Punzonado vs. Corte por Láser: Cuándo Tiene Sentido Invertir en Herramientas
Los responsables de la toma de decisiones en la fabricación se enfrentan a una elección crítica al planificar la fabricación de chapa metálica: punzonado o corte por láser. Esta decisión afecta a todo, desde las inversiones iniciales en herramientas hasta los costes de producción a largo plazo, la consistencia de la calidad y la flexibilidad operativa. La complejidad aumenta al considerar las variaciones en el grosor del material, los requisitos geométricos y los volúmenes de producción que pueden cambiar drásticamente durante los ciclos de vida del producto.
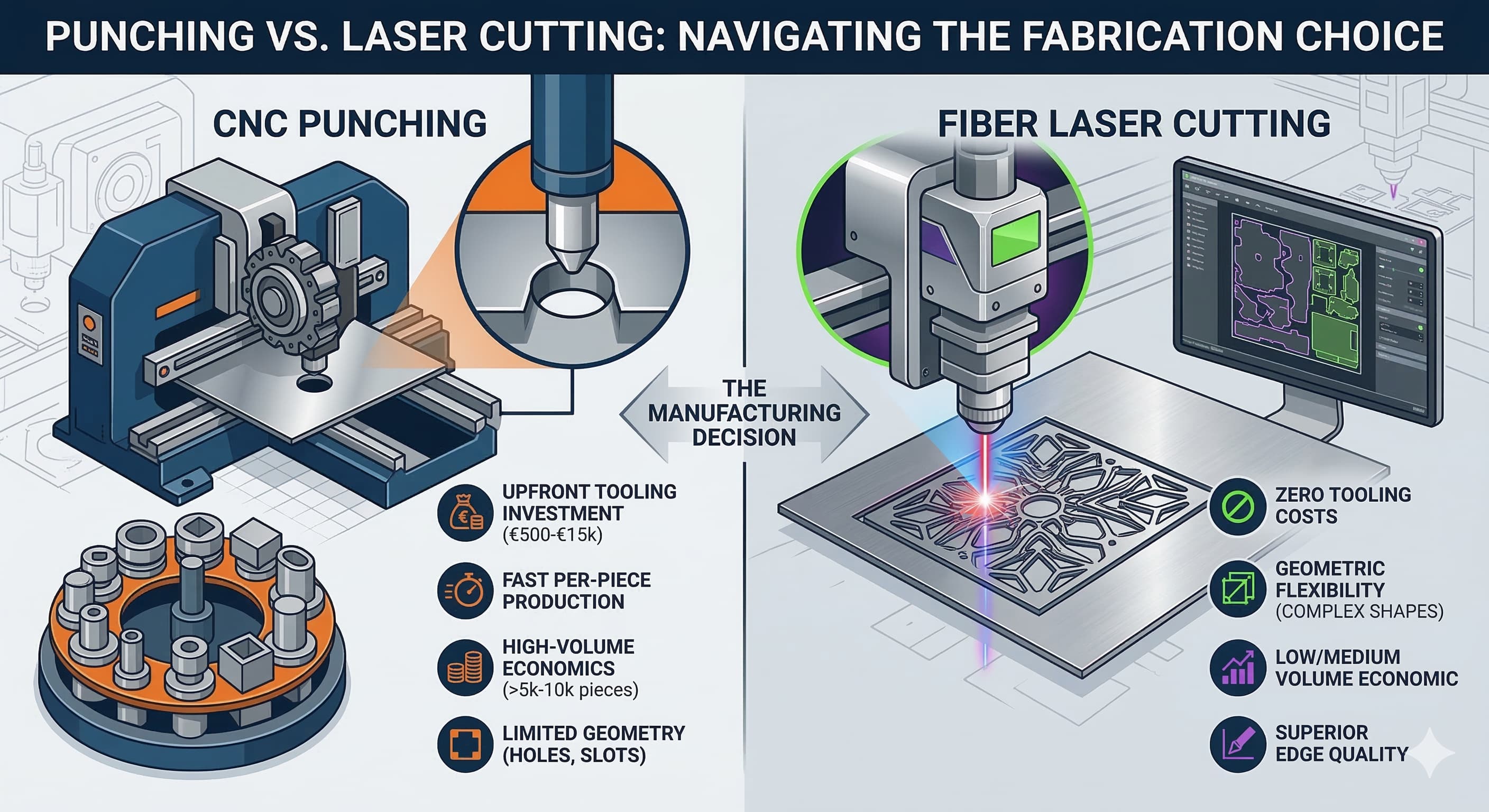
Puntos Clave:
- El punzonado requiere una inversión inicial en herramientas (€500-€15,000 por herramienta) pero ofrece una economía superior en volúmenes que superan las 5,000-10,000 piezas
- El corte por láser ofrece cero costes de herramientas y flexibilidad geométrica, pero conlleva mayores costes por pieza que oscilan entre €0.50 y €5.00, dependiendo del material y la complejidad.
- Existen límites en el grosor del material: el punzonado sobresale hasta un grosor de acero de 6 mm, mientras que el corte por láser maneja materiales de hasta 25 mm de manera efectiva.
- Los requisitos de calidad impulsan la selección del proceso: el punzonado ofrece una precisión posicional de ±0.05 mm, mientras que el corte por láser alcanza ±0.1 mm con una calidad de borde superior.
Comprensión de los Fundamentos del Proceso de Punzonado
El punzonado opera a través de la fuerza de cizallamiento aplicada por herramientas de precisión, creando cortes limpios a través de la deformación controlada del material. El proceso requiere matrices y punzones personalizados fabricados según especificaciones exactas, típicamente mecanizados a partir de grados de acero para herramientas como D2 o A2 con clasificaciones de dureza de 58-62 HRC. Las modernas punzonadoras CNC de torreta logran una precisión de posicionamiento de ±0.025 mm y pueden procesar materiales de hasta 6.35 mm de espesor en acero y 4 mm en grados de acero inoxidable como 316L.
La vida útil de la herramienta varía significativamente según las propiedades del material y la geometría del punzón. Los punzones redondos estándar que procesan acero dulce alcanzan entre 100,000 y 500,000 golpes antes de requerir mantenimiento, mientras que las formas complejas o los materiales duros como Inconel 625 reducen la vida útil de la herramienta a entre 10,000 y 50,000 ciclos. Los costes de mantenimiento de las herramientas suelen representar entre el 15 y el 25% de los gastos operativos totales de punzonado.
El proceso de punzonado sobresale en la creación de orificios, ranuras y muescas precisos con una precisión dimensional consistente. Para aplicaciones que requieren tolerancias estrictas en el posicionamiento de orificios, el punzonado ofrece resultados superiores en comparación con los métodos de corte térmico. Sin embargo, la limitación del proceso se hace evidente con geometrías complejas que requieren contornos continuos o recortes internos intrincados.
Análisis de la Tecnología de Corte por Láser
La tecnología de corte por láser de fibra domina la fabricación moderna de chapa metálica debido a la calidad superior del haz y la eficiencia energética. Los sistemas actuales operan a niveles de potencia de 1kW a 15kW, con sistemas de 4kW-6kW que representan el punto óptimo para el trabajo de fabricación general. Los factores de calidad del haz (M²) por debajo de 1.1 permiten velocidades de corte de 15-25 metros por minuto en acero dulce de 2 mm manteniendo los estándares de calidad del borde según el grado de calidad 2 de la norma ISO 9013.
La capacidad de corte varía según el tipo de material y la potencia del láser. Un sistema láser de fibra de 6kW procesa acero dulce de hasta 25 mm de espesor, acero inoxidable hasta 20 mm y aleaciones de aluminio hasta 12 mm. La calidad del corte se deteriora significativamente más allá de estos umbrales, lo que requiere operaciones secundarias o procesos alternativos. El consumo de gas representa un factor de coste importante: el corte de acero inoxidable con nitrógeno consume entre 10 y 15 metros cúbicos por hora a €0.80-€1.20 por metro cúbico.
Las características de calidad del borde difieren sustancialmente del punzonado. El corte por láser produce zonas afectadas por el calor (ZAC) típicamente de 0.1-0.3 mm de ancho, dependiendo del grosor del material y los parámetros de corte. Esta influencia térmica puede afectar las propiedades del material en aplicaciones críticas, particularmente en acero para muelles o materiales endurecidos donde los cambios metalúrgicos impactan el rendimiento.
Marco Integral de Análisis de Costes
La evaluación del coste total requiere el análisis de múltiples componentes de coste más allá de los simples cálculos por pieza. El punzonado implica importantes inversiones iniciales en herramientas, pero ofrece economías de escala a mayores volúmenes. Los punzones redondos estándar cuestan entre €500 y €1,500 cada uno, mientras que las herramientas de conformado complejas oscilan entre €3,000 y €15,000 dependiendo de la geometría y los requisitos de precisión.
| Componente de costo | Punzonado | Corte por láser | Volumen de equilibrio |
|---|---|---|---|
| Inversión en herramientas | €500-€15,000 | €0 | Varía según la complejidad |
| Tiempo de configuración | 15-45 minutos | 5-15 minutos | N/A |
| Velocidad de procesamiento (acero de 2 mm) | 800-1,200 golpes/hora | 15-25 m/min de corte | Dependiente de la geometría |
| Utilización de material | 85-95% | 75-90% | Dependiente del volumen |
| Operaciones secundarias | Mínimo | Se requiere desbarbado | Dependiente de la calidad |
Los costes laborales impactan significativamente la economía del proceso. Las operaciones de punzonado típicamente requieren personal de configuración cualificado, pero pueden funcionar sin supervisión una vez programadas. El corte por láser exige la atención continua del operador para el manejo del material y el control de calidad. Las tarifas laborales europeas de €35-€55 por hora hacen que las consideraciones de automatización sean críticas para ambos procesos.
Los patrones de consumo de energía difieren sustancialmente. Los sistemas de punzonado consumen entre 15 y 25 kW durante el funcionamiento, pero solo durante los ciclos de conformado reales. Los sistemas láser mantienen un consumo de energía base de 30-50 kW continuamente, con un consumo máximo que alcanza los 60-80 kW durante las operaciones de corte. A las tarifas eléctricas industriales europeas de €0.12-€0.18 por kWh, los costes de energía se convierten en factores significativos en la producción de alto volumen.
Compatibilidad y Limitaciones del Material
La selección del material impulsa la viabilidad del proceso más que cualquier otro factor. El punzonado sobresale con materiales dúctiles que se deforman de manera predecible bajo fuerzas de cizallamiento. Los aceros al carbono desde el grado S235 hasta el S355 se punzonan limpiamente hasta 6 mm de espesor. Los grados de acero inoxidable 304 y 316L se procesan eficazmente hasta 4 mm, aunque las características de endurecimiento por trabajo requieren un diseño de herramienta y protocolos de mantenimiento cuidadosos.
Las aleaciones de aluminio presentan desafíos únicos para las operaciones de punzonado. Los grados blandos como 1100 y 3003 tienden a adherirse a las superficies del punzón, lo que requiere recubrimientos especializados o materiales de herramienta. Las aleaciones más duras como 6061-T6 se punzonan de manera más predecible, pero generan mayores tasas de desgaste de la herramienta. Las propiedades adhesivas del aluminio a menudo requieren ciclos de limpieza y mantenimiento de herramientas más frecuentes.
| Grado del material | Espesor máximo de punzonado | Espesor máximo del láser | Proceso preferido |
|---|---|---|---|
| Acero dulce S235 | 6.0mm | 25mm | Punzonado < 3mm |
| Acero inoxidable 304 | 4.0mm | 20mm | Láser para cortes complejos |
| Aluminio 6061-T6 | 3.0mm | 12mm | Láser preferido |
| Acero COR-TEN | 5.0mm | 20mm | Dependiente del proceso |
| Inconel 625 | 2.0mm | 8mm | Solo láser |
El corte por láser demuestra una versatilidad de material superior, procesando todo, desde láminas delgadas hasta placas gruesas en diversos sistemas de aleación. Los materiales reflectantes como el cobre y el latón, históricamente desafiantes para los láseres de CO2, se cortan de manera eficiente con la moderna tecnología de láser de fibra. Sin embargo, los costes de material aumentan con el procesamiento láser debido a anchos de corte más amplios y al potencial de distorsión relacionada con el calor que requiere tolerancias de material adicionales.
Estándares de Calidad y Tolerancias
Los requisitos de precisión dimensional a menudo determinan la selección del proceso más que las consideraciones de coste. El punzonado ofrece una precisión posicional excepcional para patrones de orificios y características repetitivas. Las modernas punzonadoras CNC de torreta mantienen una precisión de orificio a orificio dentro de ±0.025 mm en dimensiones de chapa de hasta 1500 mm × 3000 mm. Este nivel de precisión se adapta a aplicaciones que requieren tolerancias de ensamblaje estrictas o múltiples componentes que requieren intercambiabilidad.
Las características de calidad del borde difieren fundamentalmente entre los procesos. Los bordes punzonados exhiben una zona de cizallamiento característica que típicamente representa el 30-50% del grosor del material, seguida de una zona de fractura con una textura más rugosa. Para acero dulce de 2 mm, la zona de cizallamiento se extiende aproximadamente 0.6-1.0 mm, proporcionando superficies de apoyo lisas adecuadas para aplicaciones de eje o ensamblajes de precisión.
El corte por láser produce diferentes características de borde gobernadas por los efectos térmicos y la selección del gas de asistencia. El corte de acero dulce asistido por oxígeno crea ligeras capas de oxidación que requieren consideración en aplicaciones de soldadura o recubrimiento. El corte con nitrógeno elimina la oxidación pero aumenta los costes operativos en €0.15-€0.25 por metro lineal de corte. La rugosidad superficial típicamente oscila entre Ra 12.5-25 μm dependiendo de la velocidad de corte y el grosor del material.
Para obtener resultados de alta precisión, obtenga una cotización en 24 horas de Microns Hub.
Consideraciones de Complejidad Geométrica
La complejidad de la forma representa quizás el factor más decisivo en la selección del proceso. El punzonado sobresale en la creación de patrones de formas geométricas simples: orificios, ranuras, muescas y operaciones básicas de conformado. Los recortes internos complejos o los contornos externos intrincados requieren múltiples configuraciones de herramientas o resultan imposibles dentro de las limitaciones del proceso de punzonado.
Los tamaños mínimos de las características imponen diferentes limitaciones. El punzonado puede crear orificios tan pequeños como el grosor del material, con mínimos prácticos de 1.0 mm de diámetro en acero de 2 mm. Sin embargo, las características muy espaciadas requieren la consideración de la resistencia de la banda entre los cortes. Los estándares de la industria recomiendan dimensiones mínimas de banda de 1.5× el grosor del material para evitar la distorsión durante el conformado.
El corte por láser ofrece una libertad geométrica virtualmente ilimitada dentro de las limitaciones del grosor del material. Las esquinas internas alcanzan radios tan pequeños como 0.1 mm, mientras que las características externas pueden incorporar curvas complejas y detalles intrincados imposibles con el punzonado. Esta flexibilidad resulta invaluable para el desarrollo de prototipos o productos que requieren consideraciones estéticas junto con requisitos funcionales.
Las aplicaciones de fabricación avanzada a menudo combinan ambos procesos estratégicamente. Los servicios de fabricación de chapa metálica frecuentemente emplean el punzonado para patrones de orificios repetitivos mientras usan el corte por láser para perfiles perimetrales complejos. Este enfoque híbrido optimiza tanto la eficiencia de costes como la capacidad geométrica.
Economía del Volumen de Producción
El análisis del punto de equilibrio requiere una evaluación cuidadosa de los costes totales de producción a lo largo de los ciclos de vida esperados del producto. La producción de bajo volumen favorece consistentemente el corte por láser debido a los costes de herramientas cero y los requisitos mínimos de configuración. Para cantidades inferiores a 1,000 piezas, el procesamiento láser típicamente cuesta entre un 30 y un 50% menos que el punzonado cuando se amortizan las inversiones en herramientas.
Los volúmenes de producción medios entre 1,000 y 10,000 piezas presentan la matriz de decisión más compleja. Los costes de herramientas deben compensarse con la reducción de los costes de procesamiento por pieza y la mejora de la utilización del material. Las geometrías simples con herramientas estándar alcanzan puntos de equilibrio alrededor de 2,000-3,000 piezas, mientras que las formas complejas que requieren herramientas personalizadas pueden no alcanzar la paridad de costes hasta 8,000-10,000 piezas.
La producción de alto volumen favorece fuertemente la economía del punzonado. Una vez que se amortizan los costes de herramientas, los costes por pieza pueden caer a €0.05-€0.15 en comparación con los costes de corte por láser de €0.50-€2.00 por pieza. Estas diferencias dramáticas impulsan las inversiones en herramientas para cualquier producto que espere volúmenes que superen las 15,000-20,000 piezas anuales.
| Volumen de producción | Proceso recomendado | Costo por pieza | Inversión de configuración |
|---|---|---|---|
| < 500 piezas | Corte por láser | €0.80-€3.50 | €0 |
| 500-2,000 piezas | Dependiente del proceso | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 piezas | Punzonado (simple) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 piezas | Punzonado | €0.08-€0.35 | €2,000-€15,000 |
Utilización del Material y Optimización de Residuos
La eficiencia de anidamiento impacta significativamente los costes de material, particularmente para aleaciones caras o producción de gran volumen. Las operaciones de punzonado logran tasas de utilización de material del 85-95% a través de algoritmos de anidamiento optimizados y anchos de corte consistentes. La naturaleza predecible de las herramientas de punzonado permite una planificación precisa del material y una generación mínima de residuos.
La utilización del corte por láser varía considerablemente según la geometría de la pieza y la complejidad del anidamiento. Las piezas rectangulares simples logran una utilización del 90-95%, mientras que las formas complejas con numerosos recortes internos pueden rendir solo un 65-75% de eficiencia. Las consideraciones del ancho de corte, típicamente 0.1-0.3 mm para láseres de fibra, deben incorporarse en los cálculos de anidamiento y pueden impactar significativamente los costes de material para componentes de precisión.
El manejo de material remanente difiere entre los procesos. El punzonado genera remanentes geométricos limpios adecuados para aplicaciones secundarias o inventario para componentes más pequeños. El corte por láser produce formas irregulares a menudo inadecuadas para la reutilización, aunque el software de anidamiento avanzado puede identificar oportunidades para utilizar los remanentes en ejecuciones de producción posteriores.
Al realizar un pedido a Microns Hub, se beneficia de relaciones directas con fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y la optimización avanzada del anidamiento ofrecen tasas de utilización de material consistentemente 5-8% más altas que los promedios de la industria, lo que se traduce directamente en ahorros de costes para sus proyectos.
Integración de Procesos y Optimización del Flujo de Trabajo
La integración del flujo de trabajo de fabricación afecta la eficiencia general de la producción más allá de las capacidades individuales del proceso. Las operaciones de punzonado se integran perfectamente con otros procesos de conformado como el doblado, el embutido y las operaciones de ensamblaje. La calidad del borde consistente y la precisión dimensional facilitan los procesos posteriores sin pasos de preparación adicionales.
El corte por láser a menudo requiere operaciones secundarias para la preparación del borde o el alivio de tensiones. Las zonas afectadas por el calor pueden requerir operaciones de mecanizado o rectificado para aplicaciones críticas. Los requisitos de desbarbado añaden €0.05-€0.15 por metro lineal de corte, dependiendo del grosor del material y las especificaciones de calidad del borde.
Los protocolos de control de calidad difieren sustancialmente entre los procesos. Las operaciones de punzonado se benefician del control estadístico del proceso que monitorea el desgaste de la herramienta y la deriva dimensional. Una vez establecidas, las herramientas de punzonado ofrecen resultados consistentes que requieren solo una verificación periódica. El corte por láser exige un monitoreo continuo de la calidad del corte, la presión del gas de asistencia y los efectos térmicos que pueden variar a lo largo de las ejecuciones de producción.
La fabricación moderna enfatiza cada vez más la flexibilidad y la respuesta rápida a los cambios del mercado. Nuestros servicios de fabricación incorporan capacidades de punzonado y corte por láser, lo que permite una selección óptima del proceso basada en los requisitos de producción actuales en lugar de las limitaciones fijas del equipo.
Evolución Tecnológica y Consideraciones Futuras
Las tecnologías emergentes continúan remodelando el panorama del punzonado versus el corte por láser. Las herramientas de punzonado avanzadas que incorporan accionamientos servoeléctricos ofrecen una precisión mejorada y niveles de ruido reducidos en comparación con los sistemas hidráulicos tradicionales. Las capacidades de herramientas múltiples permiten operaciones de conformado complejas que antes requerían procesos separados.
El avance de la tecnología láser se centra en el escalado de potencia y las mejoras en la calidad del haz. Los láseres de fibra de próxima generación que se acercan a los niveles de potencia de 20kW ampliarán las capacidades de corte de secciones gruesas manteniendo una excelente calidad del borde. Las tecnologías de corte adaptativo ajustan automáticamente los parámetros en función de la retroalimentación de calidad en tiempo real, lo que reduce los requisitos de habilidad del operador y mejora la consistencia.
La integración de la automatización afecta a ambos procesos de manera diferente. Las operaciones de punzonado se adaptan fácilmente a los sistemas automatizados de carga y descarga, con algunas instalaciones que logran una producción sin supervisión para geometrías de piezas apropiadas. La automatización del corte por láser enfrenta mayores desafíos debido a los tiempos de procesamiento variables y los requisitos de monitoreo de calidad, aunque los avances en la inteligencia artificial están abordando estas limitaciones.
Las consideraciones de sostenibilidad influyen cada vez más en la selección del proceso. El punzonado genera residuos mínimos y no requiere gases consumibles, lo que se alinea con los objetivos ambientales. El consumo de energía del corte por láser y el uso de gas de asistencia crean huellas ambientales más grandes, aunque las mejoras en la eficiencia compensan parcialmente estas preocupaciones.
Preguntas Frecuentes
¿Cuál es la cantidad mínima de pedido que hace que la inversión en herramientas de punzonado valga la pena?
Las cantidades de equilibrio dependen de la complejidad de la pieza y los costes de herramientas, pero generalmente oscilan entre 2,000 y 5,000 piezas para geometrías estándar. Las formas complejas que requieren herramientas personalizadas pueden necesitar entre 8,000 y 12,000 piezas para justificar la inversión. Considere el volumen total de por vida en todas las variantes de producto que pueden compartir herramientas comunes para mejorar la economía.
¿Puede el corte por láser igualar la precisión del punzonado para patrones de orificios?
El corte por láser alcanza una precisión posicional de ±0.1 mm, mientras que el punzonado ofrece ±0.025 mm para el espaciamiento de orificio a orificio. Para aplicaciones que requieren ajustes de rodamiento precisos o tolerancias de ensamblaje estrictas, el punzonado proporciona una precisión superior. Sin embargo, la precisión del corte por láser puede ser suficiente para muchas aplicaciones al tiempo que ofrece una mayor flexibilidad geométrica.
¿Cómo afecta el grosor del material a la decisión de punzonado versus corte por láser?
El punzonado se vuelve cada vez más difícil más allá de los 6 mm de grosor de acero debido a los requisitos de fuerza y el desgaste de la herramienta. El corte por láser maneja materiales de hasta 25 mm de manera efectiva con niveles de potencia apropiados. Para secciones gruesas superiores a 8 mm, el corte por láser típicamente proporciona una mejor calidad del borde y capacidad geométrica que las alternativas de punzonado.
¿Qué operaciones secundarias se requieren típicamente para cada proceso?
El punzonado rara vez requiere operaciones secundarias más allá del desbarbado ligero para aplicaciones cosméticas. El corte por láser a menudo necesita desbarbado, particularmente en secciones gruesas, y puede requerir alivio de tensiones para aplicaciones de precisión. Las zonas afectadas por el calor ocasionalmente requieren la eliminación a través de operaciones de mecanizado o rectificado.
¿Cómo se comparan los tiempos de configuración entre el punzonado y el corte por láser para tiradas cortas?
La configuración del corte por láser típicamente requiere 5-15 minutos para la programación y el posicionamiento del material. La configuración del punzonado implica la selección de la herramienta, la instalación y la verificación del programa, que generalmente toma entre 15 y 45 minutos dependiendo de la complejidad. Para cantidades inferiores a 100 piezas, las ventajas de la configuración del corte por láser a menudo superan las diferencias de coste por pieza.
¿Pueden ambos procesos manejar el mismo rango de materiales de manera efectiva?
El corte por láser demuestra una versatilidad de material superior, procesando todo, desde láminas delgadas hasta aleaciones exóticas como Inconel y titanio. El punzonado funciona mejor con materiales dúctiles hasta niveles de resistencia moderados. Los materiales duros o quebradizos que dañarían las herramientas de punzonado se cortan eficazmente con la tecnología láser.
¿Qué estándares de calidad se aplican a la condición del borde y la precisión dimensional?
Los bordes punzonados cumplen con los estándares dimensionales ISO 2768 y exhiben zonas de cizallamiento características. Los bordes cortados con láser siguen las clasificaciones de calidad ISO 9013, con un grado 2-3 típico para la mayoría de las aplicaciones. Ambos procesos pueden lograr requisitos de precisión cuando se especifican y controlan adecuadamente, aunque el punzonado ofrece una consistencia dimensional superior para características repetitivas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece