuustyökalujen avulla kohdistetun leikkausvoiman avulla, mikä luo puhtaita leikkauksia hallitun materiaalin muodonmuutoksen kautta. Prosessi vaatii mittatilaustyönä valmistettuja muotteja ja rei'ittimiä, jotka on valmistettu tarkkojen eritelmien mukaisesti, tyypillisesti työkaluteräksistä, kuten D2 tai A2, joiden kovuus on 58–62 HRC. Nykyaikaiset CNC-reikäpuristimet saavuttavat ±0,025 mm:n paikannustarkkuuden ja voivat käsitellä materiaaleja, joiden paksuus on enintään 6,35 mm teräksessä ja 4 mm ruostumattomissa teräslajeissa, kuten 316L.
Työkalun odotettavissa oleva käyttöikä vaihtelee merkittävästi materiaalin ominaisuuksien ja rei'ittimen geometrian mukaan. Tavalliset pyöreät rei'ittimet, jotka käsittelevät pehmeää terästä, saavuttavat 100 000–500 000 iskua ennen kuin ne vaativat huoltoa, kun taas monimutkaiset muodot tai kovat materiaalit, kuten Inconel 625, lyhentävät työkalun käyttöiän 10 000–50 000 sykliin. Työkalujen huoltokustannukset ovat tyypillisesti 15–25 % rei'ityksen kokonaiskustannuksista.
Rei'itysprosessi on erinomainen luomaan tarkkoja reikiä, uria ja lovia, joilla on johdonmukainen mittatarkkuus. Sovelluksissa, jotka vaativat tiukkoja toleransseja reiän sijainnille, rei'itys tuottaa parempia tuloksia verrattuna lämpöleikkausmenetelmiin. Prosessin rajoitukset tulevat kuitenkin ilmeisiksi monimutkaisissa geometrioissa, jotka vaativat jatkuvia ääriviivoja tai monimutkaisia sisäisiä aukkoja.
Laserleikkausteknologian analyysi
Kuitulaserleikkausteknologia hallitsee nykyaikaista ohutlevyn valmistusta erinomaisen säteen laadun ja energiatehokkuuden ansiosta. Nykyiset järjestelmät toimivat tehotasoilla 1 kW:sta 15 kW:iin, ja 4 kW:n–6 kW:n järjestelmät edustavat ihanteellista tasoa yleisessä valmistustyössä. Säteen laatutekijät (M²) alle 1,1 mahdollistavat 15–25 metrin minuuttinopeuden 2 mm:n pehmeässä teräksessä säilyttäen samalla reunan laatustandardit ISO 9013 -laatuluokan 2 mukaisesti.
Leikkauskapasiteetti vaihtelee materiaalityypin ja lasertehon mukaan. 6 kW:n kuitulaserjärjestelmä käsittelee pehmeää terästä jopa 25 mm:n paksuuteen, ruostumatonta terästä 20 mm:iin ja alumiiniseoksia 12 mm:iin asti. Leikkauslaatu heikkenee merkittävästi näiden rajojen yläpuolella, mikä vaatii toissijaisia toimintoja tai vaihtoehtoisia prosesseja. Kaasun kulutus on merkittävä kustannustekijä – ruostumattoman teräksen typpileikkaus kuluttaa 10–15 kuutiometriä tunnissa 0,80–1,20 € kuutiometriä kohden.
Reunan laatuominaisuudet eroavat huomattavasti rei'ityksestä. Laserleikkaus tuottaa lämpövaikutusalueita (HAZ), jotka ovat tyypillisesti 0,1–0,3 mm leveitä materiaalin paksuudesta ja leikkausparametreista riippuen. Tämä lämpövaikutus voi vaikuttaa materiaalin ominaisuuksiin kriittisissä sovelluksissa, erityisesti jousiteräksessä tai karkaistuissa materiaaleissa, joissa metallurgiset muutokset vaikuttavat suorituskykyyn.
Kattava kustannusanalyysikehys
Kokonaiskustannusten arviointi edellyttää useiden kustannuskomponenttien analysointia yksinkertaisten kappalekohtaisten laskelmien lisäksi. Rei'itys sisältää merkittäviä alkutyökalusijoituksia, mutta se tarjoaa mittakaavaetuja suuremmilla volyymeilla. Tavalliset pyöreät rei'ittimet maksavat 500–1 500 € kappaleelta, kun taas monimutkaiset muotoilutyökalut vaihtelevat 3 000–15 000 € geometriasta ja tarkkuusvaatimuksista riippuen.
| Kustannuskomponentti | Rei'itys | Laserleikkaus | Kannattavuusmäärä |
|---|---|---|---|
| Työkalusijoitus | 500–15 000 € | 0 € | Vaihtelee monimutkaisuuden mukaan |
| Asennusaika | 15–45 minuuttia | 5–15 minuuttia | Ei saatavilla |
| Käsittelynopeus (2 mm teräs) | 800–1 200 lyöntiä/tunti | 15–25 m/min leikkaus | Riippuu geometriasta |
| Materiaalin hyödyntäminen | 85–95 % | 75–90 % | Riippuu määrästä |
| Jälkikäsittelyt | Minimaalinen | Purseenpoisto vaaditaan | Riippuu laadusta |
Työkustannukset vaikuttavat merkittävästi prosessin taloudellisuuteen. Rei'itystoiminnot vaativat tyypillisesti ammattitaitoista asennushenkilöstöä, mutta ne voivat toimia ilman valvontaa ohjelmoinnin jälkeen. Laserleikkaus vaatii jatkuvaa käyttäjän huomiota materiaalin käsittelyssä ja laadunvalvonnassa. Eurooppalaiset työkustannukset 35–55 € tunnissa tekevät automaation huomioimisesta kriittistä molemmille prosesseille.
Energiankulutusmallit eroavat huomattavasti. Rei'itysjärjestelmät kuluttavat 15–25 kW käytön aikana, mutta vain varsinaisten muovausjaksojen aikana. Laserjärjestelmät ylläpitävät jatkuvaa peruskulutusta 30–50 kW, ja huippukulutus saavuttaa 60–80 kW leikkaustoimintojen aikana. Eurooppalaisilla teollisuussähkön hinnoilla 0,12–0,18 € per kWh energiakustannuksista tulee merkittäviä tekijöitä suurivolyymisessa tuotannossa.
Materiaalien yhteensopivuus ja rajoitukset
Materiaalin valinta ohjaa prosessin toteutettavuutta enemmän kuin mikään muu tekijä. Rei'itys on erinomainen sitkeiden materiaalien kanssa, jotka muotoutuvat ennustettavasti leikkausvoimien alaisena. Hiiliteräkset luokasta S235 luokkaan S355 rei'ittyvät puhtaasti jopa 6 mm:n paksuuteen asti. Ruostumattomat teräkset 304 ja 316L prosessoidaan tehokkaasti 4 mm:iin asti, vaikka työkarkaisuominaisuudet vaativat huolellista työkalujen suunnittelua ja huoltokäytäntöjä.
Alumiiniseokset aiheuttavat ainutlaatuisia haasteita rei'itystoiminnoille. Pehmeät laadut, kuten 1100 ja 3003, tarttuvat rei'ittimen pintoihin, mikä vaatii erikoispinnoitteita tai työkalumateriaaleja. Kovemmat seokset, kuten 6061-T6, rei'ittyvät ennustettavammin, mutta aiheuttavat suurempia työkalujen kulumisnopeuksia. Alumiinin tarttuvuusominaisuudet vaativat usein tiheämpiä työkalujen puhdistus- ja huoltosykliä.
| Materiaalilaatu | Suurin rei'itys paksuus | Suurin laserpaksuus | Suositeltu prosessi |
|---|---|---|---|
| S235 rakenneteräs | 6,0 mm | 25 mm | Rei'itys < 3 mm |
| 304 ruostumaton teräs | 4,0 mm | 20 mm | Laser monimutkaisiin leikkauksiin |
| 6061-T6 alumiini | 3,0 mm | 12 mm | Laser ensisijainen |
| COR-TEN-teräs | 5,0 mm | 20 mm | Riippuu prosessista |
| Inconel 625 | 2,0 mm | 8 mm | Vain laser |
Laserleikkaus osoittaa erinomaista materiaalien monipuolisuutta, käsitellen kaikkea ohuista kalvoista paksuihin levyihin eri seosjärjestelmissä. Heijastavat materiaalit, kuten kupari ja messinki, jotka ovat historiallisesti olleet haastavia CO2-lasereille, leikkaavat tehokkaasti nykyaikaisella kuitulasertekniikalla. Materiaalikustannukset kuitenkin nousevat laserprosessoinnin myötä leveämpien leikkausrakojen ja lämmön aiheuttaman vääristymisen mahdollisuuden vuoksi, mikä vaatii lisämateriaalivaraumia.
Laatustandardit ja toleranssit
Mittatarkkuusvaatimukset määräävät usein prosessin valinnan enemmän kuin kustannusnäkökohdat. Rei'itys tuottaa poikkeuksellisen paikannustarkkuuden reikäkuvioille ja toistuville ominaisuuksille. Nykyaikaiset CNC-reikäpuristimet ylläpitävät reiästä reikään -tarkkuutta ±0,025 mm:n sisällä levyjen mitoissa jopa 1500 mm × 3000 mm. Tämä tarkkuustaso sopii sovelluksiin, jotka vaativat tiukkoja kokoonpanotoleransseja tai useita komponentteja, jotka vaativat vaihdettavuutta.
Reunan laatuominaisuudet eroavat olennaisesti prosessien välillä. Rei'itetyissä reunoissa on tunnusomainen leikkausvyöhyke, joka on tyypillisesti 30–50 % materiaalin paksuudesta, jota seuraa murtumavyöhyke, jonka rakenne on karkeampi. 2 mm:n pehmeälle teräkselle leikkausvyöhyke ulottuu noin 0,6–1,0 mm, mikä tarjoaa sileät laakeripinnat, jotka soveltuvat akselisovelluksiin tai tarkkuuskokoonpanoihin.
Laserleikkaus tuottaa erilaisia reunaominaisuuksia, joita säätelevät lämpövaikutukset ja apukaasun valinta. Hapen avulla tapahtuva pehmeän teräksen leikkaus luo pieniä hapettumiskerroksia, jotka on otettava huomioon hitsaus- tai pinnoitussovelluksissa. Typpileikkaus eliminoi hapettumisen, mutta nostaa käyttökustannuksia 0,15–0,25 € per leikattu lineaarinen metri. Pinnan karheus vaihtelee tyypillisesti Ra 12,5–25 μm leikkausnopeudesta ja materiaalin paksuudesta riippuen.
Korkean tarkkuuden tuloksia varten,pyydä tarjous 24 tunnissa Microns Hubilta.
Geometrisen monimutkaisuuden huomioiminen
Muodon monimutkaisuus on ehkä ratkaisevin tekijä prosessin valinnassa. Rei'itys on erinomainen luomaan yksinkertaisia geometrisiä muotoja – reikiä, uria, lovia ja perusmuovaustoimintoja. Monimutkaiset sisäiset aukot tai monimutkaiset ulkoiset ääriviivat vaativat useita työkalujen asennuksia tai osoittautuvat mahdottomiksi rei'itysprosessin rajoitusten puitteissa.
Pienimmät ominaisuuskoot asettavat erilaisia rajoituksia. Rei'itys voi luoda reikiä, jotka ovat yhtä pieniä kuin materiaalin paksuus, käytännöllisillä minimikokoilla 1,0 mm halkaisijaltaan 2 mm:n teräksessä. Lähekkäin olevat ominaisuudet edellyttävät kuitenkin leikkausten välisen verkon lujuuden huomioimista. Alan standardit suosittelevat vähintään 1,5 × materiaalin paksuutta verkon mitoiksi muodonmuutosten estämiseksi muovauksen aikana.
Laserleikkaus tarjoaa lähes rajattoman geometrisen vapauden materiaalin paksuuden rajoissa. Sisäkulmat saavuttavat säteet jopa 0,1 mm, kun taas ulkoiset ominaisuudet voivat sisältää monimutkaisia kaaria ja monimutkaisia yksityiskohtia, jotka ovat mahdottomia rei'ityksellä. Tämä joustavuus on korvaamaton prototyyppien kehittämisessä tai tuotteissa, jotka vaativat esteettisiä näkökohtia toiminnallisten vaatimusten ohella.
Kehittyneet valmistussovellukset yhdistävät usein molemmat prosessit strategisesti.Ohutlevyn valmistuspalvelut käyttävät usein rei'itystä toistuviin reikäkuvioihin ja laserleikkausta monimutkaisiin kehäprofiileihin. Tämä hybridilähestymistapa optimoi sekä kustannustehokkuuden että geometrisen kyvykkyyden.
Tuotantomäärän taloudellisuus
Kannattavuusanalyysi edellyttää kokonaistuotantokustannusten huolellista arviointia odotettavissa olevien tuotteiden elinkaaren aikana. Pienivolyyminen tuotanto suosii johdonmukaisesti laserleikkausta nollatyökalukustannusten ja minimaalisten asennusvaatimusten vuoksi. Alle 1 000 kappaleen määrissä laserprosessointi maksaa tyypillisesti 30–50 % vähemmän kuin rei'itys, kun työkalusijoitukset on poistettu.
Keskisuuret tuotantomäärät 1 000–10 000 kappaleen välillä muodostavat monimutkaisimman päätösmatriisin. Työkalukustannukset on kompensoitava pienemmillä kappalekohtaisilla prosessointikustannuksilla ja parantuneella materiaalin hyödyntämisellä. Yksinkertaiset geometriat vakiotyökaluilla saavuttavat kannattavuuspisteet noin 2 000–3 000 kappaleen kohdalla, kun taas monimutkaiset muodot, jotka vaativat mukautettuja työkaluja, eivät välttämättä saavuta kustannuspariteettia ennen 8 000–10 000 kappaletta.
Suurivolyyminen tuotanto suosii voimakkaasti rei'ityksen taloudellisuutta. Kun työkalukustannukset on poistettu, kappalekohtaiset kustannukset voivat laskea 0,05–0,15 €:oon verrattuna laserleikkauskustannuksiin 0,50–2,00 € per kappale. Nämä dramaattiset erot ohjaavat työkalusijoituksia mille tahansa tuotteelle, jonka odotetaan ylittävän 15 000–20 000 kappaletta vuosittain.
| Tuotantomäärä | Suositeltu prosessi | Kappalehinta | Asennusinvestointi |
|---|---|---|---|
| < 500 kappaletta | Laserleikkaus | 0,80–3,50 € | 0 € |
| 500–2 000 kappaletta | Riippuu prosessista | 0,60–2,50 € | 0–5 000 € |
| 2 000–10 000 kappaletta | Rei'itys (yksinkertainen) | 0,25–1,20 € | 1 000–8 000 € |
| > 10 000 kappaletta | Rei'itys | 0,08–0,35 € | 2 000–15 000 € |
Materiaalin hyödyntäminen ja jätteen optimointi
Pesimistehokkuus vaikuttaa merkittävästi materiaalikustannuksiin, erityisesti kalliiden seosten tai suurivolyymisen tuotannon osalta. Rei'itystoiminnot saavuttavat 85–95 %:n materiaalin hyödyntämisasteen optimoitujen pesimisalgoritmien ja johdonmukaisten leikkausrakojen avulla. Rei'itystyökalujen ennustettava luonne mahdollistaa tarkan materiaalin suunnittelun ja minimaalisen jätteen muodostumisen.
Laserleikkauksen hyödyntäminen vaihtelee huomattavasti osan geometriasta ja pesimisen monimutkaisuudesta riippuen. Yksinkertaiset suorakulmaiset osat saavuttavat 90–95 %:n hyödyntämisen, kun taas monimutkaiset muodot, joissa on lukuisia sisäisiä aukkoja, voivat tuottaa vain 65–75 %:n tehokkuuden. Leikkausraon leveys – tyypillisesti 0,1–0,3 mm kuitulasereille – on sisällytettävä pesimislaskelmiin ja voi vaikuttaa merkittävästi materiaalikustannuksiin tarkkuuskomponenttien osalta.
Jäännösmateriaalin käsittely eroaa prosessien välillä. Rei'itys tuottaa puhtaita geometrisiä jäännöksiä, jotka soveltuvat toissijaisiin sovelluksiin tai varastoon pienempiä komponentteja varten. Laserleikkaus tuottaa epäsäännöllisiä muotoja, jotka eivät usein sovellu uudelleenkäyttöön, vaikka edistynyt pesimisohjelmisto voi tunnistaa mahdollisuuksia hyödyntää jäännöksiä myöhemmissä tuotantoajoissa.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja edistynyt pesimisen optimointi tuottavat materiaalin hyödyntämisasteita, jotka ovat johdonmukaisesti 5–8 % korkeammat kuin alan keskiarvot, mikä tarkoittaa suoraan kustannussäästöjä projekteillesi.
Prosessin integrointi ja työnkulun optimointi
Valmistuksen työnkulun integrointi vaikuttaa yleiseen tuotannon tehokkuuteen yksittäisten prosessien kyvykkyyksien lisäksi. Rei'itystoiminnot integroituvat saumattomasti muihin muovausprosesseihin, kuten taivutukseen, vetoon ja kokoonpanotoimintoihin. Johdonmukainen reunan laatu ja mittatarkkuus helpottavat jatkoprosesseja ilman lisävalmisteluvaiheita.
Laserleikkaus vaatii usein toissijaisia toimintoja reunan valmisteluun tai jännityksen poistoon. Lämpövaikutusalueet voivat vaatia koneistus- tai hiontatoimintoja kriittisissä sovelluksissa. Purseenpoistovaatimukset lisäävät 0,05–0,15 € per leikattu lineaarinen metri materiaalin paksuudesta ja reunan laatuvaatimuksista riippuen.
Laadunvalvontaprotokollat eroavat huomattavasti prosessien välillä. Rei'itystoiminnot hyötyvät tilastollisesta prosessinohjauksesta, joka valvoo työkalujen kulumista ja mittapoikkeamia. Kun rei'itystyökalut on otettu käyttöön, ne tuottavat johdonmukaisia tuloksia, jotka vaativat vain säännöllistä tarkistusta. Laserleikkaus vaatii jatkuvaa leikkauslaadun, apukaasun paineen ja lämpövaikutusten seurantaa, jotka voivat vaihdella tuotantoajojen aikana.
Nykyaikainen valmistus korostaa yhä enemmän joustavuutta ja nopeaa reagointia markkinoiden muutoksiin.Valmistuspalvelumme sisältävät sekä rei'itys- että laserleikkausominaisuudet, mikä mahdollistaa optimaalisen prosessin valinnan nykyisten tuotantovaatimusten perusteella kiinteiden laiterajoitusten sijaan.
Teknologian kehitys ja tulevaisuuden näkökohdat
Kehittyvät teknologiat muokkaavat edelleen rei'ityksen ja laserleikkauksen välistä maisemaa. Kehittyneet rei'itystyökalut, joissa on servo-sähköiset käyttöjärjestelmät, tuottavat paremman tarkkuuden ja pienemmät melutasot verrattuna perinteisiin hydraulijärjestelmiin. Monityökalukyvykkyydet mahdollistavat monimutkaiset muovaustoiminnot, jotka aiemmin vaativat erillisiä prosesseja.
Lasertekniikan kehitys keskittyy tehon skaalaukseen ja säteen laadun parantamiseen. Seuraavan sukupolven kuitulaserit, jotka lähestyvät 20 kW:n tehotasoja, laajentavat paksujen osien leikkausominaisuuksia säilyttäen samalla erinomaisen reunan laadun. Mukautuvat leikkaustekniikat säätävät automaattisesti parametreja reaaliaikaisen laadun palautteen perusteella, mikä vähentää käyttäjän taitovaatimuksia ja parantaa johdonmukaisuutta.
Automaation integrointi vaikuttaa molempiin prosesseihin eri tavalla. Rei'itystoiminnot mukautuvat helposti automatisoituihin lastaus- ja purkujärjestelmiin, ja jotkin asennukset saavuttavat valottoman tuotannon sopiville osageometrioille. Laserleikkauksen automaatio kohtaa suurempia haasteita vaihtelevien prosessointiaikojen ja laadunvalvontavaatimusten vuoksi, vaikka tekoälyn edistysaskeleet ovatkin puuttumassa näihin rajoituksiin.
Kestävyysnäkökohdat vaikuttavat yhä enemmän prosessin valintaan. Rei'itys tuottaa minimaalisesti jätettä eikä vaadi kuluvia kaasuja, mikä on linjassa ympäristötavoitteiden kanssa. Laserleikkauksen energiankulutus ja apukaasun käyttö luovat suurempia ympäristöjalanjälkiä, vaikka tehokkuuden parannukset osittain kompensoivat näitä huolenaiheita.
Usein kysytyt kysymykset
Mikä on pienin tilausmäärä, joka tekee rei'itystyökalusijoituksesta kannattavan?
Kannattavuusmäärät riippuvat osan monimutkaisuudesta ja työkalukustannuksista, mutta vaihtelevat yleensä 2 000–5 000 kappaleesta vakiogeometrioille. Monimutkaiset muodot, jotka vaativat mukautettuja työkaluja, saattavat tarvita 8 000–12 000 kappaletta sijoituksen perustelemiseksi. Harkitse tuotevarianttien kokonaiselinkaarimäärää, jotka voivat jakaa yhteiset työkalut taloudellisuuden parantamiseksi.
Voiko laserleikkaus vastata rei'ityksen tarkkuutta reikäkuvioissa?
Laserleikkaus saavuttaa ±0,1 mm:n paikannustarkkuuden, kun taas rei'itys tuottaa ±0,025 mm:n tarkkuuden reiästä reikään -väliin. Sovelluksissa, jotka vaativat tarkkoja laakerisovituksia tai tiukkoja kokoonpanotoleransseja, rei'itys tarjoaa paremman tarkkuuden. Laserleikkauksen tarkkuus voi kuitenkin olla riittävä monissa sovelluksissa tarjoten samalla suuremman geometrisen joustavuuden.
Miten materiaalin paksuus vaikuttaa rei'ityksen ja laserleikkauksen väliseen päätökseen?
Rei'ityksestä tulee yhä vaikeampaa yli 6 mm:n teräksen paksuudella voimavaatimusten ja työkalujen kulumisen vuoksi. Laserleikkaus käsittelee materiaaleja tehokkaasti jopa 25 mm:iin asti sopivilla tehotasoilla. Yli 8 mm:n paksuisille osille laserleikkaus tarjoaa tyypillisesti paremman reunan laadun ja geometrisen kyvykkyyden kuin rei'itysvaihtoehdot.
Mitä toissijaisia toimintoja tyypillisesti vaaditaan kullekin prosessille?
Rei'itys vaatii harvoin toissijaisia toimintoja kevyen purseenpoiston lisäksi kosmeettisissa sovelluksissa. Laserleikkaus tarvitsee usein purseenpoistoa, erityisesti paksuissa osissa, ja saattaa vaatia jännityksen poistoa tarkkuussovelluksissa. Lämpövaikutusalueet vaativat toisinaan poistamista koneistus- tai hiontatoiminnoilla.
Miten asennusajat vertautuvat rei'ityksen ja laserleikkauksen välillä lyhyissä sarjoissa?
Laserleikkauksen asennus vaatii tyypillisesti 5–15 minuuttia ohjelmointiin ja materiaalin paikannukseen. Rei'ityksen asennus sisältää työkalujen valinnan, asennuksen ja ohjelman tarkistuksen, mikä kestää yleensä 15–45 minuuttia monimutkaisuudesta riippuen. Alle 100 kappaleen määrissä laserleikkauksen asennusedut usein ylittävät kappalekohtaiset kustannuserot.
Voivatko molemmat prosessit käsitellä samaa materiaalivalikoimaa tehokkaasti?
Laserleikkaus osoittaa erinomaista materiaalien monipuolisuutta, käsitellen kaikkea ohuista kalvoista eksoottisiin seoksiin, kuten Inconel ja titaani. Rei'itys toimii parhaiten sitkeiden materiaalien kanssa kohtuullisille lujuustasoille asti. Kovat tai hauraat materiaalit, jotka vahingoittaisivat rei'itystyökaluja, leikkaavat tehokkaasti lasertekniikalla.
Mitä laatustandardeja sovelletaan reunan kuntoon ja mittatarkkuuteen?
Rei'itetyt reunat ovat ISO 2768 -mittastandardien mukaisia ja niissä on tunnusomaisia leikkausvyöhykkeitä. Laserleikatut reunat noudattavat ISO 9013 -laatuluokituksia, joista luokka 2–3 on tyypillinen useimmissa sovelluksissa. Molemmat prosessit voivat saavuttaa tarkkuusvaatimukset, kun ne on määritelty ja ohjattu oikein, vaikka rei'itys tarjoaa paremman mittajohdonmukaisuuden toistuville ominaisuuksille.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece