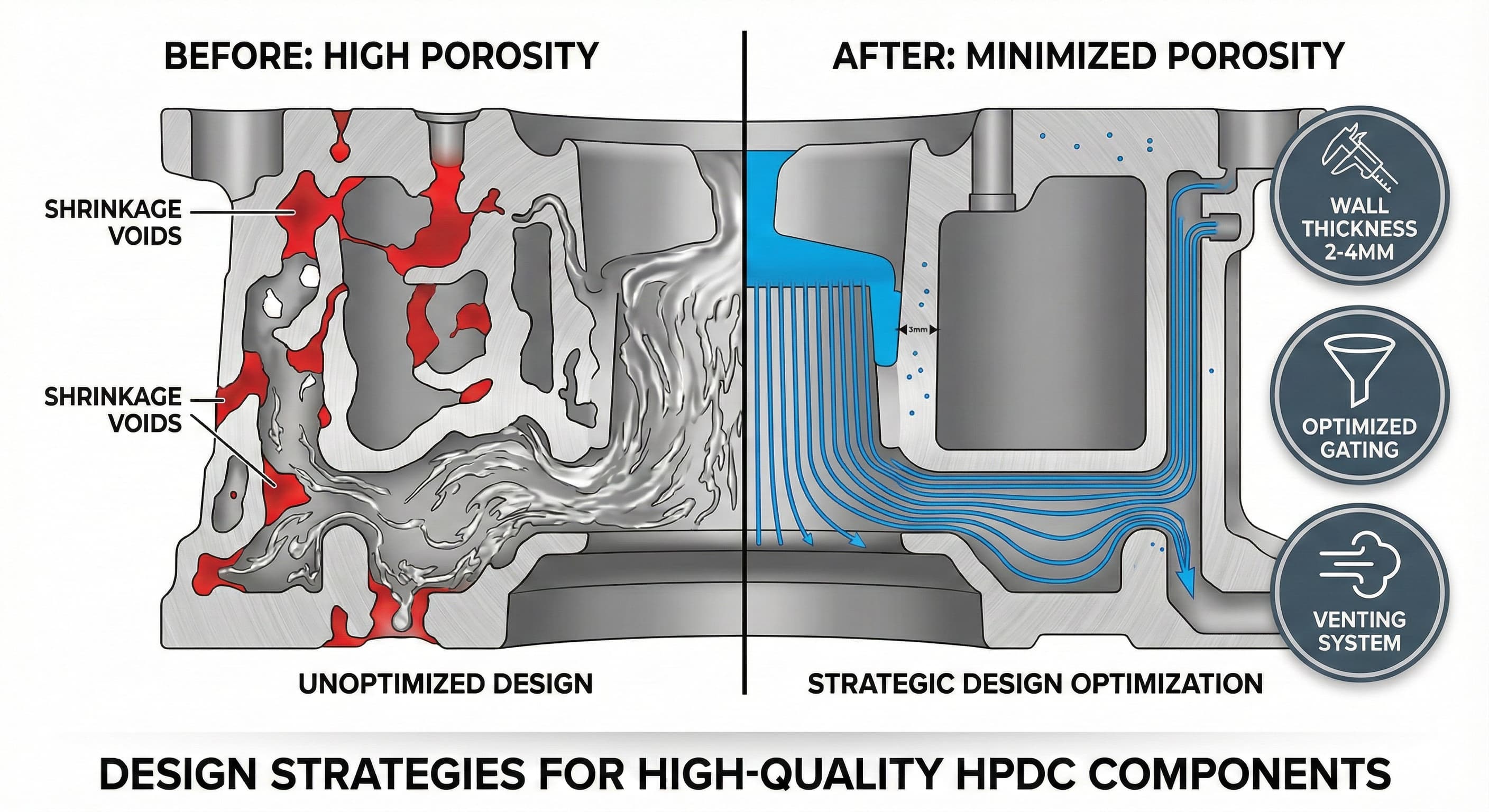
Huokoisuuden minimointi korkeapainevalussa (HPDC): Suunnittelustrategiat
Huokoisuus on edelleen yksi kriittisimmistä virheistä, jotka vaivaavat korkeapainevalutoimintoja ja vaikuttaa suoraan mekaanisiin ominaisuuksiin, pinnanlaatuun ja komponenttien luotettavuuteen. Microns Hubissa yli 10 000 HPDC-komponentin laaja analyysimme osoittaa, että strategiset suunnittelumuutokset voivat vähentää huokoisuustasoja jopa 85 %, mikä muuttaa ongelmalliset valukappaleet tarkkuusteknisiksi komponenteiksi, jotka täyttävät vaativimmatkin vaatimukset.
Tärkeimmät huomiot
- Seinämän paksuuden optimointi välillä 2,0–4,0 mm vähentää kaasun tarttumista ja parantaa täyttöominaisuuksia alumiiniseoksissa
- Strateginen juoksu- ja porttiasettelu voi poistaa 70 % huokoisuuteen liittyvistä vioista hallitun metallivirran avulla
- Tuuletusjärjestelmän suunnittelu kanavilla, joiden syvyys on 0,05–0,15 mm, estää ilman tarttumisen ontelon täytön aikana
- Materiaalin valinta ja kaasunpoistoprotokollat korreloivat suoraan lopullisten huokoisuustasojen kanssa, ja asianmukainen kaasunpoisto vähentää vetypitoisuuden alle 0,15 ml/100 g
Huokoisuuden muodostumismekanismien ymmärtäminen HPDC:ssä
Huokoisuus korkeapainevalussa ilmenee kolmen päämekanismin kautta: kaasuhuokoisuus loukkuun jääneestä ilmasta ja kehittyneistä kaasuista, kutistumishuokoisuus jähmettymiskutistumisesta ja turbulenssin aiheuttama huokoisuus kaoottisesta metallivirrasta. Jokainen mekanismi vaatii erillisiä suunnittelustrategioita minimoidakseen sen vaikutuksen lopulliseen komponenttien laatuun.
Kaasuhuokoisuutta esiintyy tyypillisesti, kun ilmaa jää loukkuun nopean ontelon täytön aikana, jolloin täyttönopeudet ylittävät usein 40–60 m/s HPDC-toiminnoissa. Tämä loukkuun jäänyt ilma yhdessä sulasta alumiinista kehittyvän vetykaasun kanssa luo pallomaisia onteloita, joiden halkaisija on 0,1–2,0 mm. Kaasuhuokoisuuden jakautumismalli korreloi usein suoraan virtauskeulan käyttäytymisen ja paikallisten jähmettymisnopeuksien kanssa.
Kutistumishuokoisuus kehittyy eri tavalla muodostaen epäsäännöllisiä, toisiinsa liittyviä onteloverkostoja alueilla, joilla nestemäisen metallin syöttö rajoittuu jähmettymisen aikana. Tämä tyyppi keskittyy tyypillisesti paksuihin osiin, eristettyihin taskuihin ja alueisiin, joilla on huono lämmönhallinta. Näiden mekanismien ymmärtäminen mahdollistaa kohdennetut suunnittelutoimenpiteet, jotka puuttuvat perimmäisiin syihin oireiden sijaan.
Seinämän paksuuden optimointistrategiat
Optimaalinen seinämän paksuuden suunnittelu on huokoisuuden minimoinnin perusta HPDC-komponenteissa. Tekninen analyysimme osoittaa, että yhtenäisen seinämän paksuuden ylläpitäminen välillä 2,0–4,0 mm alumiiniseoksille tarjoaa ihanteellisen tasapainon mekaanisten ominaisuuksien, täyttöominaisuuksien ja jähmettymiskäyttäytymisen välillä.
Paksuihin osiin, jotka ylittävät 6,0 mm, kehittyy poikkeuksetta kutistumishuokoisuutta suuntaavan jähmettymisen haasteiden ja riittämättömän paineensiirron vuoksi porteista. Sitä vastoin alle 1,5 mm:n paksuiset osat ovat vaarassa täyttyä epätäydellisesti, kylmäsaumoja ja ennenaikaista jähmettymistä, joka vangitsee kaasuja. Eri seinämän paksuuksien välisen siirtymän tulisi seurata asteittaista kapenemista, jonka paksuussuhteet eivät ylitä 2:1 turbulenssin estämiseksi.
| Seinämän paksuusalue (mm) | Huokoisuusriskin taso | Tyypilliset sovellukset | Suunnittelunäkökohdat |
|---|---|---|---|
| 1,0-1,5 | Korkea (täyttöongelmia) | Ohuet ripojen, koriste-elementit | Vaatii optimoidun portituksen |
| 2,0-3,0 | Matala | Kotelon seinämät, kannattimet | Optimaalinen useimpiin sovelluksiin |
| 3,5-4,0 | Kohtalainen | Kantavat osat | Tarvitsee tehostettua jäähdytystä |
| 5,0+ | Erittäin korkea | Kiinnityskorvakkeet, kiinnityspisteet | Vaatii erityistekniikoita |
Paksut kohdat ja kiinnityskohdat vaativat erityistä huomiota, ja ydinstrategiat ja asteittainen paksuuden vähentäminen ovat osoittautuneet tehokkaimmiksi. Sisäiset jäähdytyskanavat, jotka on sijoitettu 8,0–12,0 mm:n päähän paksujen osien pinnoista, voivat parantaa dramaattisesti suuntaavaa jähmettymistä ja lyhentää samalla sykliaikoja. Tämä lähestymistapa on osoittautunut erityisen tehokkaaksi autojen vaihteistokoteloissa, joissa olemme saavuttaneet alle 2 %:n huokoisuustasot jopa 8,0 mm:n paksuisissa osissa.
Edistyksellinen portitus- ja juoksujärjestelmän suunnittelu
Portin sijainnilla ja geometrialla on syvällinen vaikutus metallivirtausominaisuuksiin ja sitä seuraavaan huokoisuuden muodostumiseen. Optimaalinen portin suunnittelu varmistaa tasaisen, laminaarisen virtauksen ja tarjoaa riittävän paineensiirron koko jähmettymisprosessin ajan. Laskennallisen virtausdynamiikan analyysimme paljastaa, että portin nopeutta tulisi ylläpitää välillä 30–45 m/s alumiiniseoksille, jotta täyttönopeus ja turbulenssin minimointi olisivat tasapainossa.
Tuuletinportit osoittavat erinomaisen suorituskyvyn suurille, litteille valukappaleille jakaen virtauksen laajemmille keuloille ja vähentäen samalla ilmaa sitovia suihkuvaikutuksia. Portin paksuuden tulisi olla 60–80 % viereisen valuseinämän paksuudesta, ja leveyden tulisi laajentua asteittain juoksuliitännästä. Tämä geometria edistää tasaista virtauksen jakautumista säilyttäen samalla riittävän poikkipinta-alan paineensiirtoa varten.
Juoksun poikkipinta-alan laskelmat noudattavat periaatetta, jonka mukaan vakionopeus säilytetään koko järjestelmässä. Juoksun ja portin pinta-alasuhteen tulisi pysyä välillä 1,5:1 ja 2:1, mikä varmistaa riittävän virtauskapasiteetin ilman liiallisia painehäviöitä. Puolisuunnikkaan muotoiset juoksun poikkileikkaukset, joiden pohja-huippu-suhde on 2:1, helpottavat täydellistä täyttöä ja mahdollistavat helpon poiston.
Useat porttikokoonpanot vaativat huolellista tasapainottamista virtaushäiriöiden ja kylmäsaumojen estämiseksi. Portin ajoitus on kriittistä, ja samanaikainen täyttö on parempi kuin peräkkäinen lämpötilaerojen minimoimiseksi. Kokemuksemme monimutkaisista autokomponenteista osoittaa, että oikein tasapainotetut moniporttijärjestelmät voivat vähentää huokoisuutta 40–60 % verrattuna yksiporttisiin vaihtoehtoihin.
Systemaattinen tuuletusjärjestelmän toteutus
Tehokkaat tuuletusjärjestelmät tarjoavat hallittuja pakoreittejä syrjäytetylle ilmalle ja kehittyneille kaasuille estäen niiden tarttumisen jähmettyvään valukappaleeseen. Tuuletusaukon suunnittelu vaatii tarkkaa mittavalvontaa, ja kanavien syvyyden tulisi olla 0,05–0,15 mm, mikä tarjoaa optimaalisen kaasunpoiston ilman metallin tunkeutumista.
Tuuletusaukon sijoittelu noudattaa periaatetta, jonka mukaan ulostulot sijoitetaan viimeisiin täyttyviin kohtiin, tyypillisesti vastapäätä ensisijaisia portteja ja alueille, joilla virtauskeulat yhtyvät. Jakolinjan tuuletusaukot osoittautuvat tehokkaimmiksi hyödyntäen muotin luonnollista erottumista kaasun pakoreittien luomiseksi. Näiden tuuletusaukkojen tulisi ulottua 6,0–10,0 mm muotin pintaan ennen laajenemista suurempiin keräyskammioihin.
| Ilmanpoistotyyppi | Syvyys (mm) | Leveys (mm) | Käyttökohde | Tehokkuus |
|---|---|---|---|---|
| Jakolinja | 0,05-0,10 | 3,0-6,0 | Ensisijainen ilmanpoisto | Erinomainen |
| Irrotustappi | 0,02-0,05 | Ympärysmittainen | Syvät taskut | Hyvä |
| Lisäosan raja | 0,03-0,08 | 2,0-4,0 | Monimutkaiset geometriat | Erittäin hyvä |
| Ydinilmanpoistot | 0,08-0,15 | 1,0-2,0 | Sisäiset ontelot | Hyvä |
Tyhjiöavusteiset tuuletusjärjestelmät edustavat edistyksellistä lähestymistapaa kriittisiin sovelluksiin ylläpitäen ontelon paineita alle 50 mbar täytön aikana. Tämä tekniikka osoittautuu erityisen arvokkaaksi ilmailu- ja lääketieteellisten laitteiden komponenteille, joissa huokoisuustasojen on pysyttävä alle 1 %. Tyhjiöjärjestelmien integrointi vaatii huolellista tiivisteiden suunnittelua ja tarkkaa ajoituksen hallintaa tehokkuuden maksimoimiseksi.
Saat tarkkoja tuloksia,Saat yksityiskohtaisen tarjouksen 24 tunnin sisällä Microns Hubilta.
Materiaalin valinta ja sulan käsittelyprotokollat
Alumiiniseoksen valinta vaikuttaa merkittävästi huokoisuusalttiuteen, ja koostumus ja käsittelyhistoria vaikuttavat kaasun liukoisuuteen ja jähmettymisominaisuuksiin. A356-T6 ja A380 ovat yleisimmät HPDC-seokset, joista jokainen esittää ainutlaatuisia huokoisuusongelmia ja lievennysvaatimuksia.
A380-seoksella on erinomainen juoksevuus ja muotin täyttöominaisuudet, mutta sillä on suurempi vetyliukoisuus, mikä vaatii aggressiivisia kaasunpoistoprotokollia. Vetypitoisuus tulisi pitää alle 0,15 ml/100 g alumiinia pyörivällä kaasunpoistolla argonilla tai typellä. Kaasunpoistoprosessi vaatii tyypillisesti 8–12 minuuttia 700–720 °C:ssa kaasun virtausnopeuksilla 2–4 l/min 100 kg metallia kohti.
Raekoon hienontaminen titaani-boori-lisäyksillä (0,02–0,05 % Ti) luo ydintymiskohtia, jotka edistävät hienoja, tasakiteisiä raerakenteita. Tämä mikrorakenteellinen muutos vähentää kutistumishuokoisuuden muodostumista ja parantaa samalla mekaanisia ominaisuuksia. Raekoon hienontimen lisäyksen tulisi tapahtua sulan valmistuksen aikana, jolloin täydelliseen liukenemiseen ja jakautumiseen kuluu 10–15 minuuttia.
Toissijaiset toimenpiteet, kuten T6-lämpökäsittely, voivat osittain parantaa mikrohuokoisuutta kiinteän tilan diffuusioprosessien avulla. Tämä lähestymistapa rajoittuu kuitenkin alle 0,05 mm:n halkaisijaltaan oleviin huokosiin, eikä se voi korjata suurempia kaasu- tai kutistumisonteloita. Ehkäisy asianmukaisen suunnittelun avulla on paljon tehokkaampaa kuin valun jälkeinen korjaus.
Prosessiparametrien optimointi
Painevalukoneen parametrit vaikuttavat suoraan huokoisuuden muodostumiseen niiden hallitessa täyttödynamiikkaa, paineen kohdistamista ja jähmettymisnopeuksia. Ruiskutusnopeusprofiilit vaativat huolellista optimointia, tyypillisesti käyttämällä hitaita ruiskutusnopeuksia 0,2–0,5 m/s ontelon alkuperäiseen täyttöön, jota seuraa nopea ruiskutuksen kiihdytys 2,0–4,0 m/s, kun juoksujärjestelmä on täyttynyt kokonaan.
Paineenkorotuspaineen kohdistuksen ajoitus on kriittistä kutistumishuokoisuuden estämiseksi. Paineen tulisi nousta 300–800 baariin 0,1–0,3 sekunnin kuluessa ontelon täytön päättymisestä, ja tätä painetta tulisi ylläpitää koko jähmettymisen ajan. Paineensiirtotehokkuus riippuu suuresti portin jäätymisominaisuuksista, ja portit on suunniteltu pysymään nestemäisinä 2–5 sekuntia pidempään kuin viereiset valuosat.
| Parametri | Optimaalinen alue | Vaikutus huokoisuuteen | Seurantamenetelmä |
|---|---|---|---|
| Hidas ruiskutusnopeus | 0,2–0,5 m/s | Vähentää ilman sisäänpääsyä | Lineaarinen enkooderi |
| Nopea ruiskutusnopeus | 2,0–4,0 m/s | Täydellinen täyttö | Nopeusanturit |
| Paineenkorotuspaine | 300–800 bar | Estää kutistumista | Paineanturit |
| Muotin lämpötila | 180–250 °C | Säätelee jähmettymistä | Pyrometrit |
Muotin lämpötilan hallinta vaikuttaa sekä täyttökäyttäytymiseen että jähmettymismalleihin. Optimaaliset muotin lämpötilat ovat alumiiniseoksille 180–250 °C, ja korkeammat lämpötilat parantavat virtausominaisuuksia, mutta saattavat lisätä kaasuhuokoisuusriskiä. Differentiaalinen muotin lämmitys, jossa on korkeammat lämpötilat vaikeasti täytettävillä alueilla ja alhaisemmat lämpötilat paksuissa osissa, optimoi sekä täyttö- että jähmettymiskäyttäytymisen.
Edistyksellinen simulointi ja suunnittelun validointi
Laskennallisen virtausdynamiikan simulointi mahdollistaa huokoisuusalttiiden alueiden ennustamisen ja estämisen ennen muotin rakentamisen aloittamista. Nykyaikainen simulointiohjelmisto mallintaa tarkasti kaasun tarttumisen, kutistumisen ennustamisen ja lämpökentät koko valuprosessin ajan. Nämä työkalut tunnistavat mahdolliset ongelmat suunnitteluvaiheissa, jolloin muutokset ovat edelleen kustannustehokkaita.
Virtaussimulointi paljastaa turbulenssivyöhykkeet, joissa ilmaa tarttuu, mikä mahdollistaa portin uudelleensijoittamisen tai geometriamuutokset laminaarisen virtauksen edistämiseksi. Nopeuskenttäanalyysi tunnistaa alueet, jotka ylittävät suositellut virtausnopeudet, kun taas paineen jakautumiskartat korostavat alueita, joilla on riittämätön paineenkorotuspaineen siirto.
Lämpöanalyysi ennustaa jähmettymisjärjestykset ja tunnistaa eristetyt kuumat kohdat, jotka ovat alttiita kutistumishuokoisuuden muodostumiselle. Nämä tiedot ohjaavat jäähdytysjärjestelmän suunnittelua, ja strateginen jäähdytyskanavien sijoittelu varmistaa suuntaavan jähmettymisen syöttöalueita kohti. Levyosien valmistuspalveluiden integrointi jäähdytysjärjestelmien komponentteihin mahdollistaa lämmönhallintaratkaisujen nopean prototyypin valmistuksen ja optimoinnin.
Huokoisuuden ennustusalgoritmit yhdistävät virtaus- ja lämpötulokset ennustaakseen onteloiden muodostumispaikat ja -koot. Todellisia tuotantotietoja vastaan validointi osoittaa 85–92 %:n tarkkuuden huokoisuuden sijainnin ennustamisessa, mikä mahdollistaa ennakoivat suunnittelumuutokset, jotka estävät viat sen sijaan, että ne havaitaan tuotannon jälkeen.
Laadunvalvonta- ja tarkastusmenetelmät
Tehokas huokoisuuden arviointi vaatii useita tarkastustekniikoita, joista jokainen tarjoaa ainutlaatuisia näkemyksiä onteloiden ominaisuuksista ja jakautumismalleista. Röntgensäteily on edelleen kultastandardi sisäisen huokoisuuden havaitsemiseen tarjoten resoluutiokyvyt jopa 0,1 mm:n ontelon halkaisijaan asianmukaisella tekniikan optimoinnilla.
Teollinen tietokonetomografia tarjoaa kolmiulotteisen onteloiden visualisoinnin, mikä mahdollistaa tarkat tilavuusmittaukset ja liitettävyyden analysoinnin. Tämä tekniikka osoittautuu erityisen arvokkaaksi monimutkaisille geometrioille, joissa perinteinen radiografia kärsii piirteiden päällekkäisyydestä. CT-skannaus paljastaa huokosten yhteenliittyvyyden, mikä on ratkaisevan tärkeää painetta sisältävien komponenttien vuotoreitin potentiaalin ymmärtämiseksi.
Tiheysmittaukset hydrostaattisen punnituksen avulla tarjoavat nopean huokoisuuden arvioinnin tuotannonvalvontaa varten. Tämä tekniikka määrittää kokonaishuokoisuusprosentin, mutta ei voi tarjota tietoa spatiaalisesta jakautumisesta. Tiheysmittaukset korreloivat hyvin mekaanisten ominaisuuksien kanssa, mikä tekee niistä sopivia go/no-go-laatupäätöksiin.
Kun työskentelet valmistuspalveluidemme kanssa, Microns Hub toteuttaa kattavat laatupöytäkirjat, jotka ylittävät alan standardit. Tarkastusvalmiuksiimme kuuluvat korkearesoluutioiset röntgenjärjestelmät, mittakoordinaattikoneet ja metallografiset analyysilaitteet, jotka varmistavat, että jokainen komponentti täyttää määritetyt huokoisuusvaatimukset.
Huokoisuuden ehkäisyn kustannus-hyötyanalyysi
Investoiminen huokoisuuden ehkäisystrategioihin suunnitteluvaiheissa tuottaa huomattavia tuottoja vähentyneiden romutusmäärien, parantuneiden mekaanisten ominaisuuksien ja parantuneen komponenttien luotettavuuden kautta. Kustannusajureiden analyysimme osoittaa, että asianmukainen suunnittelun toteutus lisää 3–8 % alkuperäisiin työkalukustannuksiin ja vähentää samalla jatkuvia tuotantokustannuksia 15–25 % parantuneiden saantomäärien kautta.
Suunnittelun optimointikustannukset sisältävät pääasiassa pidemmän simulointiajan, lisäteknisen analyysin ja mahdollisesti monimutkaisemman muotin rakentamisen. Nämä etukäteisinvestoinnit kalpenevat kuitenkin huokoisuuteen liittyvistä vioista aiheutuvien tuotantotappioiden rinnalla. Romutusmäärät pienenevät tyypillisesti 8–15 %:sta 2–5 %:iin kattavilla huokoisuuden ehkäisystrategioilla.
Mekaanisten ominaisuuksien parannukset mahdollistavat materiaalin optimointimahdollisuudet, mikä saattaa mahdollistaa laatuluokitusten alennukset, jotka kompensoivat kohonneita käsittelykustannuksia. Komponentit, joissa on minimaalinen huokoisuus, osoittavat 20–35 % pidemmän väsymiskestävyyden verrattuna huokoisiin vaihtoehtoihin, mikä vähentää takuukustannuksia ja parantaa asiakastyytyväisyyttä. Suunnittelun optimoinnin ja kustannusten alentamisen välinen korrelaatio pätee yhtä lailla painevalutoimintoihin.
Pitkän aikavälin etuihin kuuluvat parantunut muotin käyttöikä prosessin rasituksen ja lämpötilasyklin vähentämisen kautta, parantunut pinnanlaatu, joka vähentää toissijaisia toimintoja, ja laajennetut sovellusmahdollisuudet kriittisille komponenteille. Nämä tekijät yhdessä luovat vakuuttavia liiketoimintatapauksia kattaville huokoisuuden ehkäisohjelmille.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, ja omistautuneet insinöörit ymmärtävät huokoisuuden ehkäisyn vivahteet korkeapainevalusovelluksissa.
Toteutusohjeet ja parhaat käytännöt
Onnistunut huokoisuuden minimointi edellyttää systemaattista toteutusta suunnittelu-, työkalujen valmistus- ja tuotantovaiheissa. Aloita kattavalla suunnittelukatselmuksella, jossa keskitytään seinämän paksuuden yhtenäisyyteen, portituksen optimointiin ja tuuletusjärjestelmän integrointiin. Jokainen suunnitteluelementti tulisi arvioida sen panoksen osalta huokoisuusriskin kokonaisvähennykseen.
Työkalujen valmistuksen on ylläpidettävä tiukkoja toleransseja kriittisissä ominaisuuksissa, erityisesti tuuletusaukon mitoissa ja portin geometrioissa. Tuuletusaukon syvyydet on varmistettava tarkkuusmittauksella, koska ±0,02 mm:n vaihtelut vaikuttavat merkittävästi tehokkuuteen. Portin pinnanlaadun tulisi saavuttaa Ra-arvot alle 0,8 μm laminaaristen virtausominaisuuksien edistämiseksi.
Prosessiparametrien kehitys noudattaa systemaattisia optimointipöytäkirjoja alkaen konservatiivisista asetuksista ja edeten asteittain kohti optimaalisia suorituskykyikkunoita. Dokumentoi kaikki parametrimuutokset ja niiden vaikutukset huokoisuustasoihin rakentaen kattavaa prosessitietoa tulevia sovelluksia varten.
Käyttäjien koulutus varmistaa optimoitujen parametrien johdonmukaisen toteutuksen ja prosessipoikkeamien tunnistamisen, jotka vaikuttavat huokoisuuden muodostumiseen. Visuaaliset standardit, jotka osoittavat hyväksyttävät ja hylättävät huokoisuustasot, auttavat ylläpitämään johdonmukaisia laatupäätöksiä koko tuotantoajon ajan.
Usein kysytyt kysymykset
Mikä on suurin hyväksyttävä huokoisuustaso rakenteellisille painevalukomponenteille?
Hyväksyttävät huokoisuustasot vaihtelevat sovelluksen mukaan, mutta rakenteelliset komponentit vaativat tyypillisesti huokoisuuden alle 3–5 tilavuusprosenttia yleisissä sovelluksissa ja alle 1–2 % kriittisissä kantavissa osissa. Ilmailu- ja lääketieteelliset sovellukset saattavat vaatia huokoisuustasoja alle 0,5 % tietyillä koko- ja jakelurajoituksilla.
Miten seinämän paksuus vaikuttaa huokoisuuden muodostumiseen alumiinivalukappaleissa?
Seinämän paksuus vaikuttaa suoraan sekä kaasu- että kutistumishuokoisuuden muodostumiseen. Alle 2,0 mm:n paksuiset osat ovat vaarassa kaasun tarttumisesta nopean jähmettymisen vuoksi, kun taas yli 4,0 mm:n paksuisiin osiin kehittyy kutistumishuokoisuutta huonon paineensiirron vuoksi. Optimaalinen paksuus vaihtelee välillä 2,0–3,5 mm useimmissa alumiiniseossovelluksissa.
Voivatko valun jälkeiset käsittelyt poistaa huokoisuutta HPDC-komponenteissa?
Valun jälkeiset käsittelyt, kuten lämpökäsittely, voivat osittain parantaa alle 0,05 mm:n halkaisijaltaan olevan mikrohuokoisuuden kiinteän tilan diffuusioprosessien avulla. Suurempia kaasu- tai kutistumisonteloita ei kuitenkaan voida poistaa jälkikäsittelyllä. Ehkäisy asianmukaisen suunnittelun ja prosessinohjauksen avulla on paljon tehokkaampaa kuin korjausyritykset.
Mikä rooli muotin lämpötilalla on huokoisuuden ehkäisyssä?
Muotin lämpötila vaikuttaa sekä täyttökäyttäytymiseen että jähmettymisominaisuuksiin. Alumiiniseosten lämpötilat välillä 180–250 °C optimoivat virtauksen ja hallitsevat kaasun kehittymistä. Korkeammat lämpötilat parantavat ohuiden osien täyttöä, mutta saattavat lisätä kaasuhuokoisuusriskiä, kun taas alhaisemmat lämpötilat voivat aiheuttaa ennenaikaista jähmettymistä ja ilman tarttumista.
Kuinka tehokkaita tyhjiöavusteiset painevalujärjestelmät ovat huokoisuuden vähentämisessä?
Tyhjiöavusteiset järjestelmät, jotka ylläpitävät ontelon paineita alle 50 mbar, voivat vähentää kaasuhuokoisuutta 60–80 % verrattuna perinteiseen HPDC:hen. Nämä järjestelmät osoittautuvat erityisen tehokkaiksi kriittisissä sovelluksissa, jotka vaativat huokoisuustasoja alle 1 %, vaikka ne lisäävät monimutkaisuutta ja kustannuksia painevaluprosessiin.
Mitkä tarkastusmenetelmät tarjoavat tarkimman huokoisuuden arvioinnin?
Teollinen tietokonetomografia tarjoaa kattavimman huokoisuusanalyysin tarjoten 3D-visualisoinnin, tarkat tilavuusmittaukset ja liitettävyyden kartoituksen. Röntgensäteily on edelleen kustannustehokas rutiinitarkastuksissa 0,1 mm:n resoluutiokyvyllä, kun taas tiheysmittaukset tarjoavat nopean tuotannonvalvonnan kokonaishuokoisuuden arviointia varten.
Miten eri alumiiniseokset vertautuvat huokoisuusalttiuden suhteen?
A380-seoksella on erinomainen juoksevuus, mutta suurempi vetyliukoisuus, joka vaatii aggressiivista kaasunpoistoa, kun taas A356 tarjoaa paremmat mekaaniset ominaisuudet kohtalaisella huokoisuusriskillä. ADC12:lla on hyvä valettavuus ja kohtalainen kaasuherkkyys, ja A413 tarjoaa erinomaisen korroosionkestävyyden, mutta vaatii huolellista lämmönhallintaa kutistumishuokoisuuden estämiseksi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece